Нанесение клея в производстве погнутоклееных деталей. Нанесение клея на листовые материалы
Нанесение клея на склеиваемые поверхности
СКЛЕИВАНИЕ МЕТАЛЛОВ
Конструкционные клеи могут быть в различных видах или формах, но самая распространенная — это жидкость с вязкостью, позволяющей легко наносить клей кистью на склеиваемые поверхности. Если такой клей в достаточной степени разбавить, то его можно наносить пульверизатором.
Большинство жидких клеев можно разжижать для пульверизации с помощью растворителей. Выбор растворителя — вопрос, тесно связанный с составом клея (см. главу III). Однако, как правило, растворитель разжижитечь должен быть одинаковым или химически сходным с растворителем клея. В конструкционных клеях обычно применяют кетоны и - спирты, особенно имеющие низкую точку кипения. В неконструкцион'ных клеях часто используют бензин и толуол.
Пульверизация — самый практичный метод, которым можно добиться равномерного нанесения клея на большие площади или криволинейные поверхности. Пульееризационные пистолеты работают под давлением 0,7—3,5 ат, в зависимости от консистенции раствора. Пульверизатор держат на расстоянии примерно 25 см от поверхности детали и перемещают его над поверхностью с одинаковой скоростью. Обычно рекомендуется двойное нанесение, причем направление движения пульверизатора при втором проходе должно составлять прямой угол с первым. Иногда может потребоваться несколько таких покрытий.
Когда в клей, особенно на основе эпоксидных смол, вводится наполнители — окислы металлов, минералы, клееная смесь часто бывает чрезмерно вязкой. Для нанесения таких клеев на поверхности с успехом можно применять плоские шпатели. Разбавление растворителями часто приводит к плохим соедннештам, если не удалить растворитель перед сборкой изделия и операцией отверждения клея в клеевом соединении. Добавление «активных» растворителей, например, глицидио аллилового эфира к эпоксидному клею, снижает степень полимеризации смолы и, следовательно, также приводит к понижению прочности клеевого соединения.
| Фиг. 64. Клеящая пленка накладывается на поверхность металла, которая предварительно с помощью «ист*» была покрыта слоем жидкого грунта (фирма Кон - солщдейпщд Валти Эйркрафт). |
Иногда вязкий клей можно подогреть, чтобы облегчить его нанесение. Этот прием подходит для клеев, сохраняющих достаточную жизнеспособность при нагреве, но даже для них следует принимать меры предосторожности во избежание перегрева. При подогреве клея обычно значительно сокращается промежуток времени от момента нанесения клея до запрессовки — открытая выдержка плюс закрытая.
Часто клеи поставляют в виде пленки с соответству:ощей жидкой грунтовкой для металла или без нее. Такая форма
клея удобна для применения на ровных или слегка изогнутых поверхностях (фиг. 64). Но клей в виде пленки трудно использовать для деталей, имеющих сложную конфигурацию.
Пленочный клей может быть в двух вариантах: пропитанная клеем подкладка, например, ткань из найлона или стеклоткань, и каландрированная пленка аклеевой массы. В этом последнем случае плепку можно растворять в соответствующих растворителях, если предпочитают нанесение кистью или пульверизатором.
Для нанесения клея применяют также клеевые вальцы, особые регулировочные можи для удаления избытка клея и другое специальное оборудование. Иногда клей наносят окунанием детали в жидкий клей.
§ 36. Количество наносимого клея
Если применяется клей в виде ленты или пленки, то количество наносимого клея в основном уже заранее установлено его изготовителем. Для производственника возможны лишь два пути регулирования количества клея в клеевых соединениях — увеличение
удельного давления запрессовки в целях выдавливания клея и уменьшения толщины клеевого шва и использование нескольких слоев пленки для увеличения толщины клеевого шва.
Для клеев в виде жидкости или пасты количество клея, которое должно наноситься на склеиваемые детали, часто определяется указанием толщины подсушенных перед сборкой клеевых покрытий на склеиваемых поверхностях г.
Необходимо наносить такое количество «лея, которое достаточно для того, чтобы гарантировать сплошное покрытие склеиваемых поверхностей и чтобы в склеенном изделии отвержденный клеевой шов имел определенную толщину. Толщина клеевого шва в соединениях внахлестку определяется как разница между толщиной клееной детали в месте соединения и суммой толщин склеиваемых элементов. Для стыковых и иных типов соединений требуется не сколько видоизменить способ замера.
Наилучшие прочностные свойства для большинства клеев практически достигаются тогда, когда толщина клеевого шва находится в пределах от 0,07 до 0,25 мм. Во многих случаях, однако, приемлемы соединения с клеевым швом толщиной от 0,01 до 0,75 мм. Норма нанесения клея зависит как от характера подгонки сопрягаемых поверхностей, так и от давления запрессовки, размеров склеиваемых участков и, разумеется, от консистенции «лея и других его физико-химических свойств.
Клеи, которые отверждаются без выделения летучих компонентов (такие, как эпоксидные клеи), менее чувствительны :к толщине клеевого шва, чем клеи, выделяющие в процессе отверждения жидкие и газообразные продукты. Имеется в виду, что количество наносимого клея достаточно, чтобы избежать получения «голодного» соединения с нссгогошным клеевым слоем между склеиваемыми элементами. В меньшей степени положение о нечувствительности к толщине клеевого шва справедливо для клеев, выделяющих лету - чиє компоненты в небольшом количестве и имеющих значительное содержание наполнителей. Такие клеи пригодны для склеивания плохо 'Пригнанных деталей — для соединений с зазорами. Но во всех случаях, когда желательно получить от соединения оптимальные механические характеристики, клеевые швы не должны превышать по толщине 0,6 мм.
Прессованный решетчатый настил – характеристики и применение Прессованный решетчатый настил (пресснастил) – строительный материал, который применяют в архитектуре, промышленности, дизайне. Его основу составляют несущие полосы, на которые приходится основная нагрузка, …
Десять лег назад всего лишь небольшая группа работников занималась изготовлением для экспериментальных целей нескольких квадратных метров панелей типа сэндвич. Теперь выросла целая отрасль промышленности, в которой над производством слоистых ма …
Большинство специальных методов, используемых при изготовлении сэндвичевых конструкций, уже рассматривалось ранее в связи с «леями. Часто при нанесении клея и его отверждении требуются вспомогательные меры. Обычно клеи наносят пульверизатором или …
msd.com.ua
способы и средства, расход клея и условия рационального потребления.
