Пайка медных труб своими руками. Пайка твердым припоем медных труб
Твердый припой для пайки медных труб:свойства,характеристики
Медь относится к тем материалам, которые лучше спаивать, чем сваривать, особенно, если речь идет о трубах с тонкими стенами, которые активно используются в отопительных, водопроводных и газовых системах в коммунальном хозяйстве и других сферах. Чтобы процесс прошел качественно, следует правильно подобрать припой для пайки медных труб. Данный металл хорошо поддается пайке, так что справиться с этим процессом может даже человек без большого опыта. В основном это относится, когда идет работа с чистым металлом, а не пайка нержавейки с медью и прочее. Во время этого процесса структура металла труб не меняется, а сам припой обладает достаточно хорошими характеристиками, чтобы выдержать предстоящие нагрузки.

Твердый припой
Необходимость в пайке возникает как при монтаже оборудования, так и при его ремонте, так как нередко тонкостенные трубы могут быть поврежденными . Медный припой, как и сама медь, должен отличаться высокими антикоррозийными свойствами. Также он не должен зарастать различными отложениями биологического происхождения. При всем этом он должен быть пригодным для качественной пайки, чтобы не портить структуру металла и была возможность прослужить несколько десятилетий после использования.
Пайка медных труб
Припой для пайки медных труб отлично подходит как для самой меди, так и для ее сплавов с цинком, свинцом, оловом, сурьмой, фосфором, железом, марганцем или никелем. Несмотря на то, что в сплавах металлов имеются окислы, он легко удаляются при помощи флюса, так что припой для пайки меди не встречает проблем на своем пути. Остальные металлы могут образовать оксиды, которые сложно растворяются флюсами, поэтому, с ними уже могут возникнуть проблемы. Во время пайки медных труб используется нахлесточный тип соединения. Это позволяет достичь конструкции максимальной прочности, что увеличивает срок ее эксплуатации. Чтобы соединение имело достаточно большую прочность, нахлест должен быть, как минимум, 5 мм. В отличие от тех случаев, когда происходит сварка тонкого металла электродом, здесь можно делать шов любой толщины и это ни как не повлияет на качество соединения. При пайке оставляется небольшой зазор, чтобы припой для пайки медных труб равномерно втянулся в отверстие и заполнил собой все промежутки для создания герметичной латки. Современные варианты данного расходного материала изготавливаются согласно ГОСТ 52955-2008.

Процесс пайки медных труб
Разновидности
1S относится к мягким припоям. У него в составе имеется серебро. Он подходит не только для труб из меди, но и для бронзовых изделий, латуни, которые применяются как для горячего, так и для холодного водоснабжение. В его составе нет флюса, так что приходится использовать его дополнительно или применять пасту.

Припой 1S для пайки медных труб
Rosol 3 является мягким припоем, который для своей работы требует дополнительное использование флюса. Температура плавления у него относительно низкая и составляет 240 градусов Цельсия, что помогает беспроблемно работать с тонкими изделиями. Он пригоден для медных, латанных, бронзовых труб и фитингов. После применения одинаково хорошо проявляет себя как при высоких, так и при низких температурах.

Припой Rosol 3 для пайки меди
Rolot 94 относится к припоям твердого типа. Это высококачественный материал для работы с медью, латунью и красной бронзой. Лучше всего его использовать для щелевой и капиллярной пайки труб, которые ставятся без фитингов. Это припой для пайки медных труб имеет достаточно высокую рабочую температуру, которая достигает 730 градусов Цельсия, так что с тонкостенными материалами его не стоит применять. Отличительной особенностью его является большой интервал плавления.

Медный припой rolot 94
Rolot 2 является специальным твердым припоем, так как не нормирован. В его составе имеется низкий уровень содержания серебра. Он подходит для стандартных процедур пайки и хорошо обеспечивает процедуры монтажа.

Припой Rolot 2 для пайки медных труб
В особую категорию можно отнести припои для пайки пищевой меди, так как они не должны содержать ни каких вредных веществ, которые бы смогли повредить здоровью. Среди них выделяют следующие варианты:
- Оловянно-медный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав — (S-SN97Cu3).

Оловянно-медный припой
- Медный, с добавлением цинка и серебра, при этом основным материалом здесь является серебро, так как составляет целых 44%, тогда как меди всего лишь 30%, а цинка – 26%. Это высокотемпературный припой для пайки медных труб, который дает пластично, но при этом прочное соединение, не поддающееся коррозии и обладающее высокой теплопроводностью.

Медный припой с серебром
- Серебряно-оловяный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав — (S-Sn97Ag5).

Серебряно-оловянный припой
- Медно-фосворный – высокотемпературный материал, который может использоваться без дополнительного применения флюса. Дает прочный шов, эластичность которого напрямую зависит от температуры. В составе медь занимает 94%, а фосфор — 6%

Медно-фосфорный припой
- Припой для пайки меди серебром относится к высокотемпературным. Шов получается прочным и одновременно пластичным. Следует использовать дополнительный флюс. Большим недостатком является высокая стоимость.

Припой для пайки меди серебром
Физико-химические свойства
Физические свойства материала определяются его составом и должны максимально соответствовать тому металлу, с которым они будут спаиваться, но при этом припой для пайки медных трубок должен иметь более низкую температуру, чем основной металл, чтобы не повредить его и не поменять структуру, что особенно опасно с тонкостенными трубками. Исходя из всего этого, можно выделить два основных физических свойства, по которым делятся данные материалы:
- Низкотемпературные, которые обладают относительно низкой температурой плавления, которая не превышает 450 градусов Цельсия. Как правило, это сказывается на прочности шва, так как спайка не рассчитана на высокие нагрузки. Физические свойства металла не меняются, в том числе и прочность.

