Содержание
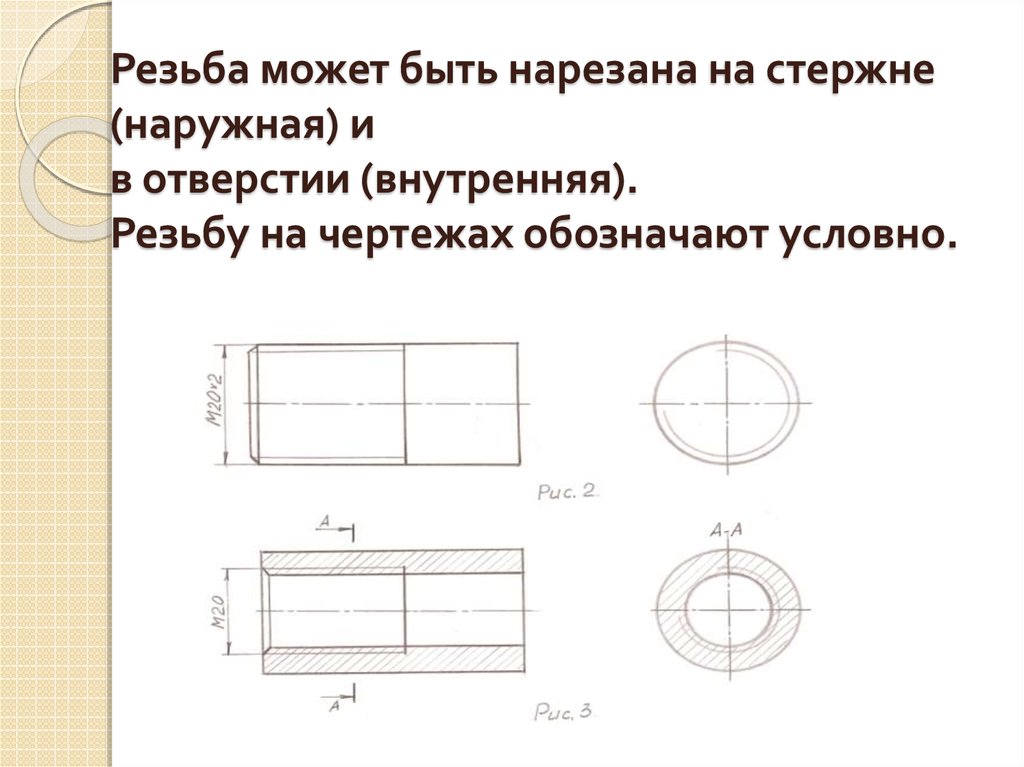
Нанесение на чертежах обозначений чистоты поверхностей и надписей, определяющих отделку и термическую обработку
1. ГОСТ 2940-45 устанавливает требования по нанесению на чертежах обозначений чистоты поверхностей соответственно ГОСТ 2789-45, а также надписей, определяющих отделку поверхностей и термическую обработку.
2. Если вся поверхность детали должна быть одной и той же чистоты, то в верхней части чертежа справа наносят обозначение соответствующей чистоты: группы, класса, разряда (фиг. 447).
Допускается также, кроме обозначения чистоты, нанесение надписи кругом (фиг. 448).
В этих случаях обозначения чистоты на изображениях детали не наносят.
3. Если поверхность детали должна быть различной чистоты, то на каждой поверхности наносят обозначение соответствующей чистоты.
Допускается, если при этом повышается ясность чертежа или получается экономия в работе по изготовлению чертежей, нанесение в верхней части чертежа справа указания, как на фиг. 449 (предпочтительно) или 450.
449 (предпочтительно) или 450.
В случае указания как на фиг. 449, на первом месте наносят обозначение чистоты, относящееся к большей части поверхности, а в скобках за ним остальные обозначения чистоты, в порядке возрастания её степени. При этом обозначения чистоты, относящегося к большей части поверхности (фиг. 449 и 450), на изображении детали не наносят.
4. Контроль чистоты частей поверхности, при отсутствии обозначений и надписей о чистоте согласно пп. 2 и 3 настоящего стандарта, должен быть оговорен особо.
5. Дополнительно к обозначениям чистоты поверхности по ГОСТ 2789-45 допускается применение непосредственно на чертеже детали надписей, определяющих технологию, обеспечивающую требуемую чистоту
поверхности.
6. Обозначение чистоты одной и той же части поверхности или повторяющихся поверхностей (отверстия, зубцы и т. п.) следует наносить на чертеже только один раз (фиг. 451).
7. Обозначения чистоты поверхности, наносимые на изображениях деталей, следует располагать на линиях контура изображений. При недостатке места, а также в тех случаях, когда это требуется для ясности чертежа, следует
При недостатке места, а также в тех случаях, когда это требуется для ясности чертежа, следует
применять вспомогательные линии типа выносных (фиг. 449). Не следует ставить обозначений на линиях невидимого контура.
8. Обозначения чистоты поверхности следует ставить на тех видах и разрезах, на которых поставлены размеры, относящиеся к соответствующим частям детали.
В случае тел вращения рекомендуется ставить обозначения на образующих линиях (фиг. 449).
9. Толщина линий контура как обработанных, так и необработанных поверхностей деталей должна быть обычной для данного чертежа, без каких-либо утолщений. Отступления допускаются для чертежей межоперационной обработки —
технологических (фиг. 452).
10. Треугольники для обозначения чистоты поверхности должны быть равносторонними с высотой не менее 2,5 мм. Если же треугольники сопровождаются знаками или заменяющими эти знаки наибольшими значениями Нск соответственного интервала (ГОСТ 2789-45), то рекомендуется брать эти треугольники с высотой не менее 3,0 мм, подбирая соответствующий размер шрифта.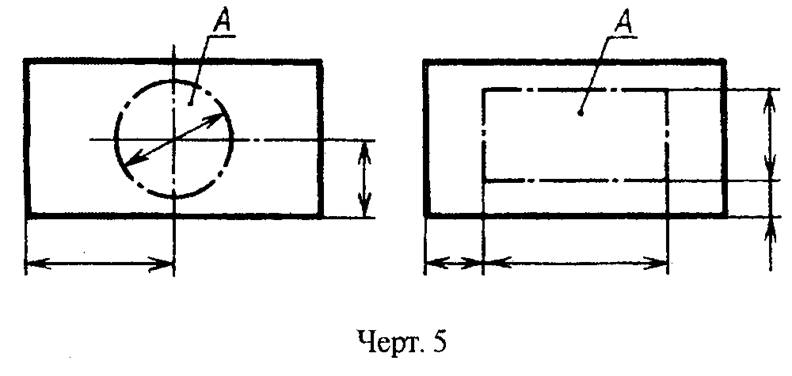 Наибольшее значение Нск в микронах соответственного интервала сопровождается буквами мк или µ (например, 5-й класс чистоты обозначают VV 5, или VV 6,3 мк, или VV 6,3 µ).
Наибольшее значение Нск в микронах соответственного интервала сопровождается буквами мк или µ (например, 5-й класс чистоты обозначают VV 5, или VV 6,3 мк, или VV 6,3 µ).
Если треугольники выносят на поле чертежа согласно пп. 2 и 3 настоящего стандарта, то высота этих треугольников должна быть больше, чем треугольников, поставленных на изображении детали.
11. Примерное построение знака для поверхностей, обработанных со значением Нск больше 100 микронов (ГОСТ 2789-45, п. 4), дано на фиг. 453.
12. Примерное построение знака для ровных ч?рных поверхностей дано
13. Указание отделки (шпакл?вка, специальная окраска, серебрение, чернение, воронение, никелировка и т. д.) или термической обработки (цементация, местная закалка и т. д.) отдельных мест деталей производится при помощи соответствующей надписи (фиг. 455).
14. Места детали, подлежащие отделке или термической обработке, могут быть выделены размерной линией со стрелками на концах (фиг.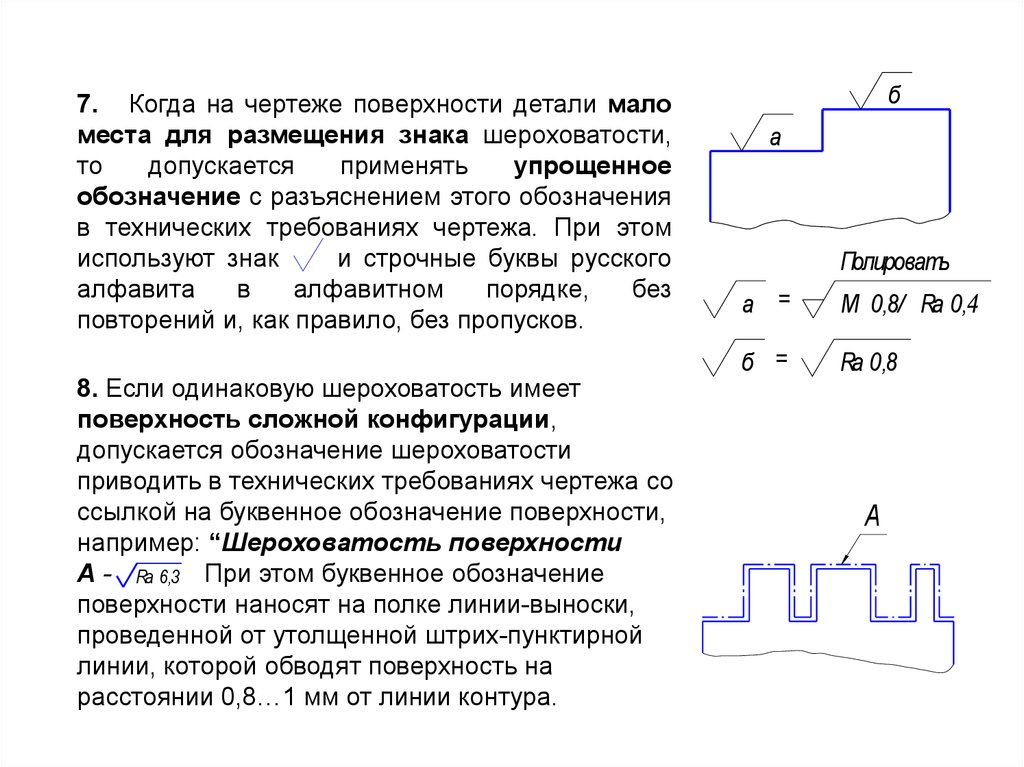 456) или штрих-пунктирной линией (фиг. 457).
456) или штрих-пунктирной линией (фиг. 457).
П p и м e ч а н и е. Содержание надписей, указывающих отделку или термическую
обработку деталей, ГОСТ 2940-45 не устанавливает.
15. Если к поверхности одновременно отнесено обозначение чистоты и указание отделки или термической обработки и на чертеже нет специальной надписи, то данное обозначение чистоты характеризует состояние поверхности после отделки или термической обработки. Например, на фиг. 458 обозначение поверхности характеризует требуемую е? чистоту после хромирования.
16. Отделку и термическую обработку, относящиеся ко всей поверхности детали, рекомендуется указывать соответствующей надписью в левом нижнем углу чертежа.
17. Цифры в обозначении класса или разряда чистоты поверхности следует ставить справа от треугольника (фиг. 459, 460).
Обозначение шероховатости поверхностей на чертежах
1. Обозначение шероховатости поверхностей на чертежах
Совокупность неровностей
поверхности с относительно малыми
шагами, выделенная на определенной
(базовой) длине, называется
шероховатостью поверхности.
Шероховатость поверхностей регламентируется следующими
стандартами:
— ГОСТ 25142 – 82. Шероховатость поверхностей. Термины и
определения.
— ГОСТ 2789 – 73. Шероховатость поверхностей. Параметры и
характеристики.
— ГОСТ 2.309 – 73. Обозначения шероховатости поверхностей.
3. Параметры для нормирования шероховатости поверхностей
ГОСТ 2789-73 устанавливает шесть
параметров: три высотных (Ra, Rz,
Rmax), два шаговых (S, Sm ) и
параметр относительной опорной
длины
профиля
(tp).
Кроме
количественных
параметров
стандарт
устанавливает
типы
направлений неровностей
Л и н и я в ы с ту по в
Si
Smi
p
bn
l
1
1 n
Ra y x dx yi
l 0
n i 1
где l – базовая длина;
n — число выбранных точек профиля на
базовой длине;
y – отклонение профиля от средней линии.
Высота неровностей по
десяти точкам Rz
yp5
bi
5
x
yv5
y1
yv1
m
b1
yv2
yp1
yp2
yi
Si
Rmax
y
Среднее арифметическое
отклонение профиля Ra
Smi
Линия впадин
l
Профиль поверхности
yn
Rz
y
i 1
5
pi
yvi
i 1
5
где y pi — высота
i-го наибольшего
выступа профиля;
yvi — глубина i-й наибольшей
впадины профиля.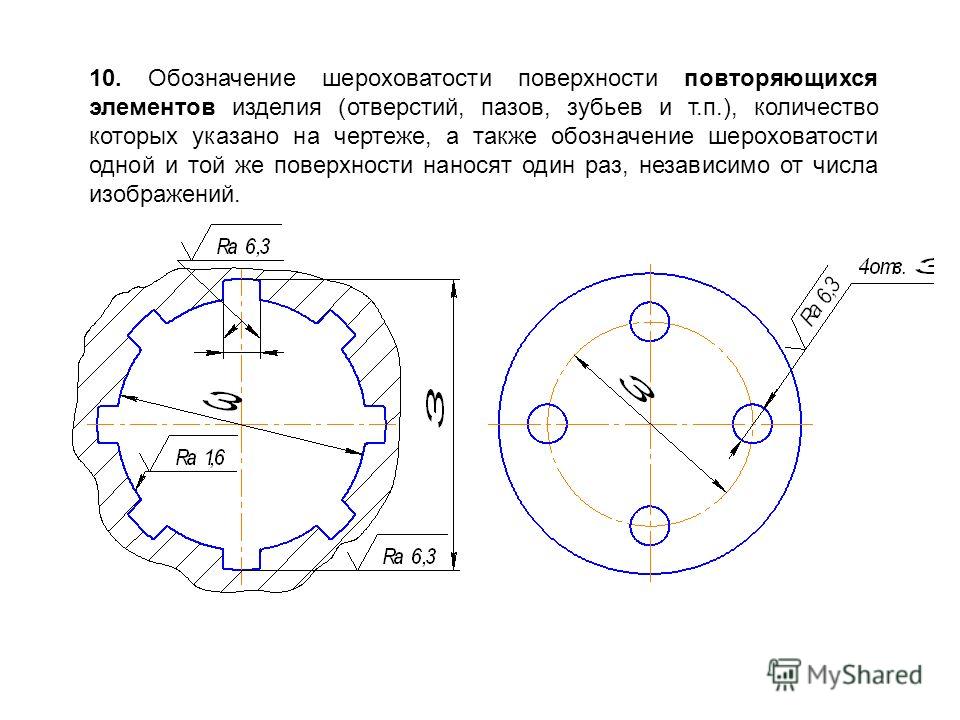
4. Выбор значений параметров шероховатости
Ряды значений среднего
арифметического
отклонения профиля
Ra, мкм
100
80
63
50
40
32
25
20
16,0
12,5
10,0
8,0
6,3
5,0
4,0
3,2
2,5
2,0
1,60
1,25
1,00
0,80
0,63
0,50
0,40
0,32
0,25
0,20
0,160
0,125
0,100
0,080
0,063
0,050
0,040
0,032
0,025
0,020
0,016
0,012
0,010
0,008
—
Ряды значений высоты
неровностей профиля
Rz и Rmax, мкм
1600
1250
1000
800
630
500
400
320
250
200
160
125
100
80
63
50
40
32
25
20
16,0
12,5
10,0
8,0
6,3
5,0
4,0
3,2
2,5
2,0
1,60
1,25
1,00
0,80
0,63
0,50
0,40
0,32
0,25
0,20
0,160
0,125
0,100
0.080
0,063
0,050
0,040
0,032
0,025
0,020
—
5.