Нанесение клея на шпон. Величина расхода клея на единицу поверхности шпона влияет на прочность клеевого соединения, причем увеличение расхода не всегда увеличивает прочность склеивания, а даже уменьшает ее. Чрезмерно большой расход клея непосредственно отражается и на себестоимости готовой продукции (стоимость клея составляет около 20%). При уменьшенном расходе клея (ниже технологической нормы) снижается прочность склеивания, так как количества клея не хватает для покрытия поверхности и создания непрерывной клеевой прослойки требуемой толщины.
Оптимальная толщина клеевого слоя, а следовательно, и величина расхода клея на единицу поверхности шпона, определяются анатомическим строением древесины, состоянием поверхности шпона, величиной вязкости, концентрации, усадки клея, температурой самого клея, температурой помещения и температурой, при которой будет происходить склеивание. Так, по данным исследователей, толщина клеевого слоя для феноло- формальдегидных, резорциновых карбамидоформальдегидных клеев находится в пределах 100—200 мкм. При склеивании продукции из шпона пористого, с большой шероховатостью расход клея возрастает. Холодный способ склеивания также требует большего расхода в сравнении с горячим. Норма технологического расхода клея в производстве фанеры марок ФК и ФСФ для клеенаносящих станков барабанного типа составляет 90—130 г/м2 поверхности. Меньшие значения рекомендуются
для толщин шпона 1,1 —1,25 мм, а большие для толстого шпона 2 мм и выше.
В настоящее время в деревообработке известны различные способы нанесения жидкого клея на поверхность древесины.
Контактный способ характерен нанесением клея на поверхность шпона на клеенаносящих станках барабанного типа.
Способ пропитки в смоляных растворах используют для нанесения клея на шпон в производстве бакелизированной фанеры.
Способ налива характерен значительной производительностью. Лист шпона перемещается по секционному конвейеру под клееналивной головкой, из которой через донную щель проходит клеевая завеса и наносится равномерным слоем на поверхность листа. Часть клея, не попавшая на шпон, насосом подается обратно в головку.
Экструзионный способцелесообразно применять для густых, а также вспененных клеев. В данном случае клей выдавливается через несколько отверстий (насадок), расположенных в дне экструзионной головки. При перемещении листа шпона по конвейеру клей в виде жгутиков параллельными рядами наносится на поверхность.
Метод пневматического распыления, как и два предыдущих, позволяет увеличить производительность и обеспечивает равномерное распределение клея по всей площади листов шпона. Распыляют клей форсунками, расположенными в ряд над проходящими по конвейеру листами. Форсунки можно располагать и снизу конвейера, т. е. за один проход провести двустороннее нанесение.
3. Шипорезные рамные станки. Назначение, классификация станков. Пример функциональной схемы.
Шипорезные станки применяютсядля получения на концах деталей шипов и проушин, с помощью которых детали собираются на клею в рамки, ящики или стыкуются продольно. Различают три типа шипорезных станков: для получения рамных шипов в производстве строительных деталей, ящичных шипов и стыковочных зубчатых шипов.
Для получения рамных шипов используются многооперационные многошпиндельные станки с различными режущими инструментами, последовательно формирующими поверхности шипа и проушины. Станки бывают односторонние (модели ШО10-4, ШО16-4, ШО15Г-5) и двусторонние (модели ШД10-8, ШД16-8). Первые станки нарезают шипы с одной стороны детали, а вторые – сразу с двух сторон.
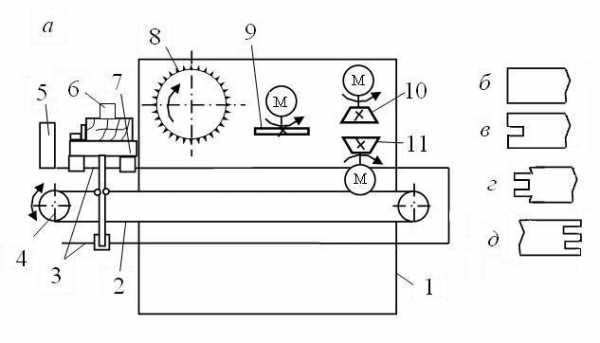
Схема станка ШО15Г-5 (Односторонний). 1 – станина; 2 – цепь; 3 – горизонтальные направляющие; 4 – звездочка; 5 – пульт управления; 6 – прижим; 7 – каретка; 8 – торцовочная пила; 9 – проушечный диск; 10, 11 – фрезы.
Двусторонние рамные шипорезные станки состоят из двух односторонних шипорезных станков, из которых левый установлен неподвижно на фундаментной плите станины, а правый переставляется на длину изделия по направляющим фундаментной плиты с помощью винтового устройства.
Пример: ШД10; ШД15-2; ШД15-3.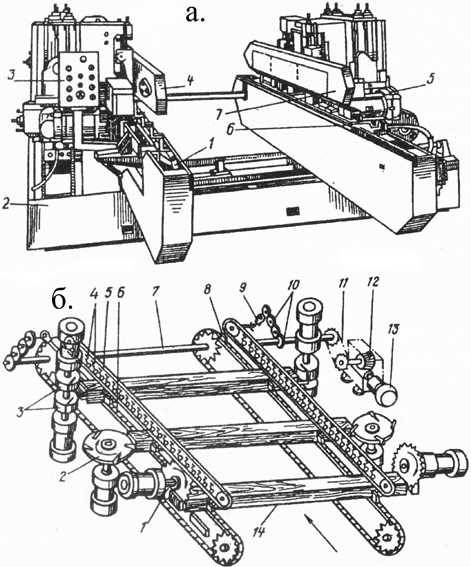
Билет №13
Капиллярные способы пропитки древесины.
Капиллярная пропитка древесины основана на проникновении в сухую древесину жидкости под действием капиллярных сил.
Капиллярные способы пропитки древесины.
Поверхностное нанесение антисептических растворов кистью или валиком;
нанесение защитных средств на поверхность древесины при помощи распылителей - опрыскивание
кратковременное погружение деревянных деталей в растворы с подогревом или без подогрева. (менее 20 мин)
панельная пропитка (панель – это рыхлый держащий раствор антиептика материал: паралон, ветошь, опилки и т.п.)
