Понятие о неразъемных соединениях. Виды неразъемных соединений. Неразъемное соединение можно реализовать с помощью
Неразъемные соединения деталей
Неразъемные соединения – это соединения, разборка которых невозможна без повреждения самих деталей. К неразъемным соединениям относят заклепочные, сварные, клееные и паяные соединения. Кроме того в эту группу относят соединения, полученные запрессовкой, заливкой, развальцовкой, кернением, сшиванием и др.
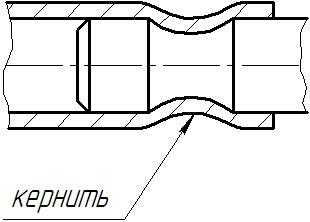
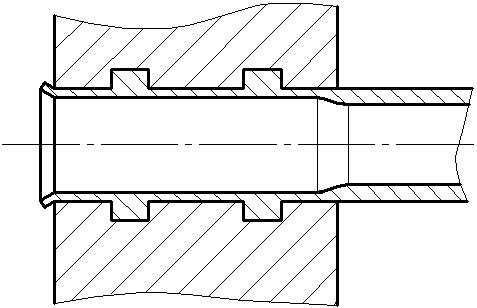 Вальцовка и кернение осуществляются деформацией соединяемых деталей (рис. 75). Сшивание нитками, металлическими скобками применяется для соединения бумажных листов, картона и различных тканей.
Вальцовка и кернение осуществляются деформацией соединяемых деталей (рис. 75). Сшивание нитками, металлическими скобками применяется для соединения бумажных листов, картона и различных тканей.
а б
Рис. 75 Соединение деталей развальцовкой (а) и кернением (б).
Сварные соединения
Сварные соединения получают с помощью сварки.
Сварка – процесс получения неразъемного соединения твердых предметов путем местного их нагревания до расплавленного или пластического состояния без применения или с применением механических усилий.
После затвердевания расплавленный металл образует сварной шов. Сварные швы разделяют на несколько видов (рис. 76):
1. стыковые (детали соединяют торцами), обозначают буквой С.
2.
угловые (свариваемые детали образуют угол), обозначают буквой У.3. тавровые (свариваемые детали образуют форму буквы Т), обозначают буквой Т.
4. внахлестку (кромки свариваемых деталей набегают друг на друга внахлестку), обозначают буквой Н.
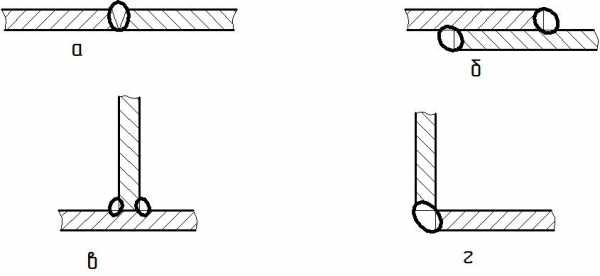
Рис. 76 – Сварные швы:
а – стыковой, б – внахлестку, в – тавровый, г - угловой
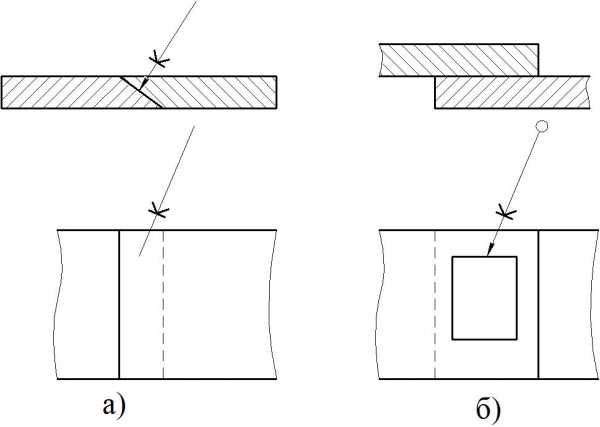
Швы сварных соединений независимо от способа сварки изображают условно: видимые швы – сплошной основной линией (рис. 77 а), невидимые швы – штриховой (рис. 77 б). Видимую одиночную сварную точку изображают условно знаком «+» (рис. 77 в).
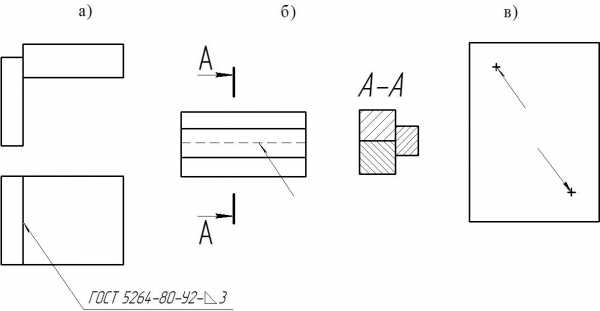
а б в
Рис. 77 Изображение сварных швов:
а – видимого; б – невидимого; в - сварной точкиУсловное обозначение сварного шва (по ГОСТ 2.312-72) состоит из следующих элементов (рис. 77):
1. Вспомогательные знаки: – монтажный шов, ¡ – шов по замкнутой линии, – шов по незамкнутой линии.
2. Номер стандарта на типы и конструктивные элементы сварного шва.
3. Буквенно-цифровое обозначение шва по стандарту.
4. Условное обозначение способа сварки (допускается не приводить).
5. Знак « » и размер катета шва в мм.
6. Для прерывистого шва – размер провариваемого участка, для цепного шва знак «–» или знак « Z» для шахматного шва и размер шага.
7. Вспомогательные знаки по дополнительной обработке шва: ¡ – усиление шва снять, ÈÈ – наплывы и неровности шва обработать с плавным переходом к металлу.
Если сварные швы, указанные на чертеже, выполняются по одному стандарту, обозначение стандарта записывают в технических требованиях чертежа.
Клеевые соединения
Склеивание – соединение разных материалов различными видами клея.
Клеевой шов на чертеже изображают линией толщиной 2S (рис. 78). На линии-выноске чертят условный знак, напоминающий букву «К». Если шов выполняется по периметру, то линию-выноску заканчивают окружностью. Марка клея записывается в технических требованиях или в спецификации в разделе «Материалы».
а б
Рис. 78 Изображение и обозначение клеевых соединений:
а – с косым срезом; б – по замкнутой линииПаяные соединения
Паяные соединения широко применяются в приборостроении и электротехнике.
Пайка – процесс соединения материалов, находящихся в твердом состоянии, посредством расплавленного присадочного материала, называемого припоем.
Паяные соединения на чертеже изображают линией толщиной 2S (рис. 79). Для обозначения пайки на линии-выноске, заканчивающейся стрелкой, используют условный знак – дуга, выпуклостью к стрелке.
