Большая Энциклопедия Нефти и Газа. Изготовление метчиков
Изготовление метчиков на заказ по чертежам
Интернет-магазин занимается поставками инструментов для обработки металла. Наши главные партнеры – ряд промышленных предприятий Германии, которые выпускают продукцию исключительного качества. Весь модельный ряд нормируется согласно требованиям мировых технических стандартов, российских ГОСТ.
В связи с ростом потребности на специальный инструмент для резьбы, мы предлагаем услуги по изготовлению метчиков на заказ.
В чем преимущества нашего сервиса?
- Поставка продукции в любой регион.
- Минимальный срок комплектации заказа.
- Изготовление инструмента по чертежам или по предоставленным образцам.
Подать заявку на изготовление метчиков на заказ в Москве, Санкт-Петербурге и других городах можно по телефону интернет-магазина или через сайт (с заказом обратной связи). В беседе с менеджером можно уточнить все необходимые детали.
Изготовление метчиков
Главное требование к инструменту для обработки металла – высокая точность. Наличие у наших партнеров высокотехнологичного оборудования позволяет изготовление лерок и метчиков любых стандартов с минимальным отклонением от проекта. Производство режущего инструмента выполняется из специальных марок стали.
Технология изготовления метчиков
Процесс содержит несколько основных этапов.
- Обработка заготовки на станке для придания требуемого профиля.
- Операция нарезания резьбы.
- Фрезеровка канавок.
- Термообработка метчиков для закаливания режущей части.
- Шлифовка и заточка.
Производство технологической оснастки направлено на выпуск приспособлений для эксплуатации инструмента. Это воротки, метчикодержатели, державки.
Классификация
Сортировка производится по основным признакам.
- Метод использования: ручные, машинные.
- По резьбе: метрические и дюймовые. Учитывается профиль, размер рабочего диаметра и шаг.
- По виду обрабатываемых деталей: гаечные, трубные, для плашек.
- Направление вращения.
Изготовление специального инструмента предназначено для выпуска метчиков с особыми требованиями к форме заходной и калибрующей части, хвостовика, конфигурации канавок.
volkel.ru
Изготовление метчиков – производство метчиков в Москве, цены, характеристики
Изготовление метчиков осуществляется компанией "ИТС" на высокоточном оборудовании и с учетом требований ГОСТов. Предлагаем изделия в стандартных и индивидуальных вариантах исполнения.Виды и назначение
Универсальный инструмент позволяет посредством вращательных движений в отверстии нарезать внутренние шаги винта. Как правило, пользуются двумя комплектами (черновой - для первичного формирования резьбы, чистовой - повышения ее точности).
К востребованным типам метчиков относятся:
- ручные, машинные и комбинированные;
- левые и правые;
- гаечные;
- дюймовые, метрические, трубные для цилиндрических или конических резьб;
- с прямым или изогнутым хвостовиком;
- бесстружечные и однопроходные;
- с укороченными и винтовыми канавками, с шахматным расположением режущих элементов, с твердосплавными пластинами.
Преимущества продукции "ИТС"
Метчики нашего изготовления позволяют качественно наносить резьбу как в глухих, так и в сквозных отверстиях. Возможность механизации данного процесса, вместе с высокой точностью, достигаемой использованием двух-трехкомплектных наборов - делают изделия незаменимыми инструментами в решении различных производственных задач.
