Презентация на тему "Контрольно-измерительные инструменты". Доклад измерительные инструменты
Измерительные приборы
Размещено на http://www.allbest.ru/
Томский Государственный Архитектурно-Строительный Университет
Реферат на тему:
"Измерительные приборы"
Выполнил:
Жариков А. А.
Ленинск-Кузнецкий 2011 г.
Оглавление
Плоскопараллельные концевые меры длины
Измерительные линейки, штангениструмент и микрометрический инструмент
Средства измерения с механическим преобразованием
Средства измерения с оптическим и оптико-механическим преобразованием
Средства измерения с пневматическим преобразованием
Список литературы
Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины (ГОСТ 9038—83) предназначены для передачи размеров от эталона до изделия. Эта передача осуществляется путем применения плоскопараллельных концевых мер длины для поверки и градуировки различных мер и средств измерения, для поверки калибров, а также определения размеров изделий, настройки приспособлений, точных разметочных и координатно-расточных работ, наладки станков и инструментов и т.д.
В соответствии с ГОСТ 9038—83 концевые меры длины имеют форму прямоугольного параллелепипеда с двумя плоскими параллельными измерительными поверхностями (рис. 1).
Рис.1. Измерительные поверхности концевых мер
За размер плоскопараллельной концевой меры длины принимается ее срединная длина l, которая определяется длиной перпендикуляра, проведенного из середины одной из измерительных поверхностей меры до середины противоположной измерительной поверхности. Длина сторон а и b сечения мер определяется в зависимости от номинальной срединной длины l.
Так, при 10 мм > / > 0,29 мм а = 30-0,28, b = 9-0,20, а при 10 мм > / > 250 мм а = 35-0,34, b = 9-0,20.
Концевые меры имеют классы точности: 00; 01; 0; 1; 2; 3 — из стали; 00; 0; 1; 2 и 3 - из твердого сплава. Класс 00 — самый точный.
Концевые меры комплектуют в различные наборы по числу мер и номинальным длинам. В наборах № 1... 19 число мер 2... 112. В специальном наборе № 20 23 меры, № 21 - 20 мер, № 22 — 7 мер.
Комплектация мер в наборы осуществляется таким образом, чтобы из минимального числа мер можно было составить блок любого размера до третьего десятичного знака. В соответствии с этим положением в наборах концевых мер принята градация мер: 0,001 - 0,01 - 0,1 - 0,5 - 1 - 10 - 25 - 50 и 100 мм.
Номинальные длины мер изменяются от 1,005 до 100 мм. Так, набор из 112 концевых мер содержит одну меру размером 1,005 мм; 51 меру от 1 до 1,5 мм через 0,01 мм; пять мер от 1,6 до 2 мм через 0,1 мм; одну меру 0,5 мм; 46 мер от 2,5 до 25 мм через 0,5 мм и восемь мер от 30 до 100 мм через 10 мм.
Класс точности набора определяется низшим классом отдельной меры, входящей в набор. К каждому набору прилагается паспорт, в котором указываются номинальная длина каждой меры и отклонение.
В зависимости от погрешности измерения длины мер (погрешности аттестации) и отклонения их (рабочих поверхностей) от плоскостности и параллельности концевые меры разделяют на пять разрядов: 1, 2, 3, 4 и 5-й (для 1-го разряда определена наименьшая погрешность аттестации). Погрешности приводятся в аттестате меры.
При использовании концевых мер, для которых установлен разряд, размер блока плиток определяют по номинальным значениям мер с учетом действительных отклонений, приведенных в аттестате.
Одно из основных свойств концевых мер длины, обеспечивающее их широкое применение, — это притираемость, т. е. способность прочно сцепляться при прикладывании или надвигании одной меры на другую. Сцепление (адгезия) вызывается молекулярными силами сцепления лишь при наличии тончайшей пленки смазки между мерами (0,05... 0,1 мкм). Усилие сдвига одной меры относительно другой в условиях эксплуатации мер составляет не менее 30 Н, а у новых концевых мер эта величина больше в 10...20 раз. Концевые меры из стали должны выдерживать 500 притираний при вероятности безотказной работы 0,8, а из твердого сплава — 30 000 при вероятности 0,9.
При составлении блока требуемого размера из концевых мер нужно руководствоваться следующим правилом: блок заданного размера следует составлять из возможно меньшего числа мер. Сначала выбирают концевые меры, позволяющие получить тысячные доли миллиметра, затем сотые, десятые и, наконец, целые миллиметры. Например, для получения блока размером 28,495 мм необходимо из набора № 1 взять концевые меры в такой последовательности: 1,005 + 1,49 + 6 + 20 = 28,495 мм. Минимальное число концевых мер в блоке повышает, с одной стороны, точность блока (уменьшается суммарная погрешность размера блока), а с другой — не позволяет ему разрушиться. Число концевых мер в блоке не должно превышать пяти.
Материалом, из которого изготовляют концевые меры чаще всего бывает сталь с температурным коэффициентом расширения (11,5 ± 0,1)10-6 мм на 1 °С при изменении температуры от +10 до +30 "С. Это хромистые стали 20ХГ, ХГ, ШХ15, X. Твердость измерительных поверхностей должна быть не менее НRСЭ 62. Иногда концевые меры изготовляют из твердого сплава ВК6М с температурным коэффициентом расширения 3,6• 10-6 мм на 1 °С. Это позволяет повысить износостойкость концевых мер в 10... 40 раз по сравнению с износостойкостью стальных. В то же время необходимо учитывать, что из-за разности температурных коэффициентов твердого сплава и стали могут возникнуть значительные погрешности измерения.
Шероховатость измерительных поверхностей концевых мер длины для обеспечения хорошей притираемости и высокой износостойкости не должна превышать 0,063 мкм по критерию Rz. Шероховатость нерабочих поверхностей Rа = 0,63 мкм.
Средний срок сохраняемости концевых мер из стали — не менее 1 года, а из твердого сплава — не менее 2 лет.
Приведем примеры условных обозначений.
Набор № 2 концевых мер из стали класса точности 1: Концевые меры 1-Н2 ГОСТ 9038—83.
Набор № 3 концевых мер из твердого сплава класса точности 2: Концевые меры 2-НЗ-Т ГОСТ 9038—83.
Концевая мера номинальной длины 1,49 мм из стали класса точности 3: Концевая мера 3-1,49 ГОСТ 9038—83.
Благодаря способности концевых мер притираться они являются универсальными и широко применяемыми средствами измерения и контроля. Область применения концевых мер еще более расширяется при использовании их вместе с принадлежностями, прилагаемыми к ним.
К этим принадлежностям относятся: державка; основание; стяжки, предназначенные для скрепления блоков, размером более 100 мм; зажимной сухарь, служащий для крепления стяжками блоков концевых мер с боковиками; плоскопараллельные боковики; радиусные боковики, h = К = 2 мм; радиусные боковики, h = К= 5 мм; радиусные боковики, h = К= 15 или 20 мм; центровой боковик; чертильный боковик .
Кроме перечисленных выше принадлежностей в набор могут быть включены трехгранная линейка и плитки с рисками.
Измерительные линейки, штангенинструмент и микрометрический инструмент
Измерительные линейки (рис. 2) относятся к штриховым мерам и предназначены для измерения размеров изделий 14... 17 квалитетов точности прямым методом. Конструкция линеек однотипна. Они представляют собой металлическую полосу шириной 20... 40 мм и толщиной 0,5... 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготовляются с одной или двумя шкалами, верхние пределы измерений 150, 300, 500 и 1000 мм, цена деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.
Допустимые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах ±0,10...0,20 мм в зависимости от общей длины шкалы, а отдельных участков шкалы — в пределах ±0,05...0,10 мм.
Поверку линеек, т.е. определение погрешности нанесения штрихов производят путем сравнения с образцовыми измерительными линейками, которые называют штриховыми мерами. Погрешность сравнения не должна превышать 0,01 мм.
Штангенинструмент предназначен для измерений абсолютных линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей. К нему относятся штангенциркули, штангенглубиномеры и штангенрейсмасы.
ГОСТ 166—80 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-1 с ценой деления 0,1 мм, ШЦ-П с ценой деления 0,05 мм и ШЦ-1И с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм.
