Как сделать контактную сварку своими руками? Контактная сварка самодельная
| Содержание: Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость. Устройство и принцип работы контактной сваркиПринцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток. Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм. Соединение поверхностей выполняется одним из трех способов:
Подготовка деталей и сборка точечной сваркиСтандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации. Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами. Дополнительные элементы сварочного аппаратаСледующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей. Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства. Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами. После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления. На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор. Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах. |





















www.samsvar.ru
Как сделать контактную сварку
Содержание:- Принцип действия точечной сварки
- Трансформатор для контактной сварки
- Самостоятельная сборка контактной сварки
- Самодельная контактная сварка на конденсаторах
- Видео
Довольно часто возникает необходимость сварить между собой какие-либо детали небольших размеров при проведении ремонта в домашних условиях. Идеальным вариантом для выполнения такой задачи будет точечная или контактная сварка. Она обладает существенными преимуществами, одним из которых является устойчивость швов к значительным механическим нагрузкам. Однако покупать подобное оборудование для выполнения одноразовых работ нецелесообразно. Поэтому многие хозяева стараются самостоятельно решить вопрос, как сделать контактную сварку своими руками. В итоге получается недорогой и эффективный инструмент, позволяющий качественно выполнять основные сварочные работы. Перед изготовлением аппарата рекомендуется заранее изучить его общее устройство и принцип работы.
Принцип действия точечной сварки
Принцип действия контактной сварки довольно простой. Между электродами зажимаются заготовки, заранее приведенные в необходимое положение. После этого на электроды осуществляется кратковременная подача сварочного тока большой величины. В результате, между ними происходит образование электрической дуги, под действием которой металлические заготовки начинают плавиться. Зона плавления может составлять от 4 до 12 мм в диаметре. Именно в этом месте заготовки соединяются между собой. Таким образом, вполне возможна контактная сварка в домашних условиях.
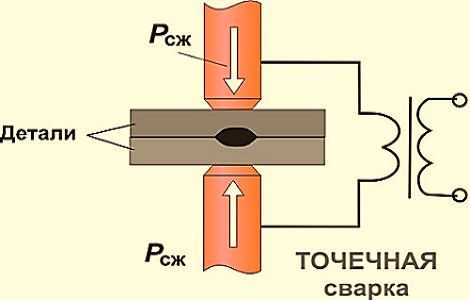
Продолжительность воздействия сварочного импульса составляет от 0,01 до 0,1 секунды. Это способствует образованию общего ядра расплава у обоих свариваемых металлов. После прекращения токового импульса, заготовки продолжают испытывать влияние сдавливающей нагрузки. За счет этого образуется единый сварной шов. Зона расплавления ограничивается за счет контакта металлов между собой, что приводит к отводу излишков тепла.
Для подачи импульса на электроды используется вторичная обмотка, в которой появляется большой ток при незначительном напряжении. Импульс, подаваемый на первичную обмотку, возникает при разрядке одного или нескольких конденсаторов. Накопление зарядов в конденсаторах происходит в промежутках между импульсами, подаваемыми на электроды, при перемещении на другую сварочную точку.
Точечная сварка нашла широкое применение в промышленности и домашних условиях. Она особенно эффективна при сваривании цветных металлов, например, медных и алюминиевых заготовок. Единственным ограничением является толщина листов, которая не должна превышать 1,5 мм.
Трансформатор для контактной сварки
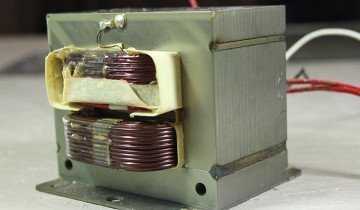
Трансформатор является основной деталью любого сварочного аппарата, в том числе и для точечной сварки. За счет высокого коэффициента трансформации достигается необходимое значение сварочного тока. Минимальная мощность трансформатора находится на уровне 1 кВт. Такими качествами в полной мере обладают устройства, применяемые в конструкциях микроволновых печей. Трансформатор нужного типа можно приобрести в сервисном центре или снять с неисправной печки. Его мощность позволяет сваривать стальные листы, толщиной до 1 мм.

Более мощные сварочные аппараты изготавливаются с применением сразу нескольких трансформаторных устройств. Иногда может быть изготовлена контактная сварка своими руками из старого телевизора, откуда можно взять трансформатор в рабочем состоянии. Для обеспечения нормальной мощности, их нужно несколько штук.
Основными элементами трансформатора являются магнитопровод, первичная и вторичная обмотка. Первые два элемента будут использованы без изменений, а вот вторичная обмотка должна быть удалена. Обычно она срезается ножовкой или другим удобным инструментом. Во время этой процедуры нужно соблюдать осторожность, чтобы случайно не повредить магнитопровод и первичную обмотку. Из трансформатора также убираются и шунты, ограничивающие ток.
После удаления лишних элементов можно приступать к созданию новой вторичной обмотки. Для обеспечения высокого значения тока рекомендуется использовать толстый медный провод, диаметром не менее 1 см, в количестве трех витков. При изготовлении более мощного сварочного аппарата с использованием нескольких трансформаторов, следует учитывать технические характеристики и возможности домашней электрической сети.
Самостоятельная сборка контактной сварки
Изготовление электродов является такой же ответственной операцией, как и сборка трансформатора. Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Провод, соединяющий трансформатор и электроды, должен быть как можно короче, а количество соединений – минимальным. Это связано с тем, что на стыках происходит частичная потеря мощности. Соединения наконечников и проводов осуществляются методом пайки. Это достаточно сложный процесс из-за большого диаметра элементов. Если же использовать скрутки, то во время сварочных работ произойдет быстрое окисление медных контактов. Поэтому не редкость, что контактная сварка, изготовленная самостоятельно, очень быстро выходит из строя. Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
В некоторых случаях возникает дополнительное сопротивление, вызываемое сварочной аппаратурой. Причина этого заключается в соединениях электродов и наконечников, которые не спаяны между собой. Пайка не допускается поскольку периодически возникает необходимость в снятии электродов для ремонта или замены. Однако подобные соединения довольно легко очищаются от окисления, по сравнению с многожильными проводами, обжатыми наконечниками.
