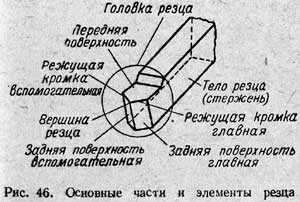
Гальваническое покрытие алюминия и его сплавов. Лужение алюминия
Способ лужения алюминия и его сплавов
Использование: лужение алюминиевых деталей припоем на основе олова перед пайкой Сущность способа1 в состав для лужения алюминия натиранием в качестве материала металлических опилок берут медь или сплав основе. Использование опилок на основе меди при лужениинатираниемисключает проникновение воздуха внутрь слоя посуды , что увеличивает прочность паяных соединений.
СОЮЗ СОВГТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕспуБлик (51)5 В 23 K 1/20
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4772648/08 (22) 26,12.89 (46) 30.07.92.Бюл.M 28 (75) В.И.Стишко (56) Радио, 1989. М 6, с.43, (54) СПОСОБ ЛУЖЕНИЯ АЛЮМИНИЯ И
ЕГО СПЛАВОВ (57) Использование: лужение алюминиевйх деталей припоем на основе олова перед
Изобретение относится к пайке электротехнического и радиотехнического монтажа.
Известен способ лужения алюминия и
его сплавов, при котором на паяемую поверхность наносят композицию.из органического флюса, металлических опилок и припоя системы олово — свинец, производят нагрев и лужение натиранием.
Недостатком этого способа лужения является неудовлетворительное качество пайки сплавов алюминия, в частности силумина, а также относительно большие затраты времени на пайку. Кроме того, при отделении припаянного монтажа от места пайки с поверхности пайки сходит полуда; что требует повторного лужения.
Целью изобретения является улучшение качества полуды путем увеличения прочности соединений после пайки и сокращение времени пайки.
Согласно способу лужения алюминия и его сплавов, при котором на паяемую поверхность производят нанесение композиции из органического флюса, металлических опилок и припоя системы олово — свинец, в качестве металлических опилок используют медь или ее сплавы, В случае лужения с. Б.Ы 1750881 Al пайкой, Сущность способа: в состав для лужения алюминия натйр«анием в качестве материала металлических опилок берут медь или сплав на ее основе. Использование опилок на основе меди при лужении натиранием исключает проникновение воздуха внутрь слоя посуды, что увеличивает прочность паяных соединений. железными опилками между припоем и частицами железных опилок образуются неплотности, заполненные воздухом, который проникает к лудимой поверхности, пополняется при движении жала паяльника и окисляет ее, препятствуя качествейной пайке.
В случае лужения с медными опилками между припоем и частицами медных опилок эти неплотности отсутствуют, что препятствует проникновению воздуха к залуживаемой поверхности (из-за хорошей смачиваемости медных опилок припоем).
Пример. Вначале приготавливали композицию для лужения. Для этого в расйлавленную канифоль, применяемую для пайки, засыпали обезжиренные, свежеприготовленные медные или латунные опилки, размеры частиц которых находятся в пределах 50-200 мкм, Расплав канифоли с опилками тщательно перемешивали, после чего в него вводили расплав припоя системы олово-свинец типа ПОС.
Оптимальное соотношение компонентов канифоль: опилки: припой равно
25:20:55 соответственно.
1750881
В случае использования опилок иэ меди или латуни время лужения сокращалось в
2-3 раза, а прочность паяных соединений возрастала в два раза по сравнению с использованием опилок из железа.
Положительный эффект возникает благодаря герметизации эоны лужения за счет смачивания медных опилок расплавленным припоем и ликвидации верОятности проникновения воздуха в зону лужения.
Составитель Л.Абросимова
Редактор Т.Лазоренко Техред M.ÌGðãåíòàë Корректор T,Ïàëèé
Заказ 2649 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113И35. Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат "Патент", r, Ужгород, ул.Гагарина, 101
Процесс лужения с помощью приготовленной композиции осуществляли следующим образом.
Место лужения, в следовательно, и пайки на алюминии или его сплаве (силумин) механически очищали, обезжиривали, например, ацетоном, после чего это место посыпали порошкообразной канифолью, которую расплавляли с помощью паяльника до образования в зоне пайки равномерного слоя канифоли. Далее проиэводилй лужение этого места жалом хорошо прогретого паяльника с каплей приготовленной композиции из канифоли. опилок и припоя.
Сам процесс пайки по уже залуженному месту производили традиционным спосо- j5 бом.
Лужению подвергали алюминиевые сплавы марок АЛ-4, АМЦ, АМГ-6, АК-6. Для сравнения проводили лужение контрольных образцов при использовании в качестве 20 материала металлических опилок железа.
Формула изобретения
Способ лужения алюминия и его сплавов, при котором на паяемую поверхность наносят композицию иэ органического флюса, металлическйх опилок и припоя системы олово-свинец, производят нагрев и лужение натиранием,отличаю щийся тем, что. с целью улучшения качества полуды путем увеличения прочности соединений после пайки и сокращения времени пайки, в качестве материала металлических опилок беруг медь или сплав йа ее основе.
Похожие патенты:
Изобретение относится к пайки, в частности к способу вакуумплотного соединения керамики из нитрида бора с металлами, и может быть использовано в электронной и радиоэлектронной промышленности
Изобретение относится к пайке, в частности к способам пайки монокристаллического германия
Изобретение относится к способам изготовления контактов электрических выключателей из композиции серебро-графит и может быть использовано в аппаратостроении
Изобретение относится к пайке, в частности к способам нанесения легкоплавких припоев на основе олова для пайки алюминиевых конструкций
Изобретение относится к пайке режущего инструмента, в частности к технологии изготовления пильных полотен со вставными или сменными зубьями и зубчатыми сегментами
Изобретение относится к пайке, в частности к способу лужения выводов, и может быть использовано в электронной и радиотехнической промышленности для подготовки выводов электрорадиоэлементов перед установкой на печатную плату
Изобретение относится к пайке, в частности к способам пайки изделий с вертикальными зазорами
Изобретение относится к пайке, в частности к способам подготовки перед пайкой поверхностей деталей корпусов СВЧ-модулей из алюминиевых сплавов
Изобретение относится к области пайки телескопических конструкций из разнородных материалов, одна из оболочек которых выполнена из дисперсионно-твердеющего сплава
Изобретение относится к способу пайки алюминия и материалу для пайки алюминия, в частности к способу пайки алюминия и материалу для пайки алюминия, используемому при пайке теплообменных устройств из алюминия или алюминиевого сплава, в дальнейшем называемого металлом типа алюминия, и теплообменных трубок из материала типа алюминия
Изобретение относится к области энергетического машиностроения, в частности к изготовлению двухслойных паяных конструкций, содержащих детали из дисперсионно-твердеющего сплава на никелевой основе и высокотеплопроводного металла, применяемых в узлах энергетических агрегатов, работающих в широком интервале температур и давления, а также в среде жидкого и газообразного кислорода
Изобретение относится к энергетическому машиностроению, в частности к изготовлению двухслойных паяных конструкций, содержащих детали из дисперсионно-твердеющего сплава на никелевой основе и сплава на основе меди, применяемых в узлах вращения энергетических агрегатов и работоспособных в условиях высоких скоростей, повышенных динамических нагрузок и в среде сильного окислителя
Изобретение относится к области металлургии и может быть использовано в электротехнической промышленности и в приборостроении
