Содержание
Метчики для нарезания резьбы. Таблица размеров
Руки из нужного места |
05.03.2016
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).


- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
 Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.

- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
 После того как протяжка выйдет из обрабатываемой детали, резьба готова.
После того как протяжка выйдет из обрабатываемой детали, резьба готова.- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
 Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
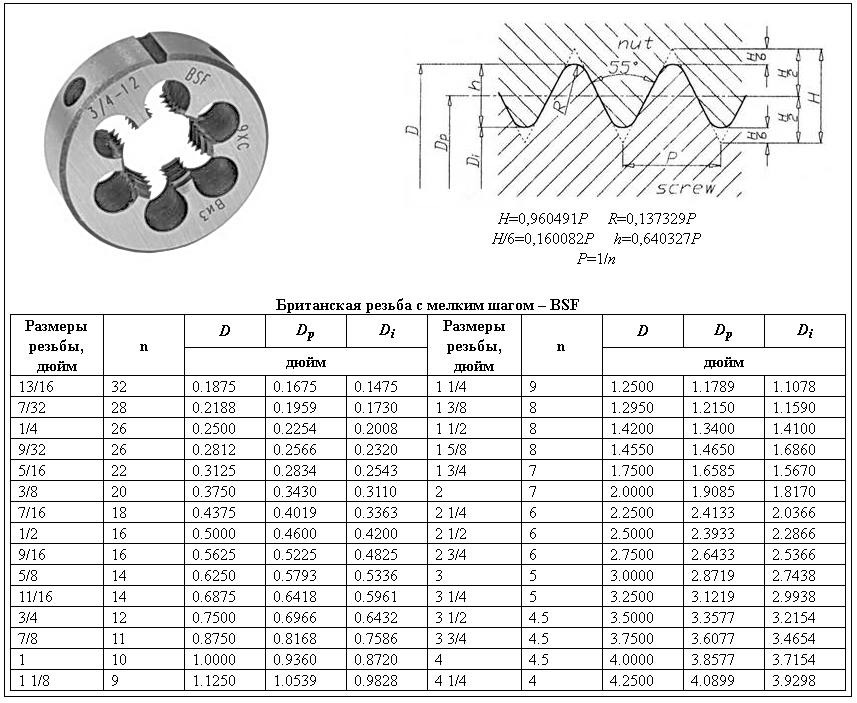
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
 Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.
Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Граверы электрические. Какой выбрать?
Пневмозаклёпочник. Быстро и надёжно!
Как подобрать плашку для резьбы — РИНКОМ
Как подобрать плашку для резьбы — РИНКОМ
Главная
Статьи
Как подобрать плашку для резьбы
Как подобрать плашку для резьбы
19 июня 2017
Гирин Кирилл
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.
Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.
Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
- для круглой идет инструмент по ГОСТ 13536-68;
- цилиндрической на трубах — ГОСТ 9740-71;
- конической — ГОСТ 6211-81;
- дюймовой — ГОСТ 6111-52;
- метрической — ГОСТ 9150-81.
Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Виды плашек для нарезания резьбы
Перечислим основные виды плашек для нарезания резьбы и их особенности.
Метрические
Инструмент адаптирован для изготовления метрической резьбы (измеряется в миллиметрах). Изделия этого класса обозначены маркером М. К примеру, М9 делает резьбу в 9 мм. По размеру плашки бывают от 1 до 60 мм.
Фотография № 2: Метрическая плашка на 18 мм
Кроме того, для метрических инструментов актуален такой параметр, как шаг резьбы (дистанция между витками). Шаг резьбы есть основной и дополнительный (он всегда меньше основного).
Пример. Инструмент с маркером М12 имеет основной шаг резьбы 1,75 мм и несколько дополнительных: М12*1,5, М12*1, М12*0,75, М12*0,5. Чем означенное в маркировке число меньше, тем ближе витки расположены друг к другу.
Таблица № 1: Шаг резьбы для метрических плашек разных размеров
Левые
Подобрать плашку для нарезания резьбы левосторонней обычно требуется при изготовлении вращающихся соединений. Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.
Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.
Фотография № 3: Метрическая левосторонняя плашка на 14 мм
Трубные
Для простоты отличия от метрических инструментов трубные обозначают маркером G. Подобные изделия нужны для выполнения резьбы на трубах. Витки здесь измеряются в дюймах. Перевести миллиметры в дюймы вам поможет таблица соответствия.
Таблица № 2: Метрическая левосторонняя плашка на 14 мм
Пример. Плашками G ½ и G ¾ нарезают резьбу на полдюйма и три четверти дюйма, соответственно. Эти инструменты — наиболее распространенные и подходят для изготовления труб в системах горячего и холодного водоснабжения. Размеры изделий варьируются от 1/8 до 2 дюймов.
Трубные конические
Применяются для выполнения резьбы под конус. Нашли применение в производстве систем отопления и станков. В маркировке изделия есть буква К.