Скачать прайс лист на метчики>>>Метчики бесстружечные гаечные с изогнутым хвостовиком ГОСТ 18841-73Метчики бесстружечные гаечные ГОСТ 18840-73Метчики гаечные ГОСТ 1604-71 для метрической резьбыМетчики гаечные ГОСТ 6951-71 с изогнутым хвостовиком для метрической резьбыМетчики гаечные с шахматным расположением зубьев ГОСТ 17929-72Метчики ГОСТ 3266-81 для трубной цилиндрической резьбыМетчики ГОСТ6227-80 для дюймовой конической резьбыМетчики ГОСТ 6227-80 для трубной конической резьбыМетчики машинно-ручные ГОСТ 18839(44)-73 бесстружечныеМетчики машинно-ручные ГОСТ 3266-81 комплект из 3 шт.Метчики машинно-ручные ГОСТ 3266-81 комплектные левыеМетчики машинно-ручные ГОСТ 3266-81 комплектные правыеМетчики машинно-ручные ГОСТ 3266-81 однопроходные левыеМетчики машинно-ручные ГОСТ 3266-81 однопроходные правыеМетчики с усиленным хвостовиком комплектные левые ГОСТ3266-81Метчики с усиленным хвостовиком комплектные правые ГОСТ 3266-81Метчики с усиленным хвостовиком однопроходные левые ГОСТ 3266-81Метчики с усиленным хвостовиком однопроходные правые ГОСТ 3266-81Метчики с шейкой комплектные левые ГОСТ 3266-81Метчики с шейкой комплектные правые ГОСТ 3266-81Метчики с шейкой однопроходные левые ГОСТ 3266-81Метчики с шейкой однопроходные правые ГОСТ 3266-81Метчики машинные ГОСТ 17927-72 с шахматным расположением зубьев для обработки нержавеющих и жаропрочных сталейМетчики машинные ГОСТ 17928-72 с шахматным расположением зубьев для обработки легких сплавовМетчики машинные ГОСТ 17930-72 с укороченными канавками по легким сплавамМетчики машинные ГОСТ 17931-72 с укороченными канавкамиМетчики машинные ГОСТ 17932-72 с винтовыми канавками по легким сплавамМетчики машинные ГОСТ 17933-72 с винтовыми канавкамиМетчики машинные ГОСТ 19879-74 с твердосплавными пластинами для трубной цилиндрической резьбыМетчики машинно-ручныеМетчики ручные ОСТ 2И 50-1-92МетчикодержателиНабор метчиков
Основы построения технологических процессов изготовления режущего инструмента. Типовые технологические процессы обработки инструментов, страница 11
Шлифованию подвергается резьба метчиков, резьбовых фрез, накатных роликов, плоских нарезных и накатных плашек высокой точности.
Шлифование может производиться однониточным или многониточным шлифовальным кругом.
Технология изготовления метчиков
Метчики делятся на:
1. Ручные
2. Машинные
3. Гаечные
4.Маточные
5. Комбинированные.
Ручные метчики изготавливают из углеродистой, легированной или быстрорежущей стали. Машинные и гаечные метчики часто делают из быстрорежущей стали Р18. Гаечные метчики диаметром более 8 мм изготавливают сварными. Метчики с мелким шагом изготавливают с нешлифованным профилем резьбы из углеродистой (У10) или легированной стали.
За технологическую базу при обработке и контроле метчиков принимают наружные центры, а для метчиков диаметром больше 8 мм – центровые отверстии.
На рис.8 показана маршрутная технология изготовления гаечного метчика.
Токарная обработка метчиков производится на разных станках в зависимости от типа производства (универсальные токарные станки, автоматы и полуавтоматы).
В массовом производстве ручных метчиков применяется холоднотянутый металл, и обработка ведется на автоматах и полуавтоматах.
Обработка квадратов также ведется на различном оборудовании в зависимости от масштабов производства.
В условиях крупносерийного и массового производства квадраты метчиков диаметром 2-16 мм образуются холодной штамповкой на автоматизированных кривошипных прессах или протягиванием на протяжных станках.
Квадраты метчиков диаметром от 18 мм и больше фрезеруются двумя трехсторонними фрезами на вертикально-фрезерных станках (метод непрерывного фрезерования на круглом столе).
Кроме того, такие квадраты фрезеруют на автоматизированных горизонтально-фрезерных станках с делительным устройством.
В условиях индивидуального и мелкосерийного производства квадраты на инструменте образуются на фрезерном станке с помощью делительной головки.
Канавки на метчиках в зависимости от размера образуют шлифованием или фрезерованием. Возможна обработка канавок методом пластической деформации на ротационно-ковочных машинах.
