Нормализация стали - описание процесса и его суть. Нормализация стали это
Нормализация стали: процесс, температура, режимы, время
Одним из способов изменения параметров стали является термообработка. Она включает несколько методов, одним из которых является нормализация. Далее рассмотрены принципы и применение данной технологии, отличия ее от прочих методов этой группы.

Нормализация стали
Общие положения
Принцип большинства технологий термической обработки подразумевает нагрев и выдержку сталей и охлаждение, что изменяет их строение. Несмотря на один принцип и сходные цели, каждая из них имеет определенные температурные и временные режимы. Термообработка может служить и в качестве промежуточного этапа, и выполнять роль окончательного технологического процесса. В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
Нормализацией стали называют процесс нагрева, выдержки материала, его последующего охлаждения на воздухе.
В результате формируется нормализованная структура. Этим объясняется название данного способа обработки.
Нормализация применяется для разных сталей, а также отливок. К тому же данной операции подвергают для измельчения структуры материала сварные швы.
Принципы
Суть нормализации состоит в нагреве стали до температуры, превышающей верхние критические значения температуры на 30 — 50°С , выдержке и охлаждении.
Температуру подбирают на основе типа материала. Так, заэвтектоидные варианты следует нормализовать в температурном интервале между точками Ас1 и Ас3, в то время как для доэвтектоидной стали используют температуры более Ас3. В результате все материалы первого типа приобретают одинаковую твердость ввиду того, что в раствор переходит одинаковое количество углерода, и фиксируется одинаковое количество аустенита. Получается состоящая из мартенсита и цемента структура.
Второй компонент способствует повышению износостойкости и твердости материала. Нагрев высокоуглеродистой стали более Ас3 ведет к увеличению внутренних напряжений вследствие роста зерен аустенита и повышению его количества за счет возрастания концентрации углерода в нем, приводящей к снижению температуры мартенситного превращения. Из-за этого сокращаются твердость и прочность.
Что касается доэвтектоидной стали, при нагреве более Ас3 она получает повышенную вязкость. Это обусловлено тем, что в низкоуглеродистой стали при этом образуется мелкозернистый аустенит, который после охлаждения переходит в мелкокристаллический мартенсит. Температуры между Ас1 и Ас3 не используют для обработки таких материалов, так как структура доэвтектоидной стали в данном случае получает феррит, снижающий ее твердость после нормализации и механические свойства после отпуска.
Оптимальные температуры нагрева при различных видах термообработки
Время выдержки определяет степень гомогенизации структуры. Нормативным показателем считают час выдержки на 25 мм толщины.
Интенсивность охлаждения в существенной степени определяет количество перлита и размеры пластин.
Так, существует прямая зависимость между данными величинами. То есть с повышением интенсивности охлаждения формируется больше перлита, расстояние между пластинами и их толщина сокращаются. Это увеличивает твердость и прочность нормализованной стали. Следовательно, низкая интенсивность охлаждения способствует образованию материала меньшей прочности и твердости.
К тому же при обработке предметов с большими перепадами сечения стремятся снизить термические напряжения во избежание коробления, причем и при нагреве, и при охлаждении. Так, перед началом работ их нагревают в соляной ванне.
При снижении температуры обрабатываемого изделия до нижней критической точки допустимо ускорение охлаждения путем помещения его в масло или воду.
Таким образом, нормализация сокращает внутренние напряжения, измельчает крупнозернистую структуру поковок, отливок, сварных швов путем перекристаллизации. То есть изменяется микроструктура стали.
Назначение
Нормализацию используют в различных целях. Путем осуществления данных работ как повышают, так и наоборот снижают твердость стали, ударную вязкость и прочность. Это определяется термической и механической историей материала. Данную технологию применяют с целью сокращения остаточных напряжений либо улучшения степени обрабатываемости материала различными методами.
Стальные отливки подвергают такой обработке для гомогенизации структуры, повышения подверженности термическому упрочнению, сокращения остаточных напряжений.
Получаемые путем обработки давлением предметы нормализуют после ковки и прокатки для сокращения разнозернистости структуры и ее полосчатости соответственно.
Нормализация с отпуском служит в качестве замены закалки для предметов сложной формы либо с резкими перепадами по сечению. Данный способ позволяет избежать дефектов.

Процесс нормализации стали
Кроме того, нормализацию используют с целью измельчения крупнозернистой структуры, улучшения структуры перед закалкой, повышения обрабатываемости резанием, устранения сетки вторичного цемента в заэвтектоидной стали, подготовки к завершающей термической обработке стали после нормализации.
Близкие процессы
Термическая обработка стали, помимо нормализации, включает отжиг, отпуск, закалку, криогенную обработку, дисперсионное твердение. Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Отжиг дает более тонкую структуру перлита, так как подразумевает охлаждение в печи. Его применяют в целях снижения структурной неоднородности, напряжения после обработки литьем или давлением, придания мелкозернистой структуры, улучшения обработки резанием.
Принцип закалки аналогичен, за исключением больших температур, чем при нормализации, и повышенной скорости охлаждения, благодаря тому, что его производят в жидкостях. Закалка повышает прочность и твердость, как и нормализация. Однако полученные таким способом детали отличаются хрупкостью и пониженной ударной вязкостью.
Отпуск используется после закалки для сокращения хрупкости и напряжений. Для этого материал нагревают до меньшей температуры и охлаждают на воздухе. С ростом температуры падают предел прочности и твердость, и увеличивается ударная вязкость.
Дисперсионное твердение, относящееся также к окончательной обработке, подразумевает выделение дисперсных частиц в твердом растворе после закалки при меньшем нагреве с целью упрочнения.
Благодаря криогенной обработке материал получает равномерную структуру и твердость. Такая технология особо актуальна для закаленной углеродистой стали.