Большое значение придается управлению точечной сваркой. Для этих целей применяется выключатель и рычаг. Необходимый контакт между свариваемыми деталями обеспечивается достаточным усилием, возникающим между электродами. При сваривании более толстых листов, сила сжатия должна соответственно увеличиться. Рычаг должен обладать достаточной прочностью и не быть слишком коротким. Основание аппарата выбирается массивное, с возможностью его крепления к столу.
С целью увеличения прижима электродов, кроме рычага применяется рычажно-винтовой зажим. Он представляет собой винтовую стяжку, расположенную между рычагом и основанием. Можно применить и другие способы сжатия, но они потребуют специального оборудования. Выключатель устанавливается в цепь первичной обмотки. Вторичную обмотку нельзя использовать для этих целей, поскольку в ней слишком большой ток, образующий дополнительное сопротивление.
При использовании рычажного прижимного механизма, выключатель рекомендуется устанавливать и закреплять на рычаге. Это дает возможность управлять рычагом и включать ток одной рукой. Другая рука в это время будет придерживать детали, предназначенные для сварки.
Рекомендации по эксплуатации самодельного аппарата
- Одним из основных требований является сжатое состояние электродов во время включения и выключения сварочного тока. В противном случае может возникнуть сильное искрение, что в конце концов приведет к подгоранию электродов. В некоторых случаях применяется реле времени для контактной сварки.
- В процессе работы сварки рекомендуется использовать принудительное охлаждение с помощью вентилятора. Иначе понадобится постоянный контроль над температурой токопроводов, трансформатора, электродов и других элементов.
- Во избежание перегрева сварки, необходимо периодически устраивать перерывы в работе.
- В процессе эксплуатации нужно обязательно учитывать возможности самодельного сварочного аппарата, иначе качество точечных швов будет низким или они не получатся вовсе.
Самодельная контактная сварка на конденсаторах
Стоит отдельно рассмотреть контактную сварку, в конструкцию которой входят конденсаторы. Принцип действия этих устройств основан на расплавлении металла под действием электроэнергии, накопленной в конденсаторах. К основным методам такой сварки относятся контактная, ударная и точечная. При решении вопроса, как сделать контактную сварку своими руками, предпочтение отдается одному из них.
При контактной сварке разрядка конденсатора осуществляется на две металлические заготовки, предварительно сжатые между собой. В точке контакта происходит возникновение дуги, расплавляющей и соединяющей металлические заготовки на ограниченном участке. Величина сварочного тока в зоне дуги может достигать 15 кА, а период воздействия составляет до 3 мс. Ударная сварка воздействует на заготовки кратковременным ударом в виде электрического разряда. Дуга появляется всего лишь на 1,5 мс, еще более уменьшая размеры сварочного участка. Во время точечной сварки подача разряда производится на два медных электрода, прикасающихся к поверхностям заготовок с двух сторон. Время действия дуги регулируется и составляет от 0,01 до 0,1 с. Сварочный ток может достигать величины в 10 кА.
Качественная работа конденсаторной сварки обеспечивается возможностью подачи кратковременного импульса и последующей зарядки за очень короткое время. Давление электродов должно способствовать надежному контакту между свариваемыми деталями. После сварки они разжимаются постепенно, чтобы металл остывал под давлением и кристаллизировался в сварочном шве.
electric-220.ru
Самодельная контактная сварка: этапы, оборудование, дефекты
Самодельная контактная сварка является достаточно эффективной и используется как в быту, так и в промышленности. Ее используют при изготовлении множества однотипных изделий. Самодельная сварка может быть использована при производстве сварных спаек тех деталей, которые обладают довольно большими размерами. Вся процедура основана на разогревании металла при помощи подходящего тока, путь которого является неоднородным. Разновидности, которые могут предложить самодельные контактные сварки, кардинально отличаются друг от друга.
Схема контактной сварки.
Контактная сварка и ее особенности
Одной из них является точечная сварка, весьма популярная в наши дни. Она подразумевает под собой нагревание металла специальной тепловой энергией до таких температур, при которых он начинает усиленно плавиться. Это самое тепло, которое предлагает контактная сварка, вырабатывается посредством того, что огромная часть электрического тока преодолевает расстояния из одного конца детали в другой, проходя как раз по месту их соединения. В одно время с этим и уже после того, как пропускание тока закончено, контактная сварка попросту сжимает все попавшие под процесс детали, из-за чего участки металла, которые были нагреты, взаимно проникают друг в друга и там сплавляются.
Контактная сварка несет в себе достаточно большое количество интересных особенностей. Основными из них является:
-
Схема пистолета контактной сварки.
Очень малое время, которое необходимо потратить на весь процесс. Зачастую все это происходит за пару секунд.
- Огромный ток, возникающий при проведении этого процесса.
- Весьма малое напряжение, которое возникает в цепи сварки.
- Довольно большая сила, которое сжимает то место, где была произведена сварка.
- Очень малая зона, в которой расплавляются любые предметы.
Как правило, такая контактная сварка применяется для того, чтобы соединить листовые заготовки с наложением их друг на друга. Помимо этого, такой процесс применим и в том случае, если необходимо сварить материалы, состоящие или выполненные в виде стержней.
Кроме того что существует точечная сварка, различают еще стыковую, шовную и другие ее виды. И все же первый вариант представляет собой наиболее распространенный из всех. Его можно увидеть при производстве автомобилей, в строительной отрасли, при создании радиоаппаратов, самолетов, а также в различных иных сферах. К примеру, во время построения лайнеров современного образца необходимо создать пару миллионов точек для сварки.
Почему эта сварка настолько популярна?
Популярность такого рода процесса обуславливается целым рядом плюсов, из которых состоит вся точечная сварка. К ним относится следующее:
Схема аппарата для контактной сварки.