У мелкоразмерных метчиков канавки вышлифовываются на плоскошлифовальных станках с помощью приспособления или шлифуются на специальном станке.
Шлифование метчиков по наружному диаметру на бесцентрово-шлифовальных станках значительно производительнее, чем шлифование в центрах.
Резьба у метчиков в зависимости от марки стали, точности и масштаба производства образуется различными методами.
В крупносерийном производстве метчики фрезеруются на резьбофрезерных станках и накатываются плоскими плашками или роликами.
В условиях индивидуального и мелкосерийного производства метчики нарезаются резцом или гребенкой.
Резьба метчиков из быстрорежущей стали после термообработки шлифуется однониточным или многониточным кругом.
Затылование зубьев заборного конуса метчиков производится на затыловочных станках, специальных приспособлениях к шлифовальным станкам и на специальных станках для затылования заборного конуса.
Технология изготовления круглых плашек
Круглые плашки изготавливаются обычно из стали 9ХС.
На рис.9 показана маршрутная технология изготовления круглой плашки.
Токарная обработка круглых плашек в зависимости от масштаба производства ведется на токарных автоматах, имеющих 4, 6, 8 шпинделей; или на револьверных станках. Затем на плоскошлифовальном станке шлифуется торец, который является технологической базой.
В качестве другой технологической базы служит наружная цилиндрическая поверхность. Ее шлифуют на бесцентрово-шлифовальном станке.
Сверление стружечных отверстий производится в кондукторе.
В серийном производстве сверление выполняется на многошпиндельных и агрегатных станках.
В индивидуальном производстве обработка резьбы на плашках выполняется на универсальных токарных станках в два перехода:
1. Нарезание резьбы плашечным метчиком
2. Калибрование резьбы маточным метчиком.
В серийном производстве для образования резьбы применяются специальные станки одно- и многошпиндельного вертикального типа.
vunivere.ru
Изготовление метчиков — Инструментальные материалы
Главное направление технического прогресса в инструментальной промышленности – комплексная механизация и автоматизация производственных процессов, выражающаяся в создании автоматических линий. Поэтому при проектировании новых специальных станков для инструментального производства учитывают возможность их включения в автоматические линии, широкое внедрение которых предусматривают в массовом производстве инструмента.
Автоматизация загрузки и рабочего цикла универсальных станков, а также транспорта заготовок позволяет создать автоматическую линию по изготовлению заготовок ручных и машинных метчиков от заготовительных операций до термической обработки. Заготовки метчиков изготовляют из гладкотянутой инструментальной стали на токарных автоматах, прикрепленных к каждой линии.
На автоматической линии для изготовления метчиков М7, М8 и М9-М10 производят следующие операции:
- шлифование на проход рабочей части метчика под накатку резьбы на бесцентровошлифовальном станке модели 3180;
- предварительное шлифование врезанием хвостовой части На бесцентровошлифовальном станке модели 3180;
- обработку квадрата метчика штамповкой на эксцентриковом прессе;
- клеймение на клеймильном автомате;
- предварительное накатывание резьбы заготовок машинных метчиков со шлифованным профилем резьбы и чистовое накатывание резьбы заготовок ручных метчиков с нешлифованным профилем на резьбонакатном станке;
- чистовое шлифование на проход рабочей части метчиков на бесцентровошлифовальном станке.
- заготовки метчиков, обработанные отдельно на токарных автоматах, загружают в бункер первого станка линии (бесцентровошлифовального). К последующим станкам заготовки передают цепным или инерционным транспортером.
Переналадка линии на другой размер метчика производится быстро, так как каждый станок переналаживается независимо от других и во время переналадки одного станка остальные, благодаря накопителю, продолжают работать. Время на переналадку станков – 20-50 мин.
Автоматизация технологических процессов изготовления инструментов на операциях до термической обработки довольно широко распространена на отечественных инструментальных заводах.
Автоматические линии метчиков, подобные описанным, работают на Львовском инструментальном заводе и на Томском заводе режущих инструментов, ТИЗ.