Штангенциркуль показан на рис. 3 Штангенциркуль состоит из линейки-штанги, имеющей на конце неподвижные губки для измерения наружных и внутренних поверхностей. На подвижной рамке расположена шкала-нониус и линейка глубиномера для измерения глубин отверстий и пазов. Винт служит для фиксации рамки после окончания измерения. Шкала, нанесенная на линейке-штанге , имеет деления через 1 мм.
Для измерения необходимо освободить подвижную рамку с помощью винта, поместить измеряемую деталь между губками и винтом закрепить рамку. Показания снимают по основной шкале линейки-штанги и шкале-нониусу после удаления измеряемой детали. По шкале-линейке отсчитывают целое число миллиметров, а по нониусу — десятые и сотые доли миллиметра.
При отсчете с помощью нониуса сначала по основной шкале определяют целое число миллиметров перед нулевым делением нониуса, затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
Рис. 3 : / — неподвижные измерительные губки, 2 — подвижные измерительные губки, 3 — рамка, 4 — зажим рамки, 5 — рамка микрометрической подачи, б — зажим рамки микрометрической подачи, 7 — штанга, 8 — гайка и винт микрометрической подачи рамки, 9 — нониус
Штангенглубиномеры (ГОСТ 162—80) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубиномеров (рис. 4) являются торцевая поверхность штанги и база для измерений — нижняя поверхность основания с рамкой микрометрической подачи и нониусом. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в штангенглубиномерах некоторых типов вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—80) являются основными измерительными инструментами при разметке деталей и определении их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания. Конструкция и принцип штангенрейсмаса принципиально не отличаются от конструкции и принципа действия штангенциркуля. Для измерения или разметки деталей станина 3 (рис. 5) штангенрейсмаса устанавливается на измерительный стол и с помощью подвижной рамки 2, закрепленной на ней держателем 4, по линейке-штанге 1 и нониусной шкале 5 определяют показания. На предприятиях применяются штангенрейсмасы с индикаторным и цифровым отсчетом показаний. В первом случае вместо нониусной шкалы на подвижной рамке устанавливается индикатор часового типа с ценой деления 0,05 ил 0,01 мм, а во втором — зубчатое колесо ротационного фотоэлектрического счетчика импульсов, которое находится в зацеплении с зубчатой рейкой, нарезанной на штанге прибора. За один оборот зубчатого колеса счетчик дает 1000 импульсов. Показания счетчика передаются цифровому показывающему или записывающему устройству. Погрешность измерения в этом случае не превышает 15 мкм.
Микрометрические инструменты предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т.д. К ним относятся гладкие микрометры, микрометры со вставками, микрометрические глубиномеры, микрометрические нутромеры.
Рис. 5. Штангенрейсмас
1 —основание, 2 — зажим рамки, 3 — рамка, 4 — зажим рамки микрометрической подачи, 5 — рамка микрометрической подачи, 6 — штанга, 7 — гайка и винт микрометрической подачи, 8 — нониус
Принцип действия этих инструментов основан на использовании винтовой пары ("винт-гайка") для преобразования вращательного движения микрометрического винта в поступательное. Схема и устройство микрометрического инструмента представлены на рис. 6. Основными частями микрометрических инструментов являются: корпус 1, стебель 2, внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения винта 3. На винт установлен барабан 4, соединенный с трещоткой 5, обеспечивающей постоянное усилие измерения (для микрометрических нутромеров трещотка не устанавливается). Стопор 8 служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной 6 и круговой 7. По продольной шкале отсчитывают целые миллиметры и половины миллиметров, по круговой шкале — десятые и сотые доли миллиметра.
Рис. 6. Гладкий микрометр
измерительный линейка штангенинструмент пневматический
Гладкие микрометры МК (ГОСТ 6507—78) выпускаются с различными пределами измерения: 0... 300 мм с диапазоном показаний шкалы25 мм, а также 300...400; 400...500 и 500...600мм. Предельная погрешность микрометров зависит от верхних пределов измерения и может составлять от ± 3 мкм для микрометров МК-25 до ± 50 мкм для микрометров МК-500. Выпускаются микрометры с цифровым отсчетом результата измерения. Отсчетное устройство в таких метрах действует по механическому принципу.
Микрометрический глубиномер (ГОСТ 7470—78, рис. 7) предназначен для абсолютных измерений глубин отверстий, высот выступов и т.д. Он имеет стебель 5, закрепленный на траверсе. Одной измерительной поверхностью является нижняя плоскость траверсы 6, другой — плоскость микрометрического винта 1. Микрометрический винт, установленный в стебле 5, приводится во вращение трещоткой 3, соединенной с барабаном 4, и фиксируется гайкой 2. В комплект микрометрического глубиномера входят установочные меры с плоскими измерительными торцами.
Рис. 7. Микрометрический глубиномер
Микрометрический нутромер (ГОСТ 10-75, рис. 8) предназначен для абсолютных измерений внутренних размеров. При измерении измерительные наконечники 1 приводят в соприкосновение со стенками контролируемого отверстия с помощью кольца 4. Микрометрические нутромеры не имеют трещоток, поэтому плотность соприкосновения определяется на ощупь. Установка нутромера на ноль выполняется либо по установочному кольцу, либо по блоку концевых мер с боковиками, устанавливаемыми в струбцину. Снятие показаний осуществляется по шкале 3 или индикатору 6, установленному в корпусе 5. Микрометрические нутромеры НМ имеют пределы измерений 50...75, 75...175, 75...600, 150...1250, 800...2500, 1250...4000, 2500...6000 и 4000…10000 мм. При необходимости увеличения пределов измерений используются удлинители 2.
Рис. 8. Микрометрический нутромер.
Средства измерения с механическим преобразованием
Средства измерения и контроля с механическим преобразованием основаны на преобразовании малых перемещений измерительного стержня в большие перемещения указателя (стрелки, шкалы, светового луча и т.д.). В зависимости от типа механизма эти средства делятся на рычажно-механические (рычажные), зубчатые, рычажно-зубчатые, пружинные и пружинно-оптические.
В производственных условиях и измерительных лабораториях для абсолютных измерений нашли широкое применение индикаторы, или индикаторные измерительные головки с зубчатой передачей. На рис. 9, изображен общий вид индикатора часового типа и его кинематическая схема.
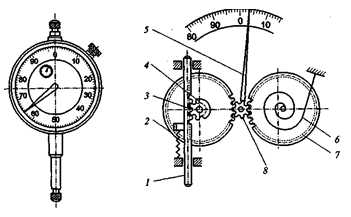
Рис. 9. Индикатор часового типа
Индикаторы часового типа (ГОСТ 577—68), являющиеся типичными представителями приборов с зубчатой передачей, имеют стержень 1 с нарезанной зубчатой рейкой 3, зубчатые колеса 2, 4, 7 и 8, спиральную пружину 6, стрелку 5. Возвратно-поступательное перемещение измерительного стержня 1 преобразуется в круговое движение стрелки 5.
Один оборот стрелки соответствует перемещению измерительного стержня на 1 мм. Целые миллиметры отсчитываются по шкале с помощью малой стрелки. Шкала прибора имеет 100 делений с ценой деления 0,01 мм. Индикаторы часового типа выпускают двух классов точности — 0 и 1 — двух типов: типа ИЧ с перемещением измерительного стержня параллельно шкале и типа ИТ с перемещением измерительного стержня перпендикулярно шкале. Выпускаются также индикаторы часового типа с цифровым (электронным) отсчетом.
Рычажно-зубчатые измерительные головки (рис. 10) отличаются от индикаторов часового типа наличием не только зубчатой передачи, но и рычажной системы, позволяющей увеличить передаточное число измерительного механизма и тем самым повысить точность измерений. При перемещении измерительного стержня 1 в двух направляющих втулках 8 поворачивается рычаг 3, который воздействует на рычаг 5, имеющий на большем плече зубчатый сектор, входящий в зацепление с зубчатым колесом (трибом) 4. На оси триба установлена стрелка с втулкой, связанная со спиральной пружиной 6, устраняющей зазор. Измерительное усилие создается пружиной 7. Для арретирования измерительного стержня служит рычажок 2.
В соответствии с ГОСТ 5584—75 предусматривается выпуск рычажно-зубчатых индикаторов с ценой деления 0,01 мм, у которых положение измерительного рычага изменяется относительно корпуса.