- Отсутствие в необходимости приобретения сварочных материалов.
- Деформации, которые могут возникнуть после такого процесса, даже незаметны.
- Эксплуатировать сварочные аппараты такого плана очень просто и удобно, поэтому с такой сваркой вполне справится даже новичок.
- Очень аккуратное соединение, без присутствия шва в том месте, где происходила сварка.
- Экологическая чистота всего процесса.
- Очень экономичный вид.
- Есть возможность автоматизировать выполнение с помощью различных механизмов.
- Довольно большая производительность. Такого рода аппараты могут производить сотни циклов сварки в течение одной минуты.
Естественно, у такого вида есть и свои недостатки, о которых также следует знать:
- Полное отсутствие герметичного шва сварки.
- Концентрация огромного напряжения в той точке, где производится этот процесс. Но этот фактор можно уменьшить либо же полностью устранить с помощью нехитрых технологических приемов.
Как правильно сваривать детали?
Для того чтобы правильно пользоваться сваркой, необходимо знать, из каких этапов состоит этот процесс. Рассмотрим эти этапы:
Разновидности контактной сварки.
- Сначала сжимаются детали, за счет чего вызывается деформация очень малых неровностей в образовавшейся цепочке.
- Включается импульс электротока, который приводит к нагреванию металла, за счет чего последний плавится в той зоне, где происходит его соединение, и образуется жидкое ядро. С увеличением тока увеличивается и само ядро, однако, в конце концов, обязательно наступает предел. Это приводит к тому, что в жидком металле образуются различные связи. Металл не выплескивается из той зоны, где происходит процесс, так как возле ядра образуется пояс, который уплотняет его. Происходит это за счет того, что при сварке детали очень сильно сжимаются.
- Ток выключается, металл охлаждается и кристаллизуется, за счет чего происходит образование литого ядра. Так как объем металла постепенно охлаждается, возникает напряжение остатка. Оно представляет собой нежелательный процесс, который необходимо предотвращать самыми разными способами.
Та сила, которая приводит к сжатию электродов, исчезает после того, как ток выключается, правда, не сразу, а с некоторым опозданием. Все это влияет на то, что кристаллизация металла происходит намного эффективнее. Иногда рекомендуют даже увеличить ту силу, которая отвечает за прижимание металла, в самом конце сварки. Это обеспечит устранение неоднородного покрова шва и снимет общее напряжение.
При повторении следующего цикла вышеописанные этапы происходят заново.
Как подготовить детали к сварке?
Для того чтобы грамотно подготовить все необходимые элементы к сварке, нужно действовать согласно установленным правилам.
Схема покрытого электрода для контактной сварки.
Так, для начала необходимо полностью зачистить детали от различной грязи в тех местах, где элементы будут контактировать между собой и со сваркой. Если отнестись к этому процессу небрежно, то есть немалая вероятность того, что сварка не пройдет должным образом, а в некоторых случаях можно даже испортить аппарат и саму деталь.
Помимо этого, необходимо тщательно следить за качеством, в котором находится поверхность, изготовленная из алюминия и магния. Ее также необходимо очистить от всевозможных загрязнений.
Разновидности сварочных аппаратов
Существует очень много механизмов, с помощью которых осуществляется сварка деталей. Некоторые из них применяются исключительно в промышленности, хотя любой аппарат можно эксплуатировать и в быту. Единственными затруднениями может являться их стоимость и размеры, ведь существуют по-настоящему огромные агрегаты, которые перевозятся на специальных устройствах. Все это оборудование подразделяется на аппараты:
- С помощью которых есть возможность сваривать детали, прибегая к переменному току.
- Предназначенные для точечной сварки на очень низких частотах.
- Построенные по принципу конденсаторов.
- Умеющие сваривать детали с помощью постоянного тока.
Следует отметить, что идеальных устройств нет. Везде имеются как свои достоинства, так и некоторые недостатки. Как показывает практика, самыми популярными являются машины, которые умеют сваривать с помощью переменного тока. Они являются самыми экономичными и функциональными.
Дефекты, которые могут возникнуть при сварке
Некачественная сварка будет преследовать любого специалиста, в особенности если он только начинает свою деятельность на этом поприще. Ведь здесь, как и в любом другом деле, необходимо выработать точность и даже индивидуальный подход к каждому делу. Только тогда можно говорить о качественной сварке деталей. И все же на первых порах ждать, что все получится идеально или даже хорошо, не стоит.
Дефекты, которые могут возникнуть при сварке, условно разделяются на три пункта:
- Несоответствие размеров сваренной зоны тем, которые принято считать оптимальными. В частности, ядро может сместиться относительно того места, где сварены детали.
- Цельность металла может быть нарушена в той зоне, где происходит его соединение.
- Могут быть изменены различные свойства металла в той точке, где производилась сварка, либо же в соседних областях.
В любом случае при достаточной практике и правильном подходе к делу все эти недостатки в скором времени исправляются, а начинающий специалист учится делать все более качественную сварку.
moyasvarka.ru
контактная сварка своими руками — делаем споттер дома
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей.

Для осуществления контактной сварки в домашних условиях требуются мощнейшие источники питания.
Немного теории о контактной сварке
Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:
Q = I² • R • T • K,
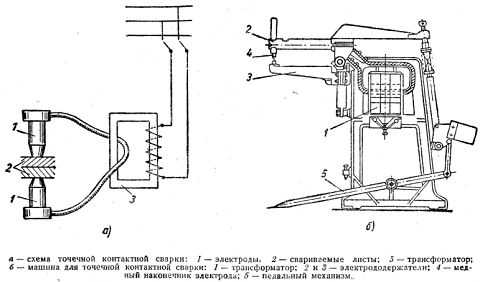
Рисунок 1. Принципиальная схема аппарата контактной сварки.
где Q — генерируемое тепло, I — сила тока, R — сопротивление проводника, T — время на процесс сварки, K — тепловой коэффициент (табличная величина для различных материалов).