На Московском заводе «Фрезер» работает автоматическая линия по обработке корпусов сборных торцовых фрез. Там же работает автоматическая линия для финишных операций (шлифования по наружному диаметру с образованием обратной конусности, заточки и клеймения) сверл с цилиндрическим хвостовиком диаметром 3…6 мм. Линия включает: автоматизированный бесцентровошлифовальный станок модели 3180, вертикальный инерционный транспортер; автомат для заточки сверл модели МФ?138; автомат для клеймения сверл; бункеры; транспортные лотки и устройства, связывающие оборудование в одну линию.
Для финишных операций изготовления сверл с цилиндрическим хвостовиком диаметром 6…8 мм применяют автоматическую линию, состоящую из четырех станков: двух бесцентровошлифовальных модели 3384, автомата для заточки сверл модели МФ-158 и клеймильного автомата.
Подобная автоматическая линия работает на Вильнюсское заводе сверл. Автоматическая линия для выполнения финишных операций при обработке удлиненных сверл с цилиндрическим хвостовиком диаметром 3-6 мм состоит из шести единиц оборудования: двух бесцентровошлифовальных станков, автомата для контроля сверл по диаметру, клеймильного автомата и двух заточных полуавтоматов.
Задачи, стоящие перед инструментальной промышленностью по увеличению выпуска инструмента и повышению его качества, требуют дальнейшего проведения комплексной механизации и автоматизации производства режущего инструмента.
arxipedia.ru
Способ изготовления метчиков
Применение: изобретение относится к металлообработке, а именно к изготовлению метчиков. Сущность изобретения: шл ифование и затылование резьбы осуществляют на двух соседних витках резьбового профиля метчика. При этом шлифовальный круг поворачивают на угол, определяемый в зависимости от угла подьема резьбы;4 ил.. .
СОЮЗ COBETCKVIX
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (sI)s В 23 G 5/06
ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ
ВЕДОМСТВО СССР (ГОСПАТЕНТ СССР) ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4749542/08 (22) 16,10.89 (46) 28.02,93. Бюл. ¹ 8 (71) Челябинский конструкторско-технологический институт автоматизации и механи. зации в автомобилестроении (72) В.П.Лопухов (56) Авторское свидетельство СССР
¹ 1279764, Kï. В 23 G 5/06, 1984.
Изобретение относится к металлообработке, а именно к изготовлению резьбы метчиков с режущедеформирующими зубьями, деформирующие участки которых на противоположных сторонах зубьев расположены от их передней поверхности на разном расстоянии, может найти применение во всех отраслях машиностроения для повышения .точности обработки резьб метчиками.
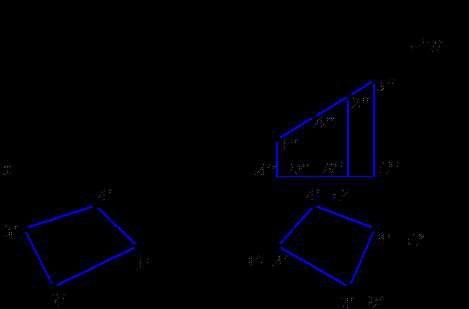
Целью изобретения является снижение трудоемкости изготовления резьбы метчиков с режущедеформирующими зубьями, деформирующие участки которых расположены от их передней поверхности на разном расстоянии, На фиг.1 изображен вид сбоку на сторону зубьев метчика, на которой выступы деформирующих участков отстоят от передней поверхности зубьев дальше по сравнению с соответствующими выступами на второй их стороне; на фиг.2 — сечение А-А на фиг,1 плоскостью, перпендикулярной радиусу, который проходит через точку С, находящуюся на уровне среднего диаметра метчика по середине между неравноотстоящими от передней поверхности зубьев его деформирующими участками 1 и 2. На фиг.2 также
HJ 1798066 А1 (54) СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКОВ (57) Применение: изобретение относится к металлообработке, а именно к изготовлению метчиков. Сущность изобретения: шлифование и затылование резьбы осуществляют на двух соседних витках резьбового профиля метчика, При этом шлифовальный круг поворачивают на угол, определяемый в зависимости от угла подъема резьбы; 4 ил.