Рис. 10. Рычажно-зубчатая измерительная головка
К приборам с пружинной передачей относятся измерительные пружинные головки (ГОСТ 6933—81), малогабаритные измерительные головки (микаторы, ГОСТ 14712—79) и рычажно-пружинные измерительные головки бокового действия (миникаторы, ГОСТ 14711—69). Эти приборы предназначены для относительных определений размеров, проверки наличия отклонений формы деталей от правильной геометрической формы с высокой точностью, а также для поверки и наладки средств активного контроля.
Приборы этого типа построены по принципу использования в передаточных механизмах упругих свойств скрученной фосфористой бронзовой ленты шириной 0,1... 0,2 мм и толщиной 0,008...0,015 мм.
Измерительные пружинные головки (рис. 11) обладают значительными преимуществами перед другими подобными приборами: высокой чувствительностью, малой силой измерения, незначительной погрешностью обратного хода, высокой надежностью. Основными недостатками являются неудобство отсчета показаний по слишком тонкой стрелке и наличие вибрации стрелки, что увеличивает ошибки измерений. В измерительной пружинной головке бронзовая пружинная лента 4 закручена в разные стороны относительно стрелки 2 и правым концом прикреплена к пружинному угольнику 5, а левым — к плоской пружине 1.
При перемещении измерительного стержня 7 поворачивается угольник 5, что приводит к растяжению пружинной ленты 4 и повороту прикрепленной к ней в середине стрелки относительно шкалы 3. Стрелка сбалансирована с помощью противовеса 9. Сила измерения создается пружиной 8. Измерительный стержень 7 подвешен к корпусу головки на мембране 6 и пружинном угольнике 5.
К рычажно-механическим приборам относятся также индикаторные нутромеры.
Рис. 11. Пружинная измерительная головка
Индикаторные нутромеры (рис. 12) предназначены для относительных измерений отверстий диаметром от 3 до 1000 мм. Они состоят из корпуса 3, рукоятки 7, отсчетного устройства (индикатора) 9, устанавливаемого в корпусе 10, подвижного (измерительного) 4 и неподвижного (регулируемого) 1 стержней, контр-гайки 2 равноплечего рычага 11, центрирующего мостика 12 и подвижного штока 6. При измерении отверстия стержень 4, перемещаясь в направлении, перпендикулярном оси отверстия, поворачивает на определенную величину Г-образный рычаг 11 вокруг оси 5 и перемещает на ту же величину шток 6 и измерительный наконечник индикатора 9. Устранение зазоров в сопряжениях выполняется с помощью пружины 8. Перемещение стрелки индикатора указывает на отклонение действительного диаметра проверяемого отверстия от настроенного размера нутромера. Установка индикатора на ноль осуществляется либо по установочному кольцу, либо по блоку концевых мер с боковиками, зажимаемому в державке.
Предприятия выпускают индикаторные нутромеры с ценой деления 0,01 (ГОСТ 868-82) и индикаторные нутромеры с ценой деления 0,001 мм и 0,002 мм (ГОСТ 9244-75).

Рис. 12. Индикаторный нутромер.
К приборам с рычажно-зубчатой передачей относятся рычажные скобы, рычажные микрометры, рычажно-зубчатые измерительные головки и т.д. Эти приборы предназначены для относительных измерений наружных поверхностей.
В рычажных скобах (рис. 13) в процессе измерения чувствительная пята 4, перемещаясь, воздействует на рычаг 8 и зубчатый сектор 6, который поворачивает зубчатое колесо 7 и стрелку 2, неподвижно закрепленную на его оси в корпусе 5. Пружина постоянно прижимает зубчатое колесо 7 к зубчатому сектору, устраняя таким образом зазор между ними. Для исключения повреждения детали рычажной скобы предусмотрена кнопка арретира 1. Микровинт 3 служит для установки прибора на ноль по блоку концевых мер. Выпускаются также рычажные скобы с отсчетом измеряемой величины в миллиметрах, в десятых и сотых долях миллиметра.
Рис. 13. Рычажная скоба (пассаметр)
Рычажные микрометры (ГОСТ 4381—80) аналогичны рычажным скобам и отличаются от них лишь наличием микрометрической головки для отсчета измеряемой величины в миллиметрах, в десятых и сотых долях миллиметра.
Средства измерения с оптическим и оптико-механическим преобразованием
Оптико-механические измерительные приборы находят широкое применение в измерительных лабораториях и цехах для измерения калибров, плоскопараллельных концевых мер длины, точных изделий, а также для настройки и проверки средств активного и пассивного контроля. Эти приборы основаны на сочетании оптических схем и механических передач.
К оптико-механическим измерительным приборам относятся пружинно-оптические измерительные головки (оптикаторы), оптиметры, ультраоптиметры, длиномеры, измерительные машины, интерферометры и др.
Оптиметр (ГОСТ 5405—75) состоит из измерительной головки 1, называемой трубкой оптиметра, и стоек (вертикальной 2 или горизонтальной 3). В зависимости от вида стойки оптиметры подразделяют на вертикальные (например, ОВО-1 или ИКВ, рис.14, а) и горизонтальные (например, ОГО-1 или ИКГ, рис. 14, б). Вертикальные оптиметры предназначены для измерений наружных размеров деталей, а горизонтальные — для измерения как наружных, так и внутренних размеров.
В оптической схеме оптиметров использованы принципы автоколлимации и оптического рычага.
Трубка оптиметра действует следующим образом. Лучи от источника света направляются зеркалом в щель трубки и, преломившись в трехгранной призме , проходят через шкалу, нанесенную на плоскость стеклянной пластины и имеющую 200 делений. Пройдя через шкалу, луч попадает на призму полного отражения и, отразившись от нее под прямым углом, направляется на объектив и зеркало. Качающееся зеркало пружиной прижимается к измерительному стержню. При перемещении измерительного стержня, опирающегося на измеряемую деталь, зеркало поворачивается на угол вокруг оси, проходящей через центр опорного шарика, что вызывает отклонение отраженных от зеркала лучей на угол, в 2 раза больший первоначального. Рассеянный отраженный пучок лучей объективом превращается в сходящийся пучок, который дает изображение шкалы. При этом шкала смещается в вертикальном направлении относительно неподвижного указателя на некоторую величину, пропорциональную измеряемому размеру. Контролер наблюдает изображение шкалы в окуляр, как правило, одним глазом, отчего сильно утомляется. Для удобства отсчета на окуляр надевают специальную проекционную насадку, на экране которой можно наблюдать изображение шкалы обоими глазами.
Рис. 14. Оптиметр
Оптические измерительные приборы нашли применение в измерительных лабораториях для абсолютных и относительных измерений бесконтактным методом деталей сложного профиля (резьб, шаблонов, кулачков, фасонных режущих инструментов), для точных измерений длин, углов, радиусов. Эти приборы построены на оптических схемах. Наиболее распространенными из них являются: микроскопы (инструментальный, универсальный, проекционный), проекторы, оптические длиномеры и угломеры, делительные головки, столы и др.
studfiles.net
ТЕМА ПРОЕКТА: «ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ: ИСТОРИЯ И СОВРЕМЕННОСТЬ»
ГЕОМЕТРИЧЕСКИЕ ПОСТРОЕНИЯ
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Тульский государственный университет Кафедра «Дизайн» И.В. УШАКОВА М.В.МИРОНОВА ГЕОМЕТРИЧЕСКИЕ
ПодробнееПостроение углов без транспортира
Построение углов без транспортира Исследовательская работа Выполнена ученицей 6 класса МБОУ «Серетинская ООШ Яковлевского района Белгородской области» Ковалёвой Екатериной Владимировной Руководитель -
ПодробнееTESTING 12 Топография
TESTING 12 Топография 12.01 12.0101 Ультразвуковой дальномер для быстрого измерения длины и вычисления площадей и объемов внутри и снаружи зданий. Функция хранения измеренных величин длины, ширины и высоты.