Различия термических характеристик проводников можно представить из следующих примеров:
- Цинк: сопротивление 10,4 Ом; теплопроводность (при 27ºС) 3,98 Вт/м; точка плавления 1115ºС.
- Медь: сопротивление 17,6 Ом; теплопроводность 2,37 Вт/м; точка плавления 680ºС.
- Железо: сопротивление 400 Ом; теплопроводность 0,803 Вт/м; точка плавления 1300ºС.
На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т.п.
Вернуться к оглавлению
Виды контактной сварки
Обычно различают три вида контактной сварки: точечная, многоточечная и сварка непрерывным оплавлением.
Схема определения выводов трансформаторов.
Классическую точечную сварку часто называют сваркой-сопротивлением. Сварочный ток, проходя через соединенные детали, разогревает их до пластичного состояния, после чего производится осадка — силовое сжатие.
Многоточечная сварка применяется при необходимости термического соединения больших деталей, когда для прочности соединения необходимо сваривать детали в нескольких местах.
Сварку непрерывным оплавлением производят для соединения деталей, когда требуется обеспечить герметичность соединения — например, сварка трубопроводов. При этом электрод, которым производят осадку, непрерывно движется вдоль места будущего соединения. Такой метод часто называют шовной контактной сваркой. В качестве движущего электрода используются ролики.
Отдельно стоит отметить микроточечную сварку, незаменимую при ремонте радиотехники, телефонов, микроволновок и прочей бытовой техники.
Вернуться к оглавлению
Как устроен аппарат контактной сварки
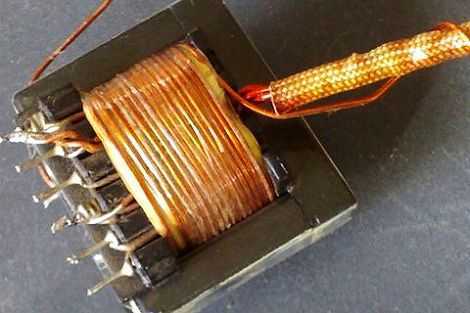
Рисунок 2. Мощность трансформатора должна быть не менее 1 кВт.
Все аппараты контактной сварки состоят из двух основных функциональных узлов: блок питания, обеспечивающий электрический ток необходимой характеристики и выносные электроды, доставляющие этот ток к месту сварки.
Основой блока питания является силовой сварочный трансформатор, понижающий напряжение со стандартных 220 В до примерно 40 В. Коэффициент трансформации должен быть достаточно большим, чтобы обеспечить большую силу тока. Мощность трансформатора должна быть не менее 1 кВт. Для управления процессом к трансформатору присоединено реле времени. Процессом можно управлять и вручную, но это не всегда дает положительный результат.
Выносные электроды часто изготавливают в виде сварочного пистолета. Это удобно, когда необходимо приварить маленькую деталь внутри большого агрегата. Если соединяемые детали будут небольшими, то электроды можно сделать в виде небольшого настольного станка.
Вернуться к оглавлению
Собираем аппарат
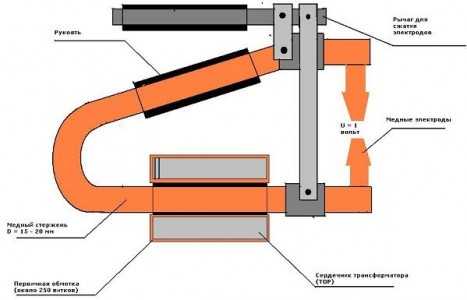
Первым делом необходимо выбрать принципиальную схему будущего аппарата. Достаточно простая и надежная схема изображена на рис.1. В качестве силового трансформатора используется высоковольтный трансформатор из старой микроволновой печи. Его можно заменить на ЛАТР (лабораторный автотрансформатор), но в этом случае необходимо оценить его мощность. Основная схема аппарата практически не изменится. Однако главная деталь из микроволновки более доступна и имеет достаточную мощность. Необходимо помнить, что этот трансформатор повышающий, поэтому его вторичная обмотка по количеству витков больше первичной.
Для нашего аппарата потребуется именно первичная обмотка. Вторичную необходимо аккуратно срезать, сделать это можно с помощью ножовки или стамески. Если в трансформаторе есть ограничивающие ток шунты, то их также удаляют.
Положения электрода при сварке.
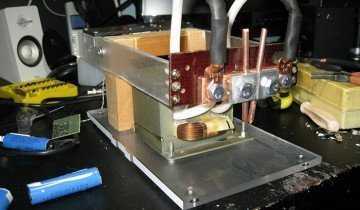
После этого наматывают новую вторичную обмотку. Чтобы ток после трансформатора был более 1000 А для новой обмотки необходим толстый медный провод диаметром не менее 1 см (площадь сечения 100 кв.мм). Можно использовать пучок проводов меньшего диаметра. Необходимо сделать 2-3 витка вторичной обмотки, стараясь общую длину провода сделать наименьшей. Увеличение числа витков ведет к увеличению мощности аппарата. Необходимо помнить, что мощность устройства должна быть ограничена параметрами вашей электросети — слишком большая мощность вызовет падение напряжения и жалобы соседей. Внешний вид переделанного из микроволновки сварочного трансформатора показан на рис.2.
Монтаж остальных деталей принципиальной схемы осуществляется на прочной диэлектрической основе и располагается в одном корпусе с силовым трансформатором. При возможности в него можно поместить вентилятор для охлаждения установки во время работы.
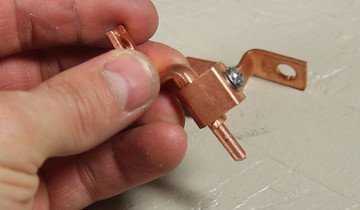
Электроды изготавливают из толстого медного прута. Желательно, чтобы его толщина была соразмерна с сечением провода вторичной обмотки, с концами которой электроды должны быть надежно соединены. Поскольку концы электродов во время работы оплавляются, то их необходимо периодически подтачивать, а со временем и вовсе заменять на новые. Соединение провода с электродом необходимо спаять, чтобы предотвратить снижение мощности из-за окисления контактов.