Изобретение относится к области машиностроения, в частности к инструментальному производству, для изготовления специального тонколезвийного инструмента с припаянной режущей пластинкой из твердых сплавов, сверхтвердых режущих керамик и из быстрорежущих сталей
Способ лужения алюминия и его сплавов
www.findpatent.ru
Лужение - алюминий - Большая Энциклопедия Нефти и Газа, статья, страница 1
Лужение - алюминий
Cтраница 1
Лужение алюминия применяется неимущественно для облегчения пайки и производится после цинкатной обработки изделия и. [1]
Для пайки и лужения алюминия применяют ультразвуковой паяльник. Алюминий на воздухе, как известно, быстро покрывается слоем оксидной пленки, препятствующей соединению припоя с металлом. Под действием ультразвука оксидная пленка разрушается и удаляется с поверхности алюминия. [2]
Особеннно трудным является лужение алюминия. Ультразвуковое лужение, которым пользуются при пайке узких швов, непригодно для лужения больших поверхностей, например алюминиевых шин. На заводе Динамо разработан метод абразивного и абразивно-кристаллического лужения алюминиевых шин. [4]
Особенно трудным является лужение алюминия. Ультразвуковое лужение, которым пользуются при паянии узких швов, непригодно для лужения больших поверхностей алюминиевых шин. [5]
Особенно трудным является лужение алюминия. Ультразвуковое лужение, которым пользуются при паянии узких швов, непригодно для лужения больших поверхностей алюминиевых шин. На заводе Динамо разработан метод абразивного и абразивно-кристаллического лужения алюминиевых шин. [6]
Наряду с ультразвуковыми паяльниками для лужения алюминия применяют абразивные электропаяльники. В отличие от обычных электропаяльников абразивные имеют рабочий стержень 5 ( рис. 68), спрессованный из порошка припоя и асбеста, играющего роль абразива. [8]
Трудность пайки, сварки и лужения алюминия и его сплавов, объясняемая наличием на их поверхностях чрезвычайно устойчивой пленки окиси, легко преодолевается с помощью ультразвука. [10]
Наряду с ультразвуковыми паяльниками для лужения алюминия применяют абразивные электропаяльники. В отличие от обычных электропаяльников абразивные имеют рабочий стержень 5 ( рис. 68), спрессованный из порошка припоя и асбеста, играющего роль абразива. [12]
Значительное преимущество перед упомянутыми способами лужения алюминия имеет применение ультразвука. [13]
Ультразвуковые паяльники применяют для пайки и лужения алюминия. Алюминий на воздухе быстро покрывается слоем окиси, препятствующей соединению припоя с металлом. Под действием ультразвука окисная пленка размельчается и удаляется с поверхности, открывая припою доступ к поверхности алюминия. [15]
Страницы: 1 2
www.ngpedia.ru
Алюминия пайка и лужение - Справочник химика 21
ГЛАВА VIH ПАЙКА И ЛУЖЕНИЕ АЛЮМИНИЯ [c.209]Наряду с широко распространенным процессом электрохимического оксидирования (анодирования) алюминия и его сплавов в ряде случаев необходимо нанести гальванические покрытия для 1) придания декоративного вида 2) защиты от износа (хромированием) 3) сообщения поверхности алюминия антифрикционных свойств и облегчения процесса пайки (меднением и лужением) [c.144]
Нанесение контактных покрытий часто является первым этапом обработки поверхности. Перед нанесением эмали, например, для. улучшения сцепления предварительно никелируют чугун или сталь. Для улучшения электрических характеристик благородные металлы осаждают на медь и ее сплавы. В машиностроении применяется лужение алюминия и сплавов меди, чтобы облегчить пайку. [c.207]Полное абразивно-кавитационное облуживание образца алюминия в припое 5п—50 % 2п при 300 °С происходит за 10 с при интенсивности колебаний / = 2 Вт/см и малой глубине эрозии (0,007 мм), т. е. значение глубины эрозии того же порядка, что и при абразивном лужении. Способ успешно использован, например, при пайке многожильных проводов с медными наконечниками. [c.270]
В практике школы приходится чаще всего спаивать медь, латунь, луженую жесть и реже черное железо. Паяние цинка требует некоторых предосторожностей много сложнее паяние свинца и алюминия. Пайка свинца (свинцом же), необходимая для кислотных аккумуляторов, в школьных условиях неосуществима, так как требует применения пламени гремучего газа. [c.171]
Ультразвуковая ванна типа УП-49 (рис. 7-33) предназначена для лужения и пайки изделий из алюминия и его сплавов мягкими припоями без применения флюсов. [c.151]
Лужение медных сплавов погружением в растворы солей, содержащих двухвалентное олово, применяется при пайке. Цинк осаждается на алюминии погружением в горячие, щелочные, цинкатные растворы в целях получения тонкого покрытия как основы для последующего электроосаждения других металлов, в основном меди, никеля и хрома. В результате химического осаждения можно получить чисто декоративные оловянные и серебряные покрытия. [c.83]
При лужении железа и особенно стали и чугуна необходимы горячий паяльник и хорошая протрава. Чистый листовой цинк можно обрабатывать только умеренно нагретым паяльником, так как он легко плавится растекается). Алюминий можно спаивать при осторожном потирании довольно устойчивым к коррозии цинковым припоем (95% 2п, 5% А1) [20] или специальным припоем, содержащим кадмий в последнем случае место спая следует защищать лаковым покрытием, так как оно неустойчиво к влаге. Недавно разработан способ прочного соединения алюминия с оловом при помощи ультразвука [21]. Так же легко спаиваются мягкими припоями платина и золото, однако спаянное место при длительном или сильном нагревании становится очень хрупким. Мягкие припои неприменимы для пайки вольфрама и молибдена. Место спая, полученное при помощи мягкого припоя, не выдерживает сильных механических напряжений, поэтому толстую проволоку многократно обматывают тонкой медной проволокой и припаивают только концы. [c.14]
Для преодоления обычных трудностей, связанных с лужением алюминия, часть трубки в месте предполагаемой пайки надежным способом покрывается слоем меди. Последующее [c.418]
Значительные затруднения вызвали соединения труб из нержавеющей стали с кожухом из алюминиевого сплава АМц. В настоящее время известны три принципиально различных способа соединения алюминия (или его сплавов) с остальными металлами непосредственное соединение с никелем пайкой гальваническое меднение и лужение с последующей пайкой с другими металлами и диффузионная сварка под вакуумом. [c.124]
Большой практический интерес представляет использование определенных примесей в припоях для улучшения технологии пайки. Например, при ультразвуковом лужении алюминия легкоплавкими припоями полное смачивание достигается лишь при нагревании до достаточно высокой температуры. Введение в припой металлов, активно взаимодействующих с алюминием, позволяет значительно снизить температуру лужения [326]. [c.197]
Во всех известных установках для пайки алюминия с помощью ультразвука кавитация в расплавленном припое возбуждается с помощью магнитострикционных излучателей, для питания которых применяются ламповые генераторы. Схема устройства для пайки с помощью ультразвука приведена на рис. 7-29. В некоторых конструкциях паяльников нагревательная обмотка отсутствует. Нагрев места пайки и расплавление припоя в этом случае осуществляются с помощью постороннего источника тепла (электроплитки, горелки и т. п.), и функция паяльника сводится к удалению оксидной пленки. Ниже приводятся описания некоторых промышленных образцов паяльников и установок для пайки и лужения. [c.148]