ПодробнееОБРАБОТКА ЭКСПЕРИМЕНТАЛЬНЫХ ДАННЫХ
Министерство образования Российской Федерации Санкт-Петербургский государственный университет низкотемпературных и пищевых технологий Кафедра физики ОБРАБОТКА ЭКСПЕРИМЕНТАЛЬНЫХ ДАННЫХ Методические указания
Подробнее751,5/1,25. 13/14/16/18/19/22/24/26/28/30 0,030 11,0/ ниток на дюйм whitw. 55 4,0/4,5/5,0/6,0/7,0/8,0/9,0/10,0 11,0/12/13/14/16/18
Наборы резьбовых и радиусных шаблонов Набор резьбовых шаблонов Для внутреннего и наружного измерения резьбы s Чисто вырубленные зацепления Количество Тип резьбы Набор радиусных шаблонов Для измерения выпуклых
ПодробнееМерительный инструмент
Мерительный инструмент левропейский производите ь с 1919 г. Точность в измерении Рулетки, динамометрические ключи с защитой от перегрузки, штангенциркули (в т.ч. электронные), спиртовые уровни, угольники,
ПодробнееОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
ОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ Введение Основной задачей экспериментальной физики является количественное исследование физических явлений, в процессе которого определяются числовые значения физических
ПодробнееУДК П.П. Мурзинцев СГГА, Новосибирск Д.Б. Буренков, А.В. Полянский, Ю.А. Пупков, Л.Е. Сердаков ИЯФ СО РАН, Новосибирск
УДК 528.4 П.П. Мурзинцев СГГА, Новосибирск Д.Б. Буренков, А.В. Полянский, Ю.А. Пупков, Л.Е. Сердаков ИЯФ СО РАН, Новосибирск ИССЛЕДОВАНИЕ ТОЧНОСТНЫХ ХАРАКТЕРИСТИК ДАЛЬНОМЕРОВ API LASER TRACKER 3 В статье
ПодробнееПояснительная записка
Пояснительная записка Рабочая программа по предмету «Математика» составлена на основе образовательной программы МБСКОУ «Школа 27» для классов VIII вида и учебнометодического комплекта (УМК), утвержденного
ПодробнееМЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ (МАДИ) МАДГТУ (МАДИ) Кафедра технологии конструкционных материалов Т.М.РАКОВЩИК, И.Д.СЕРГЕЕВ МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
ПодробнееИнструкция по монтажу. трубной изоляции
Инструкция по монтажу трубной изоляции Настоящая инструкция распространяется на изделия Isocom из пенополиэтилена, предназначенные для тепловой изоляции оборудования и трубопроводов. Изделия ISOCOM предназначены
Подробнее10 класс дистанционный тур1
10 класс дистанционный тур1 10 класс тур1 Задание 1. Тест: (16 вопросов, 16 баллов) 10 класс тур1 Задание 2. Олимпиада, задача: Найдите скорость и время движения поездов (15 баллов) Два поезда одновременно
ПодробнееИЗМЕРИТЕЛЬНАЯ ТЕХНИКА
ИЗМЕРИТЕЛЬНАЯ ТЕХНИКА КАЧЕСТВО И ТОЧНОСТЬ Одним из самых важных элементов любого строительства является безукоризненная точность измерений углов и расстояний, построения, обнаружения скрытых материалов.
Подробнее10. Измерения импульсных сигналов.
0. Измерения импульсных сигналов. Необходимость измерения параметров импульсных сигналов возникает, когда требуется получить визуальную оценку сигнала в виде осциллограмм или показаний измерительных приборов,
ПодробнееОсновная информация о проекте
Разработка «Оптико-электроника» Основная информация о проекте 1 Название Производство оптико-электронных приборов контроля геометрических параметров 2 Цель инновационного 3 Актуальность инновационного
Подробнеек синусу угла преломления i 2
ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ ЖИДКИХ СРЕД С ПОМОЩЬЮ РЕФРАКТОМЕТРА Теоретическое введение Основные понятия и законы геометрической оптики Во многих областях, имеющих важное практическое значение, например
ПодробнееПЛАНИРУЕМЫЕ РЕЗУЛЬТАТЫ ПРЕДМЕТНЫЕ РЕЗУЛЬТАТЫ
Рабочая программа предмета «Математика» составлена на основе Федерального государственного стандарта начального общего образования, Примерной программы начального общего образования по математике для общеобразовательных
ПодробнееОпределение координат точек местности
Определение координат точек местности 2 этапа: полевые работы измерения камеральные работы вычисления и графические построения Измерительный процесс Измеряют горизонтальные и вертикальные углы, наклонные,
ПодробнееМетодические рекомендации
Министерство образования и науки Самарской области государственное автономное учреждение среднего профессионального образования Самарский колледж транспорта и коммуникаций (ГАОУ СПО СКТК) Методические
ПодробнееТЕСТОВЫЕ ЗАДАНИЯ ПО МЕТРОЛОГИИ
МИНИСТЕРСТВО ЗДРАВООХРАНЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ МЕДИЦИНСКИЙ УНИВЕРСИТЕТ КАФЕДРА БИОТЕХНИЧЕСКИХ СИСТЕМ И ТЕХНОЛОГИИ ТЕСТОВЫЕ ЗАДАНИЯ ПО МЕТРОЛОГИИ УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ
ПодробнееЛенинград-10 Фотоэлектрический экспонометр по эксплуатации. Внимание! Для правильного пользования экспонометром необходимо подробно ознакомиться с настоящим руководством по эксплуатации. 1. Назначение
ПодробнееI. Пояснительная записка
I. Пояснительная записка Рабочая программа по наглядной геометрии для 6 класса составлена на основе федерального государственного образовательного стандарта (приказ МОиН РФ от 05.03.2004г. 1089), примерной
Подробнее62 MAX/62 MAX + Infrared Thermometer
62 MAX/62 MAX + Infrared Thermometer Руководство пользователя (Russian) April 2012 Rev. 1, 11/12 2012 Fluke Corporation. All rights reserved. Specifications are subject to change without notice. All product
ПодробнееМ Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й
Группа В76 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т СЕТКИ СТАЛЬНЫЕ ПЛЕТЕНЫЕ ОДИНАРНЫЕ Технические условия Single woven steel wire cloth. Specifications ГОСТ 5336 80 МКС 77.140.65 ОКП 12 7500
ПодробнееПостроение архитектурных шрифтов
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Тамбовский государственный технический университет»
ПодробнееДвухмерное черчение в TurboCAD
Двухмерное черчение в TurboCAD Раздел Уроки TurboCAD для начинающих содержит уроки, в которых описываются способы создания базовых примитивов в TurboCAD, а в этом разделе Вы узнаете, как работают команды
ПодробнееЛинейный привод. Реечная передача
Линейный привод Ниже приведены схемы реализации линейного перемещения трех видов наиболее распространенных кинематических схем портального механизма, которые используются в современном станкостроении:
ПодробнееЛаборатория дорожного строительства
1.7.1 «Определение ровности асфальтобетонных и цементобетонных оснований и покрытий» СП 34.13330.2012 «Автомобильные дороги» (Актуализированная редакция СНиП 2.05.02-85 * ), п.8.5, табл.8.2, пп.5 Требования
ПодробнееЛекция 6. ОСНОВНЫЕ ПРАВИЛА ПРОСТАНОВКИ РАЗМЕРОВ НА ЧЕРТЕЖАХ.