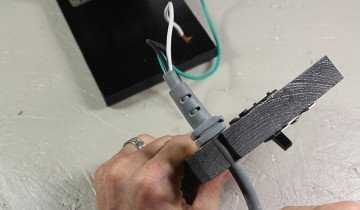
Крепятся электроды обычно в виде сварочного пистолета. Из текстолита (или схожего материала) вырезаются накладки переходника. Обычно их размеры соответствуют размерам своей руки. К этим накладкам надежно контровочными винтами фиксируются провода и электроды, рукоятки обматываются изоляционной лентой.
Большое значение при производстве контактной сварки имеет сила сжатия между электродами, поэтому рычаг с верхним электродом желательно делать подлиннее, а основание — помассивнее.
Вернуться к оглавлению
Отладка и работа аппарата контактной сварки
Правильно собранный аппарат контактной сварки своими руками начинает работать сразу. Необходимо испытать собранную схему, при необходимости подрегулировать длительность импульса резистором. Самодельная контактная сварка в вашем распоряжении.
Во избежание искрения включайте и выключайте аппарат только при сжатых электродах. Не забывайте о диэлектрических перчатках и защитных очках.
expertsvarki.ru
из микроволновки, инвертора, сварочного аппараты
Контактная сварка своими руками – очень полезный навык.
При наличии в свободной продаже любых моделей инвертора, человек, планирующий сваривать в домашних условиях, имеет выбор – приобрести готовый аппарат или сделать его самостоятельно.
В этой статье мы рассмотрим, что это такое, продемонстрируем учебное видео по контактной сварке, дадим пошаговую инструкцию, как самостоятельно проводить контактную сварку и как можно сделать самодельный сварочный аппарат контактной сварки своими руками из микроволновки и использованных автомобильных аккумуляторов.

Контактная сварка – технология и процесс
Владельцы частных домов, автомобилисты и не только нуждаются в проведении сварочных работ.
В домашних условиях или в условиях небольшой мастерской применение сварочного инвертора для соединения металлических частей вполне по силам.
Принцип его действия заключается в том, что при помощи электрического тока металл разогревается, расплавляется и застывает, образуя сварной шов.
Для фиксации и предотвращения сдвигания, свариваемые детали сжимаются при помощи электродов, по которым подается электрический ток.
Для работы в домашних условиях потребуются мощные источники питания, что влияет на перегрев бытовой проводки.
Перед проведением работ следует убедиться в качестве проводки и, по возможности, заменить ее на новую.
При контактной точечной сварке две заготовки соединяются по поверхности прилегающих краев.
Такая технология подходит для тонких листов, деталей маленького размера и металлических прутов толщиной до 5 мм.
Видео:
Используют три вида соединения поверхностей: с помощью сопротивления, прерывистого оплавления или непрерывного оплавления.
Для сварки сопротивлением подготовленные заготовки или листы фиксируют и нагревают сварочным током до плавления.
Способ применим для следующих металлов:
- низкоуглеродистая сталь;
- цветной металл;
- соединения меди с латунью и сталью.
Ввиду жестких требований к температурному режиму и отсутствию примесей в местах соединения, этот способ используется редко.
При непрерывном оплавлении заготовки, используются клещи или иные фиксаторы детали, соединяют при включенном токе, после плавки краев соединяемых деталей проводится осадка и выключение подачи тока.
Этот способ наиболее применим для труб с тонкими стенами. Допустимо соединение разных по структуре заготовок.
Основной плюс – высокая скорость работы, серьезный минус – вытекание и угар металла по сварному шву.
Прерывистое оплавление происходит при поочередном плотном и неплотном контакте заготовок во время включенного тока.
Клещи зажима обеспечивают замыкание сварочной линии в месте соприкосновения заготовок до достижения ими температуры 900-950 градусов по Цельсию.
Такой способ применяется в случае, если исходной мощности аппарата не хватает для обеспечения непрерывного оплавления.
Таким образом, контактная сварка состоит из следующих шагов:
- Подготовка поверхностей к соединению (зачистка, выравнивание контура).
- Совмещение краев и фиксация заготовок под сварочным аппаратом.
- Подача электрического тока.
- Прогревание и оплавление под его действием краев деталей.
- Осадка и выключение тока.
Рассмотренные выше способы контактной сварки отличаются фиксацией заготовок и подачей тока, в целом, процесс сварки схож.
Для домашней контактной сварки можно сконструировать самодельный аппарат.
Видео:
Его основные рабочие узлы – сварочный зажим и блок подачи напряжения на конденсаторах, к низковольтной обмотке которого присоединяется электрод.
Второе крыло зажима служит опорой или соединяется (в зависимости от крепления аппарата) с заготовкой, имеющей больший размер.
Видео инструкция по контактной точечной сварке представлена выше.
Сварочный аппарат из микроволновки
Прибор для точечной контактной сварки можно изготовить самостоятельно, использовав трансформатор от микроволновки.
При изготовлении такого сварочного прибора нужно взвесить, что будет дешевле – осуществить покупку инвертора или сделать самостоятельно, применив трансформатор из ненужной микроволновки.
Трансформатор – самая дорогая деталь нашего будущего самодельного прибора. Все остальные расходники – провода, кожух и основа, на которую будет производиться крепление, будут практически в любой мастерской.
Нам потребуется мощность трансформатора не менее 1 кВт. С помощью сварочного аппарата, использующего такой трансформатор, реально делать точечную сварку листов до 1 мм.
Удвоение мощности трансформатора позволит работать с листами до 1,8 мм толщиной. Трансформатор современной микроволновки может быть мощностью до 3 кВт.
При необходимости можно использовать два и три трансформатора. Эта цепь позволит увеличить мощность подаваемого тока.
Требуется вынуть трансформатор из металлического кожура и избавится от шунтов для ограничения тока и вторичной обмотки.