 Знаки, применяемые для обозначения шероховатости поверхностей
Знаки, применяемые для обозначения шероховатости поверхностей
Знаки, применяемые для обозначения
60Е
60Е
H
60Е
h
H
60Е
h
H
60Е
h
шероховатости поверхностей
60Е
— основной знак; для обозначения шероховатости наиболее
предпочтителен и наиболее часто применяется. Означает, что
разработчику безразличен вид обработки детали, и изготовитель может
применить любой вид обработки – со снятием или без снятия материала
— применяется для обозначения шероховатости, которая должна быть
образована удалением поверхностного слоя материала каким-либо
режущим инструментом
Ra 12 ,5 ) — применяется для
— с числовым значением (например,
обозначения шероховатости, которая должна быть образована без
удаления слоя материала
— без числового значения – применяется для поверхностей, по данному
чертежу вообще не подлежащих обработке, т. е. когда часть
поверхностей находится «в состоянии поставки».
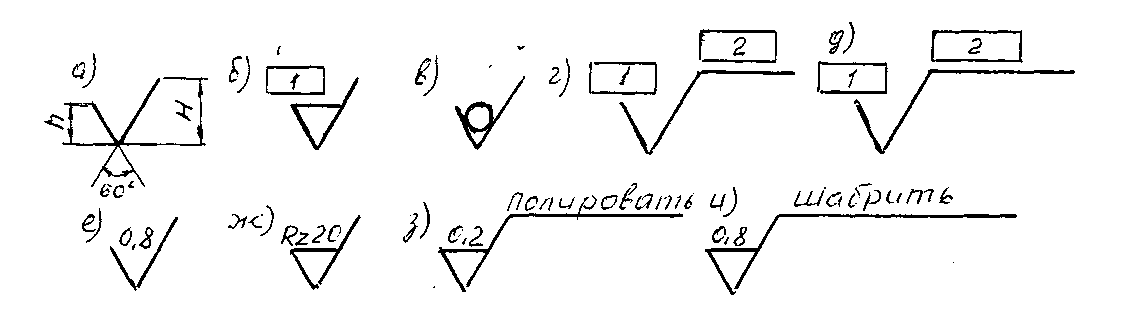
6.
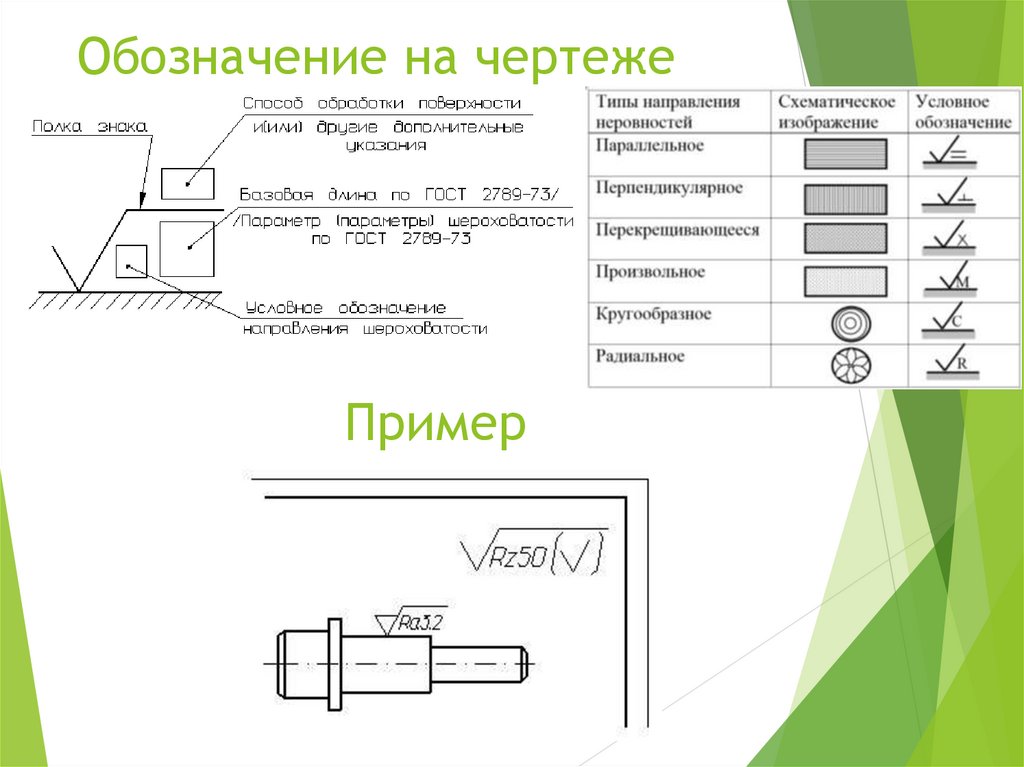 Структура обозначения
Структура обозначения
Способ обработки поверхности
и (или) другие дополнительные
указания
Полка знака
Базовая длина по ГОСТ 2789- 73/
/ Параметр (параметры) шероховатости
по ГОСТ 2789- 73
Условное обозначение
направления неровностей
Пример обозначения шероховатости на чертежах
Полировать
0,8/ Ra 0,1
0,8/ Sm 0,063
0,040
M 0,25/ t 80±10%
50
наибольшее значение
диапазон значений
номинальное значение с
предельными отклонениями
7. Обозначение направления неровностей
8. Основные правила нанесения обозначений шероховатости поверхностей на чертежах
1. Шероховатость поверхностей обозначают на чертеже для всех
выполняемых по данному чертежу поверхностей изделия,
независимо от методов их образования, кроме поверхностей,
шероховатость которых не обусловлена требованиями конструкции.
2. Обозначение шероховатости следует ставить на тех видах и
разрезах, на которых поставлены размеры, относящиеся к
соответствующим частям детали.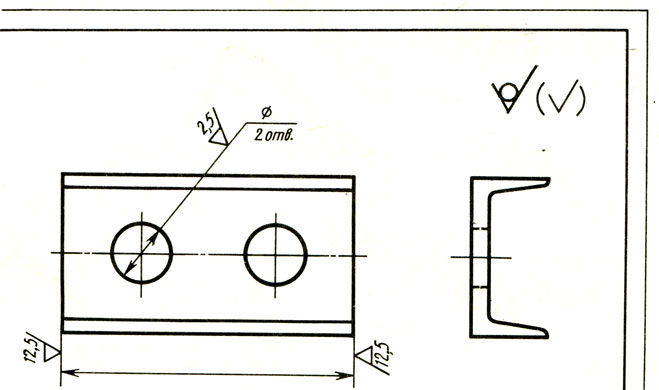
3. Знаки располагаются на:
а) линиях контура элементов детали;
б) выносных линиях, при этом по
возможности ближе к размерной линии;
в) полках выносных линий;
г) размерных линиях или их продолжениях
при недостатке места, при этом
разрешается разрывать выносную
0,1
линию;
д) на рамке допуска формы;
е) на линии невидимого контура только в
случаях, когда от этой линии
нанесен размер.
4.
Знаки, имеющие полку, должны располагаться относительно
основной надписи чертежа так, как указано на рис.1, а знаки без полки
(без указания параметра и способа обработки) располагают как на рис.2.
При расположении поверхности в заштрихованной зоне обозначение
наносят только на полке линии-выноски.
30Е
30Е
рис. 1
рис. 2
5.
При
изображении
изделия
с
разрывом обозначение шероховатости
наносят
только
на
одной
части
изображения, по возможности ближе к
месту указания размеров.
З
Ra 1,6
Ra 3,2
Ra 1,6
Ra 3,2
З
З
6. Если шероховатость одной и той же
поверхности различна на отдельных
участках, то эти участки разграничивают
сплошной тонкой линией с нанесением
соответствующих
размеров
и
обозначений
шероховатости.
Через
заштрихованную зону линию границы
между участками не проводят.
Ra 1,6
7. Когда на чертеже поверхности детали мало
места для размещения знака шероховатости,
то
допускается
применять
упрощенное
обозначение с разъяснением этого обозначения
в технических требованиях чертежа. При этом
используют знак
и строчные буквы русского
алфавита
в
алфавитном
порядке,
без
повторений и, как правило, без пропусков.
8. Если одинаковую шероховатость имеет
поверхность сложной конфигурации,
допускается обозначение шероховатости
приводить в технических требованиях чертежа со
ссылкой на буквенное обозначение поверхности,
например: “Шероховатость поверхности
А — Ra 6,3 При этом буквенное обозначение
поверхности наносят на полке линии-выноски,
проведенной от утолщенной штрих-пунктирной
линии, которой обводят поверхность на
расстоянии 0,8…1 мм от линии контура.
б
а
Полировать
а =
M 0,8/ Ra 0,4
б =
Ra 0,8
A
9. Если одинаковую шероховатость имеют поверхности, образующие контур,
обозначение шероховатости наносят один раз (рис. 1). Диаметр
вспомогательного знака — 4…5 мм. В обозначении одинаковой
шероховатости поверхностей, плавно переходящих одна в другую, знак
не приводят (рис. 2).
R
R
R
Ra 12,5
Ra 6,3
R
Ra 6,3
рис. 1
рис. 2
10. Обозначение шероховатости поверхности повторяющихся
элементов изделия (отверстий, пазов, зубьев и т.п.), количество
которых указано на чертеже, а также обозначение шероховатости
одной и той же поверхности наносят один раз, независимо от числа
изображений.
Ra 6,3
З
З
Ra
6,3
4отв. З
Ra 1,6
Ra 6,3
З
Ra 3,2
Ra 3,2
или
или
,2
3
Ra
Ra 3,2
M
M
или
3,2
a
R
M
Ra 3
,2
или
З
Ra 3,2
Ra 3,2
К … ГОСТ ..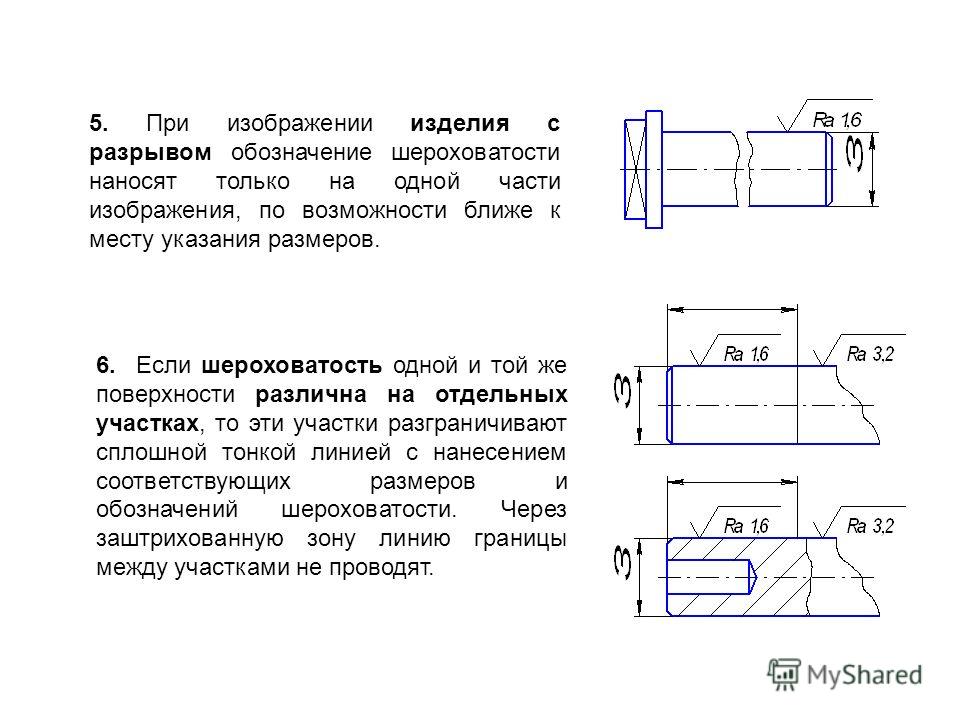 .
.
Ra
3,2
Ra 1,6
З
G
M
или
Ra 3,2
M
M
11. Обозначение шероховатости поверхности профиля резьбы наносят по
общим правилам при изображении профиля (в том числе для резьбы с
нестандартным профилем) или условно на выносной линии для указания
размера резьбы, на размерной линии или на ее продолжении.
Ra 3,2
Перв.
Инв. №подл.
Подп. и дата
Ra 6,3
10
19
24
50
Взам. инв. № Инв. №дубл.
КПГД. 420120.001
Подп. и дата
Справ. №
12. Если требования к шероховатости одинаковы для всех
поверхностей детали, то знак указывают один раз и помещают в
правом верхнем углу чертежа, а на поверхностях элементов детали
знаков не наносят. Размеры и толщина линий знака в обозначении
шероховатости, вынесенном в правый верхний угол чертежа, должны
быть приблизительно в 1,5 раза больше, чем в обозначениях,
нанесенных на изображении.