По Дж. А. Тейлору, в цинковые припои, предназначенные для пайки оцинкованного железа и содержащие 2п—(10—50) % Сё, для упрочнения можно вводить 0,5—2 % Мп, 0,01—0,5 % Ы и 0,01 — 1 % Ыа. Эти элементы образуют с цинком тонкодисперсные интерметаллиды, входящие в эвтектику, и упрочняют припой. Припой Тп—5 % А1—4,9 % Си—0,1Ме с температурой плавления 370—454 °С может быть применен для бесфлюсовой пайки алюминия, например телескопических соединений трубчатых деталей после их предварительного лужения рекомендуемый зазор 25— 190 мкм. Есть сведения, что в припоях такого типа для дальнейшего повышения их коррозионной стойкости может быть введен хром (0,05 —0,5 %) и повышено содержание магния. Припой, содержащий 0,5—4,5 % А1, 0,4—4% Си и 0,1 % Ме, а также 0,05— [c.101]
Технологическое применение упругих колебаний звукового и ультразвукового диапазонов частот дает большую эффективность в таких процессах, как ультразвуковая очистка от жировых вагряз нений и полировочных паст, снятие окалины, нагара и продуктов коррозии, механическая обработка труднообрабатываемых материалов (стекла, керамики, твердых сплавов, ферритов, германия и др.), интенсификация химических и электрохимических процессов, процессов жидкостной обработки и многих других процессов химической, легкой и пищевой технологии, получение эмульсий и диапергирование суспензий, пайка и лужение алюминия, ультразвуковая сварка листового материала, в том числе трудносвариваемых металлов, и др. [c.137]
Поставляют согласно ГОСТ 9980—62. Для расфасовки гидроперекиси изопропилбензола (технический гипериз) применяют тару из нержавеющей стали, алюминия и белой жести допускается применять фляги из черной жести и луженые. Для прокладок используют наронит или пластикат запрещается применение прокладок резиновых, свинцовых, третниковых, а также пайка и смазка суриком. На этикетках для гинериза должна быть надпись Огнеопасно , Яд , Запрещается смеши- [c.96]
Ультразвуковой паяльник типа УЗП-1 (рис. 7-31). Паяльник с обратной акустической связью предназначен для пайки и лужения изделий из алюминия, ферритов, керамики и других труднопаяемых в обычных условиях материалов припоями с температурами плавления до 800° С. [c.150]
Оловянноцинковые припои. Припой ОЦ-90 (90% олова и 10% цинка) применяется для пайки бронз, лужения меди, алюминия, чугуна. Припой ОЦ-70 (70% олова и 30% цинка) используется для спайки алюминия с гальванизированным железом, цинком, медью, латунью, бронзой или указанных металлов между собой. Припой ОЦ-60 (60% олова и 40% цинка) служит для пайки алюминия, алюминиевых сплавов и фольги. Предел прочности швов 7—8 кГ/ м . [c.89]
Пайка алюминия. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алю минии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут, мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута, и флюс из парафина или стеарина. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом адюминий сравнительно легко поддается спаиванию к его луженой поверх- [c.217]
Абразив1 ая пайка. Абразивную пайку применяют преимущественно для алюминия и его сплавов при условии предварительного лужения поверхности легкоплавкими припоями абразивным способом. Детали паяют по облуженным поверхностям при повторном нагреве плотно прижатых деталей до полного расплавления облуженного слоя. [c.174]
Ультразвуковая пайка и лужение возможны для многих высо-коокисляемых и труднопаяемых металлов и сплавов, в том числе ковара, никеля, алюминия и др. [c.176]
Абразивно-кавитационная пайка. С. В. Лашко, Е. Г. Вирозу-бом и п. И. Панченко показано, что наиболее качественное лужение алюминия оловом и оловянно-цинковыми припоями с минимальной глубиной эрозии возможно в присутствии в жидком припое твердых частиц, способствующих развитию пристеночной кавитации. В качестве абразивных частиц в олово может быть введен порошок ферротитана (1—4 %). В сплавах 5п—2п роль твердых частиц в интервале жидкотвердого состояния выполняют первичные кристаллы цинка. В припое П250А (20 % 2п, остальное олово) кавитационно-абразивное лужение происходит при интенсивности ультразвуковых колебаний 2 ВТ/см и амплитуде колебаний 2 мкм. При этом равномерность лужения в 3 раза выше, чем при абразивном лужении, а массовый коэффициент эрозии не превышает 0,03. В припое 5п—50 % 2п за 10 с при температуре 300 °С полное облуживание обеспечивается при интенсивности ультразвуковых колебании 2 Вт/см . Массовый коэффициент эрозии при этом не превышает 0,04, а глубина эрозии составляет 0,007 мм, т. е. имеет такой же порядок, что и при абразивной пайке. Рабочая частота колебаний в рассмотренных примерах 19,8 кГц. Используя энергию абразивных частиц в ультразвуковом поле, можно понизить интенсивность ультразвука и процесс лужения вести при допороговых его значениях. При этом эрозия паяемого металла снижается примерно на два порядка. [c.177]
Другими способами бесфлюсовой низкотемпературной пайки алюминия и его сплавов являются ультразвуковая и абразивнокавитационная пайка (с предварительным лужением). [c.269]
При пайке алюминия в УЗ ваннах с оловом при интенсивности колебаний более 9,5 Вт/см и температуре 280 °С наступает кавитация и развивается УЗ эрозия. Особенно сильная УЗ эрозия алюминия имеет место в иридонной области ванны с повышением температуры она усиливается. Интенсивность УЗ колебаний при пайке, обеспечивающая УЗ лужение, зависит также от состава припоя. В припое П250А интенсивность УЗ колебаний должна быть ниже 14 Bт/ м , в припое 5п—50% —ниже Вт/см , в олове, содержащем ферротитан,— 9,5 Bт/ м (при теглпературе ниже 300 °С). Длительность лужения менее 1 с. [c.269]
Бесфлюсовая пайка алюминия на воздухе. Возможность бесфлюсовой высокотемпературной пайки алюминиевых сплавов на воздухе с предварительным лужением впервые рассмотрена в 1965 г. С. В. Лашко, А. М. Никитинским и Н. Ф. Лашко. Среди легкоплавких припоев для этой цели наиболее подходящим оказался оловянно-цинковый припой с 10 % 7п (П200А). [c.283]
Пайка титана легкоплавкими оловянными и высокоплавкими алюминиевыми припоями возможна только после предварительного лужения паяемой поверхности погружением в расплавленный припой при температурах, при которых тонкий слой пленки Т10г может быть восстановлен вследствие растворения кислорода в титане при температуре 800—900 °С. После устранения оксидных пленок и нагрева в инертной среде смачивание титана оловом и алюминием хорошее. [c.345]
НОМ лужении оловянистым припоем внутренней повтерхности конца алюминиевой трубки с последующей обычной пайкой мягким припоем с нержавеющей сталью или другим сплавом, легко подвергающимся пайке. Некоторые преимущества дает предварительное присоединение к нержавеющей стали переходного латунного или медного патрубка на серебряном припое и последующее соединение патрубка с алюминиевой трубкой на мягком припое. Лужение алюминия оловянистым припоем производится путем обдирки алюминиевой поверхности стальным шабером под слоем расплавленного припоя. Необходимо отметить, что в таком соединении нельзя допускать механических напряжений растяжения или сжатия в мягком припое. Припой следует рассматривать как уплотняющий материал механическая нагрузка должна восприниматься другими элементами. Важно также, чтобы алюминиевая трубка была снаружи и охватывала трубку из нержавеющей стали. В такой конструкции при охлаждении соединения возникают сжимающие усилия вследствие большего коэффициента темпера урного расширения алюминия. Если алюминиевую трубку поместить внутрь, то растягивающие усилия могут разрушить соединение. [c.215]
chem21.info
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.

Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.

Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).

Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Тоже интересные статьи
electricavdome.ru
Гальваническое покрытие алюминия и его сплавов
Цель гальванических покрытий алюминия и его сплавов — сочетать ряд ценных свойств основного металла (сплава) и покрытия. Для защитно-декоративной отделки изделий из алюминия и его сплавов прибегают к нанесению комбинированных покрытий медь — никель — хром или никель — хром. В целях защиты от механического износа наносят сравнительно толстые покрытия из хрома, для сообщения антифрикционных свойств наносят покрытия из сплава свинец — олово или медь — олово. Для облегчения и ускорения процесса пайки алюминиевых изделий наносят оловянные, свинцовооловянные или серебряные покрытия. Последние используют также для уменьшения переходного сопротивления в местах контактов. Латунные покрытия обеспечивают прочное сцепление алюминия с резиной при горячем прессовании. Для защиты от заедания резьбовые алюминиевые детали цинкуют. Кадмированию подвергают узлы, в которых алюминиевые детали сопряжены со стальными, медными и другими деталями, в контакте с которыми усиливается коррозия.
Различные детали электронных приборов подвергают серебрению, золочению, покрытию платиновыми металлами и их сплавами.
Специфические трудности нанесения гальванических покрытий на изделия из алюминия и его сплавов связаны с наличием на их поверхности естественной окисной пленки, препятствующей прочному сцеплению между основой и покрытиями. Кроме того, сильно электроотрицательное значение потенциала алюминия, освобожденного от окисной пленки, приводит к вытеснению ионов покрываемого металла до начала прохождения электрического тока через раствор электролита, что тоже нарушает сцепление между покрытием и основой. Преодоление этих трудностей достигается специальными методами подготовки поверхности покрываемых изделий.
Наиболее распространенными методами подготовки поверхности алюминиевых изделий перед нанесением гальванических покрытий являются следующие: 1) цинкатный, 2) анодирование в фосфорной кислоте, 3) предварительное электролитическое осаждение тончайших цинковых или латунных покрытий.
Цинкатный метод подготовки поверхности алюминиевых изделий сводится к их кратковременному погружению (на 30—60 с) в раствор цинката натрия. Окисная пленка при этом растворяется и изделия покрываются тонкой пленкой цинка (0,1—0,15 мкм), предупреждающей поверхность от повторного окисления. При этом протекают следующие реакции. На анодных участках: Al + ЗОН- →Al(ОН)3 + Зе, Al(OН)3 → AlO2 + h3O + Н+ На катодных участках: Zn(OH)4 → Zn2+ + 40H-, Zn2+ + 2e → Zn, 2Н+ + 2e → 2H → h3.
Вследствие высокого перенапряжения водорода на цинке последняя реакция затруднена и образование цинковой пленки на поверхности алюминиевых изделий не сопровождается заметным выделением водорода.
Чем тоньше и плотнее цинковая пленка, тем больше прочность сцепления алюминиевой основы с гальваническим покрытием. Получению плотной пленки способствует введение в цинкатный раствор, помимо основных компонентов (окиси цинка и едкого натра), хлорного железа и сегнетовой соли, а также азотнокислого натрия. Ниже приводятся рекомендуемые составы цинкатных растворов (г/л) и их режимы:
Двукратное цинкование методом погружения часто обеспечивает лучшее сцепление между алюминиевой основой и гальваническим покрытием. После 10—15-сек выдержки в цинкатном растворе изделия промывают в воде и переносят в раствор азотной кислоты, разбавленной водой в отношении 1 : 1 для удаления цинкового покрытия. После тщательной промывки в воде изделия вновь погружают в цинкатный раствор.
Ниже приведена схема процесса нанесения гальванических покрытий на алюминиевые сплавы при подготовке их поверхности по цинкатному способу:
Для подготовки поверхности алюминиевых сплавов, легированных магнием, к нанесению гальванических покрытий рекомендуется погружать их в раствор сульфата цинка в присутствии фтористоводородной кислоты или в раствор фторбората цинка. Ниже приводятся составы этих растворов (г/л) и режимы: 1) ZnSO4·7h3O ................720 HF (48%-ная), % (объемн.) . . 3,5 Температура, °С..............50 Продолжительность, с . . . . 20—60 2) Zn(BF4)2..................75 рН..........................3,0 Продолжительность, с..........30
Анодирование в фосфорной кислоте применяют в США для алюминиевых сплавов, легированных медью и марганцем перед гальваническим меднением. Образующаяся при анодировании в фосфорной кислоте окисная пленка более тонка и более пориста, чем при анодировании в серной кислоте, но та часть пленки, которая обращена к алюминиевому сплаву (так называемый барьерный слой), толще, чем в серной кислоте. Поэтому анодирование в фосфорной кислоте проводят при повышенном напряжении (30—60 В).
Концентрация фосфорной кислоты колеблется в пределах 250—500 г/л, температура 25—30° С, плотность тока 1,0—2,0 А/дм2, продолжительность анодирования около 10 мин, толщина окисной пленки примерно 3 мкм.
При анодировании в фосфорной кислоте встречается тем больше затруднений, чем чище алюминий: для нелегированного алюминия трудно обеспечить хорошее сцепление с гальваническим покрытием.
Рекомендуется первые слои меди осадить в пирофосфатном электролите при значениях рН = 7÷8 (рис. 122).
Рис. 122. Микрофотография алюминиевого образца, подвергнутого анодированию в фосфорной кислоте и последующему меднению и никелированию
Металл на оксидированном в фосфорной кислоте алюминии начинает осаждаться в порах в виде тонкодисперсных волокон, которые потом срастаются между собой, перебрасывая мостки чрез пленку. То обстоятельство, что сама окисная пленка прочно сцеплена с основой, обеспечивает также прочное сцепление с гальваническим покрытием.
В Англии и США широко применяют так называемый фогт-процесс, заключающийся в предварительном нанесении на алюминиевые изделия тончайших цинковых и латунных покрытий. Ниже приводятся составы электролитов (г/л) и их режимы для ванн цинкования (I) и латунирования (II):
По этой схеме обезжиренные изделия после промывки травят в течение 5 с в 5%-ной HF и осветляют в HNO3 (1 : 1). После тщательной промывки изделия подвергают гальваническому покрытию с минимальными перерывами между операциями по схеме: цинкование — промывка в проточной воде — латунирование — промывка — нейтрализация в слабом растворе винной кислоты — никелирование (в электролите без хлоридов) — промывка в холодной и горячей воде — демонтаж с подвесок — нагрев при 200—250° С в течение 30 мин.
При нанесении гальванических покрытий на подготовленные по одному из перечисленных выше методов алюминиевые изделия требуется соблюдать особые меры предосторожности. Дело в том, что цинковая пленка, полученная при погружении в раствор цинката, так же, как и цинковые и латунные пленки, полученные методом электроосаждения, чрезвычайно тонки и на них необходимо наносить первый слой металла из такого электролита и при таком режиме, чтобы их не повредить. В зарубежной литературе рекомендуется на подготовленные по цинкатному методу изделия наносить 1-й слой меди из цианистого электролита с небольшим содержанием свободного цианида. Ниже приводится состав такого электролита (г/л): CuCN..... 42 Na2CO3 .... 30,0 NaCNобщ ... 49 KNaC4h5O6·4h3O . 60,0 NaCNсвоб . . . До 3,8 Температура электролита в пределах 38—43° С, рН= = 10,2÷10,5.