пропитка вспененными растворами с поверхностноактивными веществами (жизнеспособность пены до 8 часов, нет трещин, луж и коробления)
Глубина пропитки 1-2 мм для здоровой и до 5 мм для старой, разрыхленной древесины. Эффективность пропитки возрастает при 2-3 кратном нанесении раствора Глубина пропитки зависит от вязкости жидкости, проницаемости древесины и срока выдержки. Для повышения интенсивности пропитки целесообразно применять подогретые жидкости.
При пропитке с помощью кисти или опрыскивателя устанавливают 2 типа многократного нанесения защитного средства на поверхность:
• без просушки древесины с интервалами 10-20 минут между обработками. • с просушкой древесины с интервалами 2-4 часа между обработками
При пропитке погружением в раствор защитного средства различают:
• пропитку древесины способом нанесения на поверхность, когда продолжительность погружения устанавливается в секундах или минутах; • пропитку древесины способом вымачивания, когда продолжительность выдержки пропитываемой древесины устанавливается от нескольких часов до нескольких суток (до поглощения древесиной заданного количества пропиточной жидкости).
studfiles.net
Наносить клей не просто, а очень просто!
В различных отраслях промышленности часто возникает задача нанесения клея или других жидких покрытий на гибкие или жесткие листовые и рулонные материалы. Причем, точность, аккуратность, однородность наносимого слоя играют решающую роль для эффективного производства. Такие требования возрастают при работе с широкими или деликатными материалами. Компания POTDEVIN Machine Co. знает ответы на все эти вопросы с 1893г – года своего основания. Создаваемые ею машины позволяют наносить жидкие покрытия на изделия различной формы, шириной до 1,5 метров, выполненные из самых разных материалов, экономя до 50% расходов на выполнение таких работ.
Виды наносимых покрытий.Клеевые машины POTDEVIN предназначены для нанесения ровного слоя какого-либо покрытия на разнообразные гибкие и жесткие материалы и позволяют вполовину сокращать расходы на выполнения таких операций. Такими покрытиями могут быть, например: горячий, холодный клей или клей-расплав, краска, латекс или лак. Клей может применяться, как на водной основе, так и различных растворителей и наноситься как при комнатной температуре, так и в разогретом состоянии, вплоть до температуры 230 С. Специальная конструкция машин Серии POTDEVIN NTZ разработана для нанесения пенящихся водо-растворимых эмульсий. Для нанесения горючих покрытий машины могут быть выполнены во взрывобезопасном исполнении с воздушным приводом. Инертный реагент ReleaseCote предотвращает насыхание капель клея на узлах оборудования.
Типы материалов.Клей или другое покрытие может наноситься на детали изделий из бумаги, картона, кожи, ткани, резины, стекла, металла, дерева, разнообразных пластиков, включая вспененные материалы. Причем форма изделий не имеет значения. Оборудование всегда наносит ровный аккуратный слой клея заданной толщины, исключая затеки за края изделий. Толщина клеевого слоя задается поворотом регулятора и может корректироваться оператором.
Виды выполняемых работ.Различные форматы нанесения покрытий: Клеевые машины POTDEVIN позволяют наносить покрытия не только на всю ширину материала, которая может достигать до 150 см. Комплектация клеевых машин специальным блоком позволит наносить покрытие заданной комбинацией продольных полос различной ширины и расположенных, как по краям изделий, так и в их средней части. Количество таких полос может быть любым, при этом их края остаются ровными, а толщина нанесения - одинаковой.
Различная жесткость материалов: Для работы с тонкими гибкими материалами клеевые машины комплектуются протяжными роликами, обеспечивающими небольшое огибание материалами клее наносящего вала. Гофро-картон, фанера, дерево, стекло, ДВП, ДСП и другие жесткие материалы, толщиной до 25 мм могут обрабатываться с помощью специального приспособления, которое обеспечивает равномерный регулируемый прижим жесткого материала к клеевому валу, протяжку изделия без перекосов и гарантирует ровное и однородное нанесение покрытия. Это приспособление может быть установлено или снято со стандартной машины не более чем за 15 минут. Верхние прижимные валы имеют пружинное крепление и могут адаптироваться к меняющейся толщине материала.
Ламинирование: Ротационные прессы POTDEVIN W позволяют склеивать два гибких или жестких материала, шириной до 212 мм и общей толщиной до 32 мм. Пресс обеспечивает одинаковое давление по всей площади склеиваемых материалов, величину которого оператор может регулировать. Применение ротационного пресса предотвращает образование воздушных пузырей и обеспечивает ровное склеивание материалов. Прижимные валы имеют специальное упругое покрытие, что обеспечивает ровное сдавливание материалов даже неоднородной толщины. Рабочая зона ротационного пресса имеет электрическое ограждение, которое отключает электропривод при вскрытии. Система контроля предельной нагрузки на прижимных валах отключает привод в случае заминки склеиваемых материалов.
Листовые и рулонные материалы. Комплектация клеевых машин и ротационных прессов блоком регулировки и синхронизации скорости позволяет наносить покрытия не только на листовые, но и на рулонные материалы.
Область применения.Оформление упаковочной гофро-тары: Оборудование POTDEVIN позволяет наносить полиграфическое бумажное оформление на плоские картонные вырубки гофро-коробок, сокращая расходы на хранение различных видов упаковочной тары.
Производство игр: Различные детские и развивающие игры, паззлы и другая аналогичная продукция может быстро изготавливаться с помощью клеевых машин и ротационных прессов.
Арт-продукция: Постеры, рекламные щиты и указатели, репродукции картин – все подобные изделия могут быть аккуратно изготовлены на оборудовании POTDEVIN.
Отделочные строительные материалы: Мебель. Возможность нанесения покрытий на толстые и жесткие материалы позволяет изготавливать зеркала, ламинированные заготовки для сборки мебели и даже отделочные материалы для оформления интерьеров помещений.
Другие области применения: Оборудование POTDEVIN успешно применяется для изготовления ковриков для компьютерных мышек, обуви, сумок, кошельков и других изделий из кожи, подарочных и косметических коробок, обложек для книг, конвертов, вставки застежек-молний, сборки рам для картин, нанесения специальных покрытий на пленки и различной другой продукции полиграфии, легкой и химической промышленности.