4
КПГД. 420120.001
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Фланец
Cт3 ГОСТ380- 88
Копировал
Лит.
у
Масса Масштаб
—
Лист
1:1
Листов
СПбГПУ
гр. 2042
Формат
A5
1
Не допускается
обозначение
шероховатости или
знак
выносить в
правый верхний угол
чертежа при наличии в
изделии поверхностей,
шероховатость
которых не
нормируется (не
обусловлена
требованиями
конструкции).
Ra 3,2 (
)
60
25
Взам. инв. № Инв. №дубл.
Подп. и дата
Инв. №подл.
R3
50
КПГД. 420120.004
Подп. и дата
Справ. №
13. Если поверхности нескольких элементов детали имеют
одинаковую шероховатость, то ее обозначение помещают в правом
верхнем углу чертежа и рядом в скобках указывают условный знак
без каких-либо требований. Это будет означать, что все поверхности,
на которых на чертеже не нанесены обозначения шероховатости или
знак
, должны иметь шероховатость, указанную перед знаком ( )
Размеры знака ( ) должны быть одинаковыми с размерами
знаков, нанесенных на изображении.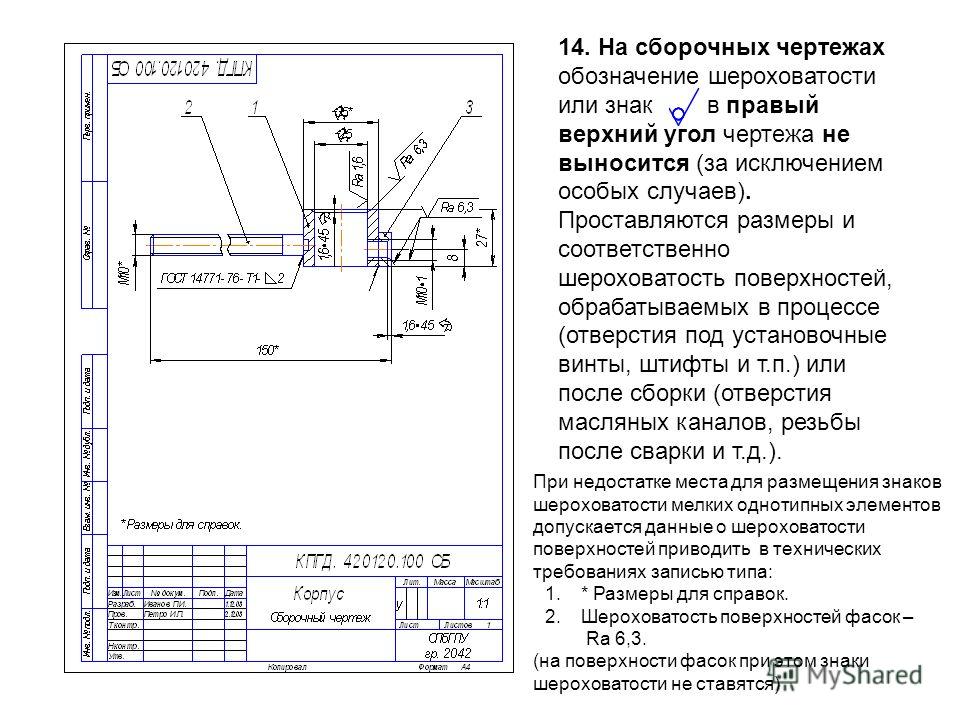
R3
30
Ra 12,5
КПГД. 420120.004
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Стакан
Сталь 08 кп ГОСТ 1050- 88
Копировал
Лит.
Масса Масштаб
у
—
Лист
Листов
1:2
СПбГПУ
гр. 2042
Формат
A5
1
)
КПГД. 420120.002
Перв. примен.
Ra 6,3 (
20,7
1,6
4
Справ. №
8
Полировать
Ra 0,8
0,8•45
23
Инв. №подл.
Подп. и дата
Взам. инв. № Инв. №дубл.
Подп. и дата
25
КПГД. 420120.002
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П.И.
Пров.
Петров И П.
Т.контр.
Н.контр.
Утв.
Ось
Сталь 45 ГОСТ 1050- 88
Копировал
Лит.
у
Масса Масштаб
4:1
—
Лист
Листов
СПбГПУ
гр. 2042
Формат
A4
1
Деталь содержит поверхность,
которая должна быть
образована удалением
поверхностного слоя
материала каким-либо
режущим инструментом
(точение, шлифование,
сверление и т.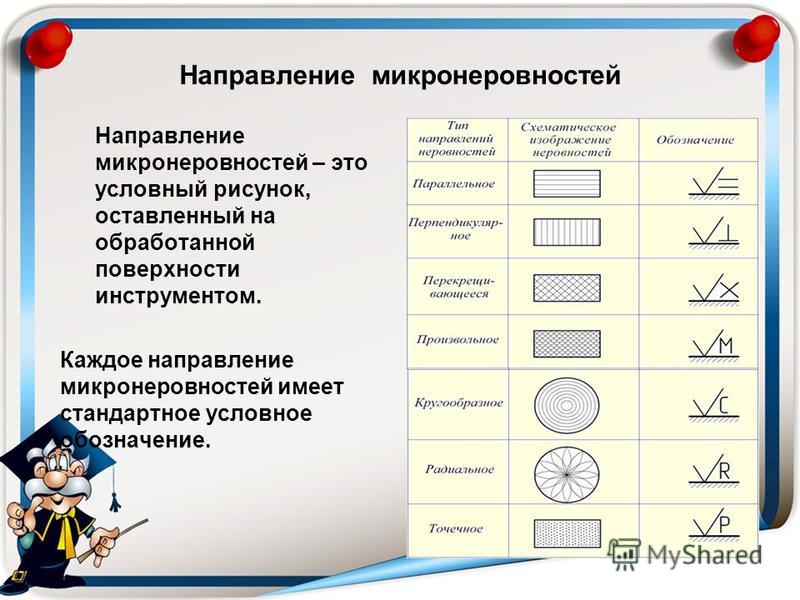 д.). Знак
д.). Знак
применяется для
поверхности, требуемые
эксплуатационные свойства
которой обеспечиваются
только при ее окончательной
обработке удалением слоя
материала, чаще используется
в сочетании с указанием
единственно возможного вида
обработки.
КПГД. 420120.003
Перв. примен.
Ra 25 (
Деталь имеет
поверхности, которые
должны быть обработаны
без снятия материала
(литье, штамповка,
ковка) с заданным
значением
шероховатости.
)
Взам. инв. № Инв. №дубл.
Подп. и дата
Инв. №подл.
120
60
50
70
3
Ra 3,2
Ra 1,6
10
Подп. и дата
Справ. №
R6
50
10
60*
1. * Размер для справок.
2. Неуказанные литейные радиусы не болee 3 мм.
КПГД. 420120.003
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Крышка
СЧ 15 ГОСТ 1412- 85
Копировал
Лит.
у
Масса Масштаб
—
Лист
1:1
Листов
СПбГПУ
гр.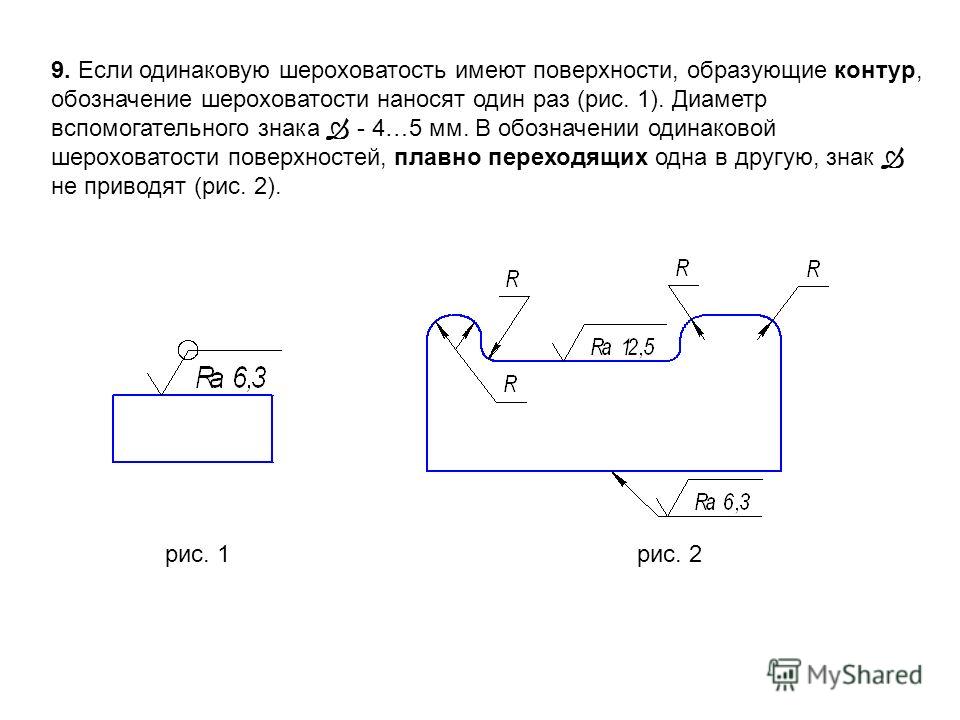 2042
2042
Формат
A4
1
12,6*
Ra 12,5
16
Ra 12,5
* Размер для справок.
КПГД. 420120.005
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И П
2.12.08
Т.контр.
Н.контр.
Утв.
Лит.
Труба
Масса Масштаб
у
—
Лист
Труба 17х2,2 ГОСТ 3262- 75
Копировал
Листов
Формат
1
A5
Ra 12,5 (
)
12,6*
Ra 6,3
2:1
СПбГПУ
гр. 2042
16
Взам. инв. № Инв.Перв.
№дубл.
примен.Подп. и дата
Подп.
Справ.
и дата
№
Инв. №подл.
Подп. и дата
Взам. инв. № Инв. №дубл.
Подп. и дата
Деталь изготавливается из
проката или литой,
штампованной или другой
заготовки; часть
поверхностей находится «в
состоянии поставки».
100
КПГД. 420120.005
Инв. №подл.
КПГД. 420120.005
( )
Ra 6,3
* Размер для справок.
КПГД. 420120.005
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И П
2.12.08
Т.контр.
Н.контр.
Утв.
Труба
Труба 17х2,2 ГОСТ 3262- 75
Копировал
Лит.
Масса Масштаб
у
—
Лист
Листов
2:1
СПбГПУ
гр. 2042
Формат
A5
1
Требования к шероховатости
поверхностей, обозначенной
знаком
, определены
стандартом на сортамент
(на этот стандарт должна
быть ссылка в графе
«Материалы» основной
надписи чертежа).
КПГД. 420120. 006
Перв. примен.
120
Ra 3,2
3,2
Ra 1,6
15
14
140
100
Подп. и дата
Взам. инв. № Инв. №дубл.
4 отв.
14
Ra
15
Ra 1,6
150
Справ. №
90
120
R20
Подп. и дата
Деталь изготовлена без
снятия материала (литье,
штамповка, ковка) часть
поверхностей находится «в
состоянии поставки».
30
Ra 3,2
Ra 3,2
Инв. №подл.
( )
100
160
200
1. Шероховатость необработанных поверхностей по ТУ № . .. на
.. на
поставку отливок.
2. Неуказанные радиусы скруглений 3 мм.
КПГД. 420120. 006
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
Пров.
Петров И.П.
Т.контр.
Н.контр.
Утв.
Корпус
СЧ 15 ГОСТ 1412- 85
Копировал
Лит.
у
Масса Масштаб
—
Лист
1:2,5
Листов
СПбГПУ
гр. 2042
Формат
A4
1
Требования к шероховатости
поверхностей, обозначенной
знаком
, определены
техническими условиями на
литье в технических
требованиях чертежа (в
учебных чертежах часто не
записываются).
* Размеры для справок.
100
60*
КПГД. 420120.007
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Взам. инв. № Инв. №дубл.
Подп. и дата
120*
Ra 6,3
Взам. инв. № Инв. №дубл.
Перв. примен.
Подп. и дата
Подп.Справ.
и дата
№
Инв. №подл.
4 отв.
9
Лит.
Крышка
Масса Масштаб
у
—
Лист
1:1
Листов
1
СПбГПУ
гр. 2042
Заготовка КПГД.420120.003
Копировал
Формат
Чертеж доработки.
Требования к шероховатости
остальных поверхностей
обусловлены другим
чертежом (по которому
изготовлялась заготовка). На
этот чертеж должна быть
ссылка в графе «Материалы»
основной надписи.
A5
КПГД. 420120.008
Подп. и дата
КПГД. 420120.007
Инв. №подл.
( )
Ra 3,2
2
КПГД. 420120.008
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Винт
Заготовка- винт М6х12
ГОСТ1481- 84
Копировал
Лит.
Масса Масштаб
у
—
Лист
Листов
4:1
СПбГПУ
гр. 2042
Формат
A5
1
Если заготовкой является
стандартное
изделие,
ссылка на стандарт также
приводится
в
основной
надписи чертежа.