Применение
Выбор какого-либо из рассмотренных способов обработки определяется концентрацией в стали углерода. Для материалов с величиной данного показателя до 0,2% предпочтительнее использовать нормализацию. Стали с количеством углерода 0,3 — 0,4% обрабатывают и нормализацией, и отжигом. В таких случаях выбор способа осуществляют на основе требуемых свойств материала. Так, нормализация стали придает ей мелкозернистую структуру, большие прочность и твердость в сравнении с отжигом. Кроме того, данная технология является более производительным процессом. Следовательно, при прочих равных условиях она более предпочтительна. Закалке ее предпочитают ввиду хрупкости получаемых таким способом изделий и при обработке предметов с перепадами сечения во избежание дефектов.
Таким образом, нормализацию можно считать промежуточной технологией по отношению к ним: она дает материал большей твердости, чем отжиг, но менее хрупкий в сравнении с закалкой, улучшая структуру и сокращая напряжения. Ввиду этого нормализация получила в машиностроении более обширное распространение.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Нормализация стали
Нормализацией стали называется вид термической обработки, состоящий в нагреве стали на 30–50С выше линииGSE (Аcз иАcm), выдержке при этой температуре и последующем охлаждении на спокойном воздухе.
Цель нормализации – измельчение зерна, улучшение механических свойств, подготовка структуры для окончательной обработки (закалки и отпуска).
По сравнению с отжигом, скорость охлаждения при нормализации значительно выше, поэтому распад аустенита идет при больших переохлаждениях, что приводит к образованию мелкозернистых продуктов распада – феррита и перлита, и, следовательно, повышению твердости.
Нормализация, как вид термической обработки, применяется главным образом для низкоуглеродистых строительных сталей. Нормализацией устраняется цементитная сетка в заэвтектоидных сталях при подготовке их к закалке.
Закалка стали
Закалкой называется вид термической обработки, состоящий в нагреве стали до температуры выше линииАС3(доэвтектоидной стали) илиАС1 (заэвтектоидной стали) на 30–50С, выдержке при данной температуре и последующем быстром охлаждении в воде или масле (рис. 42).
Цель закалки – повышение твердости, прочности и износостойкости стали за счет получения структуры мартенсита, имеющего характерное игольчатое строение.
Для превращения аустенита в мартенсит скорость охлаждения должна быть больше критической скорости закалки Vкр.
Критической скоростью закалки называется наименьшая скорость охлаждения, при которой весь аустенит переохлаждается до мартенситного превращения. Если скорость охлаждения будет меньше Vкр,аустенит распадается на феррито-цементитную смесь (тростит, сорбит, перлит, см. рис. 38).
Требуемая скорость охлаждения обеспечивается подбором охлаждающей среды. В производственной практике для закалки применяют воду, минеральные масла, водные растворы солей, щелочи. Основным преимуществом масел по сравнению с водой является медленное охлаждение в мартенситной области (ниже 300С), вследствие чего закалка в масле дает меньшую деформацию, напряжения и склонность к образованию закалочных трещин.
Различают полную и неполную закалку стали. При полной закалке сталь нагревается на 30–50°С выше критической точки АС3. Доэвтектоидные стали обязательно подвергают полной закалке, т.е. нагревают до полного перехода феррито-перлитной структуры в аустенитную. При последующем охлаждении со скоростью выше критической сталь приобретает структуру мартенсита.
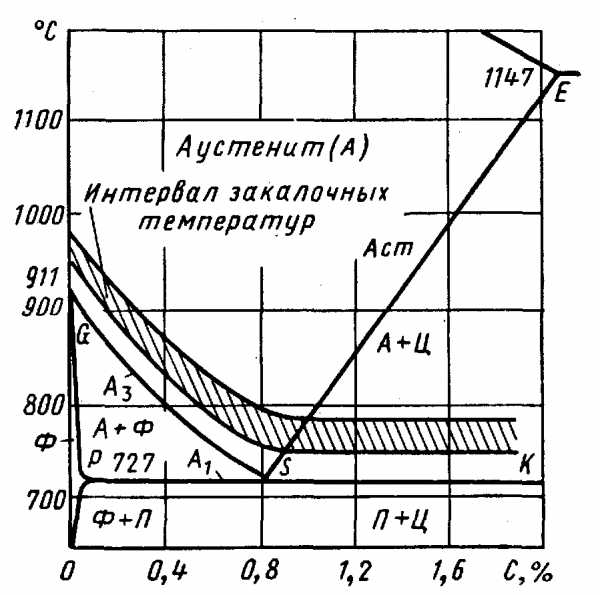
Рис. 42. Оптимальные температуры нагрева под закалку углеродистых сталей
Недогрев доэвтектоидной стали до точки АС3приводит к сохранению в структуре закаленной стали наряду с мартенситом некоторого количества феррита и, следовательно, к заниженным механическим свойствам после закалки. Такую закалку называют неполной, и для доэвтектоидной стали она является пороком (рис. 43, б).
При неполной закалке заэвтектоидной стали (нагрев выше точки АС1, но ниже точкиАсm) оставшийся нерастворенным цементит повышает твердость стали после закалки, так как является упрочняющей фазой. Если заэвтектоидную сталь нагреть выше линииАсm, тов ее структуре будет крупноигольчатый мартенсит с повышенным количеством остаточного аустенита (рис. 44, б). Таким образом, если для доэвтектоидных сталей неполная закалка является дефектом, то для заэвтектоидных – основным видом закалки.
studfiles.net
Нормализация стали - что это за процесс, принцип, температура
Большая часть операций, связанных с термической обработкой подразумевает один и тоже алгоритм действий:
- нагрев изделия до определенных температур;
- выдержку под действием набранной температуру в течение заданного времени;
- охлаждение, которое может быть проведено в разных средах и с разной скоростью.
Термообработка деталей может выступать и как промежуточный технологический процесс, и как финишный. В первом случае, через неё проходят те детали, которые еще будут обрабатываться, например, сверла или лопатки авиационных турбин. Второй случай подразумевает то, что после термообработки, готовая деталь получит новые свойства.