В маркировке изделия есть буква К.
Фотография № 4: Трубная коническая плашка
Как делать резьбу с помощью плашки
Плашка для нарезания резьбы на трубу, вороток и трубный зажим — инструменты, которые требуются в работе с системами трубопровода. Для выбора левосторонней/правосторонней плашки оценивайте маркировку. При наличии буквенного обозначения LH перед вами инструмент для левой резьбы.
Фотография № 5: Процесс нарезания резьбы на заготовке
После того как подготовительные вопросы решены, приступайте к обработке заготовки. Для этого пройдитесь по детали напильником и смажьте место соединения маслом. Далее вставьте инструмент в вороток, а заготовку в зажим. Наденьте плашку на изделие и выполните несколько оборотов из расчета 2–3 в нужную сторону, пол-оборота в обратную. В процессе работы инструмент должен располагаться перпендикулярно заготовке.
Чтобы добиться максимальной точности резьбы, используйте плашку разрезного типа.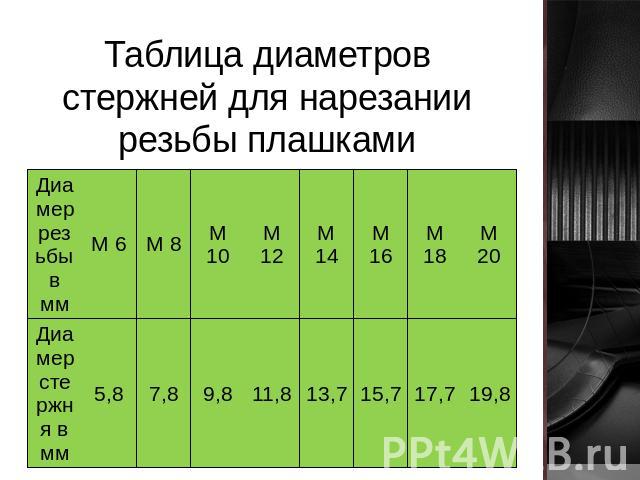 Такой инструмент имеет стопорные винты, что позволяет контролировать диаметр резьбы в процессе ее нарезания.
Такой инструмент имеет стопорные винты, что позволяет контролировать диаметр резьбы в процессе ее нарезания.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
24 октября 2022
Лучшие автомобильные домкраты для бытового и профессионального использования
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
31 августа 2022
Автомобильная резьба: разновидности и способы определения
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
метчиков и плашек | Наборы метчиков и плашек
Thread Check Inc. предлагает полный ассортимент метчиков и плашек , наборов метчиков и плашек и режущих инструментов от ведущих мировых производителей, включая Kennametal, Cleveland, Ghring, Titex Tools, Chicago Latrobe, OSG, Michigan Drill, Triump Twist Drill, Accupro, MA Ford, Atrax, SGS, Kyocera, Sumitomo Electric Carbide, Kenna Perfect, Met Cut, SECO, Komet, Ingersoll Cutting Tools, Melin Tool Company, Alvord Polk Tool, DeWalt, Milwaukee, Irwin Auger и фрезы, Lenox, наборы метчиков и штампов Greenfield, Balax, Emuge, Heli-Coil®, Jergens, E-Z LOK, Putnam, Hanita, PROMAX, Widell Industries и другие. Thread Check Inc. предлагает полный набор стандартных и специальных сверл, разверток, концевых фрез, резьбонарезных станков, метчиков и плашек, метчики для нарезки резьбы и плашки для нарезки резьбы . Опытные инженеры по продажам Thread Check имеют многолетний опыт в области механической обработки и могут помочь вам в выборе подходящих метчиков и плашек для работы.
Опытные инженеры по продажам Thread Check имеют многолетний опыт в области механической обработки и могут помочь вам в выборе подходящих метчиков и плашек для работы.
- Условия нарезания резьбы
- Резьбовые формы общего пользования
- Ручной метчик Фаски
- Таблица размеров резьбонарезных сверл
- Передний угол в зависимости от материала
- Таблица рекомендуемых метчиков
- Нажатие Неисправности и причины Таблица
- Контрольный список для правильного нарезания резьбы
- Твердосплавные метчики — паспорта безопасности материалов
- Твердосплавные резьбовые фрезы
- Специальные плашки для нарезания резьбы
- Наборы метчиков и матриц
- Самоблокирующаяся резьба
- Специальные метчики
Таблица
Компания Thread Check Inc. предлагает широкий ассортимент стандартных метчиков, плашек и множества специальных изделий, изготовленных в течение 24–48 часов.
Метчики
|
|
|
Фрезы
|
|
|
Сверла и развертки
|
|
|
Концевые фрезы
|
|
|
Заказ метчиков
Thread Check, Inc. настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу предоставить правильные метчики для работы и избежать длительных задержек и дорогостоящих проблем в производстве.
настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу предоставить правильные метчики для работы и избежать длительных задержек и дорогостоящих проблем в производстве.