1
3
Ra 6,3
ГОСТ 14771- 76- Т1-
27*
8
2
M10•1
M10*
Справ.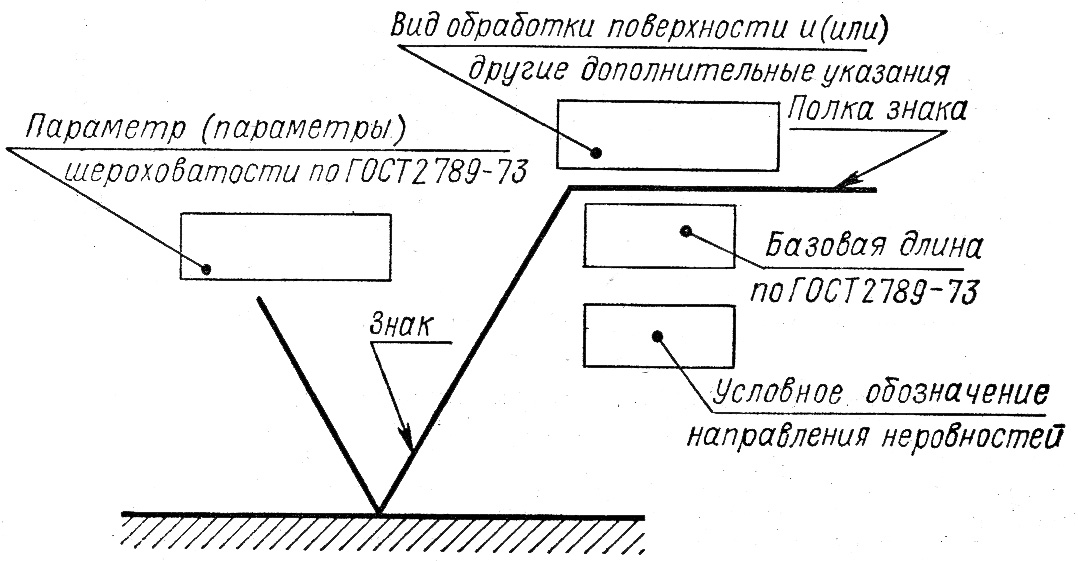 №
№
1,6•45
Ra 1,6
35*
25
Ra
6,3
Перв. примен.
КПГД. 420120.100 СБ
2
1,6•45
Инв. №подл.
Подп. и дата
Взам. инв. № Инв. №дубл.
Подп. и дата
150*
* Размеры для справок.
КПГД. 420120.100 СБ
Изм. Лист №докум.
Разраб. Иванов П.И.
Пров.
Петро И.П.
Т.контр.
Н.контр.
Утв.
Подп. Дата
1.12.08
2.12.08
Корпус
Сборочный чертеж
Копировал
Лит.
Масса Масштаб
у
1:1
Лист
Листов
СПбГПУ
гр. 2042
Формат
A4
1
14. На сборочных чертежах
обозначение шероховатости
или знак
в правый
верхний угол чертежа не
выносится (за исключением
особых случаев).
Проставляются размеры и
соответственно
шероховатость поверхностей,
обрабатываемых в процессе
(отверстия под установочные
винты, штифты и т.п.) или
после сборки (отверстия
масляных каналов, резьбы
после сварки и т.д.).
При недостатке места для размещения знаков
шероховатости мелких однотипных элементов
допускается данные о шероховатости
поверхностей приводить в технических
требованиях записью типа:
1. * Размеры для справок.
* Размеры для справок.
2. Шероховатость поверхностей фасок –
Ra 6,3.
(на поверхности фасок при этом знаки
шероховатости не ставятся)
Допуски размеров, формы, расположения поверхностей,
волнистость и шероховатость
Предельных отклонений формы и размеров
поверхности деталей
Полная таблица шероховатости, символы и таблицы преобразования шероховатости
Определение шероховатости
Прежде чем мы перейдем к символам шероховатости поверхности, давайте разберемся, как определяется шероховатость поверхности. Инженерные отпечатки обращают внимание на множество вещей, пытаясь убедиться, что изготовленная деталь соответствует замыслу дизайнера. Помимо размеров и допусков, еще одним важным уточнением является Покрытие поверхности .
Отделка поверхности – это мера общей текстуры поверхности, которая характеризуется укладкой, шероховатостью и волнистостью поверхности. Отделка поверхности, когда предполагается, что она включает все три характеристики, часто называется текстурой поверхности, чтобы избежать путаницы, поскольку машинисты часто называют шероховатость поверхности отделкой поверхности. Другим термином, аналогичным термину «текстура поверхности», является топология поверхности.
Другим термином, аналогичным термину «текстура поверхности», является топология поверхности.
Эта диаграмма дает представление о том, как думать об отношении Волнистости, Укладки и Шероховатости:
Отношения Волнистости, Укладки и Шероховатости…
Укладка
Укладка представляет собой направление преобладающего рисунка поверхности и обычно определяется методом производства, используемым для обработки поверхности. Вот некоторые типичные шаблоны укладки:
Поверхностная отделка Укладка…
Шероховатость поверхности
Шероховатость поверхности – это мера мелко расположенных неровностей поверхности. Шероховатость поверхности — это обычно то, что имеют в виду машинисты, когда говорят о «шероховатости поверхности». Говоря обо всех трех характеристиках, они могут более правильно использовать термин «текстура поверхности».
Волнистость
Шероховатость поверхности говорит о несовершенстве мелких деталей, но могут быть и гораздо более крупные неровности. Например, поверхность может быть деформирована или отклонена от идеала.
Например, поверхность может быть деформирована или отклонена от идеала.
Что дальше? Как насчет этого:
Проверьте это!
Как дизайнеры продукции решают, какая обработка поверхности требуется, и что должны думать операторы станков с ЧПУ по поводу обработки поверхности?
Существует множество соображений, и они могут даже различаться для разных стадий изготовления конкретной детали. Например, у нас может быть требование к шероховатости поверхности отливки, которое гарантирует, что шероховатость (подумайте об этом как об отклонениях поверхности отливки от идеала) достаточно хороша, чтобы учесть дополнительный материал, который будет обрабатываться при механической обработке. будущий шаг достаточен. Если отливка слишком несовершенна, впадина дефекта может быть ниже ожидаемой обработанной поверхности этой будущей ступени.
Другим важным фактором является трение. Уменьшение шероховатости поверхности обычно снижает трение, что может иметь решающее значение для снижения износа и повышения эффективности скользящих деталей.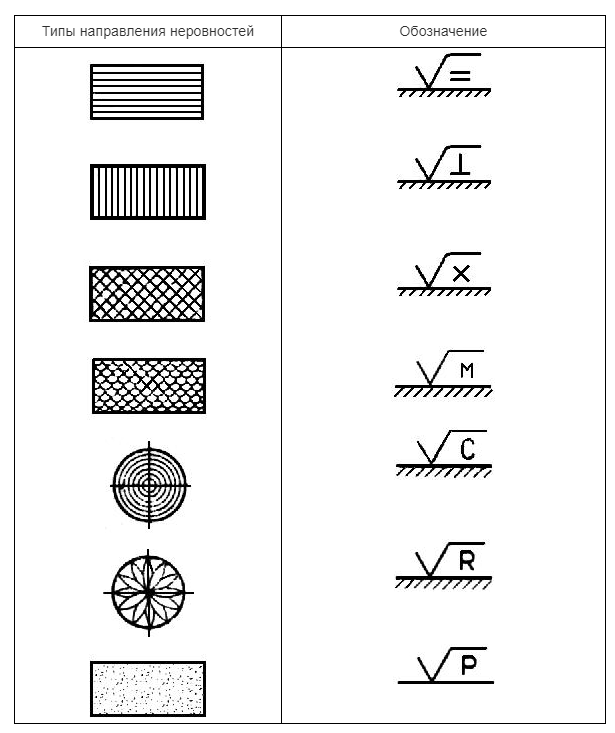
Требуемая отделка поверхности во многом определяется функцией и использованием компонента. Судовые гребные винты изначально имеют довольно высокие стандарты отделки поверхности, но в реальных условиях они довольно быстро изнашиваются. Оптические и особенно компоненты, используемые с рентгеновскими лучами, имеют одни из самых высоких требований к чистоте поверхности.
Цель проектировщика — указать как можно более грубую обработку поверхности, но которая по-прежнему будет функционировать в пределах желаемых рабочих параметров детали. Цель механика — добиться качества обработки поверхности деталей, которое соответствует требованиям конструктора, но не лучше, поскольку это приводит к тому, что детали становятся самыми дешевыми в производстве. Разработчику и производителю важно договориться о том, какие именно параметры (Ra, Rz и т. д.) следует использовать для проверки и приемки деталей. Несмотря на то, что между ними существуют общепринятые преобразования, фактическое использование тех же параметров для проверки, которые проектировщик использовал при проектировании, всегда дает наилучшие результаты.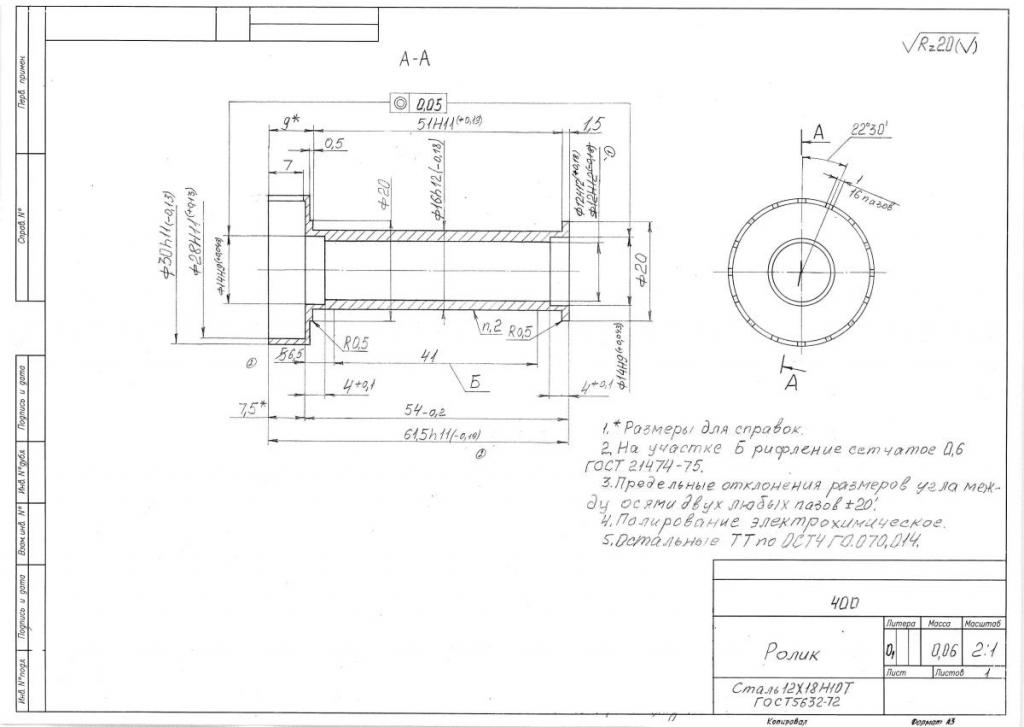
Отделка поверхности сильно различается в зависимости от производственного процесса, используемого для ее получения. Кромка пластины, вырезанная пламенем, имеет совершенно другую отделку поверхности, чем, например, шлифованная поверхность. Выбор процесса, способного обеспечить желаемую чистоту поверхности, — это первый шаг к выяснению того, как производить деталь, требующую определенной отделки. Иногда для достижения желаемого результата с минимальными затратами необходимо наложить несколько процессов.
Вот таблица, показывающая относительную шероховатость поверхности при различных производственных процессах:
Относительная шероховатость поверхности производственных процессов…
Для получения дополнительной информации о производственных процессах и стоимости соблюдения жестких допусков и чистоты поверхности см. нашу статью:
[ Высокая стоимость жестких допусков ]
Измерение подразумевает характеристику чего-либо в виде числа, что очень важно для пользователей ЧПУ.
Существует ряд различных характеристик, которые мы можем измерить в отношении шероховатости поверхности. Двумя наиболее важными из них являются высота пиков шероховатости и их разделение, часто обозначаемое как «Ra» и «D»:
Ra и D — два важных параметра шероховатости поверхности…
Единицами шероховатости поверхности, которые мы будем использовать для таких параметров, как Ra, будут либо микродюймы (английские или имперские единицы), либо микрометры (метрические). Наша диаграмма отделки поверхности по производственному процессу (см. выше) дает и то, и другое.
Когда мы пытаемся измерить шероховатость поверхности, методы делятся на три категории:
– Методы профилирования : Здесь для измерения поверхности используется датчик высокого разрешения. Подумайте о чувствительности, которая больше соответствует игле фонографа, чем типичному датчику с ЧПУ.
– Методы площади : С помощью метода площади измеряется конечная площадь, и это обеспечивает статистическое среднее пиков и впадин.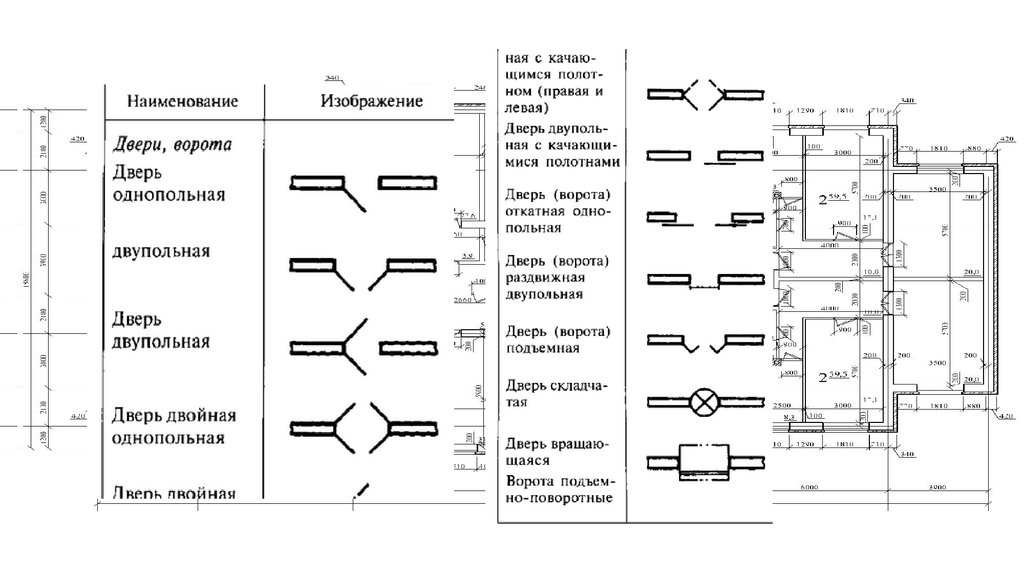 Примеры методов площади включают оптическое рассеяние, ультразвуковое рассеяние и емкостные датчики. Методы областей легче автоматизировать и быстрее выполнять, но методы профилирования часто более точны.
Примеры методов площади включают оптическое рассеяние, ультразвуковое рассеяние и емкостные датчики. Методы областей легче автоматизировать и быстрее выполнять, но методы профилирования часто более точны.
– Методы микроскопии : Эти методы обычно более качественные, поскольку они основаны на измерении контраста для получения информации о пиках и впадинах.