Изделия завешивают в ванну под током и в течение 2 мин поддерживают плотность тока 2,5 А/дм2, после чего ее снижают до 1,25 А/дм2, по крайней мере в течение 3—5 мин. В дальнейшем можно при этом режиме наращивать слой меди до требуемой толщины, или после промывки в воде переносить изделия в медную кислую ванну.
При защитно-декоративном хромировании изделия после меднения покрывают никелем и хромом по общепринятой технологии — либо с промежуточной полировкой со всеми вспомогательными операциями, либо без них, если покрытие осуществляется в ваннах с блескообразователями. Вместо меднения в цианистом электролите можно при защитно-декоративном хромировании начинать с латунирования в электролите следующего состава (г/л): CuCN .... 26 NaCN .... 45 Zn(CN)2 … 11 Na2CO3 ... 7,5 Температуру поддерживают в пределах 27—30° С, плотность тока около 1 А/дм2, аноды — латунные с содержанием 70—75% Cu и 25—30% Zn.
Защитно-декоративное хромирование подготовленных по цинкатному методу изделий по схеме Ni—Cr или Ni—Cu—Ni—Cr можно осуществлять и без нанесения первого слоя меди или латуни в цианистых электролитах. Для этой цели можно по цинковой пленке наносить никель из обычного электролита, или из более подходящего для этой цели электролита состава (г/л): NiSO4·7h3O.......100 Na2SO4·10h3O..............15 h4ВO3....................10 Лимоннокислый натрий ... 15 Температура электролита 40—45° С; плотность тока 1,5—2 А/дм2; рН~5,6. Прочное сцепление никелевого покрытия с алюминиевой основой обеспечивается только в результате 30-мин нагрева при температуре 200—250° С. Для предупреждения от окисления поверхности нагрев рекомендуется осуществлять в печи с инертной атмосферой в техническом касторовом масле или в вакууме. Если такой нагрев связан с трудностями, то перед нанесением на никель других гальванических покрытий тонкий слой окислов может быть удален либо полировкой, либо травлением в смеси серной и азотной кислот. Для легких условий эксплуатации можно ограничиться слоем никеля толщиной 10 мкм с последующим хромированием на толщину до 1 мкм; для жестких условий рекомендуется суммарная толщина покрытия Ni— Cu—Ni 50 мкм с тонким слоем хрома.
Износостойкому хромированию часто подвергают двигатели цилиндров (например, мотоциклов) из кремнистых алюминиевых сплавов. После обезжиривания в щелочном растворе и промывки следует 1—2-мин травление при температуре, не превышающей 15° С, в смеси HF : HNO3 в отношении 1 : 5. Хромирование осуществляют в обычном электролите при температуре 60±2°С по режиму: первые 5 мин при плотности тока 35—45 А/дм2, вторые 5 мин 45—65 А/дм2, остальное время 65—80 А/дм2.
Гальваническое лужение или покрытие свинцовооловянным сплавом (для облегчения и ускорения процесса пайки), подготовленных по цинкатному методу изделий осуществляют в обычных электролитах после никелирования и 30-мин прогрева или после меднения в цианистом электролите.
Цинкованию алюминиевые изделия подвергают сравнительно редко; лучшие результаты получаются после цинкатной обработки и электролитического цинкования в щелочно-цианистых электролитах.
Кадмирование применяют для защиты от контактной коррозии узлов, в которых алюминиевые детали сопрягаются с деталями из других металлов. Прочное сцепление кадмиевых покрытий с алюминиевой основой может быть обеспечено после предварительной одноминутной катодной поляризации при плотности тока 2,5 А/дм2 в разбавленном по содержанию кадмия электролите и последующего кадмирования в рабочем электролите при плотности тока 1,5—3 А/дм2 в течение времени, необходимого для осаждения слоя кадмия заданной толщины. Ниже приведены составы (г/л) рекомендуемых электролитов для предварительного покрытия (I) и рабочего электролита (II): I II Cd......... 7,5 27 NaCN....... 60,0 100 Помимо основных компонентов, в рабочий электролит вводят блескообразователь. Можно также кадмировать алюминий по медному или цинковому подслою после цинкатной обработки.
Серебрение алюминия осуществляют для повышения электропроводности и, в частности, для уменьшения переходного сопротивления в местах контактов. После цинкатной обработки изделия серебрят последовательно в трех ваннах с постепенно возрастающей концентрацией серебра и убывающей концентрацией свободного цианида. В первых двух ваннах изделия выдерживают по 10—15 с при плотности тока 1,5—2 А/дм2. В этих ваннах выход металла по току небольшой и наблюдается интенсивное выделение водорода. В третьей ванне поддерживается плотность тока 0,5 А/дм2 и процесс длится до получения слоя серебра заданной толщины. Ниже приводятся составы серебряных электролитов этих трех ванн (г/л): I II III Ag CN 1 5 30 К CN 90 68 60 Для легких условий эксплуатации можно ограничиться толщиной серебряного слоя 12,5 мкм, для средних условий эксплуатации 25 мкм, а для жестких условий 50 мкм.
Покрытие другими драгоценными металлами. Различные детали электронной аппаратуры, автоматики и телемеханики в зависимости от условий эксплуатации подвергают золочению или покрывают металлами платиновой группы. Золочение осуществляют после цинкатной обработки и нанесения медного подслоя из цианистого электролита или никелевого подслоя с последующим 30-минутным нагревом. Толстые золотые покрытия (до 25 мкм) могут быть получены из цианистого электролита (8 г/л Au, 20 г/л KCNсвоб, 20 г/л K2НPO4 и 20 г/л K2СO3) при температуре 65—70 °С и плотности тока 0,3—0,5 А/дм2. В последнее время успешно применяют так называемые кислые цианистые электролиты золочения примерного состава (г/л) и режим: Золото (в виде дицианоаурата калия) ................10 Калий лимоннокислый............80 Лимонная кислота .............20 рН.............5,5-6 Температура, °С................70 Плотность тока, А/дм2............0,5 Для повышения твердости и износостойкости золотых покрытий рекомендуется в электролит вводить 15 мг/л сурьмы в виде калия сурьмяновиннокислого. Покрытие при этом содержит до 1 % Sb, микротвердость достигает 180 кгс/мм2.
Из металлов платиновой группы в новых отраслях техники наиболее широко применяют родиевое покрытие. Для алюминиевых изделий в одинаковой мере могут быть использованы после цинкатной подготовки медный и никелевый подслои. Тонкие родиевые покрытия порядка 1—2 мкм — могут быть получены из сульфатного электролита с содержанием 1—2 г/л Rh в виде сернокислой соли и 20—25 мл/л концентрированной серной кислоты. Для получения более толстых родиевых покрытий содержание родия в электролите необходимо повысить до 10—15 г/л и ввести 1 г/л селеновой кислоты, снижающей внутренние напряжения в покрытии и позволяющей довести его толщину до 25—50 мкм. Процесс осуществляется с нерастворимыми (платиновыми) анодами, при температуре 45—50° С и плотности тока 1—2 А/дм2. Электроосажденный родий имеет твердость порядка 800 кгс/мм2, большую коррозионную стойкость и по коэффициенту отражения света уступает только серебру. В отличие от серебра родий не тускнеет под действием сероводорода, и, будучи нанесен даже в тонких слоях (0,1—0,2 мкм) на серебро, защищает его от потускнения.