Нормализация стали – это один из видов термической обработки металла с последующим его охлаждением на воздухе. Результатом этой операции становится формирование нормализованной структуры стали. Кстати, отсюда и пошло название. Операцию применяют по отношению к поковкам, отливкам и пр. Нормализацию используют для минимизации зерен в структуре стали, образованного сварочным швом.
Суть процесса
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
Завершающий этап – охлаждение
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.

Использование нормализации
Эту форму термической обработки применяют для достижения разных целей. Так применение нормализации может повысить или снизить твердость стального сплава, вязкость и прочностные характеристики. Этот способ термической обработки используют тогда, когда надо улучшить обрабатываемость стали разными методами – резание, штамповка и пр.
Детали, получаемые методом литья проходят нормализацию в целях получения гомогенизированной структуры и устранению внутренних напряжений. То же самое можно и сказать о деталях, полученных после обработки ковкой. То есть нормализация служит для получения однородной структуры металла и устранению внутренних напряжений. Кроме того, этот процесс может быть использован, как замена закаливания изделий со сложным профилем. Кроме, названных результатов процесса нормализации можно добавить и такие как минимизация зерен в структуре сплава, удаление вторичного цементита, повышения обрабатываемости стали.
Близкие по сути процессы термообработки
В перечень термообработки сталей, помимо нормализации, можно внести операции:
- отжиг;
- отпуск;
- закаливание;
- криогенная обработка и несколько других.
Операция отжига обеспечивает качественную, более тонкую структуру перлита, это происходит потому, что охлаждения деталей применяют печи. Назначение этой операции — понижение неоднородности структуры, удаления напряжений, повышение обрабатываемости.
Основы, заложенные в операцию закаливания, идентичны принципам нормализации, но существуют некоторые различия. Например, при закаливании применяют температуры куда как выше и высокие скорости охлаждения. Закаливание проводит к улучшению прочностных характеристик, твердости и пр. Но, нередко заготовки прошедшие через закаливание отличает сниженная вязкость и высокая хрупкость.
Отпуск деталей применяют после операции закаливания. Отпуск снижает хрупкость и внутренние напряжения. При этом диапазон температур ниже, чем тот, который используют в нормализации. Охлаждение деталей проводят на воздухе. При повышении температуры снижается предел прочности, твердость и в то же время растет ударная вязкость.
Криогенная обработка стали приводит к получению равномерной структуры металла и повышенной твердость. Эту технологию обработки применяют в отношении прошедшей закаливание углеродистой стали.
Нормализация и её применение в практической деятельности
При назначении способа термообработки технолог должен учитывать концентрацию углерода. Стали, в которых содержание углерода не превышает 0,4%, могут быть обработаны и нормализацией и отжигом. Нормализация минимизирует размер зерен в структуре и повышает прочностные характеристики.
Сравнивая затраты времени между нормализацией и другими методами можно сделать вывод, что обработка другими способами, длится больше времени.
За счет скорости выполнения операции, охват большого количества сталей, качеством получаемых параметров (твердость, прочность и пр.), именно поэтому нормализацию широко применяют в машиностроении.
Оцените статью:Рейтинг: 0/5 - 0 голосов
prompriem.ru
Принцип нормализации стали
Нормализация стали относится к процессам закалки путём цикла нагрева до определённой температуры и охлаждения. Термическая обработка имеет различные режимы для каждого вида металлов. В результате применения технологии материал становится прочнее за счёт устранения дефектов. Последние неизбежно появляются в результате предыдущих этапов изготовления изделий из стали.
Назначение технологии
Нормализация стали может проводиться в гаражных условиях при наличии соответствующего оборудования. Достоинством технологии является получение тонкого эвтектоида. Строение этого слоя напрямую влияет на прочность и жесткость металла.

Так как нормализация стали проводится для улучшения качества изделия, соответственно, повышается стоимость его изготовления. Технология применяется лишь при необходимости. Для слабонагруженных деталей проводить её не требуется. Часто она применима для выпуска сортового металла.
Технология может быть заменой такой процедуры, как закалка с высоким отпуском, классический отжиг. Нормализация стали среднеуглеродистой не даёт высокой прочности, сравнимой со структурой после закалки. Но она не приводит к сильной деформации и помогает избавиться от внутренних трещин.
Суть технологии
Нормализация стали относится к термическому методу обработки. Существует несколько технологий нагрева металла, отличающихся по условиям:
- Температура нагрева у металлов и сплавов различна.
- Время выдержки в нагретом состоянии.
- Вид охлаждения чаще длительный происходит за счет теплообмена с окружающей средой.
Именно медленное охлаждение даёт возможность получить однородный состав стали. Цель отжига — это однородная структура металла, стремление убрать раковины и пустоты, мелкие трещины.

Используются следующие разновидности отжига, распространенные для снижения локальных утолщений после горячего и холодного проката:
- Диффузионный — изменяет химический состав.
- Полный — влияет на всю структуру, помогает добиться однородности.
- Рекристаллизационный — убирает наклеп сталей.
- Неполный — делает сталь более податливой для металлообработки.
- Изотермический — самый оптимальный способ снижения прочности стали.
- Сфероидизирующий — преобразует плоские зерна перлита в сферические.
Температура нормализации стали подбиралась опытным путём для каждого вида сплавов. После отливки или холодного проката ни одна заготовка не получается идеальной структуры. Исправить ситуацию помогает дополнительная термообработка — отжиг.
Исправление химического состава
Нормализация и закалка стали нужна для исправления внутренних неоднородностей после отливки. Термообработке подвергают фасонные отливки, слитки. Наиболее часто это требуется для изделий из легированных сталей.

Чтобы исправить дефекты стали, нужно нагревать до очень высокой температуры. В таком состоянии атомы легирующих элементов приходят в движение. Происходит равномерное их перераспределение по внутреннему объёму.
При 1100 градусах проходит оптимальная термическая обработка стали. Нормализация диффузионная длится около 10-20 часов в нагретом состоянии и далее следует очень медленное охлаждение.