Оборудование POTDEVIN (www.potdevin.ru), изготовленное в США, успешно работает в России, Украине и других странах СНГ. Быстрая окупаемость небольших инвестиций, помимо повышения качества продукции, оборачивается многолетней экономией расходов. Надежность машин рассчитана «на всю жизнь», такую же длинную, как и возраст компании, их создающей.
Автор: Чернышев А.В.
pechatnick.com
Виды клея и их применение – Ярмарка Мастеров
Клей — вещество или смесь, а также многокомпонентные композиции на основе органических или неорганических веществ, способные соединять (склеивать) различные материалы — в частности, древесину, кожу, бумагу, ткани, стекло, керамику,металл, пластмассы, резину. Склеивание обусловлено образованием прочной адгезионной связи между прослойкой клея и материалами соединяемых поверхностей. На прочность клеевого шва влияет и когезия клея к поверхности
Жидкие клеи:


Самая широкая группа клеев, включающая:
- универсальные клеи -клеи для пластика
- клеи для дерева -клеи для бумаги.
Существуют два варианта:
- с растворителем
- без растворителя (основа – вода).
Метод склеивания:
- «влажное склеивание» или склеивание с односторонним нанесением клея.
- клей наносится только на одну из склеиваемых поверхностей, которая немедленно соединяется со второй. При таком способе склеивания желательно, чтобы одна из поверхностей была пористой.
Клей с растворителем.

В клеях содержатся смола или каучук, разбавленные растворителем, например спиртом, ацетоном или метилацетатом. В процессе склеивания растворитель начинает испаряться, в результате чего клей затвердевает,поэтому склеиваемые материалы должны давать растворителю возможность проникать сквозь поры.
Для непроницаемых, герметичных материалов,поверхность должна быть как можно длиннее и уже, чтобы растворитель мог испаряться по краям. При их склеивании нанесите клей на обе поверхности и дайте ему подсохнуть, затем нанесите тонкий слой клея на одну из склеиваемых поверхностей еще раз и прижмите поверхности друг к другу, дайте клеевому соединению высохнуть.
Важно: многие пластики повреждаются или даже расплавляются под действием клея, содержащего растворитель. При склеивании поверхностей из пластика всегда читайте инструкцию на упаковке.
Контактные клеи.
В отличие от жидких клеев подходят для склеивания герметичных материалов, через которые не испаряется растворитель. Контактные клеи обеспечивают быстрое и прочное склеивание большинства поверхностей. Не теряют эластичные свойства после затвердевания, поэтому особенно удобны для склеивания материалов, которые после соединения должны оставаться подвижными (подошвы обуви, кожаные ремни). В виде спрея контактные клеи незаменимы при склеивании больших площадей (например, для облицовки мебели).
Применение контактного клея
Нанесите тонкий слой клея на обе склеиваемые поверхности . На материалы с сильной впитывающей способностью (кожа, ткань) нанесите клей в несколько слоев для образования тонкой пленки. Не соединяйте детали сразу. Дайте клею высохнуть в течение 10-15 минут, пока он не перестанет быть липким на ощупь.Аккуратно соедините склеиваемые поверхности и сильно сожмите их на некоторое время.
Важно: важна сила, а не продолжительность сжатия. Если все сделано правильно, части уже невозможно будет разъединить.
Реакционные клеи
Реакционные клеи – это клеи, которые затвердевают в результате химической, физической или каталитической реакции. В зависимости от вида реакции клеи могут быть одно- или двухкомпонентные.
Однокомпонентные клеи

Однокомпонентные клеи представляют собой неактивный отвердитель, который остается инертным в упаковке при нормальных условиях. Реакция начинается только тогда, когда отвердитель вступает в контакт со вторым реакционным компонентом, которым, в зависимости от вида клея, может выступать влажность воздуха, УФ-излучение или кислород (аэробные клеи) или, наоборот, отсутствие воздуха, например клеи с содержанием металлических ионов (анаэробные клеи).
Двухкомпонентные клеи

Представляют собой связующее вещество и отвердитель Эти два компонента находятся в разных упаковках и в зависимости от вида клея могут быть жидкими, пастообразными или сыпучими. При смешивании компоненты вступают в реакцию, образуя клеевую смесь, которую необходимо использовать как можно быстрее, так как это единственные клеи с коротким рабочим периодом (они сразу начинают затвердевать).
Применение
При использовании двухкомпонентных клеев связующее вещество и отвердитель смешиваются между собой в определенных пропорциях,которые обязательно указываются на упаковке производителя. Полученный клей необходимо нанесите на одну из склеиваемых поверхностей, после чего слегка прижать поверхности друг к другу. Клеевой слой должен быть жёстко зафиксирован до полного высыхания. Время высыхания зависит от типа клея и температуры окружающей среды. Идеальная рабочая температура -комнатная.
Важно: полученный в результате смешивания клей должен быть использован в течение рабочего времени (от 30 минут до нескольких часов, в зависимости от типа клея).
Однокомпонентные клеи наносятся на одну из склеиваемых поверхностей, которые сразу же соединяются. Начинается немедленная реакция со вторым компонентом, присутствующим в окружающей среде или на склеиваемой поверхности. Наличие второго компонента обязательно, иначе склеивания не произойдет.
Склеивание цианоакрилатными клеями (секундные клеи) происходит в результате соединения атмосферного кислорода с влажностью окружающей среды в месте склеивания, поэтому склеиваемые поверхности необходимо поддерживать в определенном состоянии, при необходимости их можно увлажнить с помощью дыхания.

Термоклей
Не содержат растворитель, не нуждаются в смешивании и дозировании. Начинают плавиться под действием высокой температуры при помощи клеевого термопистолета, подающего горячий клей на склеиваемые детали . Термоклей расплавляется при температуре 110°C -210°C .
Самоклеющиеся материалы
Представляют собой двухсторонний скотч и клеевые подушечки, которые могут быть использованы для постоянного или перманентного крепления большинства не тяжелых материалов к различным поверхностям
www.livemaster.ru
Методы нанесения клея на материалы
Методы нанесения клея на материалыКатегория:
Картонажное производство
Методы нанесения клея на материалыНамазка осуществляется механическими мазальными аппаратами, снабженными бесконечной резиновой лентой, которая непрерывно покрывается слоем клея и служит как бы постоянно действующей мазальней доской.
