Содержание
Обозначение шероховатости поверхности на чертежах
Обозначение На Структура условного обозначения шероховатости В обозначении шероховатости поверхности, Значения параметров шероховатости указывают При указании нескольких параметров вверху Рисунок Рисунок
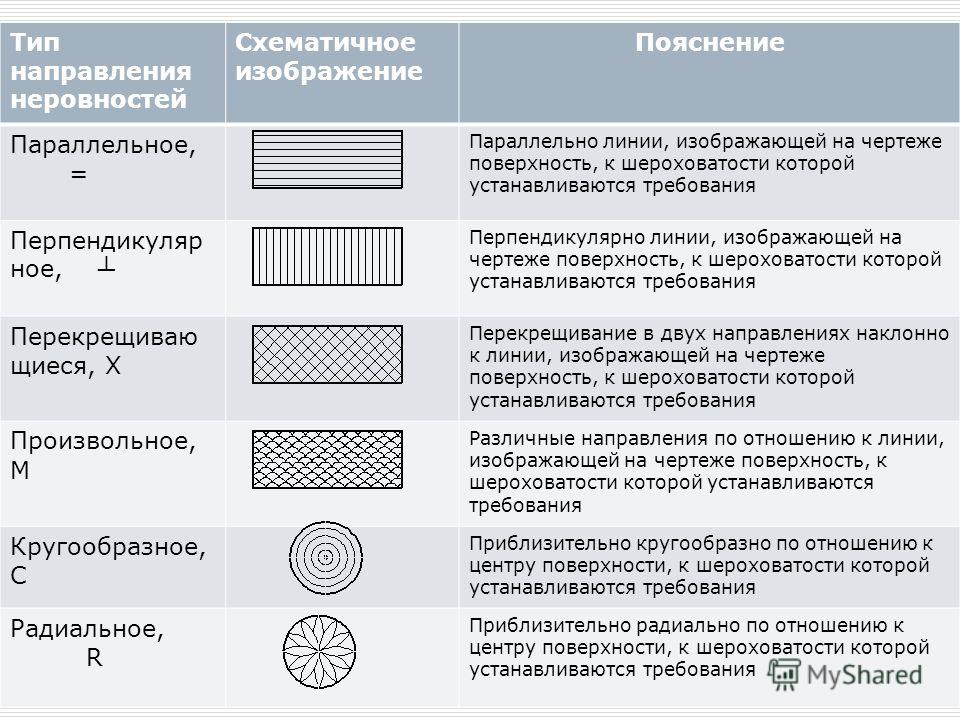
В Эти параметры обозначаются в соответствующем Условные обозначения направления неровностей Таблица
Допускается при недостатке места располагать Преобладающее значение шероховатости поверхности
Рисунок
Если шероховатости одной и той же поверхности
|
 рис. 1, а): вид обработки —
рис. 1, а): вид обработки —
ГОСТы, СНиПы Карта сайта TehTab. Поиск по сайту TehTab.ru | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Технологические понятия и чертежи/ / Символы и обозначения оборудования на чертежах и схемах. / / Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ru
ru Средняя линия профиля — не обязательно прямая, см. определение выше.
Средняя линия профиля — не обязательно прямая, см. определение выше.
 Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).
Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).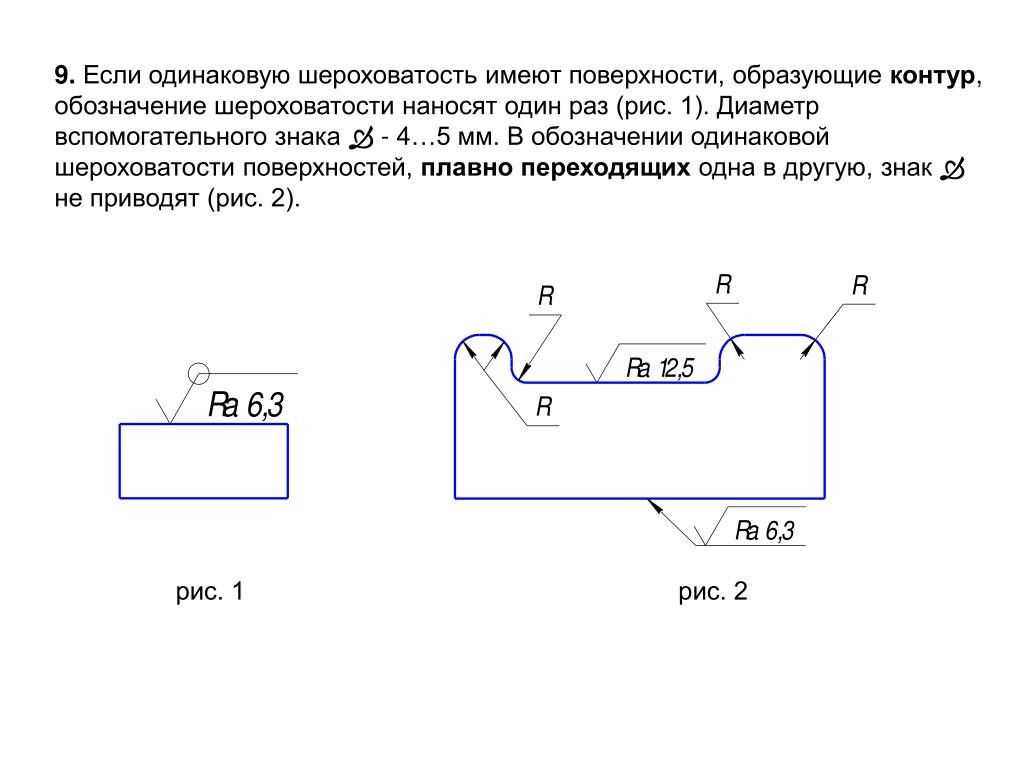 Структура обозначения:
Структура обозначения: 
 (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).
(Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).Как обеспечить точную обработку металлических деталей
11 марта 2016 г.
Как выбрать электрополировку
Электрополировка используется для улучшения качества поверхности и коррозионной стойкости, что позволяет деталям работать лучше и дольше. Несмотря на то, что не существует единого стандарта для определения электрополировки, есть некоторые передовые методы, которые инженеры и производители могут использовать, чтобы гарантировать, что окончательная отделка их деталей соответствует их конкретным требованиям.
Большинство компаний не предоставляют подробных спецификаций на своих чертежах. Это может обеспечить оптимальную производительность и длительный срок службы. Такие отрасли, как аэрокосмическая и медицинская, имеют тенденцию предоставлять более подробную информацию об обработке из-за критического характера их компонентов.
При выборе электрополировки необходимо учитывать четыре основные области:
1.
 Количество удаляемого материала и требуемая чистота поверхности
Количество удаляемого материала и требуемая чистота поверхности
Перед отправкой детали на электрополировку инженеры должны иметь представление о том, какая часть поверхности материал может быть удален без ущерба для предполагаемой функции детали. Это будет варьироваться в зависимости от применения самой детали. В некоторых случаях объем, который можно удалить, очень минимален и должен оставаться в установленных пределах размера.
Кроме того, указание желаемой отделки определяет, сколько металла необходимо удалить для получения этой отделки. Например, улучшение микрочистовой обработки требует удаления материала с детали как минимум на 0,0005 дюйма. Микроудаление заусенцев может потребовать большего удаления. При указании процесса электрополировки на чертеже необходимо указать как желаемое количество удаляемого поверхностного материала, так и идеальную чистоту поверхности.
2. Место крепления и критические зоны
Определение критических областей детали помогает определить, как правильно закрепить детали. В процессе электрополировки детали закрепляются на специальных стойках и погружаются в электролитическую ванну. Расположение контакта можно отрегулировать, чтобы свести к минимуму следы от крепления и предотвратить изменение каких-либо критических областей в процессе электрополировки.
В процессе электрополировки детали закрепляются на специальных стойках и погружаются в электролитическую ванну. Расположение контакта можно отрегулировать, чтобы свести к минимуму следы от крепления и предотвратить изменение каких-либо критических областей в процессе электрополировки.