Приборы, используемые для измерения шероховатости поверхности с использованием этих различных методов, называются профилометрами.
Карманный профилометр…
На чистоту поверхности влияет множество факторов, самым важным из которых является производственный процесс (см. таблицу выше). Для процессов механической обработки, таких как фрезерование, токарная обработка и шлифование, такие факторы, как выбор режущего инструмента, состояние станка, параметры траектории, подачи, скорости, отклонение инструмента, ширина резания (шаг), глубина резания, охлаждающая жидкость и вибрация являются лишь важными факторами. мало из многих.
мало из многих.
Советы и примеры:
– При торцевом фрезеровании используйте режущий инструмент с углом в плане, отличным от 90 градусов. Торцевая фреза с углом в плане 45 градусов обеспечит более чистую поверхность.
– Используйте пластины с большим радиусом. Тороидальные фрезы или копировально-фрезерные станки часто обеспечивают более качественную обработку, чем пластины с другой геометрией.
– Если высота пластины на торцевой фрезе не регулируется индивидуально, летучая фреза часто обеспечивает наилучшее качество поверхности.
Как правило, отрегулируйте подачу и скорость для более низкой нагрузки на стружку при тех же оборотах в минуту для лучшего качества чистовой обработки. Сделайте финишный пас, который также будет относительно легким. Убедитесь, что вы делаете это, чтобы избежать трения, которое очень сильно влияет на срок службы инструмента.
Наше программное обеспечение G-Wizard Calculator имеет удобный ползунок «Черепаха-заяц», который позволяет легко настраивать подходящие подачи и скорости для чистового прохода:
Ползунок «Черепаха-заяц» G-Wizard для выбора вашей чистовой обработки…
G-Wizard также предупредит вас о риске трения, что поможет вам избежать этой проблемы.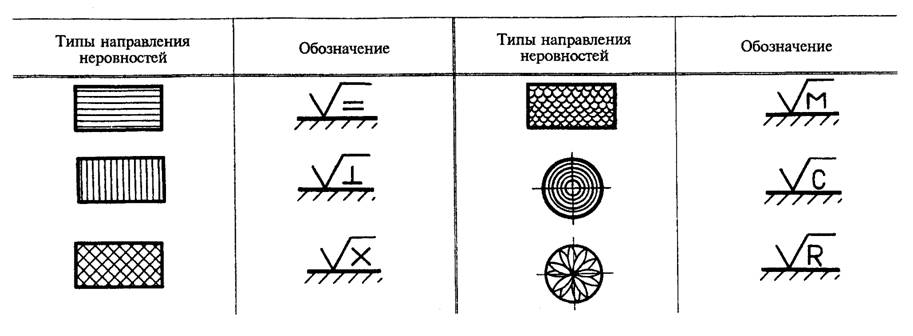
Сферические гребешки и 3D-профилирование поверхности
При 3D-профилировании каждый проход сферической фрезы оставляет «гребешок» на поверхности материала. Наше программное обеспечение G-Wizard Calculator включает специальный мини-калькулятор, который поможет вам отрегулировать высоту гребешка, обеспечивающую требуемое качество поверхности:
Калькулятор шероховатости поверхности со сферическим концом…
Введите максимальную высоту гребешка, и G-Wizard сообщит вам полученное шероховатость поверхности RA и RMS, а также рассчитает шаг. Кстати, если вы хотите узнать, как выбрать оптимальные шаги и диаметры инструментов для 3D-профилирования, у нас тоже есть статья на этот счет!
Чистота поверхности при токарной обработке
Токарная обработка очень похожа на 3D-профилирование в том смысле, что шаг, в данном случае определяемый скоростью подачи при токарной обработке, приводит к образованию фестонов, которые соответствуют форме токарной пластины.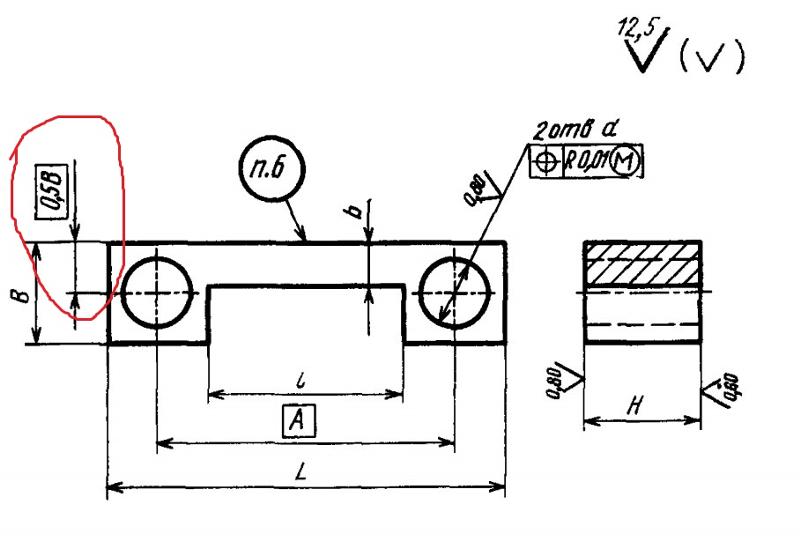 Мы используем это с хорошим эффектом при точении резьбы, но если мы хотим получить гладкий вал, у нас будет требование к чистоте поверхности, которое должно быть выполнено. Это определит скорость подачи и радиус вершины вставки, которые мы можем использовать для работы. В G-Wizard для этого тоже есть хороший калькулятор:
Мы используем это с хорошим эффектом при точении резьбы, но если мы хотим получить гладкий вал, у нас будет требование к чистоте поверхности, которое должно быть выполнено. Это определит скорость подачи и радиус вершины вставки, которые мы можем использовать для работы. В G-Wizard для этого тоже есть хороший калькулятор:
Калькулятор шероховатости поверхности…
Бесплатное программное обеспечение, которое поможет любому стать лучшим специалистом по станкам с ЧПУ или инженером
Серьезно. Наше программное обеспечение G-Wizard переполнено самыми удобными калькуляторами и справочными материалами. Превосходит справочники и электронные таблицы. GD&T, преобразование твердости, размер/вес/объем материала, крепежные детали, более 2000 резьб и многое другое. Сотни тысяч людей, как и вы, использовали его.
Начните сейчас, это бесплатно!
Единицы шероховатости поверхности От RA до RZ
Ra – Средняя шероховатость
Ra также известна как среднее арифметическое (AA) или среднее значение центральной линии (CLA).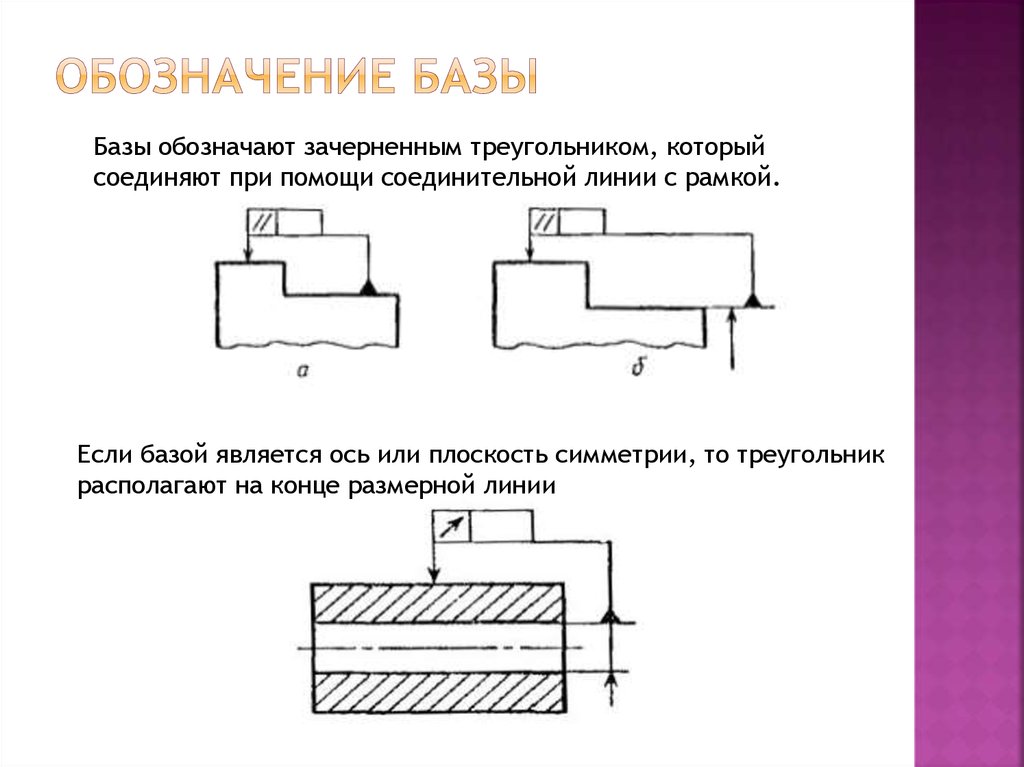 Это средняя шероховатость в области между профилем шероховатости и его средней линией. Графически Ra представляет собой площадь между профилем шероховатости и его центральной линией, деленную на расчетную длину. Длина оценки обычно составляет пять длин выборки, где каждая длина выборки равна одной длине отсечки.
Это средняя шероховатость в области между профилем шероховатости и его средней линией. Графически Ra представляет собой площадь между профилем шероховатости и его центральной линией, деленную на расчетную длину. Длина оценки обычно составляет пять длин выборки, где каждая длина выборки равна одной длине отсечки.
Ra — наиболее часто используемый параметр шероховатости поверхности. Одна из причин, по которой это так распространено, заключается в том, что довольно легко взять абсолютное значение сигнала и интегрировать сигнал с помощью аналоговой электроники, поэтому Ra можно измерить приборами, не содержащими цифровых схем.
Ra, хотя и является обычным, недостаточен для полной характеристики шероховатости поверхности. В зависимости от применения поверхности с одним и тем же Ra могут работать совершенно по-разному. Вот 4 поверхности с одинаковым Ra и совершенно разными формами:
Все четыре поверхности имеют одинаковый Ra, но совершенно разные формы…
Чтобы различить эти различия, необходимы дополнительные параметры.
Rmax – Расстояние по вертикали от самой высокой вершины до самой низкой долины
Rmax особенно чувствителен к аномалиям, таким как царапины и заусенцы, которые могут быть неочевидны из таких показателей, как Ra, основанных на средних значениях.
Rz — предпочитают многие европейцы.
Rz часто предпочитают Ra в Европе и особенно в Германии. Вместо измерения от осевой линии, как Ra, Rz измеряет среднее значение 5 самых больших различий между пиками и впадинами в пределах пяти длин выборки. В то время как Ra относительно нечувствителен к некоторым экстремальным значениям, Rz весьма чувствителен, поскольку именно для измерения этих экстремальных значений он и предназначен.
Классы шероховатости поверхности: числа «N»
Ниже приведена таблица, показывающая, как номера классов шероховатости преобразуются в номера Ra:
Номера классов шероховатости и меры Ra…
Шероховатость поверхности абразивной крошки и наждачной бумаги 9
Одним из подходов к отделке поверхности является использование абразивов или шлифование поверхности.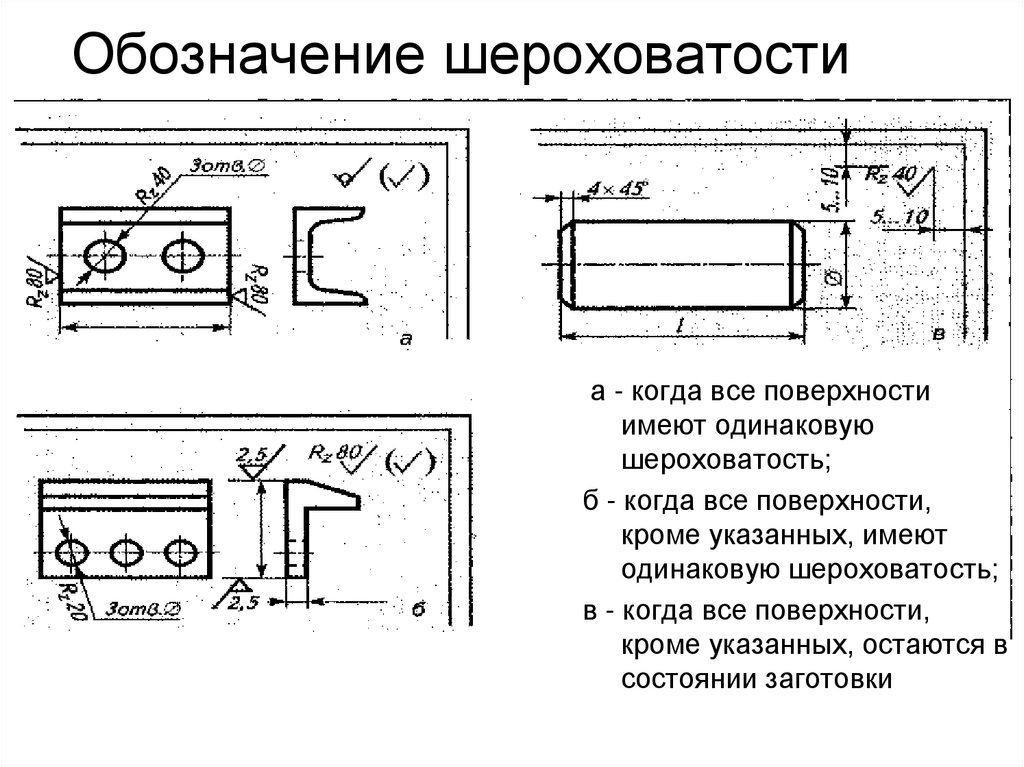 Эта диаграмма преобразует значения абразивного зерна в значения Ra шероховатости поверхности:
Эта диаграмма преобразует значения абразивного зерна в значения Ra шероховатости поверхности:
Кто производит лучшие в мире отвертки?
Серьезно. И не думайте, что это Snap On или Craftsman.
Слушай, я люблю статьи «Лучшие в мире». Почему? Потому что кем бы вы ни были, вы заслуживаете самого лучшего. Особенно самое лучшее из того, чем вы будете часто пользоваться, например, отвертка. Так что проверь и увидишь. Мы покажем вам 8 брендов, которые намного лучше обычных отверток.
Кто делает лучшее в мире?