При массовой однотипной постоянной работе для мазки клеем различных деталей применяют механические клеемазальные аппараты, при этом намазанные детали подаются к рабочим местам сборщиц ленточным конвейером.
Клеемазальные аппараты могут служить для гуммирования больших листов бумаги или бесконечного бумажного полотна, мазки различных полос и других деталей, мазки этикеток и бандеролей, нанесения клея полосами, бороздками, отдельными пятнами и т. д. Конструкция клеемазальных аппаратов зависит от их назначения.
Рассмотрим основные виды клеемазальных аппаратов.
1. Гуммировальные аппараты. Они служат для нанесения клеевой пленки на листы бумаги или на бесконечное бумажное полотно. В том и другом случае гуммировальные аппараты непосредственно связаны с конвейерной сушилкой, которая должна быть построена с расчетом просушки гуммированной бумаги за один прогон. Для этой цели применяются главным образом гуммировальные аппараты двухвальной системы (рис. 21, фиг б) для покрытия бумаги клеем с верхней стороны.
Согласно техническим условиям для гуммирования бумаги: а) слой клеевой пленки должен иметь строго определенную равномерную толщину; б) качество клеящего вещества должно обеспечить прочную приклейку бумаги; в) не допускается грубая деформация гуммированной бумаги, что обеспечивается определенной степенью влажности просушенной клеевой пленки; г) клеевая пленка должна быть эластичной.
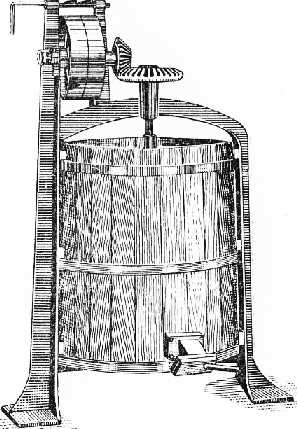
Рис. 1. Чан для заготовки клея с механической мешалкой.
Лучшие результаты достигаются при гуммировании бумаги в рулонах, так как в этом случае она проходит через дугообразную сушильную камеру в натянутом положении.
Для использования гуммированной бумаги в картонажном производстве ее предварительно увлажняют водой или подвергают горячей утюжке штампами соответствующей формы, нагретыми до 120—130°. Для гуммирования применяется декстриновый клей или же декстрин с костным клеем. В том и другом случае добавляется 1—2% глицерина, что придает клеевой пленке больше эластичности.
2. Клеемазальные аппараты. Их применяют для сплошного нанесения клея на различные бумажные детали (полосы, бандероли, этикетки и др.)-Такие аппараты обычно связывают настольным ленточным транспортером для подачи намазанных деталей к рабочим местам.
Клеемазальные аппараты могут быть трех систем: а) одновальные с боковой ванной, служащей одновременно раклей для регулировки толщины клеевой пленки; б) двухвальные, оба вала которых расположены горизонтально на одном уровне и канавка между двумя валами с боковыми заслонками служит в качестве клеевой ванны; зазор между двумя валами регулирует толщину клеевой пленки; передний вал наносит на детали клей; в) трехвальные аппараты, в которых первые два вала являются питающими, а передний вал — клеемазальным.
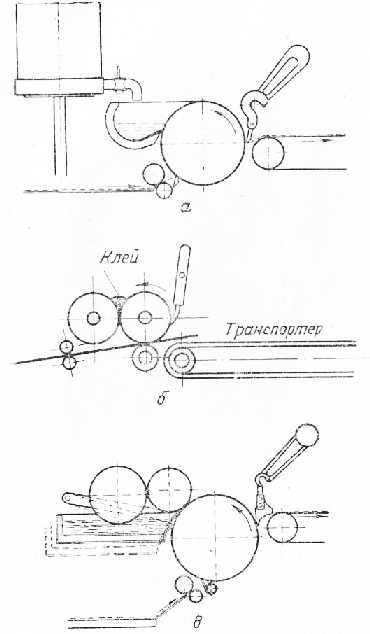
Рис. 2. Схемы клеемазальных аппаратов.
Во всех трех аппаратах передние клеемазальные валы с выходной стороны снабжены рядом «пальцев», прилегающих к клее-мазальному валу, для отдирки от вала намазанных деталей и направления их на транспортерную ленту. Бумажные детали в клее-мазальный аппарат могут в отдельных случаях подаваться автоматически.
3. Фрикционные клеемазальные аппараты. Они действуют от ручного или механического протаскивания бумаги через клеема-зальный вал.
Такие аппараты встречаются следующих разновидностей:а) Для намазывания узких бесконечных лент. Этот аппарат приводится в движение в результате протаскивания бесконечной бумажной ленты по свободно вращающемуся верхнему валу аппарата. Эти аппараты служат главным образом для намазывания заклеенных полос для наружных ящиков (складных из гофрированного картона и др.), склейки по стыку прямоугольных картонных рукавов и многих других деталей.б) Для ручного намазывания бумажных полос путем протаскивания их по свободно вращающемуся клеевому валику. Такие аппараты ручного действия могут быть использованы для намазывания крахмальным клейстером и другими скользящими клеевыми растворами.в) Приводные одновальные аппараты, снабженные раклей для регулирования толщины клеевой пленки. Мазальный вал этих аппаратов находится в непрерывном движении и служит для нанесения более липких клеевых растворов (костного клея и др.). Намазывание деталей на таком аппарате, производится вручную по принципу работы на мазальных досках.г) Накатные ручные и механические аппараты, снабженные подвесной клеевой ванной, которая одновременно служит раклей для регулирования толщины клеевой пленки. Ручные аппараты такой системы служат для нанесения клея полосами или для сплошного покрытия за несколько накатов.
Фрикционные аппараты такой же системы могут действовать автоматически, если они подвешены над конвейерной лентой, на которой размещены детали для намазывания. Такие приспособления очень эффективно используются для намазывания клапанов складных пачек, которые укладывают на конвейерную ленту ступеньками. Производительность аппарата При таких условиях работы превышает тысячу штук в минуту.
4. Специальные клеемазальные аппараты. К этой группе относятся все клеемазальные аппараты и приспособления, предназначенные для узких специальных целей.