Обозначение критических областей, будь то с эстетической или функциональной точки зрения, может обеспечить оптимальные результаты процесса электрополировки. Некоторые детали, особенно когда речь идет о деталях, которые должны сохранять острые края, требуют особой осторожности, когда речь идет о расположении крепления, поскольку неправильный контакт может изменить функциональность детали при ее конечном использовании.
Если вас беспокоит эстетический вид, инженеры могут определить критические области, чтобы метки крепления не были видны конечному пользователю. Это особенно важно для деталей, используемых в медицине и пищевой промышленности. Чтобы убедиться, что расположение крепления является приемлемым, Able настоятельно рекомендует отправлять образцы для обработки и окончательного утверждения перед отправкой производственных деталей.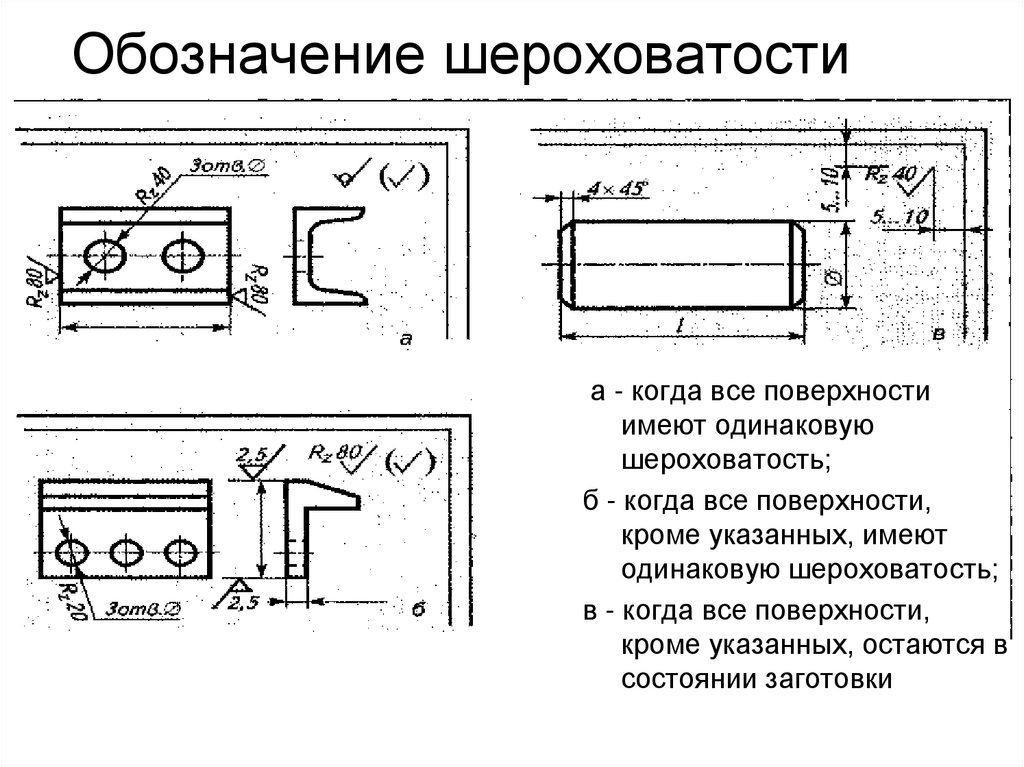
3. Установленная компания или отраслевые спецификации
Компании, у которых уже есть технологические спецификации для электрополировки, будут либо использовать отраслевые спецификации. или спецификация компании. При запросе предложения от Able важно предоставить эти стандарты, чтобы гарантировать, что мы можем соответствовать спецификации. И обеспечить требуемую отделку. Для компаний, у которых нет спецификации, связанной с их деталью, Able порекомендует отраслевую спецификацию или предоставит более подробную спецификацию. это специфическая часть. Наиболее часто используемая спецификация электрополировки. ASTM B912. Как и в большинстве спецификаций, это не относится к конкретной детали и предназначено для использования в качестве руководства по обработке детали. Он также включает в себя различные методы тестирования для проверки того, что ваша деталь соответствует требованиям пассивации.