Полный отжиг
Нормализация и закалка стали доэвтектоидной необходима для исправления структуры, нарушенной нагревом в процессе изготовления отливок и поковок, обрабатываемых давлением. Температура обработки должна превысить критическую точку, когда перлит начинает преобразовываться в аустенит.

Превышение температуры должно происходить строго на 30-50 градусов выше критической точки Ас3. Эту величину для легированных сталей берут из таблиц, а для углеродистых определяют из диаграммы состояний. Процесс нормализации:
- Начальный этап — нагрев на 30-50 градусов выше критической температуры Ас3. Происходит образование аустенитных зерен.
- Выдержка при высокой температуре сопровождается ростом аустенитных зёрен.
- Длительное равномерное охлаждение — мелкие кристаллики аустенита распадаются на несколько перлитных зерен. Происходит равномерное заполнение структуры ферритной перлитным слоем.
Неполный отжиг требуется для снижения твердости металлов. Чаще это необходимо по условиям обработки металлов резанием. В результате нормализации лишняя напряжённость стали устраняется. В отличие от полного отжига, весь процесс происходит при более низких температурах. Соответственно, затрачивается меньшее время.
Обработка сложнолегированных сталей
В процессе изотермической нормализации твердые металлы становятся более податливыми к обработке резанием. Нагрев происходит при следующих температурах:
- Конструкционные стали — не выше 30—50 градусов критической точки Ас3.
- Инструментальные стали — выше на 5—100 градусов точки Ас1.
В отличие от рассмотренных методов, при изотермическом отжиге проводится охлаждение стали, погруженной в расплавленную соль. Естественное охлаждение осуществляется после снижения температуры до 700 градусов. В этот момент аустенит полностью переходит в перлитные зерна.
Исправление нарушенной структуры металлов и сплавов
Двухступенчатое охлаждение сталей позволяет преобразовать пластинки перлита в зерна. Нагрев происходит до температуры выше точки Ас1. Затем она снижается до 700 и выдерживается до 500 градусов. Далее на воздухе длительно остывает металл. Эта нормализация носит название сфероидизирующая. В результате изделие без труда поддается резанию. Так обрабатывают металлы, содержащие 0,65 % углерода.
Наклеп — это образование более прочных областей металла после холодной штамповки или волочения. Убирает этот дефект рекристаллизационный отжиг — хрупкость сталей устраняется за счёт нагрева до 700 градусов (ниже Ас1). В этот момент восстанавливается кристаллизационная решетка металлов. Структура становится мелкозернистой и однородной. Также может проводиться светлый отжиг, восстанавливающий свойства сталей после проката листового, чтобы сохранить блестящую поверхность.
fb.ru
Нормализация стали
Нормализацию стали часто рассматривают с двух точек зрения — термической и микроструктурной.
В термическом смысле и классическом понимании, нормализация стали — это нагрев стали до аустенитного состояния с последующим охлаждением на спокойном воздухе. Иногда к нормализации относят также и операции с охлаждением ускоренным воздухом.
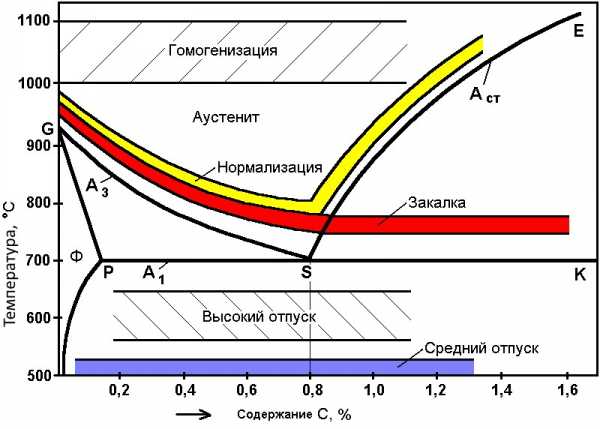
Место температуры нормализации на диаграмме состояния железо-углерод показано на рисунке 1.
 Рисунок 1 – Упрощенная диаграмма состояния железо-углерод.Заштрихованная полоса – температура нормализации сталей
Рисунок 1 – Упрощенная диаграмма состояния железо-углерод.Заштрихованная полоса – температура нормализации сталей
С точки зрения микроструктуры нормализованной структурой считают перлит для стали с содержанием углерода 0,8 %, а для сталей с меньшим содержанием углерода — доэвтектоидных сталей — смесь перлита и феррита.
Операцию нормализации применяют для большинства сталей и, в том числе стальных отливок. Очень часто сварные стальные швы нормализуют для измельчения структуры стали в зоне воздействия сварки.
Цель нормализации стали
Цели нормализации стали могут быть различными: например, как для увеличения, так и для снижения прочности и твердости в зависимости от термической и механической истории изделия.
Цели нормализации часто пересекается или даже путается с отжигом, термическим упрочнением и отпуском для снятия напряжений. Нормализацию применяют, например, для улучшения обрабатываемости детали резанием, измельчения зерна, гомогенизации зеренной структуры или снижения остаточных напряжений. Сравнение температурно-временных циклов для нормализации и отжига показано на рисунке 2.
 Рисунок 2 ─ Сравнение температурно-временных циклов нормализации и полного отжига. Более медленное охлаждение при отжиге приводит к более высокой температуре феррито-перлитного превращения и более грубой микроструктуре, чем при нормализации.
Рисунок 2 ─ Сравнение температурно-временных циклов нормализации и полного отжига. Более медленное охлаждение при отжиге приводит к более высокой температуре феррито-перлитного превращения и более грубой микроструктуре, чем при нормализации.
Для стальных отливок нормализацию применяют для гомогенизации их дендритной структуры, снижения остаточных напряжений и большей восприимчивости к последующему термическому упрочнению.
Изделия, полученные обработкой давлением, могут подвергать нормализации для снижения полосчатости структуры после прокатки или разнозернистость после ковки.
Нормализацию с последующим отпуском применяют вместо обычной закалки, когда изделия имеют сложную форму или резкие изменения по сечению. Это делают, чтобы избежать образования трещин, коробления и чрезмерных термических напряжений.