Чистота поверхности Математика и уравнения
Для расчета | Уравнение | Примечания |
| Ра | Ra = CLA = (M1 + M2 + M3 + M4) / 4 Где: M1, M2, … Mn являются измеряемыми значениями | Средняя шероховатость в микрометрах или микродюймах.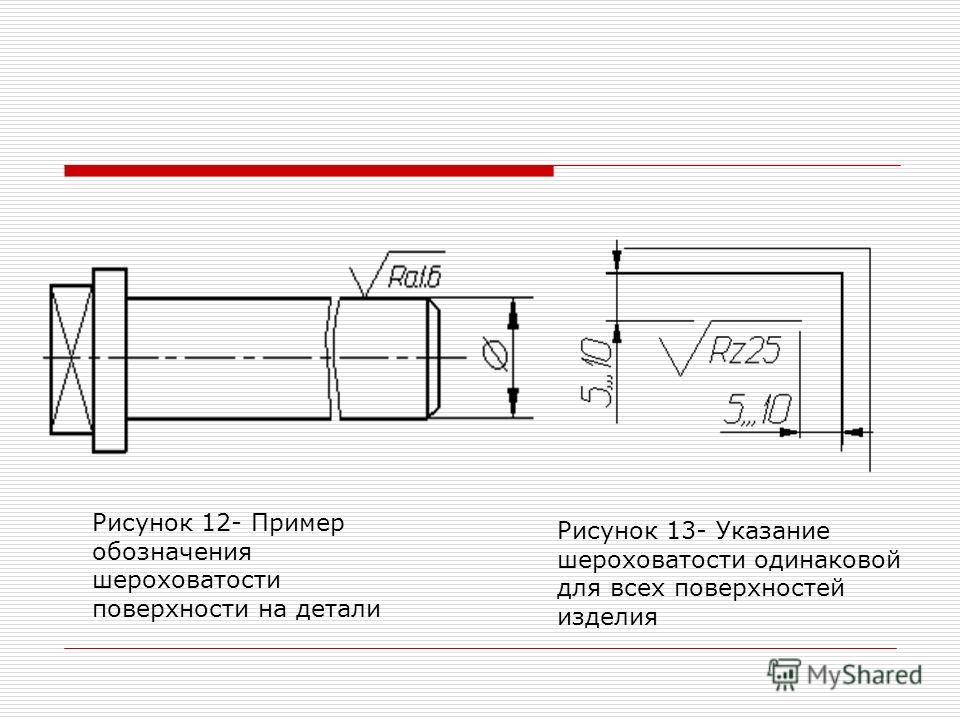 Ra — среднее арифметическое отклонение профиля Ra — среднее арифметическое отклонение профиля |
| Рк | Средняя высота неровностей профиля | |
| Рку | Эксцесс профиля | |
| Рмакс | Максимальная глубина шероховатости | |
| РМР | Материал Рацион профиля | |
| Рп | Rp = МАКС( М1, М2, М3, … ) | Максимальная высота пика профиля |
| Запрос | Rq = СКЗ | Среднеквадратичное отклонение профиля |
| Перекос профиля | ||
| Рт | Максимальная высота профиля | |
| Рв | Rv = МИН( М1, М2, М3, … ) | Максимальная глубина долины профиля |
| Рай | Максимальная высота профиля | |
| Рз | Rz = Ra x 7,2 Это ГРУБАЯ оценка, а не точное преобразование! | Среднеквадратичное значение |
| CLA | CLA = Ра | Среднее значение центральной линии |
| Длина отреза | Длина, необходимая для образца | |
| Н | N = Ra (мкм) x 40 | Новые номера шкалы ISO (сорт) |
Обозначения, выноски и стандарты шероховатости поверхности
В США отделка поверхности обычно указывается в соответствии со стандартом ASME Y14.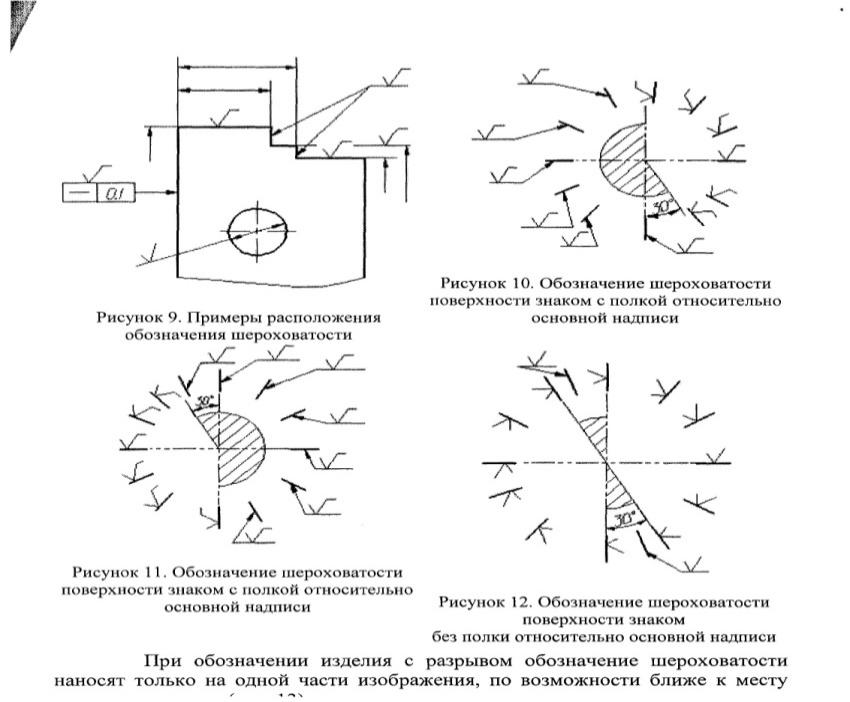 36M. В остальном мире обычно используется стандарт Международной организации по стандартизации (ISO) 1302.
36M. В остальном мире обычно используется стандарт Международной организации по стандартизации (ISO) 1302.
Выноски и символы, используемые для различных поверхностей, могут немного отличаться, поэтому мы рассмотрим пару.
Символы шероховатости поверхности ISO и выноски
Финишная обработка поверхности ANSI и выноски
Символы шероховатости поверхности и выноски Пример
GD&T Чистота поверхности
GD&T задает такие параметры, как плоскостность, но на самом деле это не чистота поверхности. Чтобы указать чистоту поверхности, используйте символы ISO или ANSI.
Surface Finish Cheat Sheet
A super handy Surface Finish “Cheat Sheet”:
Surface Roughness Conversion Chart Tables – Metric and Imperial
| Длина отреза | ||||||
| Ra (мкм) | Ra (мкдюймы) | СКЗ | РТ | Н | в | мм |
| 0,025 | 1 | 1,1 | 0,3 | 1 | 0,003 | 0,08 |
| 0,05 | 2 | 2,2 | 0,5 | 2 | 0,01 | 0,25 |
| 0,1 | 4 | 4,4 | 0,8 | 3 | 0,01 | 0,25 |
| 0,2 | 8 | 8,8 | 1,2 | 4 | 0,01 | 0,25 |
| 0,4 | 16 | 17,6 | 2 | 5 | 0,01 | 0,25 |
| 0,8 | 32 | 32,5 | 4 | 6 | 0,03 | 0,8 |
| 1,6 | 63 | 64,3 | 8 | 7 | 0,03 | 0,8 |
| 3,2 | 125 | 137,5 | 13 | 8 | 0,1 | 2,5 |
| 6,3 | 250 | 275 | 25 | 9 | 0,1 | 2,5 |
| 12,5 | 500 | 550 | 50 | 10 | 0,1 | 2,5 |
| 25 | 1000 | 1100 | 100 | 11 | 0,3 | 8 |
| 50 | 2000 | 2200 | 200 | 12 | 0,3 | 8 |
Покрытия из нержавеющей стали — EN и ASTM
Выбор правильного покрытия из нержавеющей стали для вашего применения очень важен. Вы, вероятно, ищете длительный срок службы, коррозионную стойкость и низкие потребности в обслуживании. Правильная отделка — это гарантия того, что нержавеющая сталь будет вести себя так, как ожидается.
Вы, вероятно, ищете длительный срок службы, коррозионную стойкость и низкие потребности в обслуживании. Правильная отделка — это гарантия того, что нержавеющая сталь будет вести себя так, как ожидается.
Однако этот процесс может быть несколько запутанным. Существуют различные стандарты, которые предлагают собственное обозначение для каждого типа обработки поверхности из нержавеющей стали. Некоторые производители даже создают внутренние стандарты для обозначения отделки поверхности своей продукции.
Чтобы вам было проще, мы рекомендуем ориентироваться на самые признанные во всем мире стандарты. Например, стандарты EN и ASTM очень распространены. Поэтому мы используем их в качестве примеров.
Служба лазерной резки нержавеющей стали Fractory предлагает мгновенных котировок онлайн с различными вариантами отделки поверхности, доступными для выбора.
Покрытия из нержавеющей стали в соответствии с эквивалентами EN и ASTM
Начнем со сравнения покрытий EN и ASTM в формате таблицы.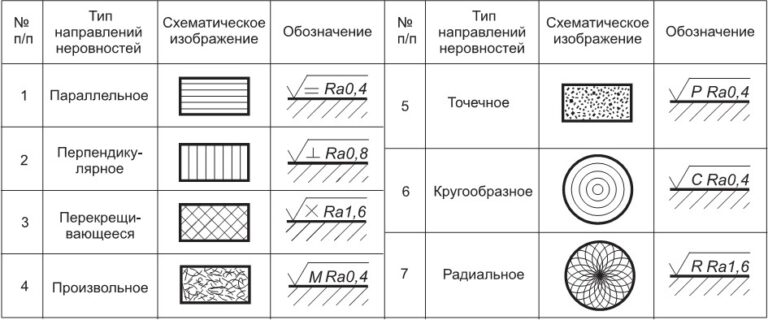 Это дает вам отличный обзор возможностей использования обоих стандартов. Подробнее о каждой отделке мы поговорим позже в статье .
Это дает вам отличный обзор возможностей использования обоих стандартов. Подробнее о каждой отделке мы поговорим позже в статье .
Финишная обработка
| Обозначение EN | Эквивалент ASTM | Описание |
|---|---|---|
| 1Д | № 1 | Горячекатаный, термообработанный и травленый. Шероховатая поверхность, но без окалины. |
| 2Б | № 2В | Холоднокатаный, термически обработанный, травленый и с дрессировкой. Гладкая поверхность. |
| 2Д | № 2D | Холоднокатаный, термообработанный и травленый. Гладкая поверхность. |
| 2H | ТР | Закалка. Холодная обработка для повышения прочности. Яркая поверхность. |
| 2Р | БА | Холоднокатаный прокат со светлым отжигом и обшивкой. Гладкая, яркая и отражающая поверхность. |
| 2 квартал | – | Холоднокатаный, закаленный и отпущенный. Поверхность без накипи. Поверхность без накипи. |
Полированная и матовая отделка
| Обозначение EN | Эквивалент ASTM | Описание |
|---|---|---|
| 1G-2G | № 3 | Земля. Можно указать зернистость или шероховатость поверхности. Однонаправленная текстура, не очень отражающая. |
| 1Дж-2Дж | № 4 | Матовая или матовая полировка. Можно указать тип щетки, полировальной ленты или шероховатость поверхности. Однонаправленная текстура, не очень отражающая. |
| 1К-2К | № 6 | Полированный сатин. Дополнительные специальные требования к отделке J-типа для адекватной коррозионной стойкости в морских и внешних архитектурных применениях. |
| 1П-2П | № 7-8 | Блестящая полировка. Можно указать шероховатость процесса или поверхности. Ненаправленная отделка, отражающая с высокой степенью четкости изображения.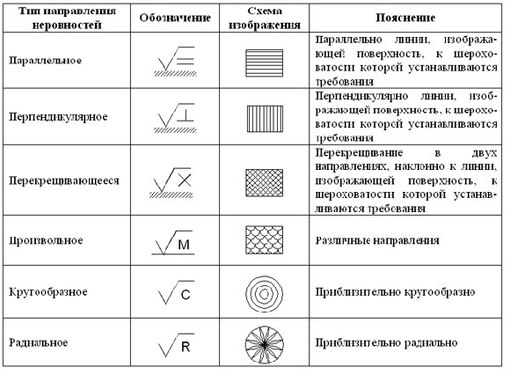 |
Узорчатая и цветная отделка
| Обозначение EN | Эквивалент ASTM | Отделка | Описание |
|---|---|---|---|
| 2F | № 2D | Узорчатая отделка | Холоднокатаный, термически обработанный, с обшивкой, пропущенной на шероховатых валках. Светлый отжиг или отжиг и травление. Однородная неотражающая матовая поверхность. |
| 1М | – | Узорчатая отделка | Дизайн по согласованию. Одна сторона плоская. Плиты, используемые на полах. |
| 2М | – | Узорчатая отделка | Дизайн по согласованию. Одна сторона плоская. Тонкая текстура в основном используется для архитектурных приложений. |
| 2 Вт | – | Узорчатая отделка | Дизайн по согласованию. Обе стороны с гофрированной текстурой, используемой для увеличения прочности и/или эстетики. |
| 2л | – | Цветная отделка | Цвета по согласованию. Цвет получается химическим путем. |
| 1С-2С | – | Поверхностное покрытие | Обычно с покрытием из олова, алюминия или титана. |
Прокатная обработка нержавеющей стали
Прокатная обработка является основным условием поставки нержавеющих сталей, независимо от того, являются ли они холоднокатаными или горячекатаными. Однако для большинства этих сталей требуются дополнительные процессы отделки, чтобы соответствовать требованиям определенных областей применения.
Вот подробное описание нержавеющих сталей, попадающих в эту группу, согласно таблице выше.