4. Требования к упаковке
Упаковка играет решающую роль в производственном процессе.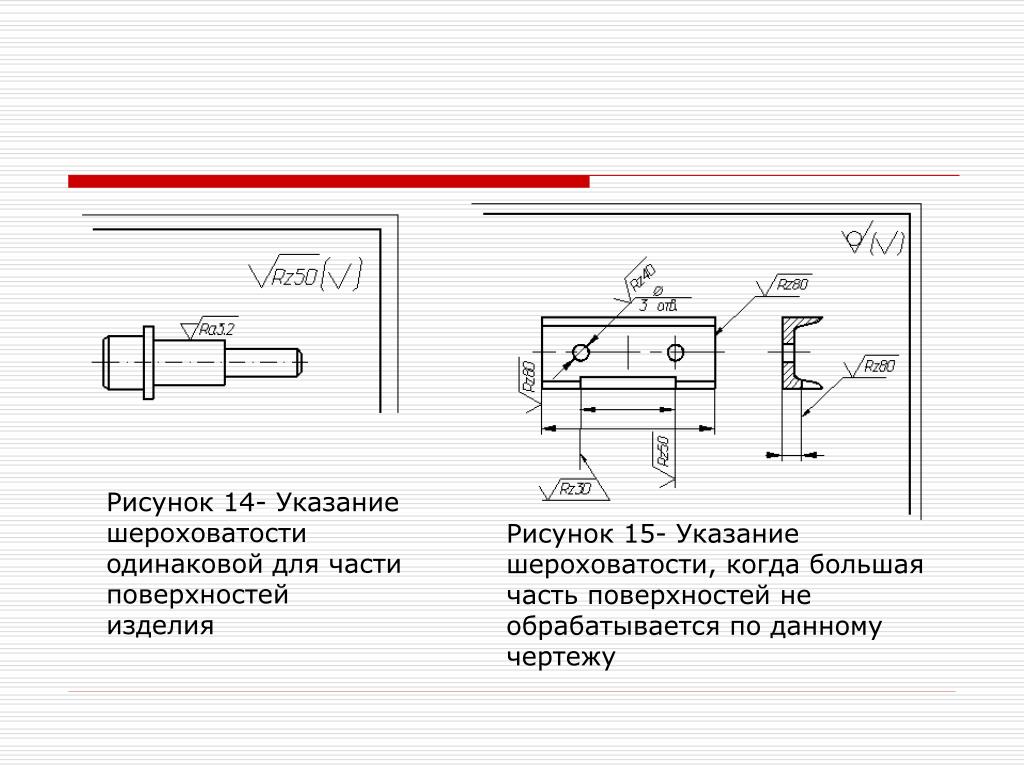 Поскольку электрополировка часто является последним этапом производства, крайне важно, чтобы детали были правильно упакованы, чтобы сохранить отделку и предотвратить повреждение. Детали, неправильно упакованные для отправки, могут оказаться браком, что может стать довольно дорогостоящим и привести к опозданию клиента с заказом.
Поскольку электрополировка часто является последним этапом производства, крайне важно, чтобы детали были правильно упакованы, чтобы сохранить отделку и предотвратить повреждение. Детали, неправильно упакованные для отправки, могут оказаться браком, что может стать довольно дорогостоящим и привести к опозданию клиента с заказом.