I показаны: точка С, соответствующая точке С на фиг.1,и положение сечения резьбошлифовального круга 3 плоскостью при угле ) поворота, равном р +/3.
На фиг.3 изображен вид сбоку на сторону зубьев метчика, на которой выступы деформирующих участков находятся к передней поверхности зубьев ближе по сравнению с соответствующими выступами на первой их стороне; на фиг,4 — сечение
Б — Б фиг.3 плоскостью, перпендикулярной радиусу метчика, который проходит, как и на фиг.1, через точку С, находящуюся на уровне среднего диаметра метчика по середине . между неравноотстоящими от передней по- ОО верхности зубьев деформирующими участ- Q ками 4 и 5. На фиг.4 также показаны: точка ()
С,.соответствующая точке С на фиг.3. и но- . ©, ложение сечения резьбошлифовального круга 3 плоскостью при угле ) поворота, равном р -/3; е — величина смещения деформирующих участков на зубьях метчика по ширине пера.
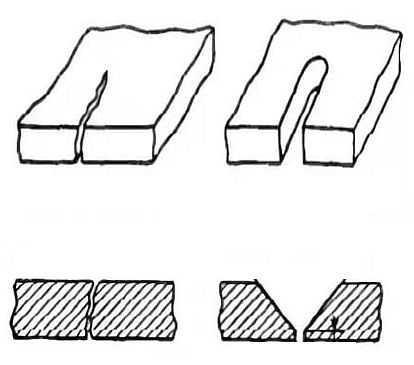
В сечении Б-Б контуры зубьев метчика, если зубья не затылованы по профилю, приобретают овальную форму, как показано тонкими линиями 6, Форма режущедефор1798066 мирующих зубьев в этом сечении также искажается, сечения режущедеформирующих зубьев заштрихованы. Они располагаются внутри контура незатылованных по проф- илю зубьев. Также овальную по длине фор- 5 му в сечении имеет и резьбошлифовальный круг 3, так как он тоже круглой формы и к периферии сужается, будучи заправленным под острым углом rL
Овальность зубьев и резьбошлифоваль- 10 ного круга в сечении А — А позволяет шлифовать резьбу на режущедеформирующих метчиках с различным удалением их деформирующих участков от передней поверхности зубьев. При этом в силу указанной 15 овальности другие участки метчика по длине зубьев при резьбошлифовании не повреждаются.
Изготовление резьбы по предлагаемому способу производят следующим обра- 20 эом. Расчетом или по таблице определяют угол р подъема резьбы метчика. По выражению для Р определяют величину угла, на который угол поворота резьбошлифовального круга в шлифовальной бабке отличает- 25 ся от угла подъема изготовляемой резьбы.
При этом все величины, входящие в выражения для определения р и/3, даются в чертежах метчиков, Резьбошлифовальный круг в шлифовальной бабке станка поворачива- З0 ют на угол p +P или rp — j3. Кулачок применяют для шлифования резьбы метчиков с режущедеформирующими участками на зубьях, деформирующие участки которых отстоят от передней поверхности зубьев на З5 одинаковом расстоянии. Производят обработку резьбы метчика, выдерживая соответствующие параметры и размеры.
Увеличение угла профиля резьбы метчика за счет разворота реэьбошлифовального круга на угол, отличающийся от угла подъема изготовляемой резьбы, как показывают расчеты, незначительно, порядка 1-4 мин.
Использование предлагаемого способа для изготовления резьбы метчиков с режущедеформирующими зубьями, деформиру.ющие участки которых расположены на разном расстоянии от их передней поверхности, значительно уменьшает трудоемкость их обработки и улучшает качество резьбы. Это позволяет более широко испольэовать указанные метчики во всех отраслях машиностроения для обработки точных резьб и повышения размерной стойкости инструмента.