Скорость охлаждения стали при нормализации
Скорость охлаждения при нормализации обычно не является критической величиной. Однако, когда изделие имеет большие различия по размерам сечения, принимают меры по снижению термических напряжений, чтобы избежать коробления.
Выдержка при температуре нормализации
Роль длительности выдержки при температуре нормализации заключается только в том, чтобы обеспечить гомогенизацию аустенитной структуры до начала охлаждения. Один час выдержки на каждые 25 мм толщины сечения является нормой.
Скорость охлаждения при нормализации значительно влияет на количество перлита, его размеры и толщину перлитных пластин. Чем выше скорость охлаждения, тем больше образуется перлита, а его пластины становятся тоньше и ближе друг к другу. Увеличение доли перлита в структуре и его измельчение дают повышение прочности и твердости стали. Более низкие скорости охлаждения означают менее прочную и твердую сталь.
После того, как изделия однородно охладились по своему сечению ниже нижней критической точки Аr1, их можно охлаждать в воде или масле для снижения общей длительности охлаждения.
steel-guide.ru
Лекция 8 Операции термической обработки стали. Отжиг стали. Виды отжига. Нормализация. Виды и способы закалки стали. Виды отпуска.
Операции термической обработки стали.
Термическая обработка – самый распространенный в современной технике способ изменения свойств металлов и сплавов. Термообработку применяют как промежуточную операцию для улучшения технологических свойств (обрабатываемости давлением, резанием и д.п.) и как окончательную операцию для придания металлу или сплаву такого комплекса свойств, который обеспечивает необходимые эксплуатационные характеристики изделия. Термическая обработка включает в себя следующие основные виды: отжиг 1-го рода, отжиг 2-го рода, закалку с полиморфным превращением, закалку без полиморфного превращения, отпуск, старение.
Эти виды термической обработки относятся и к сталям, и к различным металлам и сплавам. Рассмотрим термическую обработку сталей.
Отжиг, нормализация, закалка, отпуск.
Отжиг.
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Отжиг 1 рода не связан с фазовыми превращениями. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения.
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной ликвации. Это достигается за счет диффузионных процессов. Поэтому, чтобы обеспечить высокую скорость диффузии, сталь нагревают до высоких температур в аустенитной области - 1000-12000С. При этих температурах делается длительная выдержка (10-20 час.) и медленное охлаждение. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно путем последующей обработки давлением или отжигом ΙΙ рода. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг применяют для сталей после холодной обработки давлением – это термическая обработка деформированного металла или сплава, при котором главным процессом являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат происходит при относительно низких температурах (300-400 0С).
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение:
ТР ≈ (0,3 – 0,4)∙ТПЛ., что составляет для углеродистых сталей 670-700 0С.
Отжиг, уменьшающий напряжение – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением, литья, сварки, шлифовании, обработки резанием и др. технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650 0С в зависимости от марки стали и способа обработки.
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов. Этот вид отжига состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг производится для доэвтектоидных сталей. Для этого сталь нагревают выше критической точки Ас3 на 30-50 0С и после прогрева детали проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30-100 0С/час. Температурный интервал нагрева для полного отжига показан на стальной части диаграммы железо-цементит (выше линии GS, рис. 1).
Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
- устранение пороков структуры, возникших при предыдущей обработке (литье, горячей деформации, сварке, термообработке) – крупнозернистость и видманштеттов феррит;
- смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
- уменьшение напряжений.

Рис. 1. Стальная область диаграммы с зонами нагрева при отжиге: 1 – диффузионный; 2 – рекристаллизационный; 3 – для снятия напряжений; 4 – полный; 5 – неполный;
6 - нормализационный
Неполный отжиг отличается от полного тем, что в этом случае нагрев производится на 30-50 0С выше критической точки Ас1 (линия РSК на диаграмме железо-цементит). Эта операция производится как для доэвтектоидных сталей, так и для заэвтектоидных сталей. Охлаждение проводят так же, как и при полном отжиге (вместе с печью).
При неполном отжиге не происходит изменение ферритной составляющей структуры в доэвтектоидной стали и цементитной составляющей в заэвтектоидной стали. Поэтому полного исправления структуры не происходит. Неполный отжиг доэвтектоидной стали используют для смягчения ее перед обработкой резанием, снятия внутренних напряжений.
В заэвтектоидных сталях в результате неполного отжига образуется структура зернистого перлита, обладающая наименьшей твердостью, позволяющая облегчить обработку резанием углеродистых и легированных инструментальных и подшипниковых сталей. Кроме того зернистый перлит является оптимальной структурой перед закалкой, т.к. обладает меньшей склонностью к росту аустенитных зерен, широким интервалом закалочных температур, меньшей склонностью к растрескиванию при закалке и повышенной прочностью и вязкостью закаленной стали.
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30-50 0С), затем ускоренное охлаждение до температуры изотермической выдержки ниже точки Ас1 и дальнейшее охлаждение на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
- больший выигрыш во времени, т.к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
- получение более однородной структуры по сечению изделий, т.к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Нормализация.
Нормализационный отжиг (нормализация) применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения структуры стали перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + 30-50 0С и заэвтектоидную Аст + 30-50 0С и после выдержки охлаждают на спокойном воздухе.
Ускоренное по сравнению с отжигом охлаждение обуславливает несколько большее переохлаждение аустенита. Поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Аст вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе он не успевает образовать грубую сетку, понижающую свойства стали.
studfiles.net
Полный отжиг и нормализация стали
ПОЛНЫЙ ОТЖИГ И НОРМАЛИЗАЦИЯ СТАЛИ
ЦЕЛЬ РАБОТЫ
Получение навыков выбора параметров режима и выполнения операций полного отжига и нормализации стали.