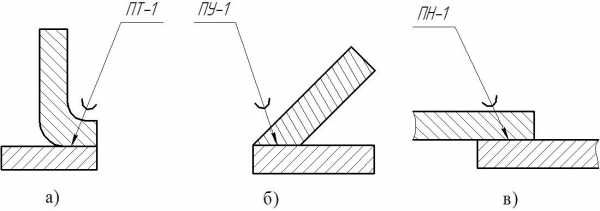
а б в
Рис. 79 Паяные соединения:
а – тавровые; б – угловые; в – нахлесточные
Похожие статьи:
poznayka.org
Понятие о неразъемных соединениях. Виды неразъемных соединений
Вразличных конструкциях изделий и сооружений используют подвижные и неподвижные соединения отдельных их частей и деталей, а также разъемные и неразъемные соединения.
К разъемным (демонтируемым) соединениям относят такие, которые могут быть полностью разобраны без повреждения составляющих их частей и крепежных деталей. Остальные относят к неразъемным соединениям, которые можно разделить на две группы. К первой группе относят соединения с гарантированным натягом, получаемым без дополнительных средств крепления. Они используются, как правило, при сборке готовых деталей. Ко второй группе относят соединения, осуществляемые с помощью сварки, пайки, склеивания, клепки. 1 Их широко используют как при сборке, так и в заготовительном производстве.
Заготовки сложной конфигурации и крупногабаритные, состоящие из нескольких частей, наиболее часто получают методом сварки.
Применение сварных заготовок обеспечивает значительную экономию металла и снижение их массы посравнению с заготовками, полученными ковкой или литьем, и клепаными, а также снижение трудоемкости изготовления. Сварные соединения часто обеспечивают большую прочность и надежность при эксплуатации по сравнению с другими видами неразъемных соединений. Поэтому сварку считают одним из прогрессивных технологических процессов изготовления металлоконструкций. Ее можно применять в сочетании с другими процессами, например со штамповкой. Комбинированные методы заготовительного производства (штамповка — сварка) обеспечивают изготовление заготовок сложной формы, близких по размерам к готовым деталям при снижении расхода металла и трудоемкости последующей обработки. Внедрение комбинированных технологических процессов является одним из направлений решения задачи, поставленной XXVI съездом КПСС по совершенствованию заготовительной базы машиностроительного производства.
Нашей стране принадлежит приоритет в изобретении и развитии методов сварки. В 1802 г. русский ученый! акад. В. В. Петров открыл явление электрической дуги, которая обеспечила возможность нагревать и расплавлять металлы.
В 1882 г. русский инженер Н. Н. Бенардос предложил способ электродуговой сварки неплавящимся угольным электродом, а в 1888 г. инженер Н. Г. Славянов разработал метод дуговой сварки плавящимся металлическим электродом. Эти методы являются основой современного сварочного производства, они получили широкое распространение во всех странах мира.
Наука о процессах сварки и сварочная техника получили бурное развитие после Великой Октябрьской революции. Особые заслуги в области создания и совершенствования современных методов сварки, их автоматизации и механизации принадлежат Научно-исследовательскому институту электросварки АН УССР и его основателю акад. Е. О. Патону. В 1969 г. впервые в мире была осуществлена сварка в космосе плазменной дугой, дугой с плавящимся электродом и электронным лучом.
В решении одной из важных задач, поставленных XXVI съездом КПСС перед металлообрабатывающими отраслями промышленности по снижению металлоемкости и экономии металла, существенная роль принадлежит процессам сварки. Более широкое внедрение сварных конструкций взамен полученных ковкой и литьем, как правило, обеспечивает значительную экономию металла и облегчает процессы их изготовления.
Важнейшей задачей, стоящей перед сварочным производством, является комплексная механизация и автоматизация процессов сварки. В настоящее время полностью механизированные сварочные станы используются при изготовлении тонкостенных труб большого диаметра, котлов для нефтехранилищ; сварочные конвейеры — при изготовлении автомобилей и комбайнов в массовом производстве. Сейчас создается робототехника, способная выполнять заданную программу и управлять процессами при больших скоростях. На промышленных предприятиях имеются отдельные роботы-сварщики 1-го поколения, работающие по жесткой программе и выполняющие тяжелые физические работы. Уже разрабатываются роботы 2-го поколения, оснащенные органами, реагирующими на изменения условий сварки.
Похожие статьи:
poznayka.org
Виды соединений
Любые машины, их узлы и агрегаты состоят из множества различных отдельных деталей. Все эти детали определенным образом взаимодействуют между собой, составляя единый целый функционирующий механизм. Взаимодействие это определяет виды соединения деталей. Соединения могут быть как разъемными, так и неразъемными.
Разъемные соединения
Разъемные соединения – это те, при помощи которых возможно, как правило, неоднократно произвести сборку и разборку узлов механизма. Примеры разъемных соединений – это резьбовые, шплинтовые, штифтовые, зубчатые и пр. В свою очередь, они могут быть как подвижными, так и неподвижными.
Разъемные соединения получили широкое применение там, где необходима периодическая замена одной детали на другую в связи с регламентным обслуживанием или ремонтом механизма, смены какого-либо рабочего элемента машины (приспособление, инструмент), для постоянной или временной фиксации детали, периодическим взаимодействием деталей механизмов друг на друга в процессе их работы и т.д. Такие соединения образуются при помощи крепежных резьбовых элементов (болты, резьбовые шпильки, различные гайки, винты), ходовых винтов (червячных, шнековых), шлицов (зубьев) сопрягаемых деталей, шпонок, штифтов, шплинтов, клиньев, а также комбинацией нескольких таких элементов. Возможно разъемное соединение способом сочленения специальных выступов на скрепляемых деталях.
Резьбовое соединение – самое распространенное из разъемных соединений. Широко применяется оно из-за простоты и легкости монтажа и демонтажа, а также относительно низкой стоимости изготовления крепежных элементов. Резьба представляет собой ряд равномерно расположенных друг от друга выступов постоянного сечения различной формы, образованных на боковой поверхности прямого кругового стержня или конуса. Она бывает метрической (наиболее используемая в крепеже) и дюймовой (применяется в трубных соединениях). Также по различным признакам резьба может классифицироваться как цилиндрическая и коническая, трапецеидальная, круглая, упорная, ходовая, одно- и многозаходная. Могут изготавливаться нестандартные и специальные резьбы.
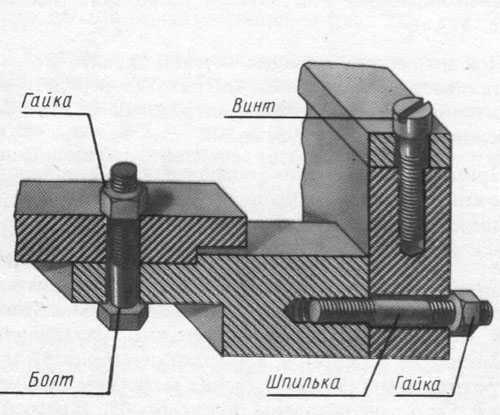
Рис. Резьбовое соединение.