Микроволновая печь использует высокое напряжение, поэтому на первичной обмотке трансформатора присутствует меньшее количество петель, чем на вторичной.
Из-за этого появляется разность потенциалов. Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Тщательно зачистите трансформатор от остатков вторичной проводки и шунтов, при необходимости используйте металлическую щетку или длинный узкий предмет (например, отвертку).
Нетронутой останется только первичная обмотка, вторичную будем делать заново.
Учитывая высокое напряжение, берем многожильную электрическую проводку с сечением не менее одного квадрата.
Видео:
Если будет использоваться цепь из двух или более трансформаторов, то выводы всех вторничных обмоток от них сводим в одну.
Когда использован один трансформатор, то корпус для него можно приспособить из той же микроволновой печи, уменьшив ширину и длину.
Для системы трансформаторов кожух можно сделать из железного листа, снабдив его изолирующим слоем. Вторичная обмотка формируется 2-4 витками провода.
Однако, толстый слой изоляции, в которую упакован провод, не даст загнуть его по катушке.
Поэтому вынимаем провод из изоляции и в качестве изоляционного покрытия мы сможем применить обычную гибкую изоленту.
Двумя-тремя петлями провода мы добьемся напряжения в 2 Вт.
Для подвода тока к месту сварки создаем рычажный механизм, один рычаг которого жестко закреплен на основной поверхности (для удобства контактной сварки на этой же поверхности можно закрепить с помощью струбцин и трансформатор в кожухе).
Второй рычаг при опускании будет сдавливать детали. Выключатель вводим в цепь первичной обмотки и устанавливаем на верхний рычаг.
Это позволит одновременно сжимать деталь и пускать ток. Клещи в этом случае не используются, а сами наконечники предварительно паяются с проводами для предотвращения окисления.
При точечной сварке будем использовать стержни из меди толщиной больше, чем диаметр провода. В процессе работы их нужно подтачивать и при необходимости менять.
В ходе работы деталь зажимается с помощью рычагов между двумя электродами и пускается ток.
Сварочный аппарат из аккумуляторов
При сварочных работах с помощью электрического сварочного аппарата бытовые электросети терпят существенную перегрузку.
Длительная контактная сварка может привести к расплавлению электропроводки или выходу из строя бытовых приборов. Питание сварочного аппарата можно произвести от автономного источника электроснабжения.
Видео:
В этом качестве может выступать переносная станция (генератор, работающий на бензине или дизеле), что весьма накладно, а можно источник тока сделать самостоятельно.
Понадобится несколько автомобильных аккумуляторов, вполне допустимы бывшие в употреблении. Идеально, если они будут одной емкости.
Тогда сила тока будет рассчитываться, как 1/10 емкости аккумулятора. Если собраны приборы разной мощности, то для расчета понадобится самая маленькая емкость.
Сделаем цепь из последовательно соединенных аккумуляторов, скрепив соответствующие «плюсы» и «минусы» с помощью проводов и кусачек или, что еще лучше, проводами для прикуривания.
Можно использовать также любые клещи. От свободного «минуса» выводим провод на электрод, который зажимаем в клещи, а от свободного «плюса» на рабочую пластину, в цепь рекомендуется поставить реостат.
Получившийся сварочный аппарат для точечной сварки из автомобильных аккумуляторов готов и может быть использован вдали от источника электроэнергии.
К нему можно сделать самодельное устройство для зарядки. Данный вариант может быть успешно использован опытными сварщиками и не рекомендуется для получения навыков сварки.
Как показано в статье, точечная самодельная контактная сварка вполне доступна. Мы рассмотрели варианты и технологию контактной сварки.
Приведенная информация поможет получить начальные навыки контактной сварки и обеспечить создание сварочного инвертора для точечной сварки самостоятельно из подручных средств.
rezhemmetall.ru
Контактная сварка своими руками
Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.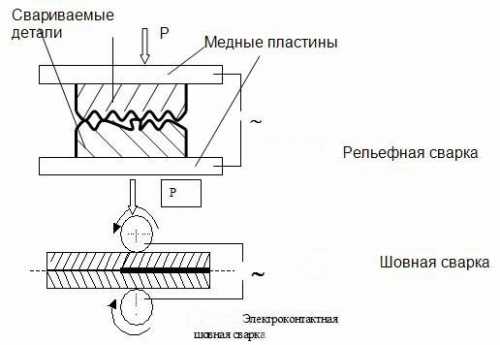
Контактную сварку используют в большинстве случаев для производства серии однотипных изделий или для изготовления сварных соединений деталей, которые имеют большие размеры. Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Контактная сварка в домашних условиях требует использования мощнейших источников питания, чем в ситуации с электродуговой сваркой, потому что даже в небольших контактных машинах для подобных работ сила тока измеряется тысячами ампер, не вспоминая уже более крупные машины.
Данный технологический процесс производят с нагревом области сварки электрическим током, проходящим через заготовки, с использованием давления. Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Помимо этого, выделяют несколько разновидностей контактной сварки – стыковую, точечную и шовную. Поскольку процесс производится при помощи электродов, которые размещаются по-разному относительно заготовок, то также бывает одно- и двухсторонняя сварка.
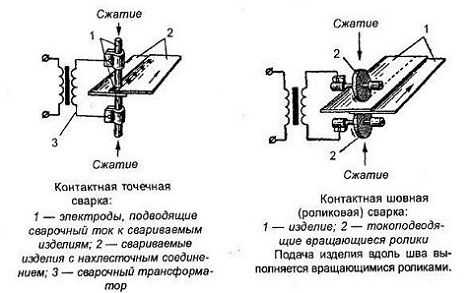
Обычно технологию контактной сварки выполняют по точечному типу. Заготовки прижимают электродами, через которые идет в будущем высокоамперный ток. Он проходит по большому числу мелких каналов заготовки, которые разогреваются, и в итоге расплавляется центральная зона точки сварки.