ПРИБОРЫ И МАТЕРИАЛЫ
Прибор для определения твердости, лабораторные печи, шлифовальный станок, образцы.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Основное превращение, протекающее во время охлаждения при отжиге стали – эвтектоидный распад аустенита на смесь феррита с цементитом. Кинетика эвтектоидного превращения изображается С-образными кривыми, построенными в координатах “температура – время” на диаграмме изотермического превращения аустенита (рис. 1).
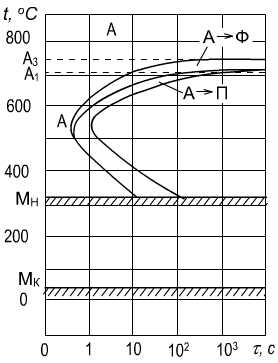
Рис. 1. Диаграмма изотермического распада аустенитадля доэвтектоидной стали
При температуре 727 °C (точка А1) аустенит находится в термодинамически устойчивом равновесии со смесью феррита и цементита. Чтобы начался распад аустенита, необходимо его переохладить ниже 727 °C. Устойчивость переохлажденного аустенита характеризуется инкубационным периодом, т.е. отрезком времени (от оси ординат до С-кривой, рис. 1), в течение которого обычные методы исследования не фиксируют появление продуктов распада.
Эвтектоидная смесь феррита с цементитом растет от отдельных центров в виде колоний. Важнейшей характеристикой эвтектоида является дисперсность феррита и цементита внутри его колоний. Мерой этой дисперсности служит межпластинчатое расстояние 0 (рис. 2).
Межпластинчатым расстоянием называется средняя суммарная толщина соседних пластинок феррита и цементита.
Рис. 2. Схема феррито-цементитной структуры.
В зависимости от дисперсности пластин в эвтектоиде его называют перлитом, сорбитом или трооститом. Перлит образуется при небольших степенях переохлаждения (охлаждение с печью со скоростью в несколько градусов в минуту), и строение его можно выявить при малых и средних увеличениях микроскопа. Сорбит образуется при несколько больших степенях переохлаждения (охлаждение на воздухе со скоростью в несколько десятков градусов в минуту). Поэтому он более дисперсен, и микростроение сорбита выявляется только при больших увеличениях микроскопа.
Троостит образуется еще при больших степенях переохлаждения, и его внутреннее строение трудно выявить даже при очень больших увеличениях светового микроскопа. С увеличением дисперсности эвтектоидной смеси возрастают твердость, предел прочности и предел текучести.
Так как подразделение эвтектоида на перлит, сорбит и тростит условно и между ними нет четкой границы, то их различают по твердости. Например, в стали У8 твердость перлита 170 – 230 HB, сорбита 230 – 330 HB, троостита 330 – 400 HB.
ПОЛНЫЙ ОТЖИГ
При полном отжиге доэвтектоидная сталь после нагрева выше критической точки АC3 на 30 – 50 °C (рис. 3) медленно охлаждается вместе с печью. Охлаждение при отжиге проводят с такой малой скоростью (порядка несколько градусов в минуту), чтобы аустенит распадался при небольшой степени переохлаждения. Так как превращение аустенита при отжиге полностью завершается при температурах значительно выше изгиба С-кривых, то отжигаемые изделия можно выдавать из печи на спокойный воздух при температурах 500 – 600 °C, если не опасны термические напряжения.
Полный отжиг проводят для снижения твердости, повышения пластичности и получения однородной мелкозернистой структуры.
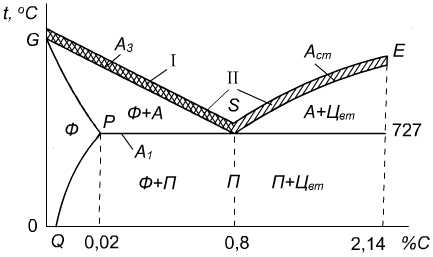
Рис. 3. Участок диаграммы Fe-Fe3C c нанесенным интервалом температур термической обработки:І – полный отжиг;ІІ – нормализация
НОРМАЛИЗАЦИЯ СТАЛИ
При нормализации сталь нагревают до температур на 30 – 50 °C выше линии GSE и охлаждают на спокойном воздухе (рис. 3). Ускоренное, по сравнению с отжигом, охлаждение обуславливает несколько большее переохлаждение аустенита. Поэтому при нормализации получается более тонкое строение эвтектоида. После нормализации сталь должна иметь большую прочность, чем после отжига. Нормализацию применяют чаще как промежуточную операцию для смягчения стали перед обработкой резанием, для устранения пороков строения и общего улучшения структуры перед закалкой. Таким образом, назначение нормализации как промежуточной обработки аналогично назначению отжига. Так как нормализация гораздо выгоднее отжига (охлаждение не с печью, а на воздухе), то ее всегда следует предпочесть отжигу, если оба эти вида обработки дают одинаковые результаты. Но нормализация не всегда может заменить отжиг как операция смягчения стали.
Нормализацию широко применяют вместо смягчающего отжига к малоуглеродистым сталям, в которых аустенит слабо переохлаждается. Но она не может заменить смягчающий отжиг высокоуглеродистых сталей, которые весьма ощутимо упрочняются при охлаждении на воздухе из-за значительного переохлаждения аустенита.
В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки АСm (линия SE) вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе он не успевает образовать грубую сетку, понижающую свойства стали.
СОДЕРЖАНИЕ ОТЧЕТА
Название работы
Цель работы
Участок диаграммы
Fe-Fe3C. (рис. 3)
Выбранные параметры режима полного отжига и нормализации для заданной стали.
Значения твердости до и после термической обработки.
Выводы.
КОНТРОЛЬНЫЕ ВОПРОСЫ ДЛЯ САМОПРВЕРКИ
В чем заключается процесс полного отжига доэвтектоидной стали?
Что такое нормализация?
Какие структурные изменения происходят при полном отжиге?
Как выбирают температуру нагрева для отжига доэвтектоидной стали?
В каких случаях назначают полный отжиг стали?
В каких случаях назначают нормализацию стали?
ЗАКАЛКА УГЛЕРОДИСТОЙ СТАЛИ
ЦЕЛЬ РАБОТЫ
Изучить процесс закалки стали; исследовать влияние массовой доли углерода на закаливаемость стали.