Отделка нержавеющей стали 1D – горячекатаная, отожженная и травленая
После горячей прокатки стали на стане она подвергается термической обработке, называемой отжигом. Отжиг заключается в нагревании стали и медленном остывании, чтобы снять внутреннее напряжение и уменьшить твердость.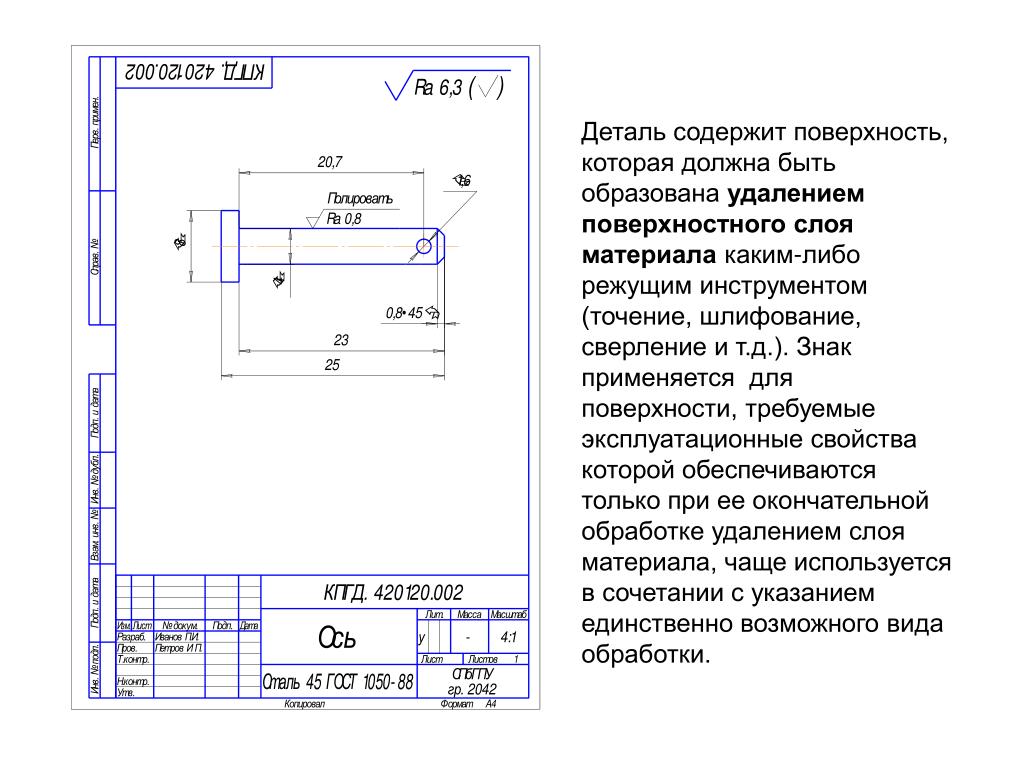 Это делает его более пластичным и работоспособным.
Это делает его более пластичным и работоспособным.
После процесса отжига нержавеющая сталь 1D готова к последнему этапу достижения заданной отделки – травлению. Этот процесс заключается в очистке поверхности кислотой для удаления накипи. Окалина образуется во время предыдущих процессов, горячей прокатки и отжига.
Полученная поверхность слегка шероховатая с очень низким коэффициентом отражения и типичной средней шероховатостью (Ra) между 4…7 микрометрами .
Нержавеющая сталь 1D иногда используется в качестве отправной точки для полированной отделки. Однако обычное применение этой отделки поверхности из нержавеющей стали связано с недекоративными целями. Таким образом, внешний вид не всегда актуален. Некоторые примеры включают:
- Неэкспонированные системы поддержки
- Структурные приложения
- Воздухонагреватели
- Конвейеры печи
- Теплообменники
- Детали масляной горелки
2D Поверхностная обработка – холоднокатаная, отожженная и травленая
Поскольку эта сталь подвергается холодной прокатке, а не горячей прокатке, качество поверхности более качественное.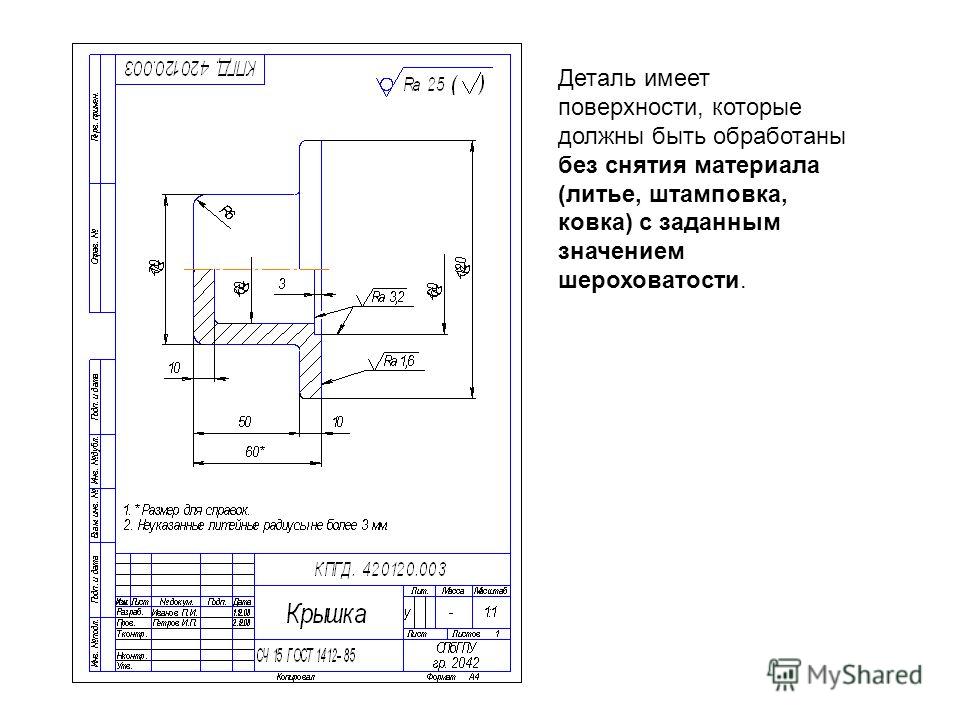 Процессы отжига и травления улучшают его характеристики так же, как и в случае с 1D-нержавеющей сталью. В этом случае травление необходимо, поскольку отжиг проводится для снятия напряжения и снижения твердости, возникающей в результате холодной прокатки.
Процессы отжига и травления улучшают его характеристики так же, как и в случае с 1D-нержавеющей сталью. В этом случае травление необходимо, поскольку отжиг проводится для снятия напряжения и снижения твердости, возникающей в результате холодной прокатки.
Поверхностная обработка имеет матовый вид с низким коэффициентом отражения и типичными средними значениями шероховатости в диапазоне от 0,4 до 1,0 микрометра .
Подобно 1D-обработке поверхности, 2D-обработка может быть отправной точкой для полированной отделки. Его также можно использовать для некоторых промышленных и инженерных нужд с менее критичной эстетикой. Общие области применения двухмерных нержавеющих сталей:
- Детали вагонов
- Автомобильные выхлопные системы
- Строительные скобяные изделия
- Химическое оборудование
- Детали электрической плиты
- Каменные анкеры
- Водосточные системы
- Нефтехимическое оборудование
2B Финишная обработка – холоднокатаная, отожженная, протравленная и обработанная с обшивкой
Еще одна холоднокатаная нержавеющая сталь, процесс которой аналогичен производству 2D.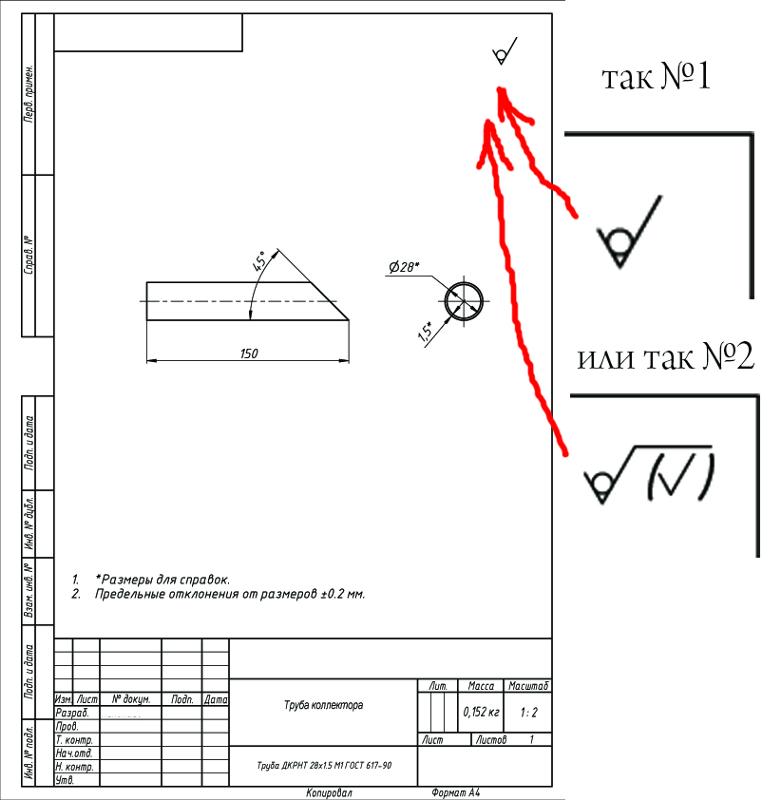 Разница в том, что при производстве поверхности из нержавеющей стали 2B требуется дополнительный этап. Этот шаг заключается в прокатке в последний раз тщательно отполированными валками, известными как яркие валки.
Разница в том, что при производстве поверхности из нержавеющей стали 2B требуется дополнительный этап. Этот шаг заключается в прокатке в последний раз тщательно отполированными валками, известными как яркие валки.
Типичная средняя полученная шероховатость составляет от 0,1 до 0,5 мкм. В результате получается гладкая поверхность со слабой или умеренной отражающей способностью с хорошим контролем плоскостности.
Из-за своего тускло-серого и не очень отражающего вида он используется только в архитектуре, когда однородность отделки не требуется. Общие области применения покрытия из нержавеющей стали 2B включают, помимо прочего:
- Пекарское оборудование
- Охлаждение
- Приложение для пищевой промышленности
- Резервуары и сосуды
- Барабанные вакуумные сушилки
- Панели солнечных коллекторов
- Фармацевтическое оборудование
Отделка 2R – холоднокатаная, полированный отжиг и обработанная кожа
Опять же, существует лишь небольшая разница с ранее описанной отделкой поверхности.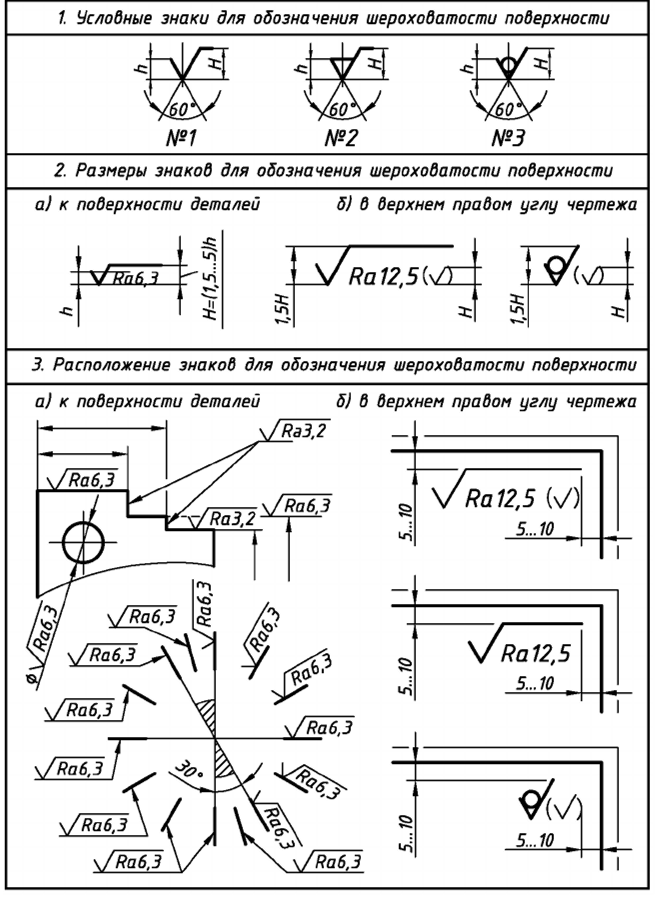 В этом случае у нас добавлен процесс светлого отжига. Он состоит из отжига стали в бескислородных условиях, чтобы защитить ее от окисления и образования окалины.
В этом случае у нас добавлен процесс светлого отжига. Он состоит из отжига стали в бескислородных условиях, чтобы защитить ее от окисления и образования окалины.
Полученное покрытие из нержавеющей стали способно отражать четкие изображения. Он очень гладкий и с меньшей вероятностью содержит переносимые по воздуху загрязняющие вещества и влагу по сравнению с любыми другими финишными покрытиями. Это легко очищаемое покрытие имеет типичный показатель Ra от 0,05 до 0,1 микрометра .
Нержавеющая сталь 2R, также известная как нержавеющая сталь BA, обычно используется в бытовых целях. Также для приложений, где важно отражение, но нет его точности. Некоторые примеры:
- Внутренняя часть стиральных и посудомоечных машин
- Коммерческие холодильники
- Оборудование для пищевой промышленности
- Строительные скобяные изделия
- Хирургические инструменты
- Автодорожные прицепы
- Дорожные зеркала
Отделка 2H – холоднокатаная и нагартованная
Эта отделка немного отличается от остальных прокатных отделок. Здесь металл подвергается холодной обработке после процесса холодной прокатки, чтобы получить повышенную прочность. Закалка производится дрессировкой на полированных валках. Доступны 6 различных уровней прочности в зависимости от предела текучести, прочности на растяжение и относительного удлинения.
Здесь металл подвергается холодной обработке после процесса холодной прокатки, чтобы получить повышенную прочность. Закалка производится дрессировкой на полированных валках. Доступны 6 различных уровней прочности в зависимости от предела текучести, прочности на растяжение и относительного удлинения.
В результате получается довольно гладкое отражающее покрытие. Шероховатость поверхности для покрытия 2H определяется производителями и зависит от процесса дрессировки.