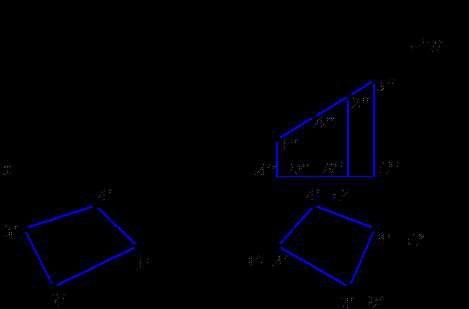
Лекция 6. ОСНОВНЫЕ ПРАВИЛА ПРОСТАНОВКИ РАЗМЕРОВ НА ЧЕРТЕЖАХ. Все чертежи выполняются в определенном масштабе и на каждом из них есть строка линейного или поперечного масштаба, по которой всегда можно определить истинный размер того или иного элемента или объекта в целом. Но такой способ определения размеров не обеспечивает достаточной точности измерений, к тому же она сильно зависит от величины масштаба. При значительном уменьшении изображения точность измерения настолько падает, что судить о размерах можно только приблизительно. Поэтому на чертежах всегда проставляются размеры по правилам установленным ГОСТом. Размерные числа, в этом случае, точно определяют величину изображенного на чертеже предмета и его деталей, независимо от выбранного масштаба. Примеры машиностроительного и архитектурностроительного чертежа приведены на рис. 1 и 2. Размеров на чертеже должно быть столько, чтобы ни один элемент объекта не остался без размера и чтобы ни один размер не повторялся. Размеры на чертежах проставляются при помощи выносных и размерных линий и размерных чисел. Размерные линии проводятся обычно параллельно отрезку прямой линии, размер которой необходимо проставить, или параллельно осям проекций (т.е. горизонтально или вертикально), если, например, проставляются габаритные размеры объекта. Рис. 1. В целом простановка размеров является достаточно сложным и трудоемким техническим и творческим процессом, и каждый новый чертеж требует своего особого подхода к решению этих задач. Выносные линии направлены в сторону объекта к измеряемым элементам и, как правило, перпендикулярны размерным линиям. В точках пересечения выносных и размерных линий могут быть постав- Рис. 1 а) Машиностроительный чертеж б) архитектурно-строительный чертеж
Подробнееdocplayer.ru
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ | Энциклопедия Кругосвет
Содержание статьиИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ, специальные устройства, применяемые для точного определения размеров и других геометрических характеристик предметов. К таким устройствам относятся кронциркули, нутромеры и глубиномеры (в том числе соответствующие микрометрические приборы и штангенприборы), щупы, индикаторные приборы, уровни и отвесы, линейки и угольники.
Микрометры, нутромеры и глубиномеры.
Некоторые часто встречающиеся размеры, например диаметр цилиндра, диаметр и глубину отверстия, невозможно точно измерить, прикладывая к детали обычную измерительную линейку. Но можно «взять» диаметр или глубину отверстия при помощи кронциркуля-нутромера или глубиномера, а затем измерить взятое расстояние по линейке или штриховой мере. Для повышения точности таких измерений применяются кронциркули прямого отсчета, снабженные шкалой, а также микрометры и штангенприборы того же назначения. В микрометрических приборах используется высокоточная винтовая резьба очень малого шага. Отсчет по микрометру сводится к определению числа полных оборотов и долей оборота барабана относительно его нулевого положения. Полные обороты отмечаются штрихами линейной шкалы на неподвижном стебле, а дробные доли оборота – штрихами круговой шкалы на торцевой кромке вращающегося барабана. В большинстве микрометров англоязычных стран используется резьба, имеющая 40 ниток на дюйм, и предусматривается 25 делений на барабане, так что каждому делению барабана соответствует перемещение измерительного стержня на одну тысячную дюйма. Аналогичные характеристики имеют метрические микрометры.

Штангенциркуль позволяет отсчитывать диаметр непосредственно и с высокой точностью. Неподвижная основная шкала британского штангенциркуля имеет 50 делений на дюйм, а подвижная шкала нониуса – всего 20 делений. Сумма этих 20 делений равна сумме 19 делений основной шкалы. Поэтому, когда нулевой штрих шкалы нониуса останавливается между двумя штрихами основной шкалы, только один штрих шкалы нониуса может лежать точно напротив какого-либо штриха основной шкалы. Число соответствующих ему делений шкалы нониуса равно числу двадцатых долей деления, на которое нулевой штрих шкалы нониуса смещен относительно одного штриха основной шкалы в сторону следующего штриха. Это и дает возможность отсчитывать измеряемый диаметр с точностью до тысячных долей (дюйма, сантиметра).
Щупы.
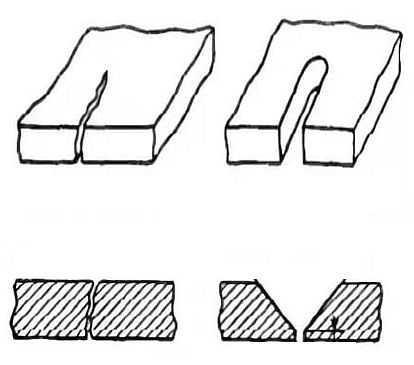
В тех случаях, когда требуется измерять очень малые расстояния, например, лишь в несколько раз превышающие толщину бумаги, применяются наборы пластинок-щупов – плоских и клиновых. Измерения проводятся по принципу «проходит – не проходит». В измеряемый зазор вводят одну за другой пластинки набора, пока не дойдут до такой ситуации, когда одна из пластинок едва входит в зазор, а следующая уже не входит. Клиновый щуп осторожно вдвигают в зазор до тех пор, пока он не остановится, после чего считывают указанную на лицевой поверхности щупа его толщину.
Индикаторные приборы.
Часто важное значение имеет степень эксцентричности вала, который в идеале должен вращаться вокруг своей геометрической осевой линии. Для такого контроля пользуются индикаторными приборами. Индикаторный прибор закрепляют рядом с валом так, чтобы его подвижный измерительный стержень касался поверхности проверяемого вала. При вращении вала этот стержень, прижимаемый к поверхности вала пружиной, поднимается и опускается в соответствии с биениями вала. Перемещение стержня увеличивается рычажным механизмом прибора и преобразуется в поворот стрелки по круговой шкале индикатора. Индикаторные приборы показывают биения, измеряемые тысячными и десятитысячными долями (дюйма, сантиметра).
Уровни и отвесы.
В строительном деле, а также при монтаже и наладке механического оборудования принято выверять основные оси и плоскости на параллельность или перпендикулярность направлению действия силы тяжести. Для этого пользуются такими устройствами, как уровни и отвесы. Отвес представляет собой груз, подвешенный на нити. Опустив отвес возле какого-либо элемента конструкции, который должен быть вертикальным, можно невооруженным глазом проверить, действительно ли контролируемый край этого элемента параллелен нити отвеса. Точность при таком методе зависит от того, насколько симметричен груз относительно точки закрепления нити.
Уровень – это линейка с закрепленной на ней слегка искривленной герметичной стеклянной ампулой. Ампула длиной несколько сантиметров наполнена спиртом так, что в ней остается пузырек (воздуха или другого газа). Когда ампула строго горизонтальна, пузырек занимает среднее положение, отмеченное на ее стенке. Линейку кладут на контролируемую деталь (например, фундаментную плиту) и регулируют ее наклон, добиваясь, чтобы пузырек занял среднее положение. Закрепив ампулу на линейке так, чтобы ее осевая линия была перпендикулярна линейке, можно проверять вертикальные детали.
Линейки и угольники.
При разметке обрабатываемой детали обычно пользуются измерительными и поверочными линейками и угольниками. Угол между аншлагом и линейкой угольника чаще всего равен 90°, но бывают и угольники с углом 45°. В тех случаях, когда требуются другие углы, применяются угломеры с транспортирами, в которых угол установки угольника плавно регулируется.
www.krugosvet.ru
Виды измерительного инструмента: история и современность
13.04.2014
Ещё 10-15 лет назад даже профессиональные строители пользовались обычными отвесами и рулетками. А сейчас уже и на бытовом уровне нам доступны приборы, автоматически размечающие плоскости с нужным углом наклона, проводящие ровные линии по стенам. О том, какой путь за историю человечества проделали самые популярные у строителей измерительные инструменты – рулетка, уровень и линейка, мы расскажем в этой статье.
Линейка
 История измерительных инструментов начинается, пожалуй, именно с линейки. Когда она была точно придумана не известно. Ясно только, что ещё древние греки использовали такие дощечки с насечками, чтобы измерять небольшие расстояния. В том виде, к которому мы привыкли, линейки появились после Французской революции. Именно тогда для измерения были предложены металлические или деревянные дощечки, длиной 1 метр с насечками по 1 сантиметру.
История измерительных инструментов начинается, пожалуй, именно с линейки. Когда она была точно придумана не известно. Ясно только, что ещё древние греки использовали такие дощечки с насечками, чтобы измерять небольшие расстояния. В том виде, к которому мы привыкли, линейки появились после Французской революции. Именно тогда для измерения были предложены металлические или деревянные дощечки, длиной 1 метр с насечками по 1 сантиметру.
Сейчас линейки также активно используются. Изменился материал, из которого они делаются – вместо металла и дерева часто используется пластмасса. На них могут отображаться различные размерные шкалы, предлагаться не только прямые, но и волнистые края для проведения фигурных линий и т.д.