Все гальванические покрытия за исключением цинка катодны по отношению к алюминию, т. е. защищают его от коррозии только при условии отсутствия пор в покрытии. Беспористые покрытия обычно получаются в слоях достаточной толщины и при соблюдении правильного режима технологического процесса. Если алюминиевые детали эксплуатируются в условиях смазки, в сухой атмосфере или вакууме, то порами в покрытиях можно пренебречь.
В СССР и за рубежом промышленное применение получило лужение алюминиевых поршней (для целей притирки) методом погружения их в раствор станната натрия или калия. Поршни обезжиривают по одному из методов, принятых для алюминиевых сплавов. После промывки в воде их погружают на 20 с в разбавленную в отношении (1:1) азотную кислоту, вновь промывают в воде и на 3—4 мин погружают в раствор, содержащий 45—70 г/л Na2Sn(OH)6 или K2Sn(OH)6 при температуре 50—75° С. Вынутые из раствора станната поршни промывают в холодной и горячей воде. Толщина оловянного покрытия при таком режиме примерно 5 мкм, цвет покрытий белый, матовый. Станнат калия несколько дороже станната натрия, но растворы его более устойчивы и менее подвержены гидролизу. Оловянные покрытия, полученные методом погружения в раствор станната, недостаточно сцеплены с основой, чтобы изделия с такими покрытиями можно было подвергать пайке. Они не могут служить также промежуточным слоем для последующего электролитического осаждения олова. Для пайки необходима цинкатная обработка поверхности (или другая из приведенных выше) с последующим нанесением подслоя меди или никеля.
www.stroitelstvo-new.ru
Алюминий лужение - Справочник химика 21
В процессе производства пикриновой кислоты пикраты могут образовываться при промывке и сушке вследствие наличия солей в промывной воде. Соли, реагируя с пикриновой кислотой, дают пикраты, которые остаются, в пикриновой кислоте тем в большем количестве, чем хуже был проведен отжим. Поэтому при промывке пикриновой кислоты следует применять мягкую воду (не содержащую солей), а перед отправкой на сушку продукт следует хорошо отжать от промывной воды на эбонитовой или медной луженой. центрифуге. Во избежание образования пикратов при соприкосновении промытой пикриновой кислоты с металлами, в промывном и сушильном отделениях аппаратура должна быть, по возможности, не металлической или из определенных металлов (алюминий, луженая медь, бронза), [c.341] Кроме электролитического существуют и другие способы нанесения металлопокрытий погружение изделий в расплавленный металл (так называемый горячий способ, применяемый только для цинкования, лужения и свинцевания) пульверизация или распыление расплавленного (пламенем газовой смеси ацетилена и кислорода или электрической дуги) металла цинка, алюминия, свинца, хрома, железа, нержавеющей стали и других — в обычной атмосфере и в вакууме термическая диффузия металла в порошкообразной или в парообразной форме в поверхностные слои изделия при высоких температурах (так называемый диффузионный способ, применяемый для цинкования, алюминирования, хромирования, силицирования) плакирование — способ, заключающийся в совместной горячей прокатке покрываемого металла и тонкой пластины покрывающего металла химическое восстановление без наложения тока вытеснение металла из раствора его соли другим более электроотрицательным металлом. [c.333]Железо осаждают на матрицах из алюминия, никелированной латуни, нержавеющей стали или луженой жести. Края матрицы окаймляют резиной. Катодный осадок получается кристаллическим, светлы.м, гладким, он содержит не более 0,01 % углерода и серы, которая присутствует в виде FeS и включений сульфатов. [c.408]
К электрохимическим — получение покрытий на катоде (цинкование, кадмирование, хромирование, никелирование, лужение), анодное оксидирование (анодирование алюминия и других легких сплавов), электрофоретическое осаждение порошковых материалов. [c.51]
Лужение медных сплавов погружением в растворы солей, содержащих двухвалентное олово, применяется при пайке. Цинк осаждается на алюминии погружением в горячие, щелочные, цинкатные растворы в целях получения тонкого покрытия как основы для последующего электроосаждения других металлов, в основном меди, никеля и хрома. В результате химического осаждения можно получить чисто декоративные оловянные и серебряные покрытия. [c.83]
В практике школы приходится чаще всего спаивать медь, латунь, луженую жесть и реже черное железо. Паяние цинка требует некоторых предосторожностей много сложнее паяние свинца и алюминия. Пайка свинца (свинцом же), необходимая для кислотных аккумуляторов, в школьных условиях неосуществима, так как требует применения пламени гремучего газа. [c.171]
Основными материалами, используемыми в неподвижных контактах, являются медь (Си), алюминий (А1) и их сплавы, возможно применение стали. Для предотвращения коррозии в случае использования разнородных материалов на контактирующие поверхности часто наносят покрытия (лужение, серебрение, кадмирование, цинкование и т.п.). [c.467]
Стоек к действию электролитов прн хромировании и лужении стали и анодировании алюминия. Ограниченно водо- и влагостоек [c.45]
ГЛАВА VIH ПАЙКА И ЛУЖЕНИЕ АЛЮМИНИЯ [c.209]
Благодаря невысокой цене алюминия и достоинствам алюминиевых покрытий по сравнению с цинковыми горячее алитирование находит все большее применение, несмотря на то, что оно значительно сложнее, чем горячее лужение или цинкование. Реализацию процесса значительно затрудняет высокая температура ванны, равная 700—800 °С. Между железом и расплавленным алюминием очень быстро протекает химическая реакция, в результате которой образуется твердый и хрупкий слой сплавов. Окисные слои легко загрязняются, что может привести к появлению полос окислов и комков металла. [c.199]
Нанесение контактных покрытий часто является первым этапом обработки поверхности. Перед нанесением эмали, например, для. улучшения сцепления предварительно никелируют чугун или сталь. Для улучшения электрических характеристик благородные металлы осаждают на медь и ее сплавы. В машиностроении применяется лужение алюминия и сплавов меди, чтобы облегчить пайку. [c.207]
При лужении железа и особенно стали и чугуна необходимы горячий паяльник и хорошая протрава. Чистый листовой цинк можно обрабатывать только умеренно нагретым паяльником, так как он легко плавится растекается). Алюминий можно спаивать при осторожном потирании довольно устойчивым к коррозии цинковым припоем (95% 2п, 5% А1) [20] или специальным припоем, содержащим кадмий в последнем случае место спая следует защищать лаковым покрытием, так как оно неустойчиво к влаге. Недавно разработан способ прочного соединения алюминия с оловом при помощи ультразвука [21]. Так же легко спаиваются мягкими припоями платина и золото, однако спаянное место при длительном или сильном нагревании становится очень хрупким. Мягкие припои неприменимы для пайки вольфрама и молибдена. Место спая, полученное при помощи мягкого припоя, не выдерживает сильных механических напряжений, поэтому толстую проволоку многократно обматывают тонкой медной проволокой и припаивают только концы. [c.14]