Соединения при помощи ходовых винтов используется там, где необходимо преобразование вращательного движения в поступательное для перемещения суппортов, кареток, фартуков и других механизмов.
Зубчатое соединение представляет собой скрепление деталей при помощи шлицов-зубьев, по сути это многошпоночное соединение, где шпонки составляют монолитное целое с деталью, например, валом, и расположены вдоль ее продольной оси. Такие соединения используются в коровках передач, в карданных валах, в узлах, где происходит перемещение вдоль осей валов.

Рис. Зубчатое соединение.
Шпоночное соединение используется для фиксации одной вращающейся ведомой детали на другой – ведущей. Так при помощи шпонки крепится колесо, шкив на валу для передачи крутящего момента. Для белее точной фиксации вместо шпонок используется штифтовое соединение.
Рис. Штифтовое соединение
Шплинты применяются в основном для стопорения прорезных и корончатых гаек.
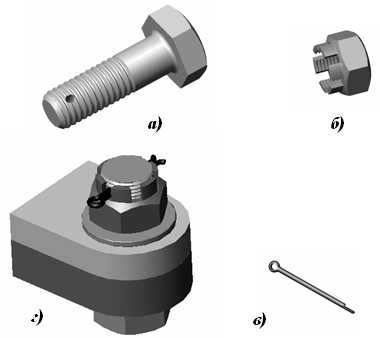
Рис. Шплинтовое соединение
Неразъемные соединения
Неразъемные соединения – это те, разборка которых невозможна без механических воздействий, разрушающих и/или повреждающих сопрягаемые детали. Образовываться такие соединения могут при помощи сварки, пайки, склепки и даже склеивания деталей между собой.
Для неразъемного соединения применяют методы:
- сварки,
- склепки,
- склейки,
- опрессовки,
- развальцовки,
- посадки с натягом,
- сшивания,
- кернения.
Такие соединения имеют место там, где оно работает весь срок службы машины, механизма, агрегата или узла, и требуется неподвижная фиксация деталей относительно друг друга.
Сварка представляет собой соединение, в процессе которого разогреваются детали, изготовленные из различных материалов (сталь, пластмасса, стекло), до состояния частичной или полной пластичности в местах их скрепления.

Рис. Сварка
В отличии от сварки при соединении пайкой детали не прогреваются до пластического или расплавленного состояния, а роль скрепляющего элемента играет расплавленный припой из материалов, имеющих существенно более низкую температуру плавления, чем сопрягаемые элементы.

Рис. Пайка
В клеевых швах вместо припоя используются различные клеевые составы.
Соединения при помощи клепки хорошо выдерживают вибрационные и температурные нагрузки, устойчивы к коррозии. Склепываются также трудносвариваемые материалы и материалы, различные по своему химическому составу. Такое соединение образуется при помощи заклепок с коническими, сферическими или коническо-сферическими головками. Существуют также комбинированные вытяжные заклепки, увеличивающие быстроту монтажа.
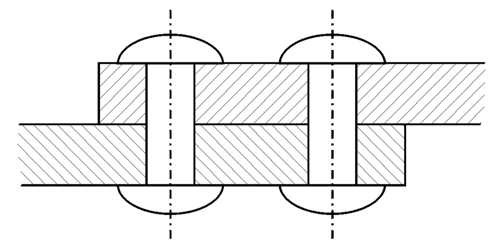
Рис. Соединение при помощи клепки
Опрессовка позволяет армировать изделия, выполняя изолирующие функции от коррозионного воздействия.

Рис. Опрессовка
Кернение и вальцовка осуществляются за счет деформации деталей в месте соединения.
Посадка с натягом производится при определенных терморежимах с определенными допусками изготовленных деталей.
www.big-krepeg.ru
Неразъемное соединение - Большая Энциклопедия Нефти и Газа, статья, страница 1
Неразъемное соединение
Cтраница 1
Неразъемные соединения не позволяют разбирать узлы без разрушения или повреждения деталей. Применение неразъемных соединений обусловлено в основном технологическими и экономическими требованиями. [1]
Неразъемные соединения способны выдерживать большие давления, однако малый опыт их использования не позволяет дать необходимые рекомендации. [3]
Неразъемные соединения из пластмасс получают сваркой и склеиванием. Образование неразъемного соединения является результатом взаимной диффузии молекул полимера в контактирующих поверхностях или химической реакции присоединения. [4]
Неразъемные соединения не позволяют разбирать узлы без разрушения или повреждения деталей. К этой группе относятся заклепочные, сварные, паяные, клеевые и прессовые соединения. [5]
Неразъемные соединения из пластмасс получают сваркой и склеиванием. [6]
Неразъемные соединения характерны тем, что их нельзя разобрать без повреждения соединяемых деталей. К таким соединениям относятся заклепочные и сварные соединения, а также соединения склеиванием, пайкой. [7]
Неразъемные соединения характеризуются тем, что их нельзя разобрать без повреждения соединяющих элементов. К таким соединениям относятся заклепочные и сварные соединения, а также соединения склеиванием, пайкой. [8]
Неразъемные соединения характеризуются тем, что их нельзя разобрать без повреждения соединяемых элементов. К таким соединениям относятся заклепочные и сварные соединения, соединения пайкой и склеиванием и соединения за счет гарантированного натяга. [9]
Неразъемные соединения в металлических системах осуществляются сваркой или пайкой. [10]
Неразъемные соединения рассматриваются в гл. [11]
Неразъемные соединения служат для соединения деталей машин, различных металлических или неметаллических изделий машиностроения и приборостроения, а также для изготовления сложных металлоконструкций. [12]
Неразъемные соединения исключают расход болтов, сжимных плит и других деталей, при этом повышается производительность труда, упрощается эксплуатация электроустановки и устраняются потери электроэнергии в контакте. [13]
Неразъемные соединения выполняют прессованием, на заклепках, склеиванием, сваркой и развальцовыванием. При прессовании необходимо, чтобы соединяемые детали имели направляющие фаски с углом 10, высота которых должна превышать величину отношения наибольшего натяга к удвоенному тангенсу утла. При соединении деталей ответственных аппаратов, работающих при значительных нагрузках, для большей надежности применяют дополнительные крепления клеем, шпонками, шлицами. Соединения заклепками следует применять только при сборке деталей из слоистых пластмасс, так как в других случаях они менее рациональны из-за дополнительных внутренних напряжений, возникающих от вибрационной ударной нагрузки. В качестве материала для заклепок предпочтительны медь и алюминий. Детали из термопластов часто соединяют фрикционной и прутковой сваркой. [14]
Неразъемные соединения делают на заклепках, склейкой, а также на самонарезающих резьбу винтах. Склепка применяется главным образом для прочных типов пластмасс ( ( текстолит, волок-нит, гетинакс), так как изделия из пресспорошков недостаточно прочны и при клепке часто дают сколы и трещины. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Неразъемное контактное соединение - Большая Энциклопедия Нефти и Газа, статья, страница 1
Неразъемное контактное соединение
Cтраница 1
Неразъемные контактные соединения являются наиболее распространенными в конструкциях РЭС ввиду их высокой надежности, малых габаритов и низкой стоимости. Малые габариты обусловливают также хорошие частотные свойства контактов. Неразъемные контактные соединения реализуются пайкой, сваркой, клейкой. Преимуществами контактирования пайкой являются простота процесса и хорошая ремонтопригодность. Технология накладывает ограничения на конструкцию. [1]
Неразъемные контактные соединения, в которых при работе аппарата не происходит отделения или перемещения одной контактной поверхности относительно другой. Эти соединения осуществляются болтами, заклепками, опрессовкой и другими механическими способами. [2]
Неразъемные контактные соединения могут осуществляться способами сварки, литья, лайки, опрессования, обжатия и волочения соединяемых проводников. Соединение при этом получается цельнометаллическим или монолитным. [3]
Неразъемные контактные соединения выполняют пайкой или холодным обжатием. [5]
Основными параметрами неразъемных контактных соединений являются: незначительное воздействие технологических факторов на соседние участки; хорошая ремонтопригодность; возможность механизации и автоматизации технологического процесса контактирования. [7]