При стыковой сварке ток пропускается через стык деталей примерно одинакового сечения, а после достижения сварочного жара в области сварки осуществляется осадка. Электроды, которые подводят к изделию ток и производят осадку, при шовной сварке имеют форму роликов, которые катятся по шву, поэтому данный способ сварки ещё называют роликовой сваркой.Виды контактной сварки
Контактная сварка — это процедура, при которой соединение свариваемых деталей совершается по всей поверхности торцов, что стыкуются. Сварка может выполняться сопротивлением или оплавлением (прерывистым или непрерывным).
Сварка сопротивлением
Обработанные детали плотно прижимают между собой и включают сварочный ток. Ток выключают после того, как стыкуемые поверхности нагреты до пластического состояния и проведена осадка. Таким методом принято сваривать детали из низкоуглеродистой стали, которая имеет прямоугольное или круглое сечение площадью приблизительно до 1000 миллиметров квадратных, и легированной стали площадью до 21 миллиметра квадратного.
Цветной металл и его сплавы хорошо свариваются сваркой сопротивлением. Данным видом контактной сварки хорошо сваривать и разнородные металлы – латунь и медь, сталь с медью, разные сорта стали. Сварка сопротивлением нуждается в высокой чистоте свариваемых поверхностей и строгом контроле температуры нагрева. Поэтому данная методика не получила широкого использования.
Сварка непрерывным оплавлением
Сварку непрерывным оплавлением выполняют в такой последовательности. Детали, которые закреплены в зажимах машины, плавно приводят перемещением подвижного зажима в соприкосновение при включении сварочного тока. При этом осуществляется оплавление свариваемых торцов изделий. Потом проводят осадку на определенную величину и выключают ток.
Подобная методика ручной контактной сварки применяется при сварке тонкостенных труб, рельсов и листов. Допускается сварка разных металлов. Достоинством сварки металла непрерывным оплавлением выступает высокая производительность, а недостатком — существенные потери металла на разбрызгивание и угар.Сварка прерывистым оплавлением
Сварку прерывистым оплавлением производят чередованием неплотного и плотного контакта свариваемых деталей при включенном токе сварки. Возвратно-поступательные движения зажима способны периодически замыкать сварочную цепь в области контакта деталей, пока их торцы не разогреются до температуры примерно 800—900 градусов по Цельсию.
Затем совершается оплавление и осадка. Прерывистым оплавлением принято сваривать низкоуглеродистую сталь в тех ситуациях, когда мощность аппарата недостаточна для осуществления сварки с непрерывным оплавлением.
Данная методика контактной сварки своими руками связана с дополнительными затратами металла, поэтому зачастую подогрев проводят способом сопротивления, включая при замкнутой сварочной цепи ток, а потом разводят детали и занимаются оплавлением и осадкой.
Устройство аппарата для точечной сварки
Самодельный аппарат для контактной сварки можно использовать для сваривания деталей из обычной и нержавеющей листовой стали, которая имеет толщину 0,08 — 0,9 миллиметра, или для соединения проволоки из стали толщиной до 1,5 миллиметра.
Аппараты для контактной сварки в своем составе содержат два функциональных узла — выносной сварочный пистолет и блок питания. Блок питания состоит из реле, что собран на тиристоре и сварочном трансформаторе. К одному выводу его низковольтной обмотки при помощи сварочного кабеля подключается электрод.
При сварке второй вывод надежно соединяется с самой массивной свариваемой деталью. Первичную обмотку трансформатора подключают к сети при помощи диодного моста и включенного в его диагональ тиристора. Трансформатор вспомогательный малой мощности оказывает питание сети управления тиристора и лампы подсветки.
Сварочный пистолет собирают из двух одинаковых деталей по размеру и форме, которые вырезаны из гетинакса, текстолита или другого прочного изолятора. В передней части крепят ламподержатель, микропереключатель и переходник, в задней — размещают выключатель подсветки между держателями и накладками винтами.
Накладки соединяют между собой винтами, которые вкручиваются в ламподержатель, распорные планки и переходник. Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
В отверстия переходников крепят сменные электроды, которые фиксируются при помощи контровочной гайки. На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Изготовление аппарата для точечной сварки
Для сборки оборудования для контактной сварки в домашних условиях рекомендуется использовать нижеследующие рекомендации. Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Сборка трансформаторов
Особого значения не имеет конструкция трансформатора. Определяющим параметром служит сечение магнитопровода, оно должно быть больше 60 сантиметров квадратных. Магнитопровод вы можете использовать любой.
Намотайте первичную обмотку, которая содержит 160 — 165 витков, на круглом каркасе проводом ПЭТВ, который имеет диаметр 1,62 — 1,7 миллиметра, расположите на одной стороне магнитопровода и от него изолировать с помощью деревянных клиньев. Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Изолируйте по всей длине шину перед намоткой лентой из фторопласта или аналогичного материала в один слой. Можете использовать изоленту, сложенную в несколько слоев. Изолируйте друг от друга такой же лентой слои первичной обмотки. Зафиксируйте ее выводы тесьмой. По схеме контактной сварки должны «вперекрышку» собираться пластины магнитопровода.
Стяжку магнитопровода необходимо производить болтами М8 и уголками. Для выпрямления пластин предварительно выполните стяжку. Верхнюю часть магнитопровода удалите после этого и поместите каркасы с обмотками на него. Затем поставьте на место пластины верхней части и выполните окончательную стяжку пластин. Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
После этого выполните электрическую проверку трансформатора — включите в сеть 220 В и измерьте напряжение на вторичной обмотке, которое в идеале должно составлять 41 В, а обмотки при этом не должны перегреваться. После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
Вспомогательный трансформатор бывает любого типа, он обеспечивает на вторичной обмотке напряжение в 6 и 15 Вольт. Самодельный вспомогательный трансформатор вы можете сделать на основе магнитопровода с сечением 1 сантиметр квадратный.
Первичная обмотка должна иметь 8000 витков провода ПЭТВ — 2, который имеет диаметр 0,06 миллиметров, вторичная — 800 витков, обмотка III — содержать 200 витков кабеля с диаметром 0,2 миллиметра. Обмотки между магнитопроводом и собой изолируйте фторопластовой лентой.