Компания Able Electropolishing может порекомендовать различные типы упаковки для защиты деталей. Мы предлагаем все, от упаковки навалом до индивидуальной упаковки в продуваемом азотом, запечатанном пакете, выполненном на чистом стенде. Многие компании не посылают много работы на второстепенные операции и не уделяют много внимания упаковке. Поскольку у нас есть большой опыт упаковки деталей всех форм и размеров, мы предоставляем рекомендации по упаковке при предоставлении наших предложений. Указав требования к окончательной упаковке электрополированных деталей на чертежах, производители могут гарантировать, что их детали будут доставлены неповрежденными и оправдают ожидания клиентов.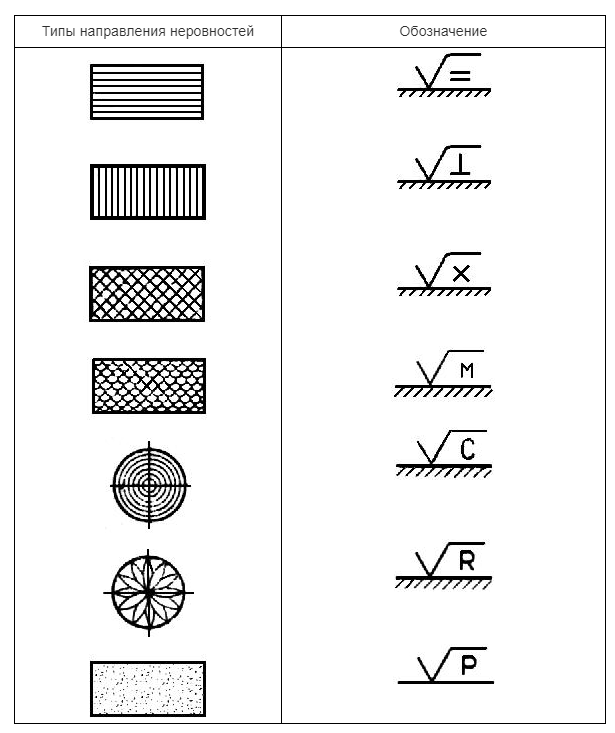
Узнайте больше о наших услугах по электрополировке
Основы отделки поверхности
Отделка поверхности может сбить с толку, особенно когда речь идет о единицах измерения или разнице между Ra и Rz. В этой статье мы предоставим общий обзор и ответим на некоторые из наиболее часто задаваемых вопросов…
Что такое отделка поверхности?
Отделка поверхности — это термин, используемый для описания текстуры поверхности, и иногда он используется взаимозаменяемо с термином «текстура поверхности». Требования к чистоте поверхности часто встречаются на технических чертежах механических деталей, особенно там, где детали плотно прилегают друг к другу, движутся друг относительно друга или образуют уплотнение. Американское общество инженеров-механиков (ASME) опубликовало стандарт символов текстуры поверхности Y14.36M, который иллюстрирует правильную спецификацию и использование символов текстуры поверхности на технических чертежах. ASME также публикует стандарт текстуры поверхности B41. 6, который содержит определения и методы измерения чистоты поверхности.
6, который содержит определения и методы измерения чистоты поверхности.
Отделка поверхности состоит из трех отдельных элементов – шероховатости, шероховатости и волнистости (см. рис. 1 ниже). Однако в механических мастерских нередко термин «обработка поверхности» используется для описания только шероховатости поверхности. Шероховатость является наиболее часто определяемым аспектом отделки поверхности, однако, прежде чем мы углубимся в детали Шероховатость поверхности, давайте обсудим эти три элемента, из которых состоит отделка поверхности.
Рисунок 1 – Укладка, волнистость и шероховатость
Укладка
Lay — это термин, используемый для описания доминирующего узора на поверхности и ориентации этого узора. Укладка обычно создается в процессе производства и может быть параллельной, перпендикулярной, круговой, заштрихованной, радиальной, разнонаправленной или изотропной (ненаправленной). Мы обсудим символы и интерпретацию лей в разделе «Символы» ниже.
Волнистость
Волнистость – это термин, используемый для наиболее широко разбросанных вариантов отделки поверхности. Эти периодические дефекты поверхности больше, чем длина выборки шероховатости, но малы, коротки и достаточно регулярны, чтобы их не считали дефектами плоскостности. Общие причины волнистости поверхности включают коробление от нагревания и охлаждения, а также дефекты обработки из-за вибрации или отклонения.