При осмотре пускорегулирующей аппаратуры особенно тщательно проверяют неразъемные контактные соединения, включающие контакты, электромагниты, механизмы аппаратов. [8]
Однако пластическая деформация материала контактов более характерна для неразъемных контактных соединений, в которых контактное нажатие достигает нескольких тысяч ньютонов. В размыкаемых контактных соединениях контактное нажатие значительно ниже, и пластическая деформация происходит, как правило, при первоначальном соприкосновении грубо обработанных поверхностей и преимущественно в материалах с низким пределом текучести. При повторных замыканиях контактов преобладает упругая деформация. [9]
Контактные зажимы для присоединения питающих проводов в электроустановочных устройствах, как правило, неподвижны и представляют собой неразъемные контактные соединения. Как указывалось ранее, эти зажимы выполняются винтовыми или безвинтовыми. [10]
Неразъемным называют такое контактное соединение токоведу-щих частей, которое не может быть разобрано на части без его разрушения. Неразъемные контактные соединения выполняют пайкой, сваркой или опрессовкой. [11]
Неразъемные контактные соединения являются наиболее распространенными в конструкциях РЭС ввиду их высокой надежности, малых габаритов и низкой стоимости. Малые габариты обусловливают также хорошие частотные свойства контактов. Неразъемные контактные соединения реализуются пайкой, сваркой, клейкой. Преимуществами контактирования пайкой являются простота процесса и хорошая ремонтопригодность. Технология накладывает ограничения на конструкцию. [12]
При компоновке электрического аппарата обязательно учитываются эксплуатационные требования. Электрический аппарат компонуется таким образом, чтобы обеспечить свободный и удобный осмотр в эксплуатационных условиях, на месте его установки. Предусматривается свободный доступ к крепежным деталям, особенно к крепежу неразъемных контактных соединений, который в эксплуатации систематически подтягивается. Конструкция аппарата, находящегося в металлическом корпусе или оболочке, должна иметь заземляющий болт с соответствующим условным обозначением на его головке. В аппаратах небольших габаритов в качестве заземляющего болта может быть использован один из крепежных болтов; металл корпуса в этом месте лудится. [13]
Алюминий применяется в болтовых контактных соединениях, когда сопротивление в месте контактирования невелико, а вредное воздействие агрессивных сред исключено. Наличие окислов на поверхности, низкая температура плавления, высокая интенсивность дуговой эрозии, в несколько раз превышающая эрозию меди и серебра в сопоставимых условиях, делают этот контактный материал непригодным для разрывных контактов. Алюминий широко применяется в качестве материала для токоведущих шин. Чтобы осуществлять неразъемные контактные соединения, алюминиевые детали плакируются медью или на них с помощью холодной сварки устанавливаются медные наконечники. [15]
Страницы: 1
www.ngpedia.ru
Неразъемное соединение - Большая Энциклопедия Нефти и Газа, статья, страница 4
Неразъемное соединение
Cтраница 4
Неразъемные соединения должны выполняться сваркой. [46]
Неразъемные соединения дешевле и проще в изготовлении, чем разъемные, но применяются только в тех случаях, когда не требуется разборки трубопровода. Стальные трубопроводы всех видов в этом случае соединяются сваркой. [48]
Неразъемные соединения такого демонтажа не допускают. Трубопровод, смонтированный с применением неразъемных соединений, представляет собой одно сплошное целое, и его демонтаж возможен только при условии разрушения стенок труб или деталей, с помощью которых это соединение осуществлено. [49]
Неразъемные соединения могут быть выполнены, например, клепкой ( фиг. [50]
Неразъемные соединения легче всего осуществляются в стеклянных системах. Стекло легко паяется в случае, если спаиваются деталл из стекла, обладающего одним и тем же коэффициентом теплового расширения. Чтобы спаивать детали с различными коэффициентами расширения, необходимо применять переходные кольца ( при спаивании трубок) из стекла, имеющего промежуточный коэффициент теплового расширения. Качество спайки стеклянных деталей между собой легко может быть проверено индикатором Тесла. Фарфоровые трубки и трубки из тугоплавкого стекла спаиваются друг с другом без особого труда, если их диаметры не более 12 мм. Кварц припаивается к трубке из тугоплавкого стекла с помощью хлористого серебра, плавящегося при температуре 450 С. [51]
Неразъемные соединения в металлических системах осуществляются сваркой или пайкой. Пайке, как правило, подвергаются трубы небольшой длины и малого диаметра. В качестве припоев используются: оловянно-свинцовый припой - точка плавления 180 - 200 С; оло - вянно-серебряный припой - точка плавления - 400 С; твердый припой ( ПМЦ-54 или Пср45) - точка плавления - 700 С; медно-цинковый припой - точка плавления - 875 С. Применяется пайка стальных деталей медью в водородной печи, обеспечивающая хорошую механическую прочность и герметичность швов. Вакуумно-ллотно е соединение деталей может быть также произведено автогенной или дуговой, сваркой. Сварка проводится в такой последовательности, чтобы остаточные напряжения были ( наименьшими, иначе в процессе эксплуатации могут появиться трещины в швах. Далее следует тщательно удалять все следы флюса из швов. [52]
Неразъемные соединения, свойственные сварным узлам аппаратов. На соединения второй труппы система допусков и посадок ИСО и ЕСДП не распространяется, они нормируются допусками отраслевых стандартов, технических условий и требований. [53]
Неразъемное соединение может быть выполнено клепкой, сваркой, пайкой, запрессовкой, склеиванием. [54]
Неразъемные соединения в таких системах предпочтительно везде, где это только возможно, выполнять с помощью аргонно-дуговой или гелиево-дуговой сварки. [55]
Неразъемные соединения выполняются при изготовлении деталей и узлов, а также при монтаже трубопроводов из полипропиленовых труб в легкодоступных местах. [56]
Неразъемные соединения приходится разбирать с повреждением или разрушением отдельных деталей. К неразъемным соединениям относятся сварные, а также выполненные паянием, склеиванием, клепкой, развальцовкой и, наконец, прессовые посадки с гарантированным натягом. [57]
Неразъемные соединения не позволяют разъединять детали без их повреждения. Применение неразъемных соединений обусловлено в основном технологическими и экономическими требованиями. [58]
Неразъемные соединения, как уже указывалось, делают главным образом на сварке, обеспечивающей необходимую прочность, долговечность и герметичность. [60]
Страницы: 1 2 3 4
www.ngpedia.ru
Способ изготовления неразъемного соединения двух тел, выполненных из разнородных металлов, и неразъемное соединение, получаемое этим способом
Изобретение относится к способам соединения разнородных металлов и может найти применение в производстве сборочных единиц изделий, используемых в приборостроении, в авиации, космической и ракетной технике, транспорте, связи, электронике, электротехнике и других областях. При соединении двух тел из разнородных металлов на поверхность по меньшей мере одного из тел наносят покрытие из металла, способного образовывать эвтектику и интерметаллид с тем из разнородных металлов, который имеет меньшую температуру плавления. Покрытие наносят толщиной, достаточной для образования градиентного композита с полным переходом металла покрытия в градиентный композит. Нагрев и компрессию осуществляют в условиях, обеспечивающих полный переход металла покрытия в градиентный композит. Неразъемное соединение включает два тела из разнородных металлов и диффузионную зону соединения в виде градиентного композита, включающего эвтектику и, по меньшей мере, один интерметаллид. Изобретение позволяет избежать хрупкого разрушения зоны соединения, особенно при длительных циклических нагрузках. 2 с. и 14 з.п.ф-лы, 8 ил.