Критическая информация, необходимая для поставки правильных метчиков, следующая:
- Номинальный размер, TPI или резьба на дюйм, форма резьбы, а также является ли резьба многозаходной.
- Класс изготавливаемой резьбы – 2В или 3В.
- Правая или левая резьба. Правая рука всегда предполагается, если не указано иное.
- Материал для нарезания резьбы.
- Характер отверстия для резьбы.
- Просверленные, перфорированные или литые.
- Размер сверла или отверстия под метчик.
- Глубина отверстия.
- Сквозное или глухое отверстие.
- Требуемая длина полной резьбы.
- Требуемый тип режущих метчиков – конический, пробковый, донный, пистолетный метчик и метчик со спиральной канавкой.
- Наш инженер-технолог определит это на основе предоставленной информации.

Любая дополнительная информация, касающаяся типа и состояния используемой машины или оборудования, может оказаться полезной при изготовлении метчиков наилучшей конструкции для данной работы.
Контрольный список устранения неполадок при нарезке резьбы
- Использование неправильного стиля или дизайна для работы.
- Использование неправильного предельного размера метчика для класса резьбы.
- Использование тупых метчиков, плашек и режущих инструментов, требующих повторной заточки.
- Использование плохо заточенных метчиков, режущих матриц и режущих инструментов.
- Материал детали слишком твердый или слишком мягкий.
- Материал детали низкого качества и неоднороден по структуре или анализу.
- Материал детали истирается на резьбе метчика.
- Переупаковка стружки в каннелюры.
- Ударная машина слишком тяжелая или слишком легкая для работы.
- Нарезной станок без качественного ходового винта.
- Диапазон скоростей резьбонарезного станка слишком ограничен.
- Стол нарезного станка или заготовка не перпендикулярны метчику.
- Станок с ЧПУ запрограммирован неправильно.
- Неблагоприятное состояние отверстия перед выпуском (размер, глубина, прямолинейность, округлость, глазурованная или нагартованная поверхность, сколы на дне).
- Метчик и подготовленное отверстие не совпадают.
- Подъем заготовки и приспособления при переворачивании при вертикальном постукивании.
- Отсутствие надлежащей смазки при нанесении.

Измерение метчиков
Главный диаметр и средний диаметр являются двумя важными параметрами для метчиков. Важно следить за износом этих размеров, так как они со временем изнашиваются при длительном использовании. Задний конус, рельеф резьбы и увеличенный наружный диаметр — вот три фактора, влияющие на конструкцию 9-гранника. 0005 метчики , плашки и режущие инструменты , которые следует учитывать при измерении основного диаметра и делительного диаметра метчиков, плашек и режущих инструментов.
0005 метчики , плашки и режущие инструменты , которые следует учитывать при измерении основного диаметра и делительного диаметра метчиков, плашек и режущих инструментов.
Обратная конусность представляет собой постепенное уменьшение диаметра резьбы по направлению к хвостовику. Обычно это около 0,001 дюйма в диаметре на один дюйм длины. Разгрузка резьбы постепенно уменьшает диаметр резьбы по направлению к пятке посадочной кромки и, как правило, покрывает около двух третей ширины посадочной кромки, хотя в некоторых случаях она может покрывать всю Функция заднего конуса и разгрузки резьбы состоит в том, чтобы обеспечить более легкое резание и уменьшить трение. Измерения размера всегда следует проводить по всей резьбе сразу за фаской и как можно ближе к режущей поверхности посадочной поверхности.0005 Режущие метчики , режущие плашки и режущие инструменты всегда изготавливаются с большим диаметром, чем основной, чтобы учесть износ и обеспечить зазор по основному диаметру в резьбовом отверстии.
Базовый микрометр можно использовать для измерения наружного диаметра метчиков. Наковальня микрометра должна соприкасаться с зубьями метчиков и режущих плашек . Диаметр шага можно измерить с помощью трехпроводной системы измерения резьбы.
GREENFIELD THREADING Набор метчиков и матриц: 17 предметов, #4-40 мин. Размер резьбы метчика — 445M52|423001
НАРЕЗАНИЕ РЕЗЬБЫ
- Вещь #
445М52 - производитель Модель #
423001
UNSPSC #
23153305
- № страницы каталога
2265
2265
Страна происхождения
США.
Страна происхождения может быть изменена.
Эти наборы содержат метчики из быстрорежущей стали, обеспечивающие хорошую износостойкость при нарезании внутренней резьбы при нарезании резьбы общего назначения в различных материалах, включая черные и цветные металлы. Наборы также содержат гребенки из углеродистой стали, которые являются экономичным выбором для нарезания наружной резьбы при техническом обслуживании.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
НАРЕЗАНИЕ РЕЗЬБЫ
- Вещь #
445М52 - производитель Модель #
423001
UNSPSC #
23153305
- № страницы каталога
2265
2265
Страна происхождения
США.