Сборка сварочного пистолета
Если вас интересует, как сделать контактную сварку, то запомните, что начинать следует со сварочного пистолета. Его изготовление начинается с создания переходника и электродов. Из листа текстолита вырежьте накладки, габариты которых можно изменять под собственную руку. В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
С помощью двух держателей и винтов крепится к накладкам микропереключатель. Распорные планки вы можете изогнуть из полосы оргстекла с учетом размещения на накладках и сварочного кабеля, который проходит через рукоятку. Накладки скрепите винтами, что ввернуты в переходник и распорные планки.
Опаяйте конец сварочного кабеля, вставьте в отверстие переходника и зафиксируйте контровочным винтом. Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Если вы выполнили правильно сборку, то аппарат контактной сварки начнет работать сразу же. Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
В результате в точках соединения должны образоваться отверстия, которые называют вырывами, диаметром около 0,5 — 0,8 миллиметра. Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Теперь можно перейти к использованию аппарата. «Заземляющий» кабель следует подсоединить к детали, к которой приваривается другая деталь. Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Вы ознакомились с технологией и оборудованием для контактной сварки. Напоследок запомните, что мастер, который работает с аппаратом контактной сварки, должен находиться на коврике из резины и использовать перчатки и защитные очки.
__________________________________________________Почитать еще:
sosedi-online.ru
самодельная контактная сварка
Доделал мощную контактную (точечную) сварку. Несколько советов и работа этого аппарата. Подписывайтесь...
Всем спасибо за просмотр! Ставим лайки, делимся, комментируем и подписываемся на канал http://bit.ly/kitaychina...
обзор самодельной точечной сварки и ее изготовления.
обзор простой самодельной контактной сварки Мой канал: https://www.youtube.com/channel/UCpt4EHBhBdVVWNrmfLK_gJA/videos Клещи к сварке...
ШИНА ДЛЯ СВАРКИ БАТАРЕЙ КАК В ВИДЕО: http://ali.pub/n48od и http://got.by/n48od Не дорогие аккумуляторы Sanyo: http://ali.pub/4fbc3 и http://got....
РЕКОМЕНДУЮ: Мой новый канал Secret of Wood на котором я буду вывешивать одно серийные не долгие DIY видосики посвя...
Как сделать аппарат точечной сварки из трансформатора микроволновой печи http://goo.gl/QP1zqJ.
переделка точечной сварки.
Данный аппарат точечной (контактной) сварки, способен сваривать пакет оцинковки (из 4-х пластин), толщиной...
Сварка изготовлена мной для разовых работ, но никто не запрещает разместить всё это в корпусе и получить...
несколько советов как изготовить самодельные клещи для контактной сварки, несколько важных моментов(нюанс...
Конденсаторная точечная сварка вариант с мощным тиристором. Видео про конденсаторную сварку с магнитным...
Наша группа в ВК - https://goo.gl/nczSYp Подписывайтесь на канал - http://goo.gl/P99aqs Поддержи проект - https://goo.gl/wtJuVz Из этого...
Этот аппарат изготавливался для сварки литиевых аккумуляторов. На самом деле им можно сваривать разные...
БАТАРЕЯ http://ali.ski/x8TwY РЕЛЕ 500А http://ali.ski/T_ebCD 100А http://ali.ski/Sp_Rb ДЛЯ ПЕРЕДЕЛКИ АКБ В JUMP STARTER НУЖНО ЭТО ...
обзор самодельной мощной контактной (точечной) сварки на 220/380 В. Площадь поперечного сечения 72 кв см . перви...
Самодельная мощная контактная сварка. Из старого советского трансформатора. Электрическая схема на основе...
Просто, решил повторить то, что до меня уже придумали и опробывали. Если кто-то занимается перефасовкой...
Этот ролик снял для того чтобы Вы не повторяли моих ошибок при изготовлении таких аппаратов,так как видео...
Из трансформатора от микроволновки 750 Ват, вторичку мотал проводом БПВЛ 16 квадратов, 4 витка, на выходе 3.6...
Точечная ( контактная ) сварка для аккумуляторов с независимыми эллектродами. Точечная сварка своими руками.
В этом видео будет испытана прочность сварных соединений точечной сварки из микроволновки.
В этом выпуске покажу как сделать простой сварочный аппарат своими руками для контактной сварки аккумулят...
Пример мощных самодельных токовых клещей для контактной сварки, обзор механизма сжатия электродов Мой...
видео про то, как сделать чтобы точечная сварка хорошо сваривала оцинковку и более толстые металлы. в видео...
Если ваш любимый шуруповерт больше не может вам послужить из-за проблемы с аккумулятором, то вы сможете...
За мат оскорбления и политику бан на веки. Простая самодельная контактная сварка из трансформатора от...
На мой взгляд этот споттер лидер среди бюджетников. Эта точечная сварка для разовых работ которую можно...
Сделана из старого сварочного и толстого кабеля.
самодельная контактная сварка переделанная видео до переделки https://www.youtube.com/watch?v=cxUsWT9nWns.
(Споттер) из трансформатора микроволновой печи.
Сайт: http://plan-devis.pp.ua.
Схема - http://i.piccy.info/i9/3173df2203688d88b613d8f76c9648e0/1481668432/56935/1099632/ks.jpg.
самодельная контактная сварка ********** в этом видео обзор самодельной контактной сварки ********** Буду рад всем...
Точечная сварка - вещь очень полезная! В этом видеоролике я покажу, как быстро сделать простой аппарат для...
Сборка самого аппарата занимает мало времени, основное время ушло на разборку микроволновки и излечение...
dicas dragon mania cheat the sims 4 dinheiro roguelike dungeons 1.7.10 genio quiz5 como aprovar steam serial driver easy 5.0.6 texstudio tutorial baixar windows xp via torrent digimon adventure psp iso maquina de lavar continental evolution nao centrifuga
debojj.net