Изобретение относится к металлургии и машиностроению, а точнее к способам соединения разнородных металлов, и может найти применение в производстве сборочных единиц изделий, используемых в приборостроении, в авиации, космической и ракетной технике, транспорте, связи, электронике, электротехнике и других областях.
Имеются многочисленные способы соединения разнородных металлов. К ним относят, в частности, сварку, в т.ч. диффузионную, и пайку. В последней для соединения тел используют легкоплавкие пластичные припои, прочность которых не превышает прочности материалов соединяемых тел. Диффузионная сварка представляет собой одну из разновидностей сварки давлением. При диффузионной сварке металлов в твердом состоянии получают монолитное соединение за счет образования связей на атомарном уровне, появляющихся в результате сближения контактных поверхностей в процессе локальной пластической деформации, как правило, при повышенной температуре, обеспечивающей взаимную диффузию в поверхностных слоях соединяемых материалов. Известны разные варианты соединения разнородных металлов методом диффузионной сварки. Так, в соответствии с решением по патенту RU 2091200, В 23 К 20/04 от 23.06.93 многослойное изделие втулочного типа изготавливают при следующей очередности технологических операций: - сборка сердечника с наружной и внутренней оболочками; - калибровка сборной заготовки одновременно по наружной и внутренней поверхностям с утонением стенок оболочек; - закатка и сварка открытых концов заготовки; - термодиффузионная обработка; - деформирование заготовки последовательным калиброванием ее наружной и внутренней поверхностей без утонения стенок оболочек. В соответствии с заявкой 0376248 ЕПВ С 23 С 26/00, F 28 F 19/06 деталь для ребер теплообменника выполнена в виде полосы из меди или медного сплава с диффузионным слоем из меди и цинка на одной стороне, поверх указанного слоя расположен еще один диффузионный слой из меди, цинка и элемента с более низким коэффициентом диффузии в меди, чем у цинка. В результате массообмена между соединяемыми поверхностями происходит образование качественно нового переходного слоя в процессе исчезновения поверхностей раздела и рекристаллизации структуры в этом месте. Необходимо заметить, что при таком соединении разнородных металлов появляются промежуточные структурные составляющие, которые, как правило, ухудшают качество исходных металлов в зоне сварки, если образуются эвтектики или интерметаллиды. Иногда указанные изменения в зоне формирования сварного соединения протекают весьма медленно из-за наличия оксидов или низкой диффузионной подвижности атомов металлов соединяемых тел либо сопровождаются появлением значительных по величине остаточных напряжений, как правило, ухудшающих эксплуатационные характеристики сварных соединений. Для устранения подобных нежелательных явлений применяют промежуточные материалы различного функционального назначения. Известен способ соединения разнородных металлов с использованием материала-демпфера, снижающего термонапряжения, которые возникают при сварке металлов с различными по величине температурными коэффициентами линейного расширения ("Теория, технология и оборудование диффузионной сварки". Под общей редакцией доктора техн. наук В.А. Бачина. - М.: Машиностроение, 1991 г., стр. 150). Данный способ является наиболее близким к заявляемому по технической сущности и выбран авторами в качестве прототипа. Согласно этому способу соединение из алюминия и стали получают, используя промежуточные покрытия, наносимые на стальные детали гальваническим или химическим путем, напылением в вакууме или другими способами. Покрытие из цинка, серебра, меди, никеля, по данным авторов книги, предотвращает или замедляет образование интерметаллидов. Алюминий или алюминиевый сплав АМц соединяют со сталью марок 30, Ст3, Ст15 или армко-железом через никелевое покрытие, которое наносят на стальную деталь через подслой меди. Сварка в вакууме со степенью разрежения 10-1 Па при Т= 823К, р=1215 МПа, t=2 мин может обеспечить, по мнению авторов указанного источника, равнопрочность соединения с алюминием и сплавом АМц соответственно. Однако прямых доказательств такому утверждению нет, а на практике равнопрочность если и достигается, то только в условиях кратковременных испытаний на растяжение, сдвиг, кручение. Кроме того, рассматриваемый процесс соединения разнородных металлов требует весьма сложного и дорогостоящего оборудования, содержащего в том числе системы нагружения, нагрева и вакуумирования. Это сильно усложняет технологию, в результате существенно сужается номенклатура узлов (сборочных единиц), для изготовления которых может быть реализован данный способ. По существу он обеспечивает изготовление деталей лишь простейшей конфигурации: плоские пластины, цилиндры правильной формы и тому подобные изделия с близкими размерами по сечению. Общим недостатком известных решений, в т.ч. прототипа, является ненадежность в эксплуатации неразъемных тел, выполненных соединением разнородных металлов, в условиях длительного воздействия знакопеременных циклических нагрузок. Изделия разрушаются особенно часто по зоне соединения из-за образовавшихся низкопрочных или хрупких фаз в виде сплошных слоев. Задачей изобретения является создание технологии получения неразъемных соединений для изделий из разнородных металлов, имеющих значительный ресурс и надежность в процессе эксплуатации, преимущественно при длительном воздействии знакопеременных нагрузок, за счет контролируемого исключения хрупких и низкопрочных слоев в диффузионной зоне. Задачей изобретения также является удешевление и упрощение технологии изготовления неразъемных изделий из разнородных металлов с одновременным повышением производительности труда за счет исключения необходимости использования оборудования, требующего сложных систем контроля среды, вакуумирования, нагрева и нагружения. Технический результат изобретения состоит в обеспечении прочностных характеристик зоны соединения до уровня, не меньшего уровня наименее прочного из разнородных металлов, при сохранении пластичности данной зоны. Технический результат достигается тем, что в способе изготовления неразъемного соединения двух тел, выполненных из разнородных металлов, включающем нанесение металлического покрытия на поверхность, по меньшей мере, одного из тел, контактирование, нагрев и горячую компрессию, покрытие наносят из металла, способного образовывать эвтектику и, по меньшей мере, один интерметаллид с, по меньшей мере, тем из разнородных металлов, который имеет меньшую температуру плавления, при этом покрытие наносят толщиной, достаточной для образования градиентного композита с полным переходом металла покрытия в градиентный композит, нагрев и компрессию осуществляют в условиях, обеспечивающих полный переход металла покрытия в градиентный композит, а процесс образования градиентного композита контролируют. Указанный контроль заключается в целенаправленном получении градиентного композита заданного химического и фазового составов с достаточно высоким уровнем пластичности и основан на результатах проведенных авторами исследований, позволяющих установить оптимальный характер распределения эвтектики и интерметаллидных фаз в зоне соединения (диффузионной зоне). Неразъемное соединение, изготовленное предлагаемым способом, включает два тела, выполненные из разнородных металлов, и диффузионную зону соединения, выполненную в виде градиентного композита, включающего эвтектику и, по меньшей мере, один интерметаллид, образованные дополнительным металлом и, по меньшей мере, тем металлом одного из тел, который имеет меньшую температуру плавления, при этом содержание каждого из разнородных металлов изменяется по ширине зоны соединения навстречу друг другу в пределах 0-100 мас.