Всю массу таких аппаратов можно расчленить на две группы:а) Ротационные аппараты, действующие при помощи клеема-ззльных валов или дисков (для узких бороздок), служащих для нанесения клея полосами, узкими бороздками, наносящих клей с верхней или с нижней стороны.б) Штемпельные аппараты, наносящие клей пятнами различных форм. Такие аппараты представляют собой отдельные узлы в различном оборудовании.
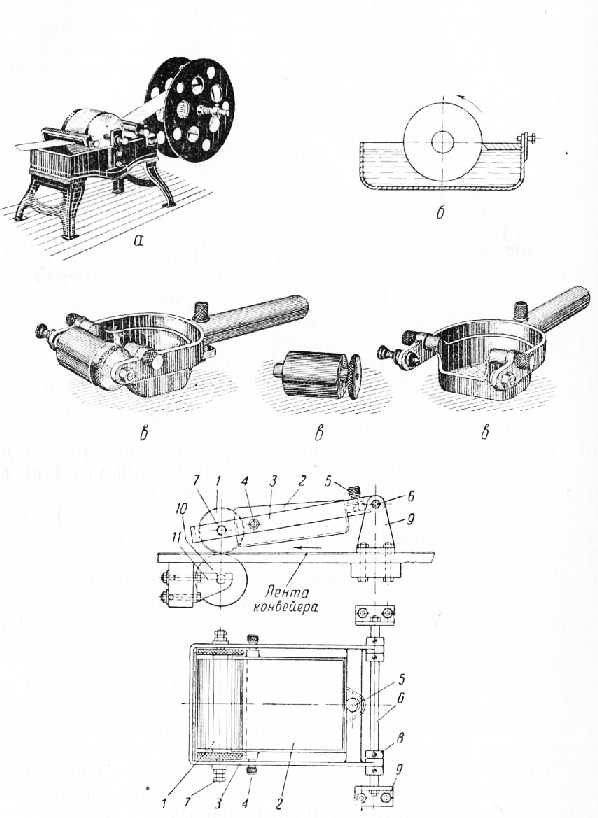
Рис. 3. Фрикционные клеемазальные аппараты.1 — клеемазальный аппарат, 2 — ванна, 3 — рама, 4 — пальцы, 5 — регулировочный винт, 6 — ось, 7 — центр, 8 — стопорные кольца, 9 — стойки, 10 — нижний ролик, 11 — подвеска
.Быстрое вращение питающих и наносящих клей валов в клеевых ваннах в очень многих случаях вызывает пенообразование. Для устранения этого отрицательного явления клеевой раствор ‘ должен иметь соответствующую температуру. Кроме того, нужно применять пеносгонные средства, о которых изложено выше.
При изготовлении небольшого количества деталей может быть применено ручное намазывание клеем.
Подробно перечислить все возможные варианты ручного намазывания клеем очень трудно, так как в каждом отдельном случае требования в смысле порядка нанесения клея различны и не поддаются обобщению. Некоторое различие можно отметить в способах нанесения клея на картонные (жесткие) детали, на бумагу и различные бумажные детали.
Существует много различных способов намазки клея на картонные детали: оплошное или частичное покрытие клеем листов картона или отдельных картонных деталей, или же в процессе сборки коробок намазывают клеем отдельные места.
Клей намазывают при помощи волосяных жестких и мягких мочальных кистей—в зависимости от условий намазки и вида клея. Для этой же цели применяют большие щетки (для намазки больших листов) и более мелкие щетки с ручками для непосредственной намазки разных деталей или покрытия клеем мазальной доски.
Когда требуется на листы; бумаги или бумажные детали нанести клей, по возможности, тонким и равномерным слоем, применяют различные щетки или. кисти, а также способ съема клея, предварительно нанесенного на мазальную доску. Последним способом достигается равномерное и тонкое нанесение клея на бумагу.
В качестве мазальной доски, которая должна быть ровной, применяют металлические пластины, доски, покрытые оцинкованным железом или линолеумом, мраморные, стеклянные и пластмассовые плиты, но лучше всего для этой цели использовать резиновые или обрезиненные пластины. Размер мазальной доски 70X45 см самый приемлемый.
Намазка осуществляется следующим образом. Мазальщица наносит щеткой клей на доску, затем поочередно, то правой, то левой рукой кладет на доску бумажные детали, придерживая один конец их пальцами, и снова отрывает их, в результате чего бумага покрывается тонким слоем клея. Этот метод применяется главным образом для мазки различных полос, этикеток и других мелких деталей. С доски следует периодически снимать скребком излишки застывающего клея. Производительность одной мазальщицы при этом способе составляет от 5 до 12 тыс. деталей в смену, в зависимости от их величины и других условий.
Рабочее место мазальщицы должно быть оборудовано следующим образом: 1) около стола справа на специальной подставке находится клеянка, причем верх клеянки должен быть расположен на уровне плиты стола; 2) мазальная доска расположена на краю стола против рабочего места мазальщицы; 3) слева и против мазальной доски стол покрывают сильно увлажненными тряпками, на которые кладут намазанные клеем детали; здесь детали выдерживают 2—3 мин. для достижения максимальной липкости, и поэтому их укладывают рядами для соблюдения очереди при их наклейке.
Читать далее:
Обработка заказа и составление технологической карты
Статьи по теме:
pereosnastka.ru
Клеевые составы для бытового ремонта и их виды

В быту часто приходится ремонтировать большое количество испорченных вещей, которые имеют разную структуру поверхности, форму и сделаны из различных материалов. Но существует средство, которое помогает сломанным вещам, так сказать, повторно вставать в строй. Этим средством является клей, соединяющий части предметов и собственно сами предметы.
Строительные магазины сегодня предлагают множество клеящих составов для работ ремонтно-строительного характера. Как выбрать из них тот, который сможет обеспечить наилучший эффект? Сначала необходимо выяснить, каково предназначение того или иного клея. Клей представляет собой смесь (жидкую или порошкообразную) с синтетической или натуральной основой. К синтетическим относятся виниловые, силиконовые, акриловые и полиуретановые клеи, а к натуральным – минеральные, животные и растительные.