Наиболее перспективны безмасляные (не содержащие высыхающих масел) консервные лаки на эпокси-феноль-ной основе, к-рые несколько дороже масляных лаков, но превосходят последние по стойкости к агрессивным химич. средам и маслам, имеют меньшую проницаемость, более высокие теплостойкость и твердость. Покрытия на основе эпокси-фенольных лаков при стерилизации не размягчаются и не теряют своих антикоррозионных свойств. Олово, нанесенное на консервную жесть, через такие покрытия диффундирует в два раза медленнее, чем через масляные, несмотря на то, что толщина последних (а следовательно, и расход) в 2—2,5 раза больше. Применение эпокси-фенольных лаков позволило использовать для производства консервной тары экономичные материалы (жесть электролитич. лужения, черную и хромированную жесть, алюминий и его сплавы). [c.543]
Свинцевание. Свинцовые покрытия применяют, главным образом, при изготовлении химической аппаратуры. Так как свинец очень мягок, то обычно требуются покрытия слоем толщиной не менее 0,05 мм, чаще 0,25, а иногда до 2 мм. Свинцевание легко выполнимо методом горячего погружения, но при гальваническом методе покрытие получается более чистым, следовательно, более коррозионностойким. Кроме того, горячее погружение неприменимо для покрытия металлов, не дающих сплавов со свинцом (железо, алюминий), так как не получается достаточного сцепления. В частности, для свинцевания железа требуется предварительное лужение. [c.567]
Душистые вещества являются продуктами мелкотоннажного производства. Ассортимент их превышает 150 наименований, а выпуск каждого из них колеблется от десятков килограммов до сотен тонн. Совершенно очевидно, что они фасуются в мелкую тару. В качестве тары для хранения и транспортировки душистых веществ используются стеклянные бутыли, фляги из алюминия, луженого или оцинкованного железа, бочки. Для некоторых СДВ применяются бочки из нержавеющей стали. Выбор материала тары определяется его инертностью по отношению к загружаемому продукту и осуществляется на основании результатов лабораторных испытаний. [c.310]
Одно из важнейших достижений в данной области — внедрение водных лакокрасочных материалов, получивших наибольшее распространение в США. В настоящее время для защиты консервной тары существует достаточно широкий ассортимент водных лакокрасочных материалов (эпоксидные, акриловые, виниловые, алкидные, полиэфирные и др.). Однако наибольшее значение имело создание водных эпоксидных материалов, применяемых для внутренней окраски двухдетальных банок под пиво и безалкогольные напитки. В США уже в 1980 г. потребление их составило 45 млн. л, а в 1983 г. на них приходилось свыше половины потребляемых лакокрасочных материалов данного назначения, причем около 50% составляли эпоксиакрило-вые лаки. В последующие несколько лет намечалось осуществить полный перевод этого производства на водные лакокрасочные материалы. Лаки на основе водорастворимых термореактивных акриловых смол с успехом заменяют традиционные виниловые материалы на банках из алюминия, луженой и нелуженой жести для упаковки более агрессивных, чем пиво, газированных напитков. Акрилфенольные водные лаки явились полноценной заменой эпоксифенольных грунтов на растворителях. Расширяется использование в консервных лаках водорастворимых полиэфирных смол, латексов на основе сополимеров винилиденхлорида, например с винилхлоридом и акриловыми мономерами. Растет спрос на водные алкидные, полиэфирные, акриловые и эпоксидные лакокрасочные материалы для наружной декоративной окраски. [c.197]
Необходимо отметить, что защита не распространяется на все металлы. Так циклогексилкарбонат аммония защищает мягкую сталь, чугун, алюминий, луженые изделия и свинец, но увеличивает коррозию меди и многих сплавов меди, а также магния. Дициклогексилнитрит аммония защищает мягкую сталь, алюминий, оловянные покрытия и медь, но вызывает коррозию свинца и магния. Поведение кадмия, цинка и припоя зависит от условий По данному вопросу см. литературу [101 ]. [c.486]
В работах Гайден и Типке [30], относящихся к тому же времени, показано, что при окислении масла кислородом при температуре 120° наиболее активным катализатором окисления была медь, покрытая окислами, затем чистая красная медь и медь луженая цинк и алюминий в сочетании с окисной медью оказывали лишь незначительное каталитическое действие. [c.284]
Плакирование — это нанесение поверхностного слоя в процессе совместного проката листов защищаемого (например, сталь, дюралюмин) и защищающего (нержавсталь, алюминий) металла. Нанесение металлических покрытий производится также методом окунания, когда изделие погружают в расплав металла, температура которого должна быть значительно ниже температуры плавления самого изделия. Так получают оцинкованное и луженое (покрытое оловом) железо. [c.197]
Существеннюе значение для Э ффе К-ти внО Сти работы ребристых аппаратов имеет материал труб и ребер, а также контакт между ими. Для повы-шенИ Я тепл о пров одности часто приМ В-няют латунь, алюминий или медь. Хороший контакт между трубами и ребрами достигается лужением или оцин-кованием. [c.15]
Для получения чистой виннокаменной к-ты, тартратов лр металлов, протрава прн гра-шении тканей, комлоиет ванн при гальванич лужении и серебрении металлов, дпя травления алюминия, разрыхлитель теста [c.375]
При очень высоких температурах (например, при лужении) некоторые металлы могут действовать как катализаторы, ускоряющие разложение фторсоединений. Сплавы магния и алюминия, содержащие более 2 % магния, не следует использовать в системах, заправленных хладагентами SUVA , особенно если возможно появление влаги. [c.64]
Кислое кадмирование, меднение, лужение, травление стали, аяодирование алюминия, актявярование в слабых кислотах, снятие хрома в соляной кислоте и кадмиевых и цинковых покрытий в кислотах 25-50 4- 4- 4- 4- 4- 4- [c.221]
Металлические прокладки, целиком изготовляющиеся из одного металла или сплава (свинец, медь, алюминий, железо, мо-нельметалл и т. д.) или из нескольких металлов, например медные луженые прокладки. [c.180]
В литейном производстве ультразвуковой метод иайкп алюминия и его сплавов применяется для исправления дефектов литья—удаления трещин и раковин. Лужение и найка мелких деталей и проволоки производятся путем их погружения в ванну с расплавленным припоем, в котором возбуждаются ультразвуковые колебания, передаваемые через стенки ванны. [c.210]
Хранение молока. Охлажденное молоко принудительно от насоса или самотеком поступает в открытые баки из луженой стали емкостью до 5000 л или в закрытые баки-т а н к и в виде вертикальных или горизонтальных цилиндров емкостью от 2,4 до 10 т молока. Стенки танков из алюминия толщиной 6 мм, имеют изоляцию из пробковых плит толщиной 40—50 мм. Для устранения отстоя сливок танки снабжают мешалками. Срок хранения молока при температуре +2° около 2 суток, а пастеризованного молока — до 5 сутЪк. [c.337]
ТРАВЛЁННЕ — химическая и электрохимическая обработка поверхиости твердых материалов. Используется для удаления загрязнений, окислов (в частности, ржавчины), окалины, для выявления структуры материала (металла, минерала) или придания поверхности желаемой микрогеометрии, для снятия нарушенного мех. обработкой поверхностного слоя и получения структурно и химически однородной поверхностп при произ-ве полупроводниковых материалов, для придания матового вида стеклу и др. Часто применяется перед нанесением защитных покрытий, эмалированием, лужением и пайкой. Химическое Т. стали, меди, цинка и магния осуществляют в водных растворах серной, соляной или азотной кислоты стекла — в плавиковой кислоте алюминия — в водных растворах едких щелочей нержавеющих и жаростойких сталей, титана — в щелочных расплавах. Из-за неоднородности поверхиости (наличия пор, трещин и т. п.) химическое Т. металлов сопровождается действием гальванических микроэлементов. Электрохимическое Т. проводят в тех же средах, а также в растворах солен с применением катодного, анодного или переменного тока. При Т. на поверхности происходят хим. взаимодействие окисной пленки или материала основы с раствором или расплавом электрохим. растворение металла (на анодных участках микроэлементов или нри анодном травлении) электрохим. выделение водорода (на катодных участках микроэлементов или при катодном травлении) электрохим. выделение кислорода (при анодном травлении). Хим. очистке поверхности способствуют разрыхление и отрыв окалины под мех. воздействием [c.582]