Рулетка
 Рулетка есть, наверное, в арсенале всех домашних мастеров и профессиональных строителей. Она отлично заменяет линейку, если нужно измерить расстояние более 1 метра. Первые прототипы рулеток появились в 16 веке в Китае. Они использовались для измерения расстояний на открытой местности. Это был рулон ткани, на котором отмечались меры длины. Скатывался он, конечно, не автоматически, а вручную. Но всё-таки это было намного удобнее, чем ходить по участку с обычной линейкой или аршином.
Рулетка есть, наверное, в арсенале всех домашних мастеров и профессиональных строителей. Она отлично заменяет линейку, если нужно измерить расстояние более 1 метра. Первые прототипы рулеток появились в 16 веке в Китае. Они использовались для измерения расстояний на открытой местности. Это был рулон ткани, на котором отмечались меры длины. Скатывался он, конечно, не автоматически, а вручную. Но всё-таки это было намного удобнее, чем ходить по участку с обычной линейкой или аршином.
Постепенно рулетки развились в более компактные и удобные приборы. Ткань в их корпусе заменила прочная лента из металла. Такая лента имеет ребро жесткости, проходящее в центре по всей длине, благодаря чему полотно не сгибается и им удобно пользоваться. Размеры рулеток, которые сейчас можно найти в продаже – до 50 метров. Наиболее популярны модели в 3, 5 и 10 метров.
Несмотря на то, что пользоваться такими рулетками удобно, по сути, они всё равно недалеко ушли от своего китайского прототипа, изобретённого несколько столетий назад. Недавно на рынке появились принципиально новые современные измерительные инструменты, делающие замеры не с помощью полотна, а посредством лазерного луча. Их главное достоинство – это простота в использовании. Расстояние от точки до точки измеряется с минимальной погрешностью. При этом даже большую длину может измерить один человек без напарника.
Уровень
 Как узнать угол наклона чего-либо относительно плоскости земли? Или как провести ровную горизонтальную линию на стене? Раньше для всего этого использовались так называемые отвесы. Это простейший прибор, состоящий из деревянного прямоугольного треугольника и прикреплённого к его вершине грузика на верёвочке. С его помощью проводилась сначала прямая вертикальная линия, а от неё уже отсчитывались нужные по горизонтали углы. Но в 1666 году появился первый уровень с прозрачной колбой – прототип тех измерительных приборов, которые сейчас знакомы каждому строителю. Постепенно развиваясь, уровни становились более сложными. На них появилась дополнительная колба, расположенная перпендикулярно к основной. Некоторые модели, которые используют плиточники, стали оснащаться более прочным корпусом, чтобы по ним можно было стучать киянкой во время выравнивания плитки.
Как узнать угол наклона чего-либо относительно плоскости земли? Или как провести ровную горизонтальную линию на стене? Раньше для всего этого использовались так называемые отвесы. Это простейший прибор, состоящий из деревянного прямоугольного треугольника и прикреплённого к его вершине грузика на верёвочке. С его помощью проводилась сначала прямая вертикальная линия, а от неё уже отсчитывались нужные по горизонтали углы. Но в 1666 году появился первый уровень с прозрачной колбой – прототип тех измерительных приборов, которые сейчас знакомы каждому строителю. Постепенно развиваясь, уровни становились более сложными. На них появилась дополнительная колба, расположенная перпендикулярно к основной. Некоторые модели, которые используют плиточники, стали оснащаться более прочным корпусом, чтобы по ним можно было стучать киянкой во время выравнивания плитки.
Доступны сейчас и современные лазерные модели уровней. Они позволяют провести ровную линию по стенам, отчерчивая вертикали и горизонтали в трёх измерениях. Линии просто проецируются лазерами. Им можно задать необходимый угол наклона, что особенно важно при воплощении в жизнь сложных дизайнерских проектов. Профессиональные модели таких уровней оснащаются системой автоматического выравнивания.
В целом все виды измерительного инструмента развиваются по нескольким важным направлениям. Они становятся более простыми в использовании и многофункциональными. Благодаря появлению электронных шкал, один прибор теперь может выдавать точные измерения в нескольких единицах. Сокращается время на проведение измерений – для вычисления объёма помещения теперь нужно всего несколько минут, если использовать современную лазерную технику, проводящую расчёт автоматически. Так что если вы запланировали ремонт и обратились в компанию «Химкинский двор» для покупки современных строительных материалов, не забудьте позаботиться и об удобных профессиональных инструментах, позволяющих делать расчеты быстро и точно.
Автор: Евгений Ломакин
ximkidvor.ru
Презентация на тему "Контрольно-измерительные инструменты"
Инфоурок › Другое › Презентации › Презентация на тему "Контрольно-измерительные инструменты"Описание презентации по отдельным слайдам:
1 слайд Описание слайда:
Описание слайда: Контрольно-измерительные инструменты и техника измерения
2 слайд Описание слайда:
Описание слайда: Контрольно-измерительные инструменты и техника измерения При изготовлении и ремонте деталей автомобилей измеряют геометрические параметры (линейные и угловые), обусловливающие в совокупности величину и форму деталей и узлов. За основную единицу длины принят метр, а в машиностроении основной единицей является миллиметр. Измерение размеров деталей производится инструментами или приборами, которые позволяют установить фактический размер деталей. Измерительные инструменты можно разделить на три группы: штриховые, контрольные и угломерные.
3 слайд Описание слайда:
Описание слайда: Штриховые, контрольные и угломерные инструменты Штриховые инструменты имеют измерительную шкалу со штрихами, которая разделена на миллиметры и кратные им десятые, сотые и тысячные доли и служит для непосредственного определения величины. К ним относятся: масштабные линейки, складные метры, рулетки, штангенинструменты. Условно к этой группе можно отнести и индикаторы. Контрольные бесшкальные инструменты абсолютного значения измеряемой величины не дают. При помощи их контролируют форму и размеры деталей или определяют отклонения заданной формы и размеров без непосредственного отсчета. К этим инструментам относятся: поверочные линейки, шаблоны, щупы, контрольные плитки, калибры и др. Угломерные инструменты предназначаются для измерения углов. К ним относятся угольники и угломеры.
4 слайд Описание слайда:
Описание слайда: Масштабная линейка. предназначена для измерения плоских поверхностей, а также для определения размеров, замеренных нутромером или кронциркулем. Масштабные линейки изготовляются разной длины от 100 до 1000 мм. Цена деления масштабной линейки — 0,5 или 1 мм, для облегчения отсчета каждые 5 и 10 мм отмечаются удлиненными штрихами. При измерении линейку прикладывают к измеряемой детали так, чтобы нулевой штрих точно совпадал с началом измеряемой линии
5 слайд Описание слайда:
Описание слайда: Кронциркуль и нутромер Для случаев, когда непосредственное измерение линейкой неудобно, используют инструменты, позволяющие переносить размер с измеряемой длины на линейку. Для этого служит кронциркуль и нутромер. Первый применяется при измерении наружных размеров деталей, а второй — внутренних.
6 слайд Описание слайда:
Описание слайда: Складные метры и рулетки Складные метры состоят из нескольких коротких линеек (звеньев), шарнирно соединенных между собой. Линейки разделены штрихами на миллиметры и сантиметры. Рулетки применяют для измерения больших длин, когда не требуется большой точности.
7 слайд Описание слайда:
Описание слайда: Штангенциркуль Для измерения наружных и внутренних диаметров, длин, толщин, глубин широко применяются штанген инструменты. Штангенциркуль — многомерный раздвижной измерительный инструмент, используется для измерения наружных и внутренних размеров. Штангенциркуль состоит из штанги 7 с жестко укрепленными на ней губками 1и 2, рамки 10 с губками 3 и 12, перемещающейся по штанге, устройства для микрометрической подачи, состоящего из движка 6, стопорного винта 5, гайки 8 и винта 9. Штангенциркуль относится к многомерным раздвижным измерительным инструментам.
8 слайд Описание слайда:
Описание слайда: Штангенциркуль Штангенциркуль состоит из штанги 7 с жестко укрепленными на ней губками 1и 2, рамки 10 с губками 3 и 12, перемещающейся по штанге, устройства для микрометрической подачи, состоящего из движка 6, стопорного винта 5, гайки 8 и винта 9.