Поскольку современные клеи по своим эксплуатационным характеристикам в некоторых случаях превосходят даже крепежные материалы, их использование связано не только со склеиванием поверхностей и предметов. Но какой бы ни была область применения этих субстанций, они должны иметь определенные характеристики: обладать высокой адгезией и большой силой сцепления, прочностью, эластичностью, водостойкостью, экологической чистотой. Кроме того, клеи должны быть удобными в использовании и сохранять свои свойства на протяжении длительного времени.
Клеи и их типы

В зависимости от мест использования клеев они делятся на: клеи для напольных покрытий, паркета, потолочных и стеновых покрытий, а также специальные клеи.

С помощью паркетного клея любой паркет можно прикрепить к деревянному, бетонному или цементному основанию. Изготавливается такой состав на основе ПВА, поскольку именно он соединяет деревянные поверхности «намертво». Существуют клеи и на основе латекса. Они характеризуются пластичностью и отсутствием в их составе летучих растворителей. В основе клея для напольных покрытий содержатся синтетические смолы, делающие его экономичным, прочным и устойчивым к температурным колебаниям. Используются также и составы на латексной основе.

Для потолочных и стеновых покрытий из гипсокартонных листов, пластика, дерева и керамики предназначены клеи на основе латекса и цемента, жидкие гвозди и дисперсионные составы. Хорошо себя зарекомендовал виниловый клей, который наносится на виниловые, тканевые, вспененные и тесненные обои. Что касается дисперсионного клея, то он хорошо подходит для стеклообоев.
Однако самым известным обойным клеем является клей КМЦ, который делают на основе карбокси-метилцеллюлозы. Не образуя комков, он отлично разводится в воде, а также прекрасно наносится на поверхность. Различают КМЦ для тяжелых, средних и легких обоев. Отличие этих составов заключается в концентрации основного компонента, от которого прямо пропорционально зависит вязкость клея и тяжесть крепящихся с его помощью обоев.

Говоря о клеях, применяемых для домашнего ремонта, нельзя не вспомнить известный клеевой состав ПВА. Это клей на основе водной дисперсии поливинилацетата. Его можно увидеть на полках почти в каждом доме. С помощью ПВА склеиваются картон, бумага, фанера, ткани, кожа, а также детали, изготовленные из дерева. Этот клей может быть нескольких модификаций, каждая из которых предназначена для конкретных материалов: ПВА-П — для фанеры, шпона, АВП, АСП, дерева; ПВА-М — для дерева, АСП и шпона. Есть также ПВА-Т, с помощью которого можно не только клеить дерево, но и улучшать схватывание поверхности и цементного раствора, в который он добавляется.
Порошковые

Класть керамическую плитку на стену можно на мастике или растворе из цементно-песчаного состава. Однако самым популярным и экономичным клеящим составом для отделки стен данным материалом, а также искусственным и натуральным камнем, является клей на основе цемента, продающийся в виде сухой смеси. В соответствии с указанным на упаковке рецептом, его необходимо затворить водой, нанести зубчатым шпателем на стену, разровнять и после этого прикрепить к поверхности плитку.
Засыхание клея продолжается на протяжении суток, после чего в течение двух дней он набирает прочность.
Универсальные
Для всех видов внутренних работ, таких как поклейка керамической плитки, линолеума и паркета, можно использовать универсальный клей на латексной основе. Наносить состав необходимо ровным тонким слоем на обезжиренную чистую поверхность. На подготовленную поверхность может закрепляться любой материал. Процесс схватывания этого клея длится в течение 0,5-1 часа.
Существует еще один универсальный клей, получивший название "жидкие гвозди". Его отличительной особенностью можно назвать высокую прочность. Благодаря ей он быстро и легко справляется с монтажом и креплением предметов, заменяя обычные гвозди. Используя этот клей, можно склеить практически все материалы: дерево и деревянные отделочные материалы, пробку, фанеру, керамику, гипс, металл и другие. Жидкие гвозди, являясь пластичными, термо- и водостойкими, очень быстро застывают (примерно за 12-24 часа) даже в том случае, если в помещении высокая влажность.
Моментальные

Самым быстрым среди клеящих веществ, несомненно, является старожил данного сектора строительной химии – универсальный клей «Момент», который ни один раз доказывал собственную состоятельность. Такой клей, оправдывая свое название, может за считанные секунды надежно склеивать всевозможные материалы.
Специальные

К специальным типам клея может быть отнесено жидкое натриевое стекло, которое используется для стеклянных, фарфоровых, бумажных и картонных изделий. Такой клей имеет хорошее взаимодействие с материалами на основе минерала. После нанесения клея образуется прочная структура, а получаемое соединение обладает грязеотталкивающими свойствами и является устойчивым к воздействию окружающей среды.
Другим примером специального клея могут выступать герметики, которые позволяют не только заделывать швы и трещины, но и склеивать материалы. В частности, герметики из полиуретана используются для склеивания дерева, пластика, керамики, камня и металла. Быстро затвердевая, эти составы обеспечивают прочное соединение поверхностей, отличаясь пластичностью, водостойкостью, стойкостью к деформации и коррозии.

Хорошую адгезию к дереву, кирпичу, бетону и штукатурке имеют акриловые герметики, образующие пленку уже через 15 минут после нанесения. Они имеют устойчивость к свету, вибрации и ультрафиолетовому излучению. Кроме того, их можно красить, а это при выполнении ремонтных работ имеет определенную важность. А вот герметики из силикона красить не рекомендуется, да это и не нужно, ведь они могут быть разных цветов. Наносятся герметики на сухую, обезжиренную и чистую поверхность прямо из тюбика, в том же случае, если герметик имеет жесткую упаковку – посредством специального пистолета.
Долго хранить вскрытый герметик не нужно, так как при этом он придет в негодность.
Видео
Этот ролик поможет вам выбрать герметик.
www.stroitelstvosovety.ru
Одним из важнейших моментов в изготовлении погнутоклееных деталей является правильное нанесение клея на поверхность
В этой статье мы рассмотрим способы нанесения клея, которые в последнее время все используемые в данной технологии. Количество клея, наносимого на Склеиваемые поверхности, сказывается на себестоимости гнутоклеених заготовок. Так в структуре себестоимости производства гнутоклеених деталей стоимость клея достигает 20-25%. Одновременно от количества клея напрямую зависит прочность клеевого соединения.