Эти периодические дефекты поверхности больше, чем длина выборки шероховатости, но малы, коротки и достаточно регулярны, чтобы их не считали дефектами плоскостности. Общие причины волнистости поверхности включают коробление от нагревания и охлаждения, а также дефекты обработки из-за вибрации или отклонения.
Волнистость измеряется на оценочной длине, и создается профиль волнистости для этой длины. Профиль волнистости не включает никаких неровностей поверхности из-за шероховатости, плоскостности или изменений формы. Шаг волнистости ( Wsm ) представляет собой расстояние между пиками волн, а высота волны определяется параметрами средней волнистости ( Wa ) или общей волнистости ( Wt ). Требования к волнистости менее распространены, чем требования к шероховатости, но они могут быть важны для определенных деталей, таких как кольца подшипников или уплотнительные поверхности.
Шероховатость поверхности
Шероховатость поверхности, часто сокращенная до шероховатости, относится к небольшим неровностям геометрии поверхности. Шероховатость является наиболее часто определяемым, измеряемым и рассчитываемым аспектом шероховатости поверхности, и многие люди используют термин «чистота поверхности» только для описания шероховатости.
Шероховатость является наиболее часто определяемым, измеряемым и рассчитываемым аспектом шероховатости поверхности, и многие люди используют термин «чистота поверхности» только для описания шероховатости.
Измерение шероховатости
Шероховатость поверхности обычно измеряется перпендикулярно направлению укладки с помощью прибора, известного как профилометр (показан на рис. 2 ниже). Профилометр создает график, показывающий изменения высоты поверхности при изменении положения. Этот график известен как измеренный профиль поверхности, пример которого показан ниже. Измеренный профиль покажет не только шероховатость, но и любые дефекты волнистости и плоскостности, которые могут присутствовать. Чтобы исследовать только шероховатость, необходимо удалить из профиля дефекты волнистости и плоскостности.
Без сглаживания профиля средняя линия (показанная на рис. 2 ниже) будет отображать изменение высоты поверхности из-за дефектов волнистости и плоскостности. Поскольку нас не интересует изменение из-за этих элементов, нам нужно измерить профиль с выпрямленной средней линией. Для этого сначала усредняем высоту поверхности по интервалам меньше шага волнистости, но больше шага шероховатости, чтобы сгладить большую волнистость. Эта новая, более прямая линия известна как профиль шероховатости поверхности (рис. 3).
Для этого сначала усредняем высоту поверхности по интервалам меньше шага волнистости, но больше шага шероховатости, чтобы сгладить большую волнистость. Эта новая, более прямая линия известна как профиль шероховатости поверхности (рис. 3).
Рисунок 2 –
Линия 1: Измеренный профиль и средняя линия – включает вариации волны и плоскостности
Линия 2: Профиль шероховатости и средняя линия, отфильтрованные вариации волны и плоскостности
Параметры шероховатости и расчеты
На технических чертежах шероховатость упрощена до числовое значение, представляющее характеристики профиля шероховатости. Наиболее часто указываемыми параметрами шероховатости являются Ra и Rz . Ra или средняя шероховатость обычно используется в Соединенных Штатах, в то время как Rz , или средняя глубина шероховатости, широко используется во всем мире. Ra определяется как среднее отклонение профиля шероховатости от средней линии. Говоря математическим языком, это интеграл абсолютного значения профиля шероховатости, деленный на длину профиля. Из-за этого усреднения значение Ra ниже фактической высоты вариаций шероховатости.
Из-за этого усреднения значение Ra ниже фактической высоты вариаций шероховатости.
Уравнение 1 – Уравнение средней шероховатости, где Z(x) – профиль шероховатости длиной L.
Рисунок 3 – Средняя шероховатость ( Ra )
Для расчета Rz профиль шероховатости делится на пять равных отрезков. Разница высот между самой высокой и самой низкой точкой в каждой из пяти секций известна как общая шероховатость или Rt для этой секции. Rz является средним из пяти значений Rt . Рассчитанное значение Rz приблизительно равно высоте самых серьезных изменений шероховатости.