9 слайд Описание слайда:
Описание слайда: Штангенглубиномер Штангенглубиномер служит для измерения высот, глубины отверстий, канавок, пазов, выступов и т. д., построен по принципу штангенциркуля, но на штанге не имеется губок. Размер определяется так же, как и по штангенциркулю.
10 слайд Описание слайда:
Описание слайда: штангензубомер Штангензубомер применяют для измерения толщины зубьев зубчатых колес. Он представляет собой две штанги со шкалами, жестко соединенными в одно целое под прямым углом; по ним перемещаются два подвижных нониуса. Вертикальный нониус предназначен для установки высоты, на которой должна замеряться толщина зуба, а горизонтальный — для измерения толщины зуба на данной высоте. Точность измерения штангензубомером 0,02 мм.
11 слайд Описание слайда:
Описание слайда: К микрометрическим инструментам относятся микрометры, микрометрические нутромеры и глубиномеры. Цена деления этих инструментов равна 0,01 мм.
12 слайд Описание слайда:
Описание слайда: Микрометр Микрометром измеряют наружные размеры деталей. Наиболее распространены микрометры с пределами измерений: 0—25; 25—50; 50—75; 75—100 мм. 1 — скоба, 2 — пятка, 3 —винт, 4 — стопор, 5 — стебель, 6 — барабан, 7 — трещотка
13 слайд Описание слайда:
Описание слайда: микрометр Для измерения детали ее устанавливают между микрометрическим винтом 3 и пяткой 2, после чего при помощи трещотки 7 повертывают барабан 6 и выдвигают винт до соприкосновения с деталью. Когда винт упрется в измеряемую деталь, трещотка будет свободно проворачиваться, а винт с барабаном остановятся.
14 слайд Описание слайда:
Описание слайда: Микрометрический нутромер Микрометрический нутромер предназначен для точных измерений внутренних размеров деталей. По устройству он напоминает собой микрометр и имеет, как правило, комплект сменных удлинителей, которые расширяют пределы измерений. Измерение нутромером производят по двум взаимно перпендикулярным диаметрам, отсчет размеров производят так же, как и при измерении микрометром. 1-измерительный наконечник; 2-стебель; 3-баоабан; 4-сферическая поверхность.
15 слайд Описание слайда:
Описание слайда: Микрометрический глубиномер Микрометрический г л у б и н о м е р служит для измерения глубины несквозных отверстий и углублений. Он состоит из основания 1, барабана 2, трещотки 3, нониуса 4, стопора 5, измерительного стержня 6. Микрометрические глубиномеры снабжаются сменными измерительными стержнями с различными пределами измерения. Принцип измерения глубиномером тот же, что и у микрометра.
16 слайд Описание слайда:
Описание слайда: Индикаторы предназначены для измерения отклонений размеров деталей от заданных, а также для обнаружения овальности и конусности валов и отверстий, для проверки биения шкивов, зубчатых колес и других деталей. В корпусе 8 индикатора расположен, механизм, состоящий из зубчатых колес, зубчатой рейки, пружины, гильзы 3, измерительного стержня 2 с наконечником 1, указателя числа оборотов 5, шкалы со стрелкой 6. На большой шкале индикатора нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного стержня 2 на величину 0,01 мм стрелка переместится по окружности на одно деление большой шкалы, а при перемещении стержня на 1 мм стрелка сделает один оборот. Перемещение измерительного стержня 2 на целые миллиметры отмечается указателем 7 числа оборотов.
17 слайд Описание слайда:
Описание слайда: Индикатор с универсальной стойкой Перед измерением изделия индикатор укрепляют в кронштейне универсальной стойки так, чтобы наконечник измерительного стержня прикасался к поверхности измеряемого изделия. Далее вращением ободка 4 устанавливают нулевое деление шкалы против стрелки 6. После этого изделие или индикатор медленно перемещают. По показаниям стрелки на шкале индикатора определяют величину отклонения.
18 слайд Описание слайда:
Описание слайда: Индикаторный нутромер Индикаторный нутромер применяют для измерения цилиндрических отверстий и, в частности, диаметров цилиндров двигателей. Полный оборот стрелки индикатора соответствует изменению размера А на 1 мм. Так как шкала имеет 100 делений, то цена деления шкалы равна 0,01 мм. К индикатору прилагается набор сменных наконечников с различными пределами измерений.
19 слайд Описание слайда:
Описание слайда: Измерительные контрольные бесшкальные инструменты Измерительные контрольные бесшкальные инструменты. Работоспособность соприкасающихся между собой поверхностей деталей в значительной степени определяется не только заданными размерами, но и соответствием формы, т. е. отклонением от прямолинейности и плоскостности. Наиболее распространенными средствами измерений прямолинейности и плоскостности являются поверочные линейки.
20 слайд Описание слайда:
Описание слайда: Для проверки сложных профилей применяются шаблоны. Шаблоны представляют собой проверочные инструменты, изготовленные из листовой или полосовой стали толщиной 0,5—6 мм. Они могут иметь разнообразную форму, которая зависит от формы проверяемой детали.
21 слайд Описание слайда:
Описание слайда: резьбомер Резьбомер предназначен для проверки и определения шага резьбы на болтах, гайках и других деталях. Он представляет собой набор стальных пластинок — резьбовых шаблонов с профилями зуба, соответствующими профилям стандартных метрических или дюймовых резьб. В резьбомерах обычно на одном конце делается набор шаблонов с метрической резьбой, а на другом — с дюймовой. На каждом шаблоне нанесены размеры резьбы. Для проверки резьбы на болте или в гайке прикладывают последовательно шаблоны резьбомера до тех пор, пока не будет найден шаблон, зубья которого точно совпадают с резьбой детали без просвета. Размеру этого шаблона и будет соответствовать измеряемая резьба.
22 слайд Описание слайда:
Описание слайда: Радиусные шаблоны и щупы Радиусные шаблоны служат для измерения отклонения размеров выпуклых и вогнутых поверхностей деталей. Они изготавливаются в виде тонких стальных пластин с выпуклыми или вогнутыми закруглениями. На шаблонах выбиты цифры, показывающие размер радиуса закругления в миллиметрах. Щупы предназначены для измерения величины зазоров между деталями. Они представляют собой набор заключенных в обойму стальных, точно обработанных пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах.
23 слайд Описание слайда:
Описание слайда: Измерительные угломерные инструменты Служат для контроля или определения величины наружных и внутренних углов. Угломер УГ-1 системы Семенова является универсальным, предназначенным для измерения наружных углов. Он состоит из основания, на котором имеется шкала от 0 до 120°, жестко соединенного с линейкой, подвижной линейки, хомутика, съемного угольника, нониуса и устройства микрометрической подачи. Угломер УГ-2 состоит из основания, линейки основания, сектора, угольника, съемной линейки, хомутиков и нониуса. Этим угломером можно измерять наружные и внутренние углы. По основной шкале угломеров отсчитывают градусы, а по шкале нониуса — минуты.
24 слайд Описание слайда:
Описание слайда: Погрешности измерения. При измерении деталей автомобилей всегда получается некоторая разница между действительным размером детали и размером, полученным в результате измерения. Разность между величиной, полученной при измерении, и действительной величиной называется ошибкой, или погрешностью измерения. Основными причинами погрешностей измерения являются следующие: неточная установка измеряемой детали или измерительного инструмента; ошибки при отсчете показаний инструмента; нарушение температурных условий, при которых должны производиться измерения; грязная поверхность измеряемой детали или грязный измерительный инструмент; погрешность измерительного инструмента; нарушение постоянства измерительного усилия, на которое рассчитан измерительный инструмент.