В оборудование для нанесения клея относятся следующие требования: равномерное нанесение клея по всей поверхности шпона или плит; поддержания нужной расходы клея во время работы; простота регулирования расхода клея и, конечно, надежность работы и простота технического обслуживания.
Равномерное и дозированное распределение клея обеспечивается различными по конструкции и способу нанесения устройствами. Клей можно наносить на обе Склеиваемые поверхности листьев или только на одну из них. Со вторым поверхностью в последнем случае клей контактирует при сжатии пакета при формообразования гнутоклееного блока в пресс-форме. Рассмотрим несколько способов нанесения клея, наиболее распространенных в производстве гнутоклеених деталей.
Нанесение клея контактным способом
Если объемы производства незначительны или проводятся экспериментальные работы, целесообразно наносить клей вручную, используя предназначенные для этого Клеенаносящие вальцы компании "Клеевые системы Каско". Устройство удобный и облегчает ручную нанесения клея. В конструкции предусмотрена регулировка расхода клея.
Существует несколько типов станков с различной схемой нанесения клея на листы шпона. Наиболее усовершенствованным считается Клеенаносящие станки, выполненный по схеме с дозировочным вальцами. Здесь клей подается в пространство между наносными и дозировочным вальцами и распределяется на обеих сторонах листа шпона вальцами.
Поверхность Клеенаносящие вальцов часто прогумовують с соответствующим профилем канавки.
Конструкция вальцов зависимости от выбранного нарезки позволяет регулировать расход карбамидных клеев в пределах 65-165 г/м2 с диапазоном вязкости клея 45-350 с при ВЗ-246, сопло - 6 мм. Направление подачи шпона должен совпадать с направлением волокон.
Для небольших производств можно рекомендовать Клеенаносящие станки с двумя вальцами, выполненными по упрощенной схеме.
Дозировка клея производится с помощью распределительных ванночек (ракеля). Клеенаносящие вальцы имеют амортизированный устройство, позволяющий пропускать шпон разной толщины. Недостаток таких станков - сложность регулирования, поскольку трудно обеспечить жесткость ракеля и, как следствие, поддерживать нужную расход клея.
В работе с клеем всегда есть проблема стабильной непрерывной работы клееных вальцов и жизнеспособности клея. Чтобы поддерживать его в рабочем состоянии, приходится обычно вручную, готовить клей порциями и по мере надобности доливать его в клеевые вальцы. Но и это не всегда помогает. В клеевой ванночке накапливаются сгустки коагульованого клея. Их периодически вручную удаляют, иначе они забивают канавки на клеевых вальцах.
Во избежание потери клея и обеспечить бесперебойную работу клейоних вальцов рекомендуют использовать миксеры (смесители) клея и отвердителя, а также централизованно подавать клеевые материалы к вальцов.
Нанесение клея ленточным способом
Это прогрессивный способ: клея равномернее распределяется по поверхности шпона, чем при нанесении вальцами. Такие машины легче приспособить к работе в автоматизированных поточных линиях. Можно пропускать шпон как с продольным, так и с поперечным направлением волокон. Максимальная скорость подачи установки практически неограниченно. Клей с резервуара подается насосом по трубопроводу через перепускной клапан и фильтр в распределительную трубку с отверстиями, через которые клей выливается на поверхность шпона.
Для поддержания нужной вязкости клея постоянно осуществляется подача свежей порции (автоматически или полуавтоматически. Расход клея регулируется изменением скорости подачи шпона.
Помимо указанных преимуществ, можно отметить, что машины для нанесения клея наливом простые по конструкции, удобны в эксплуатации, поскольку не требуют смазки, их легко очищать от остатков клея, не нужно перенастраивать при изменении толщины шпона. А это особенно важно в производстве гнутоклеених деталей, где возможно использование шпона различной толщины в одном пакете (блоке). Кроме того, потери клея здесь минимальны, шероховатость поверхности шпона не сказывается на толщине слоя клея, наносимого, а производительность выше, чем в клеевых вальцов.
Система охлаждения клеевых систем
В теплый период года жизнеспособность клея продолжают, охлаждая клеевыми составами. Эффективнее охлаждать клей, прокачуючы воду через дозировочные ролики. При использовании двовальцьови Клеенаносящие станки, то воду можно прокачивать через специально встроенную щель в клеевом лотке (ракеля). Таким образом, температура в зоне нанесения клея поддерживается на низком уровне, что продолжает жизнеспособность смеси. Так, жизнеспособность клеевой системы "Каскорит 1203Л/Затверджував 2581" при разных температурах колеблется следующим образом: -15 - 4:00; 20оС - 3:00; 25оС - 1,5 часа. Такие показатели характерны и для других систем на основе карбамидных смол. Как видим, для продолжения жизнеспособности клеевой смеси целесообразными являются меры по охлаждения клеевых вальцов.
Эффективными являются вальцы мод. 6237 компании "Клеевые системы Каско" для двустороннего или одностороннего нанесения клея. Этот станок в своей конструкции уже предусматривает возможность охлаждения клея по варианту, изображенным на рис. 7а. Кроме того, данный станок легко совмещается со смесительным оборудованием (миксер) "Каско". Все основные детали выполнены из нержавеющей стали, что облегчает уход и повышает надежность и долговечность станка. Его рабочая стандартная ширина - 400 или 600 мм. Возможны и другие рабочие ширины.
После окончания работы клеевые вальцы необходимо тщательно промыть, иначе может нарушаться их прорезиненный слой. Материалы и станок отмывают теплой водой до утверждения клея. Для облегчения следующего промывания клеевых вальцов рекомендуется использовать Glue Wash 4450 (фирма "Клеевые системы Каско". К клеевой смеси вводится моющее средство 4450 из расчета 1% от остаточной массы в клеевых вальцах. После его добавки станок оставляют работать на холостом ходе течение 5 минут, чтобы все содержимое хорошо перемешался. После этого Клеенаносящие станки легко промыть теплой водой.
В последнее время все острее встает вопрос охраны окружающей среды. Сброс остатков клея и промывной воды в общую канализационную систему может быть запрещено. В этом случае рекомендуем утилизировать промышленную воду: воду и остатки смешивают с опилками или другими отходами, поступающими в котельные и сгорят.
www.promwood.com