ПРИБОРЫ И МАТЕРИАЛЫ
Прибор для определения твердости, муфельные лабораторные печи, оснащенные приборами для контроля температур, закалочные баки с охлаждающими средами, шлифовальный станок, образцы стали в отожженном состоянии.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Мартенситное превращение в стали
Распад аустенита на феррито-карбидную смесь – диффузионный процесс, связанный с перераспределением углерода и железа, т.е. с диффузионным перемещением атомов на значительные расстояния, намного превышающие период решетки аустенита.
При охлаждении углеродистой стали с достаточно большой скоростью (сотни градусов в секунду) аустенит настолько сильно переохлаждается, что не распадается на смесь двух фаз, так как подвижность атомов при сильном охлаждении ниже точки А1 слишком мала. Но фиксации аустенита при комнатной температуре не происходит, так как в углеродистой стали, начиная с некоторой температуры, может существовать железоуглеродистая фаза, обладающая свободной энергией меньше, чем аустенит. Эта фаза называется мартенситом.
Мартенситное превращение не связано с диффузионным перераспределением углерода и железа в решетке аустенита. Химический состав кристаллов мартенсита и исходного аустенита одинаков. Мартенсит отличается от аустенита только кристаллической решеткой; у аустенита гранецентрированная решетка -железа, а у мартенсита – тетрагональная, близкая объемно центрированной кубической решетке -железа.
Таким образом, мартенсит является пересыщенным твердым раствором внедрения углерода в -железе.
Превращение аустенита в мартенсит при охлаждении начинается и заканчивается при определенных для каждой марки стали температурах – температуре начала (МH) и конца (МК) мартенситного превращения.

Рис. 1. Диаграмма изотермического распада переохлажденного аустенита эвтектоидной стали.А – устойчивый аустенит, Ап – переохлажденный аустенит, Аост – остаточный аустенит, М – мартенсит, Ф – феррит, Ц – цементит.
Температура начала мартенситного превращения в отличие от температуры начала перлитного превращения, не зависит от скорости охлаждения. На положение мартенситной точки (МH) влияет содержание углерода в стали, с увеличением которого снижается МH. При температуре мартенситной точки МH превращение только начинается, появляются первые кристаллы мартенсита. Чтобы мартенситное превращение развивалось, необходимо непрерывно охлаждать сталь ниже мартенситной точки. Если охлаждение приостановить и выдерживать углеродистую сталь при постоянной температуре ниже мартенситной точки МH, то образование мартенсита почти сейчас же прекращается. Эта особенность наиболее ярко отличает кинетику мартенситного превращения от перлитного, которое всегда доходит до конца при постоянной температуре ниже точки А1 т.е., оканчивается полным исчезновением аустенита.
Мартенситный кристалл (пластина) образуется только в пределах аустенитного зерна и не переходит границу между его зернами. В плоскости шлифа мартенситные пластины, как правило, попадают поперечным сечением и наблюдаются под микроскопом в виде игл. Так как размеры первых пластин мартенсита определяются размерами аустенитного зерна, то все факторы, приводящие к его укрупнению, делают более грубоигольчатым сам мартенсит. Поэтому сильный перегрев стали при закалке дает крупноигольчатый мартенсит.
При закалке на мартенсит углеродистой стали резко возрастает ее твердость и снижается пластичность. Например, твердость эвтектоидной стали в отожженном состоянии равна HB180, а в закаленном – НВ650, т.е. примерно в 3,5 раза выше. Высокая твердость углеродистых сталей, закаленных на мартенсит, обусловлена, в первую очередь, возникновением сильных искажений решетки пересыщенного раствора за счет внедрения атомов углерода.
Структура и зависящие от нее механические свойства, металлических сплавов изменяются в результате термической обработки. Существуют различные виды термической обработки, к одному из которых относится закалка, приводящая к существенному изменению структуры и свойств сплавов. Применительно к углеродистым сталям закалка обеспечивает значительное повышение твердости и прочностных характеристик (пределов прочности и текучести).
Закалкой называется вид термической обработки, заключающийся в нагреве стали до температуры выше критической точки, выдержке и последующем быстром охлаждении со скоростью не ниже критической.
Критические точки – это температуры фазовых превращений. Различают равновесные (теоретические) и фактические критические точки. Равновесные критические точки лежат на линиях диаграмм состояния и показывают температуры фазовых переходов в условиях чрезвычайно медленного изменения температур (нагрева или охлаждения).
Равновесные критические точки углеродистых сталей можно определять по метастабильной диаграмме "железо - цементит". На этой диаграмме равновесные точки, лежащие на линии PSK, обозначаются А1 и показывают температуру превращения перлита в аустенит при нагреве и обратного превращения при охлаждении. Равновесные точки, находящиеся на линии GS, обозначаются А3 и показывают температуры окончания растворения феррита в аустените при нагреве и начала его выделения из аустенита при охлаждении. Равновесные точки линии SE обозначаются Acm и показывают температуры окончания растворения цементита (вторичного) в аустените при нагреве и начала его выделения из аустенита при охлаждении.
Фактические критические точки при нагреве смешаются вверх по температурной шкале и обозначаются аналогично равновесным точкам с добавлением буквы “с”, например, АС1-АС3.
При охлаждении происходит смещение фактических критических точек относительно равновесных в сторону уменьшения температуры, это смещение отмечается буквой “r” (Ar1 – Ar3)
Нагрев при закалке производится для перевода всей исходной структуры или определенной ее части в аустенит, который является исходной фазой для получения конечной структуры закаленной стали.
Выдержка необходима для выравнивания температуры по сечению детали и для полного установления необходимого фазового состояния.
Охлаждение при закалке должно производиться со скоростью не меньше критической для того, чтобы предотвратить протекание диффузионных процессов и переохладить весь исходный аустенит до температурного интервала мартенситного превращения.