25 слайд Описание слайда:
Описание слайда: Тест-соотношение Контрольно-измерительные инструменты и техника измерения
Найдите материал к любому уроку,указав свой предмет (категорию), класс, учебник и тему:
Выберите категорию: Все категорииАлгебраАнглийский языкАстрономияБиологияВсемирная историяВсеобщая историяГеографияГеометрияДиректору, завучуДоп. образованиеДошкольное образованиеДругоеДругойЕстествознаниеИЗО, МХКИзобразительное искусствоИностранные языкиИнформатикаИскусствоИспанский языкИсторияИстория РоссииИстория Средних вековИтальянский языкКлассному руководителюКультурологияЛитератураЛитературное чтениеЛогопедияМатематикаМировая художественная культураМузыкаМХКНачальные классыНемецкий языкОБЖОбществознаниеОкружающий мирОсновы безопасности жизнедеятельностиПриродоведениеРелигиоведениеРисованиеРусский языкСоциальному педагогуТехнологияУкраинский языкФизикаФизическая культураФилософияФинский языкФранцузский языкХимияЧерчениеЧтениеШкольному психологуЭкология
Выберите класс: Все классыДошкольники1 класс2 класс3 класс4 класс5 класс6 класс7 класс8 класс9 класс10 класс11 класс
Выберите учебник: Все учебники
Выберите тему: Все темы
также Вы можете выбрать тип материала:
Общая информация
Номер материала: ДБ-113999
Похожие материалы
Оставьте свой комментарийinfourok.ru
Как появились различные измерительные инструменты
Сегодня ни для кого не составит особого труда измерить длину чего-либо, начертить окружность, взвесить тот или иной предмет. Но были времена, когда осуществить все эти процессы было достаточно сложно. История развития измерительных инструментов достаточно интересная. Первые приборы были совершенно не похожими на современные, являлись великой редкостью, ими могли пользоваться только обеспеченные люди. В современном мире все изменилось. Цена штангенциркуля или любого другого инструмента является вполне доступной. Изделия для измерения тех или иных величин представлены в широком ассортименте.
Как появилась первая линейка
Сегодня в пенале каждого школьника есть этот простой и незамысловатый предмет. Но приблизительно 100 лет назад данный элемент был непозволительной роскошью. Линейками пользовались только древние архитекторы, об этом свидетельствуют раскопки, проводимые в Помпеи. Школьники же применяли для проведения ровных линий разнообразные дощечки, палочки и другие приспособления. Линейка, которой все знают ее, появилась впервые во Франции. Ученые со всего мира трудились над ее созданием. Они пришли к выводу о том, главным делением на шкале будет сантиметр. Изделия появились в России после 1812 года, их завезли военные в качестве трофеев. И только в 1899 году такие изделия запустились в массовое производство.
Штангенциркуль: его история
Данный инструмент широко используется в современном мире. Он необходим школьникам, на производстве, в быту. Первые такие элементы появились в 17 веке. Изделия были деревянными, отличались не слишком высокой точностью. И только спустя столетие штангенциркули появились в Англии. Они были изготовленными из металла, содержали вспомогательную шкалу. В серийное производство штангенциркули были запущены в 1850 году в Америке.
Сегодня приобрести набор концевых мер длины не составит особого труда. А приблизительно 100 лет назад даже обычную рулетку, не говоря уже об уровне, было сложно встретить на рынке. Современные технологии не стоят на месте. Поэтому не только усовершенствуются инструменты, изобретенные много лет назад, но и постоянно создаются новые, которые существенно упрощают жизнь человека.
rosmera.ru
История измерительных приборов
 Узнать точное время, измерить длину или взвесить что-нибудь — сегодня сделать все это не составит никакого труда. Мы же решили рассказать о временах, когда умнейшие люди бились над решением этих задач. Сегодня Diletant.media и «Ростех» вспоминают об истории измерительных приборов.
Узнать точное время, измерить длину или взвесить что-нибудь — сегодня сделать все это не составит никакого труда. Мы же решили рассказать о временах, когда умнейшие люди бились над решением этих задач. Сегодня Diletant.media и «Ростех» вспоминают об истории измерительных приборов.Весы
Самые древние весы, обнаруженные археологами, использовались около семи тысяч лет назад в Месопотамии.
Самые древние обнаруженные весы использовались около 7000 лет назад
Конечно, по точности они не могут соперничать с современными, однако уже тогда люди четко осознали необходимость измерения веса у разных предметов. Такие весы с одной перекладиной и двумя чашечками — их ещё называют «коромысленными» — стали символом многих героев: так, например, с ними традиционно изображают Фемиду, богиню правосудия, а в древнеегипетской «Книге мертвых» с этими весами на входе в подземное царство стоит Анубис, взвешивая сердца умерших. «Притчи» царя Соломона вообще содержат суровое поучение: «Неверные весы — мерзость перед Господом». Вероятнее всего, «обвешивать» покупателя на древних весах было достаточно просто, поскольку точность прибора проверке практически не поддавалась.

Статуя Фемиды. В левой руке она держит меч — символ карающего правосудия.
Серьезное усовершенствование «коромысленных весов» произошло только в 1669 году: Жиль Роберваль, основатель Парижской академии наук, изменил их конструкцию так, что чашечки теперь не были подвешены к перекладине, а стояли на ней. Самое интересное, что производство таких весов началось только спустя три сотни лет, поэтому такие весы использовались даже в советское время.
Линейка
Любой студент XVIII столетия позавидовал бы современному школьнику только потому, что в пенале последнего, — надеемся на его прилежность, — лежит линейка. Раньше, сто с лишним лет назад, линейка была непозволительной роскошью для ученика.

На самом деле линейка нужна для проведения прямых линий, измерение расстояния по ней считается грубым.
Вообще самые древние линейки были найдены при раскопках Помпеи: ими пользовались древние архитекторы. Долгое время, до Великой французской революции, даже внутри Европы линейки были абсолютно разными: «шильца», «правильца», просто «деревянные дощечки» — называли их тогда как угодно.
Современная линейка появилась в послереволюционной Франции
А линейка, которой до сих пор пользуемся мы, появилась уже в послереволюционной Франции, когда лучшие учёные собрались специально для того, чтобы разработать универсальную систему мер. Академики решили, что главным делением линейки должен стать сантиметр — одна сорокамилионная часть географического меридиана, проходящего через Париж, более мелким делением — миллиметр, который равен десятой части сантиметра. Тогда же учёные мужи смогли изготовить две платиновые метровые линейки.

Эталон метра. В конце XVIII века в Европе насчитывалось около 400 единиц измерения, различавшихся между собой
«Республиканские» линейки после войны 1812 года уже оказались в России, но прижились только в качестве военных трофеев. Лишь в 1899 году по инициативе Дмитрия Ивановича Менделеева в России начали производство линеек, во многом из-за этого в нашей стране и была внедрена метрическая система мер.
Часы
В одном градусе — 60 минут, в одной минуте — 60 секунд. Этим мы обязаны древним шумерам, которые за две тысячи лет до Н. Э. стали пользоваться шестидесятеричной системой счисления.
В Древнем Египте сетки делились на два равных двенадцатичасовых отрезка
Затем в Древнем Египте сутки поделили на два равных двенадцатичасовых отрезка, уже тогда египтяне стали использовать большие обелиски для слежения за временем. Это была своеобразная версия солнечных часов: тень от обелиска, двигаясь по земле, указывала на нарисованном циферблате время. Однако такие часы были крайне неудобны: они, естественно, не учитывают деление земли на часовые пояса, а в пасмурную погоду становятся попросту бесполезными.

Настенные солнечные часы в Соловецком монастыре.
Первые механические часы появись в Китае в 725 году, мастера И Син и Лян Линцзань смогли собрать устройство с анкерным механизмом, однако это изобретение так и не дошло до европейцев. Аббат Герберт Реймский, ставший впоследствии папой Сильвестром II, примерно в 1000 году изобрел маятниковые часы. Спустя почти 300 лет в Европе появились первые башенные часы: английские мастера установили их в Вестминстере. В России первые башенные часы, украсившие Московский Кремль, появились в начале XV века.
Карманные часы были запатентованы в 1675 году, затем эту идею развили до наручных часов
В 1675 году были запатентованы карманные часы Христиана Гюйгенса. Затем его идею миниатюрных часов развили до часов наручных, которые, к слову, долгое время оставались исключительно женским аксессуаром. Все изменили постоянные войны, где солдатам нужно было всегда знать точное время. Тогда, в 1880 году, начали производить специальные наручные часы для военных.
Сегодня самые точные часы в мире, по которым все сверяют время, — атомные. Но и они не идеальны: каждые три тысячи лет дают погрешность в одну миллисекунду.
Иван Штейнерт
'+$(this).find('.num-quest').html()+'. '+ $(this).find('.x_big-i').html() +'
diletant.media