Рисунок 4 – Общая шероховатость ( Rt ) для каждого сегмента, а Mean Roughness Depth ( Rz )
Поскольку Ra представляет средние значения, а Rz основан на максимальных значениях, Rz почти всегда больше, чем Ra . Разница между двумя параметрами будет зависеть от однородности профиля шероховатости.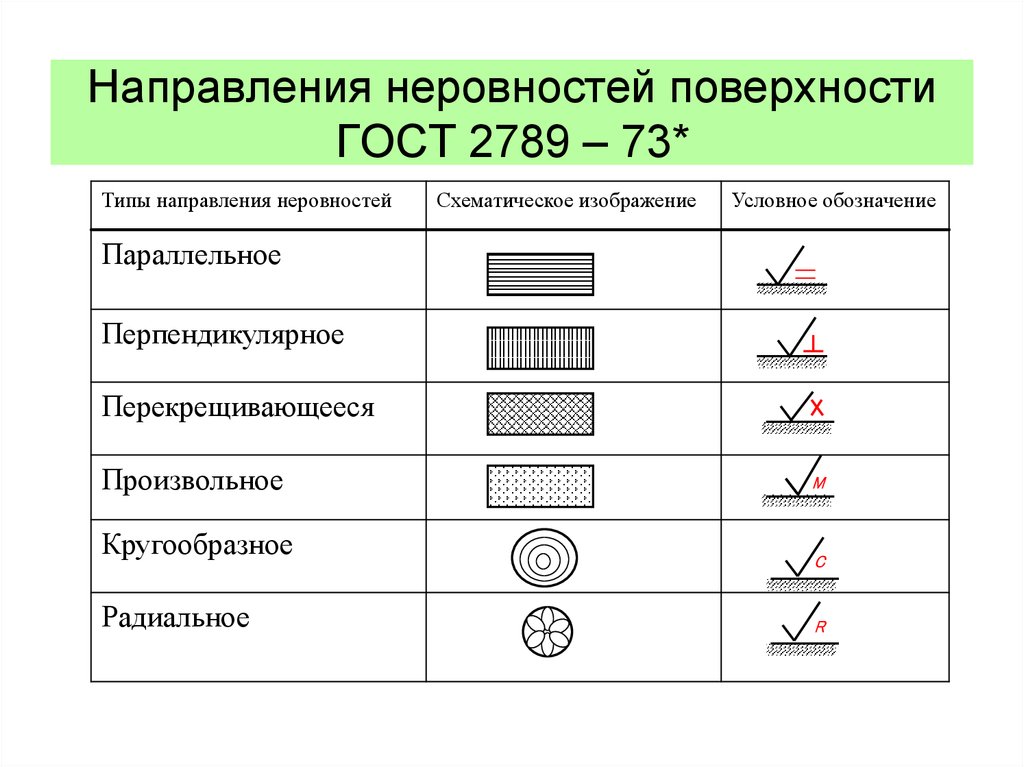 Если одно значение известно, можно оценить максимум для другого, но это приближение не следует использовать для критических приложений. Как правило, если только Rz известен, Ra можно аппроксимировать делением на коэффициент 7,2. Если Ra известен, значение Rz для той же поверхности может быть в 20 раз выше, и его немного сложнее приблизить.
Если одно значение известно, можно оценить максимум для другого, но это приближение не следует использовать для критических приложений. Как правило, если только Rz известен, Ra можно аппроксимировать делением на коэффициент 7,2. Если Ra известен, значение Rz для той же поверхности может быть в 20 раз выше, и его немного сложнее приблизить.
Единицы измерения шероховатости
В США для измерения шероховатости используются микродюймы. Эта единица представляет собой одну миллионную часть дюйма и обычно записывается как µ в . Соответствующая международная единица (СИ) — микрометры или микроны для краткости. Эта единица представляет собой одну миллионную часть метра и записывается как 9.0045 мкм или мкм . Так же, как один метр равен 39,37 дюйма в длину, один микрометр равен 39,37 микродюйма.