%, содержание дополнительного металла изменяется по ширине зоны в пределах от 0 до максимального значения в средней части зоны, твердость сохраняет постоянство по ширине зоны с отклонением от средней величины не более 25%, а в случае разрушения неразъемного соединения излом имеет пластичный характер. Градиентный композит представляет собой материал переменного состава в объеме переходной зоны, который термодиффузионно образуется из разнородных металлов соединяемых тел и металла промежуточного покрытия. Композит синтезируется из матрицы - эвтектики, получаемой из металла покрытия и, по крайней мере, того из металлов тел, который имеет меньшую температуру плавления. В матрице диффузионно распределены элементы контактируемых металлов (сплавов) и интерметаллиды переменного состава согласно соответствующим диаграммам состояния. Интерметаллиды выполняют функцию упрочняющих фаз. Только наличие такой достаточно своеобразной и сложной структуры и состава композита обеспечивает благоприятное сочетание прочности и пластичности, т.к. исключаются сплошные слои хрупких по природе интерметаллидов или в чистом виде эвтектических составляющих, которые характеризуются пониженными значениями температуры плавления и прочности. При наличии указанного градиентного композита разрушение неразъемного соединения двух тел имеет пластичный характер. Согласно заявляемому способу нагрев и горячую компрессию осуществляют на воздухе или в инертной атмосфере, что в совокупности с конкретными режимами и последовательностью осуществления стадий процесса обеспечивает получение неразъемного соединения тел из двух разнородных металлов с зоной соединения, включающей дополнительный металл и имеющей прочностные характеристики не ниже, чем у менее прочного из разнородных металлов. Возможны различные режимы и варианты последовательности операций, позволяющие решить поставленную задачу. Так, для обеспечения более плотного контакта шероховатых поверхностей в ряде случаев целесообразно нагрев выполнять в 2 этапа. Сначала предварительное нагревание до температуры, не превышающей 0,5 температуры образования наиболее низкоплавкой эвтектики, а далее - до температуры, не превышающей на 10-50oС температуру образования наиболее низкоплавкой эвтектики. После нагревания осуществляют компрессию. Возможен вариант процесса, когда сначала осуществляют компрессию, а затем нагрев до температуры, не превышающей на 10-50oС температуру образования наиболее низкоплавкой эвтектики. Такой режим удобен в случае применения оборудования с большой силовой инерцией, например, контейнера с газом. При использовании оборудования с меньшей инерцией, например пресса, позволяющего быстро изменять контролируемую нагрузку (усилие), целесообразно нагревать изделие до температуры, не превышающей на 10-50oС температуру образования наиболее низкоплавкой эвтектики, после чего осуществлять компрессию. Металлическое покрытие наносят любым подходящим способом, например гальваническим или химическим осаждением или вакуумным ионно-плазменным напылением. Покрытие наносят на один из разнородных металлов перед контактированием тел. Возможно нанесение покрытия на оба тела. В любой из указанных технологий общая толщина покрытия должна быть достаточной для образования градиентного композита и полного перехода металла покрытия в градиентный композит. Компрессию проводят путем нагружения до заданной величины давления и выдержки при достигнутой величине давления (усилия). Для создания давления используют, например, пресс, контейнер с газом, оснастку из материала, температурный коэффициент линейного расширения которого более температурного коэффициента линейного расширения каждого из разнородных металлов. Для обеспечения контролируемого процесса образования градиентного композита предварительно подбирают необходимые параметры процесса в ходе градуировочного эксперимента. А затем осуществляют процесс, контролируя строгое соблюдение найденных параметров режимов. Согласно изобретению общие условия создания неразъемного соединения следующие: 1) в качестве металла покрытия используют металл, который может образовывать эвтектику и интерметаллид с, по меньшей мере, тем из разнородных металлов, который имеет меньшую температуру плавления; 2) температура нагрева, продолжительность выдержки, уровень компрессии, толщина покрытия должны быть достаточны для образования градиентного композита и полного перехода металла покрытия в этот композит; 3) в качестве разнородных металлов используют металлы, которые способны образовывать эвтектики и интерметаллиды с дополнительным металлом (металлом покрытия) и друг с другом. При повышении температуры и продолжительности выдержки более необходимого уровня образуются сплошные слои, содержащие вышеперечисленные фазы. Это приводит к тем же недостаткам, которые были отмечены выше у известных решений. При недостаточном нагреве и малом времени выдержки диффузионные процессы не успевают пройти в нужной степени (до образования градиентного композита) и зона соединения не имеет заданных характеристик. Выбор оптимальных параметров процесса осуществляется после исследования структуры и свойств пилотных образцов, полученных в условиях различных комбинаций основных режимов заявляемого способа. Возможно использование математического моделирования и специального программного обеспечения. Так, в процессе соединения тел, выполненных из стали и алюминия с использованием никелевого покрытия, предпочтительны следующие режимы: - tнагр=610-630oС; - компрессия при давлении не менее 10 МПа в течение 50-150 сек. Эти режимы пригодны как при нанесении покрытия на одно из тел, так и на оба тела. В случае нанесения Ni-покрытия на стальное тело при соединении его с телом, выполненным из алюминия, характер изменения химического состава и структуры диффузионной зоны представлены на Фиг.1 и 2. Данные распределения элементов и вид структуры получены соответственно микрорентгеноспектральным и электронномикроскопическим методами на приборах "Камебакс" и "Мини-СЭМ", используя микрошлиф поперечного сечения зоны соединения. Из Фиг.1 видно, что диффузионная зона шире наносимого Ni-покрытия. Указанное превышение по величине в сторону каждого тела зависит от скорости взаимной диффузии Fe, Ni и Аl, т.