В последней работе Тимоновой [55] число металлов и покрытий, которые можно совместно эксплуатировать с магниевыми сплавами в атмосферных условиях, несколько расширено. По мнению автора, допустим контакт не только между магниевыми сплавами различных составов, но и с алюминием и его сплавами, цинком и оцинкованными деталями, кадмием и кадмированными деталями, фосфатированной сталью (при условии пропитки фосфатной пленки маслом) и хромированной сталью (толщина покрытия не менее 60 мкм), лужеными медными сплавами и титаном. [c.139]
Несколько необычный, но удобный способ мягкой пайки алюминия, нержавеющей стали, а также стекла и керамики основан на нанесении припоя с помощью абразивного камня (бормащиной). Вначале пропитывают абразив, прижимая камень к палочке припоя. Теплота, выделяющаяся за счет трения, плавит металл, и последний ровным слоем растекается по абразиву. Луженый камень приводят в контакт с обрабатываемыми деталями. От трения припой вновь плавится и приходит в тесный контакт с поверхностью материала (там, где внешний слой удаляется за счет шлифовки). [c.184]
МОЖНО обеспечить с помощью свинцовой проволоки, прижатой к плоским торцам. Диаметр прово оки 1 (рис. 3-75) был равен 1,6 мм. Трубки, утолщенные по концам, стягивали вместе с помощью винтов 4 и колец 3, опирающихся на конические (шлифованные) поверхности через вставки 2 из асбеста, пропитанного графитом. Уплотнение этого типа диаметром 50 мм допускало прогрев при 300°С в течение длительного времени (до 64 ч). Это позволило достичь в вакуумной истеме вакуума порядка 10 . .II рт. ст. Аналогичная конструкция с индиепо прокладкой была использована для ] зготовления разборных электродов (рис. 4-10) и д,ля соединения электроде держателя с радиально смещенными деталями (рис. 4-34). Проволоку из железа высокой чистоты можно зажать (см. табл. 3-13) между лужеными фланцами с хорошей обработкой поверхности (табл. 3-37). Было изготовлено тар же вакуумное уплотнение на плоских фланцах с помощью проволочной прокладки из сплава, содержащего 99% алюминия. [c.232]
В последнее десятилетие в производстве консервной металлической тары произошли значительные изменения, связанные с использованием более тонкой белой жести электролитического лужения, внедрением прогрессивных технологий изготовления тонкостенных двухдетальных цельноштампованных банок и частичной заменой белой жести более дешевой черной, а также хромированной сталью и алюминием. Эти изменения в большой мере стали возможны благодаря успехам, достигнутым в области лакирования, являющегося наиболее простым, дешевым, надежным и распространенным методом защиты металлических упаковок для консервной промышленности. [c.193]
chem21.info
Особенности лужения медных и алюминиевых проводов — Electricity220
Оглавление:
- Этапы залуживания
- Лужение алюминиевых проводов
Чтобы получить при пайке оловянно-свинцовым припоем надежное соединение, необходимо зачистить и облудить провода. Если пренебречь данными действиями, то маловероятно, что спайка получится качественной и долговечной.
Этапы залуживания
В первую очередь следует подготовить паяльник, при необходимости провести его обслуживание: удалить ножом окалину, зачистить жало паяльника на мелкозернистом наждачном круге или с помощью надфиля.До начала пайки паяльник нужно прогреть до рабочей температуры. Затем следует опустить жало в канифоль, коснуться твердого олова или оловянно-свинцового

припоя. Если на жале паяльника образовался тонкий блестящий слой припоя (а не свисающая капля), можно приступать к дальнейшей работе.
Все металлы, находящиеся в воздухе, окисляются. Их поверхность покрывается оксидной пленкой, которая препятствует смачиванию металла расплавленным припоем. Поэтому все спаиваемые поверхности нужно зачистить до металлического блеска ножом или мелкой наждачной бумагой, дополнительно можно обезжирить растворителями.
Паяльником нужно прогреть провод, нанести на него канифоль, неторопливыми движениями втереть в него припой. Если весь участок проводника равномерно пок
роется припоем, залуживание можно прекратить.
Лужение проводов из меди особых проблем не доставляет. Даже начинающие паяльщики справятся с этой работой. Но далеко не все умельцы знают о том, как залудить провод из алюминия.
Лужение алюминиевых проводов
Алюминиевый провод в домашних условиях паять сложно, многие умельцы за такую работу не берутся. Проблема в том, что если удалить оксидную пленку, то алюминий в воздухе практически моментально окисляется и пленка восстанавливается. Но, проявив терпение, можно получить достаточно качественную спайку.Несколько рекомендаций, как правильно лудить алюминиевые провода:
- приготовить флюс, растворив в диэтиловом эфире канифоль;
- подготовить стальные опилки;
- зачистить провод обычным способом;
- сразу же нанести на провод флюс;
- посыпать место пайки металлическими опилками;
- тщательно выполнить облуживание, втирая припой в алюминий.
Металлические опилки играют роль абразивных частиц и постоянно разрушают образующуюся оксидную пленку. По мере необходимости их нужно подсыпать на место спайки.
 Далеко не всегда такой способ гарантирует достижение желаемого результата. Контакт между спаянными проводами может оказаться некачественным и недолговечным. Профессионалы предпочитают использовать специальные припои и флюсы. Паяемая проволока в этом случае должна прогреваться не паяльником, а газовой горелкой или паяльной лампой. Температура нагрева припоя и облуженного провода должна быть не менее 600°С.
Далеко не всегда такой способ гарантирует достижение желаемого результата. Контакт между спаянными проводами может оказаться некачественным и недолговечным. Профессионалы предпочитают использовать специальные припои и флюсы. Паяемая проволока в этом случае должна прогреваться не паяльником, а газовой горелкой или паяльной лампой. Температура нагрева припоя и облуженного провода должна быть не менее 600°С.
Еще один простой способ, как лудить провода алюминиевые с помощью проводов медных. Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт. На зачищенный алюминий в месте спайки наносят несколько капель медного купороса и обматывают его несколькими витками медного провода. К отрицательному полюсу источника тока подключают алюминиевый проводник, а медный — к положительному. В цепи возникает электрический ток, происходит электролиз, алюминиевый проводник покрывается тонким слоем меди. На алюминиевом проводнике образуется слой, залуженный медью. Такой способ нельзя применить для залуживания массивных деталей, но для паяния тонких проводников он вполне сгодится.
Если нет медного купороса, его можно заменить соляной кислотой. В месте предполагаемой пайки нужно с нажимом двигать медным проводником. Электролиз в этом случае протекает более эффективно. Но нужно помнить, что место пайки с применением кислоты со временем окисляется, поэтому после окончания работы его нужно промыть чистой водой или слабым раствором щелочи.
electricity220.ru