Формула изобретения
Способ изготовления метчиков на резьбошлифовальном станке, согласно которому шлифовальный круг устанавливают под углом к оси метчика и осуществляют шлифо.вание и затылование боковых сторон зубьев с использованием кулачка эатылования, о тл и ч а ю шийся -тем, что, с целью снижения трудоемкости изготовления метчиков, затылование боковых сторон профиля зубьев осуществляют одновременно на двух соседних витках резьбы, при этом шлифовальный круг поворачивают на угол, определяемый иэ зависимости
7-8 †где у- угол поворота шлифовального круга угол подъема резьбы; величина yrna, на которую отличается угол поворота реэьбошлифовального круга от угла подъема изготовляемой резьбы.
I 7 !8066
Составитель В.Лопухов
Техред М,Моргентал Корректор И.Шмакова
Редактор С.Кулакова
Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина. 101
Заказ 737 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва,Ж-35, Раушская наб., 4/5
www.findpatent.ru
Технология - изготовление - метчик
Технология - изготовление - метчик
Cтраница 1
Технология изготовления метчиков с шахматным расположением зубьев также не представляет особых трудностей. Шлифование резьбы и вырезку зуба следует выполнять за одну операцию. Такой кулачок позволяет изготовлять незатылованную резьбу. [2]
Способ задания размеров, приведенный в ГОСТ 17931 - 72, является не совсем удобным с точки зрения технологии изготовления метчика. Дело в том, что все величины, характеризующие размеры канавки ( dc, г, у) - переменные, изменяющиеся по длине заборного конуса, и, следовательно, должны быть заданы в определенном сечении. [3]
Станки и приспособления для этой цели аналогичны оборудованию, описанному в разделе Технология изготовления метчиков. Обработку на автомате ведут методом однопроходного шлифования. Для шлифования канавок используют круги прямого профиля, которые заправляют подобно фрезам на одно - или двухугловой профиль. Конкретные величины углов зависят от диаметра, числа зубьев, угла подъема спирали и подбирают опытным путем. [4]
Для этого могут быть использованы автоматы F102, F122 ( см. операция 35 Технология изготовления метчиков), модернизированный универсально-заточный станок ЗА64Д или автомат ВК-63, однако последний предназначен для массового производства, и переналадка его сложна. [5]
Далее технологический процесс изготовления метчиков строят различно в зависимости от того, надо ли затыловывать метчики по калибрующей части. На обычном резьбошлифовальном оборудовании метчики затыловывают, начиная с размеров М2 5 - МЗ. Соответственно различают технологию изготовления метчиков с резьбой до М2 5 и технологию изготовления метчиков с резьбой М2 5 и выше. [6]
Далее технологический процесс изготовления метчиков строят различно в зависимости от того, надо ли затыловывать метчики по калибрующей части. На обычном резьбошлифовальном оборудовании метчики затыловывают, начиная с размеров М2 5 - МЗ. Соответственно различают технологию изготовления метчиков с резьбой до М2 5 и технологию изготовления метчиков с резьбой М2 5 и выше. [7]
Страницы: 1
www.ngpedia.ru
iProm - заказ на Изготовление метчиков
Арт. 69511 5 Декабря 2016 1735
Статус заявки Открыта
Контактное лицоРасположение заказчика Россия, Урал, Свердловская область, Нижний Тагил
Количество 20
Расположение исполнителя Россия, Урал
Сроки исполнения до 29.12.2017
Описание заказа
Необходимо изготовить: Метчики G1 1/4" с твердосплавными пластинками ВК8 согласно прилагаемому чертежу. Кол-во: 20 шт. (10 лев., 10 прав..) Потребность: примерно раз в квартал Проходная цена: нет Материал исполнителя. Местонахождение заказчика: Нижний Тагил Местонахождение исполнителя: Урал, Вся Россия При общении с заказчиком сообщайте, что заказ взят на сайте iprom.ruВыгодные предложения от нашего партнёра: пластины сменные, державки, фрезы. cncmagazine.ru Реклама
www.iprom.ru