е. зона распространяется на разную глубину от поверхности контакта соединяемых тел. При этом концентрация железа и алюминия изменяется в диапазоне 0-100 мас.% навстречу друг другу по ширине диффузионной зоны; а содержание Ni изменяется по ширине диффузионной зоны от 0 (либо от концентрации Ni в стали) до максимальной величины в средней части зоны. Отсутствие прослойки 100% Ni в зоне указывает на переход Ni в другое агрегатное состояние - градиентный композит. Фазовая неоднородность и своеобразие эвтектического типа структуры-матрицы иллюстрируются Фиг.2. Изменение микротвердости по ширине диффузионной зоны не носит ярко выраженного скачкообразного характера с различием в величине у разных фазовых составляющих до десятков раз, как это наблюдается в известных способах термодиффузионного соединения тел из разнородных металлов. Величина усредненной микротвердости, определенной по методу Виккерса ГОСТ 9450-76, например у варианта "сталь 09Г2С-Ni-Аl", оказалась в диапазоне 195-350 МПа. Такое значение микротвердости характерно для прерывистых слоев, состоящих из смеси фаз. Заявляемое решение включает два объекта - способ и устройство, связанные единым изобретательским замыслом, и иллюстрируется следующими графическими и фотоматериалами: Фиг. 1 - характер распределения разнородных металлов и дополнительного металла (металла покрытия) в зоне соединения на примере "сталь-Ni-Аl"; Фиг. 2 - микроструктура диффузионной зоны неразъемного соединения 2х тел из разнородных металлов (сталь 09Г2С с никелевым покрытием + Аl технической чистоты), полученного заявляемым способом. Увеличение 700; Фиг.3 - цилиндрический образец, изготовленный по заявляемой технологии; Фиг.4 - поверхность разрушения цилиндрического образца, увеличение 50; Фиг. 5 - кольцевой двухслойный образец, изготовленный по заявляемой технологии, до разрушения; Фиг. 6 - кольцевой двухслойный образец, изготовленный по заявляемой технологии, после испытания; Фиг. 7 - кольцевой двухслойный образец, изготовленный по заявляемой технологии, после испытаний на малоцикловую усталость; Фиг. 8 - кольцевой двухслойный образец, изготовленный по заявляемой технологии, после испытаний на растяжение в тангенциальном направлении до разрушения. Следующие примеры характеризуют сущность изобретения. Пример 1. Предварительно перед началом процесса изготовления образцов параметры отдельных стадий определяли в ходе градуировочного эксперимента. Затем на торцевые поверхности двух цилиндров =20 мм и h=35 мм из стали 09Г2С (С0,12 мас.%, Мn=1,3-1,7 мас.%, Si=0,5-0,8 мас.%) методом гальванического осаждения по методике, описанной в ГОСТ 9,305-84, наносили слой никеля толщиной 3-5 мкм. Диск = 20 мм и h=5 мм из алюминия марки А99 (Аl99,9 мас.%) с в = 60-70 МПа, поверхность которого подвергали химической очистке (травление в щелочи + осветление в азотной кислоте), помещали между стальными цилиндрами, затем при помощи прессового оборудования к сборке в осевом направлении прикладывали сжимающее усилие 6,3 kN в течение 10 сек, далее усилие снижали до 3,15 kN и всю сборку нагревали до температуры 600-615oС. После достижения заданной температуры усилие увеличивали до 6,3 kN и при фиксированном усилии и температуре сборку выдерживали 1,5 мин. Охлаждение сборки до комнатной температуры проводили при остаточном усилии 3,15 kN. Из полученных неразъемных сборок вырезали образцы для испытания на разрыв (Фиг. 3), где 1 - сталь, 2 - алюминий. Испытание проводили на универсальной машине HUS 1060 фирмы MFL. Методика испытания предусматривала определение величины усилия, при котором происходило разрушение образца. Как показали проведенные испытания на разрыв полученного неразъемного соединения сталь-алюминий-сталь, прочность такого соединения на отрыв составила 65 МПа, а поверхность разрушения носит волнообразный характер (Фиг.4), что свидетельствует о пластичном характере зоны разрушения. Средняя микротвердость диффузионной зоны составила 280(260-300) МПа. Отклонение от средней величины составило около 7%. Следует отметить, что разрушение произошло по слою алюминия, непосредственно прилегающему к диффузионной зоне. Пример 2. Градуировочный эксперимент проводили в условиях Примера 1, после чего на тело в форме полого усеченного конуса из стали 09Г2С методом химического осаждения по методике, описанной в ГОСТ 9.305-84, нанесли слой никеля толщиной 5-7 мкм. Покрытый никелем стальной конус вставили внутрь конического тела из алюминия марки А99, поверхность которого предварительно подвергали химической чистке (травление в щелочи и осветление в азотной кислоте). При помощи пресса осевым нагружением на поверхности контакта стального и алюминиевого конусов создавали давление 20 МПа, после выдержки в течение 10 сек нагрузку снижали до уровня, обеспечивающего контактное давление 10 МПа, и нагревали сборку до температуры 620oС. После достижения заданной температуры нагрузку увеличивали до уровня, обеспечивающего контактное давление 20 МПа. При фиксированных нагрузке и температуре сборку выдерживали в течение 1,5 мин. Далее сборку охлаждали до комнатной температуры при нагрузке, обеспечивающей контактное давление 10 МПа. Из полученной неразъемной сборки вырезали кольцевые двухслойные образцы толщиной 5 мм (Фиг.5). Кольцевые образцы испытывали на срез на универсальной машине HUS 1060 фирмы MFL. Методика испытаний предусматривала определение усилия, при котором наблюдалось разрушение образца при выдавливании внутреннего стального кольца. По результатам испытания сопротивление соединения срезу составило 55 МПа. Причем смещение стального кольца произошло не по диффузионной зоне, а по прилегающему слою алюминиевого кольца и сопровождалось большой пластической деформацией, равной исходной толщине кольцевого образца (Фиг.6). После чего испытание прекратили. Отслоения алюминия по границе контакта не зафиксировано. Средняя микротвердость составила 258 МПа. Пример 3. Градуировочный эксперимент проводили в условиях Примера 1, после чего кольцевые образцы, полученные аналогично образцам, описанным в примере 2, подвергли испытаниям на малоцикловую усталость по методике заявителя на универсальной машине HUS 1060 фирмы MFL. Частота колебаний и амплитуда в ходе испытаний составляли соответственно 30 Гц и 25 МПа. Образец выдержал без разрушения 104 циклов. (Фиг.7). Средняя микротвердость 350 МПа. Пример 4. Градуировочный эксперимент проводили