Наиболее распространенные области применения покрытия из нержавеющей стали 2H включают:
- Автомобильные применения
- Цепи
- Машины и инструменты
- Прижимные плиты
- Хирургические инструменты
- Имплантаты
- Штампованные детали
2Q Отделка – холоднокатаная, закаленная и отпущенная
Отделка нержавеющей стали 2Q очень похожа на отделку 2H, так как она подвергается холодной прокатке с последующей закалкой. Отличие заключается в том, что 2Q подвергается закалке и отпуску в защитной атмосфере или удалению окалины после термической обработки.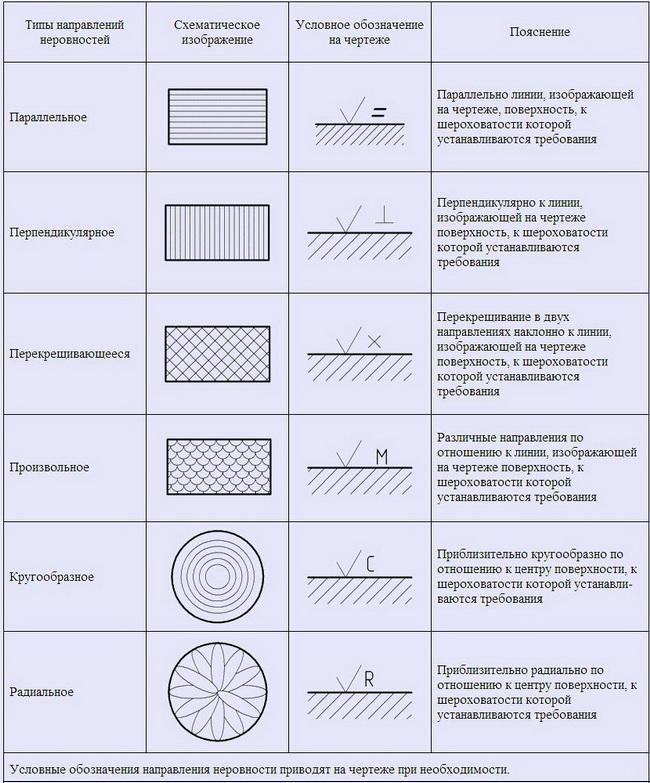 Поэтому он специально используется для мартенситных сталей, которые реагируют на такую обработку.
Поэтому он специально используется для мартенситных сталей, которые реагируют на такую обработку.
Поверхность покрытия 2Q гладкая и не содержит окалины. Опять же, шероховатость поверхности определяется производителями.
Будучи очень похожим на 2H, области применения почти такие же, включая, но не ограничиваясь:
- Автомобильные приложения
- Машины и инструменты
- Хирургические инструменты
Нержавеющая сталь с механической полировкой и шлифованием
При выборе нержавеющей стали для вашего применения следует придерживаться нескольких рекомендаций. В качестве отправной точки выберите чистовую обработку, наиболее близкую к желаемому результату. Таким образом, количество дополнительных процессов может быть сведено к минимуму.
Однако существуют стандартные виды отделки, которые достигаются механической полировкой и чисткой поверхности щеткой. Это означает, что поверхность будет обрабатываться с использованием абразивных материалов, которые эффективно режут поверхность стали до желаемой степени.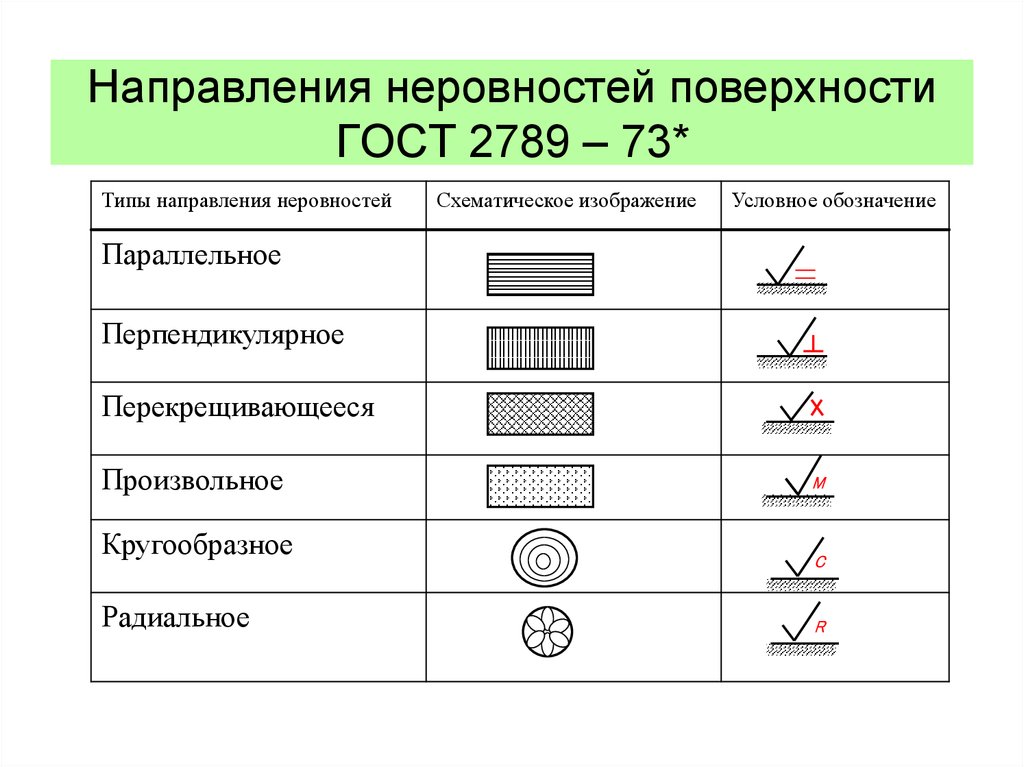
Полученное качество поверхности механически полированных и матовых нержавеющих сталей будет зависеть от различных аспектов. К ним относятся исходная поверхность ( начальная точка ), тип и текстура полировальных лент и щеток, а также характер используемого процесса полировки.
Вот подробная информация о покрытиях из нержавеющей стали, которые попадают в эту группу на основании таблицы выше.
1G – 2G Отделка из нержавеющей стали
Эта отделка получается шлифованием. 1G относится к горячекатаному начальная точка , тогда как 2G относится к холоднокатаному прокату.
В результате используемого процесса получается довольно грубая однонаправленная поверхность с низким коэффициентом отражения. Шероховатость поверхности может быть определена производителем и согласована с заказчиком по запросу. Большинство производителей определяют Ra до 1 микрометра .
Тем не менее, это зависит от материала и шероховатости шлифовальных лент.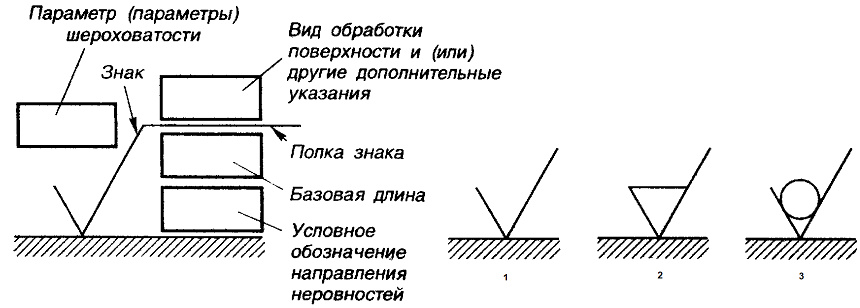 Наиболее распространены зернистость 180 и 240.
Наиболее распространены зернистость 180 и 240.
Как правило, эта отделка применяется следующим образом:
- Пивоваренное оборудование
- Оборудование для пищевой промышленности
- Кухонное оборудование
- Научный аппарат
- Внутреннее архитектурное применение
1J – 2J Отделка из нержавеющей стали
Начальные точки для этих отделок такие же, как и для предыдущих. Но теперь горячекатаные или холоднокатаные стали обрабатываются полировальными лентами или щетками. Таким образом достигается более чистая поверхность по сравнению с поверхностями 1G-2G.
Однако результат по-прежнему однонаправленный и не очень отражающий. Марка щетки, полировальной ленты или шероховатость поверхности может быть указана производителем. Типичная средняя шероховатость составляет от 0,2 до 1,0 микрометра , хотя большинство производителей предпочитают оставаться на уровне 0,4-0,6 микрометра для отделки 1J-2J.
Некоторые из наиболее распространенных применений отделки из нержавеющей стали 1J – 2J:
- Архитектурные стеновые панели
- Оборудование для напитков
- Автоцистерны
- Мебель
- Двери и интерьеры лифтов
- Раковины
- Стерилизаторы
1K – 2K Отделка
Исходной точкой обычно является горячекатаная или холоднокатаная сталь, отожженная, протравленная и дрессированная. Затем ленты с более мелким зерном и щетки придают стали атласную полировку.
Покрытие 1K – 2K обеспечивает гладкую отражающую поверхность со средней шероховатостью 0,5 микрометра или меньше , а у некоторых производителей он составляет всего 0,06 микрометра.
Покрытие обладает высокой коррозионной стойкостью. Кроме того, вы можете определить дополнительные требования к адекватной коррозионной стойкости для морских и внешних архитектурных применений.
Например, общие области применения включают:
- Наружные архитектурные решения, где важны атмосферные характеристики
- Применение в прибрежной среде
- Декоративные аппликации
1P – 2P Отделка из нержавеющей стали
 youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»How to Sand And Polish Stainless Steel to Mirror Finish»/>
youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»How to Sand And Polish Stainless Steel to Mirror Finish»/>
Как отшлифовать и отполировать нержавеющую сталь до зеркального блеска
У та же начальная точка, что и у , что и у 1K–2K. Последним процессом в данном случае является полировка и полировка швабрами из мягкой ткани и специальными полировальными составами. Это помогает получить блестящую полированную поверхность.
1P – 2P – это ненаправленные, сверхгладкие и высокоотражающие покрытия с высокой степенью четкости изображения в отражении. Типичные значения Ra для этих нержавеющих сталей ниже 0,1 мкм .
Типичные значения Ra для этих нержавеющих сталей ниже 0,1 мкм .
Покрытие 1P – 2P считается лучшей поверхностью с точки зрения коррозионной стойкости и имеет множество применений. Например, этот тип отделки поверхности может использоваться для:
- Крышки колонн
- Декоративная накладка
- Наружные стеновые панели
- Зеркала
- Отражатели
- Вывеска
Узорчатая отделка для нержавеющей стали
Изготовление узорчатой отделки из нержавеющей стали включает прессование или прокатку с узорчатыми валками. В результате этих операций получается эффективно упрочненный лист. В результате это позволяет использовать более тонкую оболочку, последующую возможную экономию средств и общее снижение веса.
Рисунок может быть нанесен с одной или с обеих сторон для получения двухстороннего рисунка из нержавеющей стали.
Это обозначения, которые попадают в эту группу.
Чистовая обработка 2F
Обычно начинается с чистовой обработки 2B или 2R. Таким образом, обычная обработка включает холодную прокатку, термообработку и дрессировку на шероховатых валках. Иногда можно проводить светлый отжиг или отжиг и травление.
Таким образом, обычная обработка включает холодную прокатку, термообработку и дрессировку на шероховатых валках. Иногда можно проводить светлый отжиг или отжиг и травление.
В результате получается покрытие из нержавеющей стали с низким коэффициентом отражения. Это равномерная матовая поверхность с обеих сторон листа. Шероховатость поверхности определяется и согласовывается по запросу.
Эта отделка поверхности чаще всего применяется:
- Автомобильные выхлопные системы
- Строительные скобяные изделия
- Химическое оборудование
- Кровля
1M – 2M Покрытие из нержавеющей стали
Это наиболее распространенные нержавеющие стали с односторонним рисунком. Одна сторона плоская, и можно получить разные текстуры.
Дизайн шаблона согласовывается с производителем и в основном зависит от конкретного применения. Однако основная идея текстур заключается в том, чтобы использовать их там, где поверхности подвержены случайным ударам и царапинам.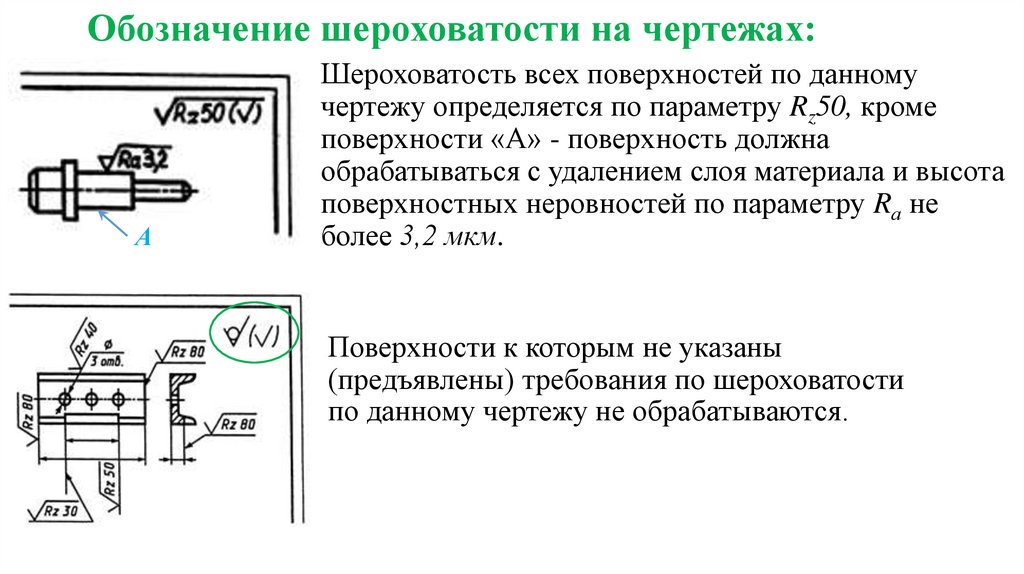 Поэтому меньше шансов, что повреждения будут замечены.
Поэтому меньше шансов, что повреждения будут замечены.
Кроме того, эта отделка поверхности из нержавеющей стали используется на входах в здания, чтобы избежать несчастных случаев, вызванных скользкими полами.
Популярные области применения:
- Входы в здания
- Подъемные клети
- Терминалы аэропорта
Отделка из нержавеющей стали 2W
Это нержавеющие стали с двусторонним рисунком, в которых узор прокатывается или штампуется. В процессе используются мужские и женские валки и матрицы.
Дизайн шаблона определяется по согласованию. В результате поверхность с обеих сторон имеет рифленую текстуру. Впоследствии это увеличивает прочность, но также имеет эстетическую ценность.
Варианты применения такие же, как и у предыдущих отделок, но с той разницей, что обе стороны могут быть видны.
Цветные покрытия для нержавеющей стали
Эти покрытия используют свойства инертного слоя хрома на поверхности нержавеющей стали.