Критическая скорость охлаждения (закалки) – это минимальная скорость охлаждения, при которой предотвращается диффузионный распад переохлажденного аустенита.
Выбор технологических параметров закалки
Фактическая скорость печного нагрева определяется температурой, до которой нагрето печное пространство, и массой помещенной в него детали.
Температура закалки определяется исходя из массовой доли углерода в стали и соответствующего ей значения критической точки. Практически критические точки выбирают по справочникам или по диаграмме состояния "железо - цементит".
Температура нагрева при закалке доэвтектоидных сталей определяется следующим образом:
tзак = Ас3+ (30 – 50), °С
Заэвтектоидные и эвтектоидную стали нагреваются при закалке до температуры:
tзак = Ас1+ (30 – 50), °С
Исходя из этого определяется положение оптимального интервала температур закалки углеродистых сталей на диаграмме состояния Fe – Fe3C (рис. 2).
Продолжительность нагрева и выдержки определяется размерами и конфигурацией деталей и способом их укладки в печи. Она должна быть такой, чтобы прошло выравнивание концентрации углерода в аустените. Обычно общее время нагрева и изотермической выдержки составляет 1 - 1,5 мин на мм наибольшего поперечного сечения.
Охлаждение при закалке должно производиться в такой охлаждающей среде, которая обеспечивает скорость охлаждения не менее критической.
Закалочные напряжения складываются из термических и структурных напряжений. При закалке всегда возникает перепад температуры по сечению изделия. Разная величина термического сжатия наружных и внутренних слоев в период охлаждения обуславливает возникновение термических напряжений.
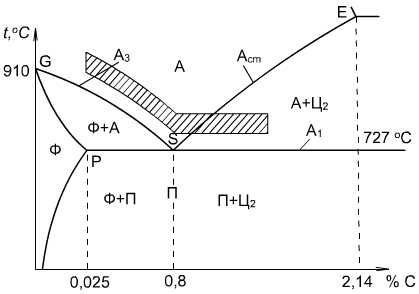
Рис. 2. Фрагмент диаграммы состояния Fe – Fe3C c нанесенным оптимальным интервалом температур закалки
Мартенситное превращение связано с увеличением объема на несколько процентов. Поверхностные слои раньше достигают мартенситной точки, чем сердцевина изделия. Мартенситное превращение и связанное с ним увеличение объема около 1%, происходит в разных точках сечения изделия не одновременно, что приводит к возникновению структурных напряжений.
Суммарные закалочные напряжения растут с увеличением температуры нагрева под закалку и с повышением скорости охлаждения, так как в обоих этих случаях увеличивается перепад температур по сечению изделия. Наиболее опасным в отношении закалочных напряжений является интервал температур ниже мартенситной точки (МH), так как в этом интервале возникают структурные напряжения и образуется хрупкая фаза мартенсит. Выше мартенситной точки возникают только термические напряжения, причем сталь находится в аустенитном состоянии, а аустенит пластичен. Охлаждающая способность наиболее распространенных закалочных сред увеличивается в следующей последовательности: минеральное масло,вода, водные растворы солей и щелочей.
Углеродистые стали обладают большой критической скоростью охлаждения (закалки) и поэтому для них, как правило, в качестве охлаждающей среды выбирают воду при нормальной температуре.
Закалочное охлаждение эвтектоидной и доэвтектоидных сталей происходит из однофазной аустенитной области, поэтому структура этих сталей после закалки будет представлять мартенсит с небольшим количеством остаточного аустенита.
Заэвтектоидные стали охлаждаются из двухфазной аустенито-цементитной области и структура этих сталей после закалки представляет собой мартенсит с небольшим количеством остаточного аустенита и цементит вторичный.
Температуры критических точек при нагреве сталей и их твердость после закалки
| Марка стали | Массовая доля углерода, % | Температура, °C | Твердость правильно закаленной стали, HRC | |
| АС1 | АС3 | |||
| Углеродистые конструкционные стали | ||||
| 20 25 30 35 40 45 50 55 60 | 0,17 – 0,24 0,22 – 0,30 0,27 – 0,35 0,32 – 0,40 0,37 – 0,45 0,42 – 0,50 0,47 – 0,55 0,52 – 0,60 0,57 –0,65 | 735 735 730 730 730 730 725 725 725 | 850 835 820 810 790 770 760 755 750 | 34 – 40 42 – 48 48 – 51 54 – 60 60 – 62 |
| Углеродистые инструментальные стали | ||||
| У7 У8 – У13 | – – | 725 730 | 765 – | 62 – 64
|
СОДЕРЖАНИЕ ОТЧЕТА
1. Титульная часть. 2. Цель работы.3. Выбор технологических параметров закалки заданных образцов углеродистых сталей в виде таблицы, представленной ниже.
4. Результаты закалки.
| Марка стали | Массовая доля углерода, % | Твердость | Структура | |
| HRС | HB | |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Зависимость твердости закаленной стали от массовой доли углерода.
6. Выводы.
КОНТРОЛЬНЫЕ ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Что такое закалка?2. Как изменяются механические свойства в результате закалки?3. Равновесные критические точки, их смысл и обозначение. 4. Обозначение и отличие фактических критических точек от равновесных.5. Назначение нагрева, выдержки и охлаждения при закалке.6. Что такое критическая скорость закалки?7. От чего зависит и как практически определяется общее время выдержки при закалке?8. Структура доэвтектоидной закаленной стали.9. Структура заэвтектоидной закаленной стали.10. Что такое мартенсит?11. От чего зависят свойства мартенсита?12. Основная структурная составляющая закаленной стали.13. Влияние массовой доли углерода на закаливаемость стали.14. В чем сущность мартенситного превращения?15. Почему размер аустенитных зерен влияет на размер пластин мартенсита?16. Каковы условия получения крупноигольчатого и мелкоигольчатого мартенсита?17. Чем отличается мартенситное превращение от перлитного?18. Чем вызывается образование закалочных напряжении?19. До каких температур нагревают до- и заэвтектоидные стали под закалку?
refdb.ru