в условиях Примера 1, после чего кольцевые образцы, полученные аналогично образцам, описанным в примере 2, подвергли испытанию на растяжение в тангенциальном направлении по методике, описанной в ОСТ 3-3702-84, с целью проверки степени пластичности зоны контакта. Испытания осуществили на испытательной машине ИМ-8Р. В результате эксперимента обнаружено, что у разрушенных образцов отслоение Аl от стали наблюдалось только в зоне образования шейки, а в целом сплошность образца сохранялась (Фиг.8). Тем самым подтвердилось, что при совместном деформировании термодиффузионно соединенных слоев стали с Ni-покрытием и алюминия уровень пластичности зоны контакта достаточен для сохранения целостности соединения даже в области значительных деформаций. Средняя микротвердость составила 202 МПа. Представленные в заявке результаты свидетельствуют о технически достоверном и воспроизводимом получении неразъемных соединений разнородных металлов. По сравнению с известными техническими решениями заявляемое изобретение позволяет избежать хрупкого разрушения зоны соединения, особенно при длительных циклических нагрузках, в том числе знакопеременных. Изделия, изготовленные по заявляемому изобретению, могут быть рекомендованы для эксплуатации в условиях постоянно действующих в течение длительного времени нагрузок, преимущественно циклических знакопеременных. При работе в указанных условиях такие соединения обеспечивают высокий ресурс и эксплуатационную надежность.Формула изобретения
1. Способ изготовления неразъемного соединения двух тел, выполненных из разнородных металлов, включающий нанесение металлического покрытия на поверхность, по меньшей мере, одного из тел, контактирование, нагрев и горячую компрессию, отличающийся тем, что покрытие наносят из металла, способного образовывать эвтектику и, по меньшей мере, один интерметаллид с, по меньшей мере, тем из разнородных металлов, который имеет меньшую температуру плавления, при этом покрытие наносят толщиной, достаточной для образования градиентного композита и полного перехода металла покрытия в градиентный композит, нагрев и компрессию осуществляют в условиях, обеспечивающих полный переход металла покрытия в градиентный композит, а процесс образования градиентного композита контролируют.2. Способ по п.1, отличающийся тем, что нагрев и горячую компрессию осуществляют на воздухе.3. Способ по п.1, отличающийся тем, что нагрев и горячую компрессию осуществляют в инертной атмосфере.4. Способ по п.2, отличающийся тем, что нагрев осуществляют в 2 этапа - сначала проводят предварительный нагрев до температуры, не превышающей 0,5 температуры образования наиболее низкоплавкой эвтектики, а далее нагревают до температуры, не превышающей на 10-50°C температуру образования наиболее низкоплавкой эвтектики, после чего осуществляют компрессию.5. Способ по п.2, отличающийся тем, что сначала осуществляют компрессию, а затем нагревают до температуры, не превышающей на 10-50°C температуру образования наиболее низкоплавкой эвтектики.6. Способ по п.3, отличающийся тем, что нагрев осуществляют до температуры, не превышающей на 10-50C температуру образования наиболее низкоплавкой эвтектики, после чего проводят компрессию.7. Способ по любому из пп.1-6, отличающийся тем, что покрытие наносят гальваническим или химическим путем или вакуумным ионно-плазменным напылением.8. Способ по любому из пп.1-7, отличающийся тем, что компрессию проводят путем нагружения до заданной величины давления с последующей выдержкой при достигнутом давлении, а давление обеспечивают либо на прессе, либо в контейнере газом, либо в оснастке, выполненной из материала с температурным коэффициентом линейного расширения, величина которого более значений температурных коэффициентов линейного расширения каждого из разнородных металлов.9. Способ по любому из пп.1-8, отличающийся тем, что на тело, выполненное из стали, наносят никелевое покрытие, после чего соединяют указанное тело с телом, выполненным из алюминия.10. Способ по п.9, отличающийся тем, что на тело, выполненное из стали, наносят никелевое покрытие толщиной не менее 3-5 мкм, тела нагревают до температуры 610-630°С в течение 50-150 с, а компрессию осуществляют при давлении не менее 10 МПа.11. Способ по любому из пп.1-8, отличающийся тем, что на тело, выполненное из алюминия, наносят никелевое покрытие, после чего соединяют указанное тело с телом, выполненным из стали.12. Способ по п.11, отличающийся тем, что на тело, выполненное из алюминия, наносят никелевое покрытие толщиной не менее 3-5 мкм, тела нагревают до температуры 610-630°С в течение 50-150 с, а компрессию осуществляют при давлении не менее 10 МПа.13. Способ по любому из пп.1-8, отличающийся тем, что на тела, выполненные из алюминия и стали, наносят никелевые покрытия, после чего указанные тела соединяют.14. Способ по п.13, отличающийся тем, что суммарная толщина никелевых покрытий не менее 3-5 мкм, тела нагревают до температуры 610-630°С в течение 50-150 с, а компрессию осуществляют при давлении не менее 10 МПа.15. Неразъемное соединение, включающее два тела, выполненные из разнородных металлов и диффузионную зону соединения, примыкающую как к одному, так и ко второму телу, содержащую металлы обоих тел и дополнительный металл, отличающееся тем, что оно получено способом по любому из пп.1-14, при этом диффузионная зона выполнена в виде градиентного композита, включающего эвтектику и, по меньшей мере, один интерметаллид, образованные дополнительным металлом и, по меньшей мере, тем металлом одного из тел, который имеет меньшую температуру плавления, содержание каждого из разнородных металлов изменяется по ширине зоны навстречу друг другу в пределах 0-100 мас.%, содержание дополнительного металла изменяется по ширине зоны в пределах от 0 до максимального значения в средней части диффузионной зоны, твердость сохраняет постоянство по ширине зоны с отклонением от средней величины не более 25%, а при разрушении неразъемного соединения излом имеет пластичный характер.16. Неразъемное соединение по п.15, отличающееся тем, что одно из тел выполнено из стали, другое - из алюминия или сплава на основе алюминия, а диффузионная зона соединения включает эвтектику и, по меньшей мере, один интерметаллид, образованные никелем, и по меньшей мере, алюминием, при этом содержание алюминия и железа изменяется по ширине диффузионной зоны навстречу друг другу в пределах 0-100 мас.%, содержание никеля изменяется по ширине диффузионной зоны в пределах от 0 до максимального значения в средней части диффузионной зоны, твердость сохраняет постоянство по ширине диффузионной зоны с отклонением не более чем на 25%, а прочность диффузионной зоны превышает прочность алюминия или сплава на основе алюминия.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8www.findpatent.ru