Обозначения
Обозначение базовой обработки поверхности представляет собой галочку с точкой, лежащей на поверхности, которую необходимо указать.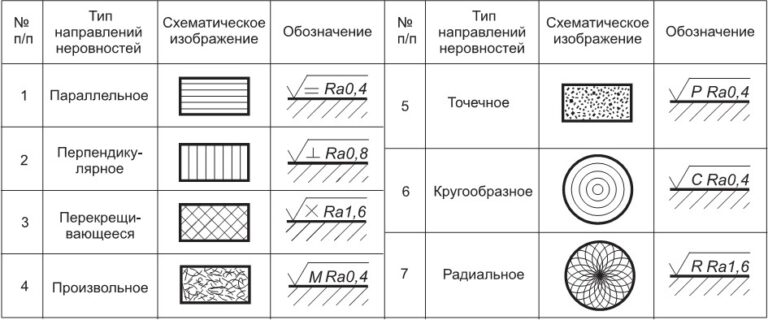 Варианты этого символа предоставляют дополнительные инструкции, как описано в таблице ниже.
Варианты этого символа предоставляют дополнительные инструкции, как описано в таблице ниже.
Рисунок 5 – Обозначения шероховатости поверхности – Основные сведения
Цифры рядом с основным обозначением шероховатости поверхности используются для обозначения различных параметров шероховатости поверхности. Расположение числа по отношению к символу определяет, какой именно параметр указывается. Буквы на рисунке ниже показывают правильное расположение каждого параметра в соответствии со стандартом ASME Y14.36M.
Рисунок 6 – Обозначение шероховатости поверхности – Детали
Где a представляет среднее значение шероховатости ( Ra ), а b представляет метод производства, покрытие, примечание или другую дополнительную информацию. Буква c указывает длину выборки шероховатости в миллиметрах или дюймах, а d указывает направление укладки поверхности. Значение e указывает минимальное требование удаления материала в миллиметрах. Наконец, если указан альтернативный параметр шероховатости поверхности, символ и значение параметра указываются в ячейке 9. 0045 f (т.е. Rz 0,4).
0045 f (т.е. Rz 0,4).
Семь возможных направлений укладки указаны в таблице ниже.
Рис. 7. Символы Lay
. В приведенном ниже примере указано, что Ra не превышает 32 µдюйма при длине оценки 0,125 дюйма. Rz не должен превышать 160 микродюймов на оценочной длине 0,75 дюйма. Направление укладки параллельно плоскости обзора чертежа, где появляется обозначение.
Рисунок 8 – Пример спецификации отделки поверхности
Практические соображения
Качество поверхности сильно зависит от процесса изготовления детали, и очень гладкая поверхность обычно требует дополнительной обработки, такой как шлифовка или полировка. Поскольку дополнительная обработка повлечет за собой дополнительные расходы, важно, чтобы инженер или проектировщик не предъявлял излишне низких требований к шероховатости. По возможности характеристики шероховатости должны находиться в пределах ограничений основного производственного процесса.
В рамках диапазона возможностей оборудования некоторые производственные процессы позволяют в некоторой степени контролировать отделку поверхности. Например, при фрезеровании или токарной обработке небольшая глубина резания и низкая скорость подачи обычно обеспечивают более гладкую поверхность, а более глубокая резка и более высокая скорость обеспечивают более грубую обработку. Износ режущего инструмента также может повлиять на чистоту поверхности. На приведенной ниже диаграмме показан диапазон значений шероховатости поверхности, обычно получаемых в результате различных производственных процессов.
Например, при фрезеровании или токарной обработке небольшая глубина резания и низкая скорость подачи обычно обеспечивают более гладкую поверхность, а более глубокая резка и более высокая скорость обеспечивают более грубую обработку. Износ режущего инструмента также может повлиять на чистоту поверхности. На приведенной ниже диаграмме показан диапазон значений шероховатости поверхности, обычно получаемых в результате различных производственных процессов.
Рисунок 9– Средняя шероховатость ( Ra ), полученная в результате обычных производственных процессов
Изображение предоставлено Emok – Википедия технические рисунки.