Низкотемпературные припои для пайки медных труб
- Высокотемпературные припои для меди. Прочность соединения при такой разновидности повышается, но под воздействием температуры может уменьшиться прочность самого материала, так как в некоторых случаях температура достигает 800 градусов и выше, что создает эффект отжига на металле.
Высокотемпературные припои для пайки медных труб
Технические характеристики
Braze Tec
Температура плавления, °С | 645 ― 815 |
Температура рабочая, °С | 710 |
Прочность готового соединения на разрыв , МПа | 250 |
Плотность материала, г/см³ | 8,2 |
Какую температуру могут выдержать соединения, °С | 150 |
S34
- Температура плавления: 630 – 730 градусов Цельсия
- Температура рабочая: 710 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы
- Какой флюс подходит: LP 5.
Ролот 15
- Температура плавления: 650 – 800 градусов Цельсия
- Температура рабочая: 710 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы.
- Какой флюс подходит: LP 5.
Особенности выбора
Большая зависимость здесь наблюдается от температуры плавления, так как чем она выше, тем большему влиянию подвергается металл трубы. Если это не принципиально важно, как в толстых трубах, на которых не лежит большая ответственность, то лучше выбирать твердый припой для меди с высокой температурой плавления. В ином случае, если стены тонкие и им не нужна высокая прочность соединения, то подойдет мягкий припой для пайки медных труб с низкой температурой плавления. Особое внимание нужно обратить на пищевую медь, так как припой в данном случае не должен содержать токсичных и ядовитых компонентов.
«Важно!
Чтобы выбрать каким припоем паять медные трубы, нужно знать состав и температуру плавления материала, на который он будет паяться.»
Особенности пайки
Процесс соединения мало чем отличается от других металлов. Здесь также нужно подготовить поверхность, очистив ее от пленки окисления. Затем следует нанести флюс для улучшения свойств спаивания, если того требует технология. Следует оставить зазор в 0,5 мм между деталями. Потом уже можно разогревать металл для рабочей температуры, как только она буде достигнута, требуется соединить припой с заготовкой, чтобы расплавленный металл проник во все требуемые отверстия. Затем дать остыть естественным способом.
Популярные марки:
- ПОС-10;
- ПОС-25;
- ПОС-45;
- ПОС-70;
- ПМЦ-36;
- ПМЦ-45;
- ПМЦ-54;
- ПСр-15;
- ПСр-45.
svarkaipayka.ru
Пайка меди и труб твердым припоем (с видео)
Несмотря на свою привычность и обыденность, пайка — это очень сложный физико-химический процесс, в результате которого получается прочное неразъемное соединение.
Пайка применяется не только для металлических изделий.
В быту существует множество ситуаций, в которых бывает необходима пайка меди твердым припоем.
В домашних условиях, с медью вы сталкиваетесь довольно часто.
Она присутствует во всех электроприборах, в некоторых предметах интерьера, системе тепло- и водоснабжения и даже в одежде.
Если говорить о выполнении каких-либо мелких работ, то процесс пайки не будет сопряжен с какими-либо дополнительными действиями.
Будет достаточно обычного паяльника. В этом плане, медь — достаточно простой и удобный металл.
Она начинает плавиться при относительно небольших температурах. Поверхность меди очень легко отчищается от загрязнений посредством использования не самых агрессивных веществ.
Существует множество материалов, которые имеют хорошую адгезию с медью.
Еще одним фактором, значительно облегающим работу с медью, является то, что она при нагревании не вступает в бурную реакцию с молекулами кислорода, имеющимися в воздухе.
Как следствие — отпадает необходимость в использовании дорогостоящих флюсов.
Все это говорит в пользу того, что пайка меди твердым припоем может быть легко осуществима при помощи различных припоев, что позволяет придать спайному шву любые необходимые свойства.
Неудивительно, что за счет своих уникальных свойств, медь — получила столь широкое распространение. На данный момент, в мире, более 90% всех работ данного типа приходится на медь и медные сплавы.
За счет высокой популярности материала, появилось множество разнообразных способов пайки, каждый из которых отлично подходит для применения в той или иной ситуации.
Большинство из них создано с целью упрощения процесса, при этом не теряя в качестве и надежности соединения.
Для ремонта электроприборов или иных мелких спаечных работ, в качестве припоя подойдет обычная пайка, путем соединения двух деталей расплавленным металлом.
Но в случае с трубами — существуют более надежные способы.
Технология пайки твердым припоем
Не смотря на значительную схожесть процессов сварки и пайки, они довольно сильно разнятся в мелких деталях.
Основная разница заключается в том, что при сварке — соединение достигается за счет расплавления краев двух металлов и их последующего соединения в процессе остывания. С пайкой меди твердым припоем — немного по-другому.
Для лучшего понимания материала статьи ознакомьтесь с видео:
Соединение осуществляется за счет промежуточного материала, который выполняет функции клея. Он имеет значительно меньшую температуру плавления, чем спаиваемые материалы и как следствие расплавляется раньше и быстрее остывает.
Выбор припоя для пайки меди возможен из широкого спектра, но в бытовых условиях — проще всего использовать олово или никель.
Данные металлы легкодоступны и прочности создаваемого соединения будет вполне достаточно для большинства случаев.
Процесс сварки твердым припоем достаточно прост — припой расплавляется при помощи паяльного инструмента и помещается между двумя деталями, которые необходимо соединить.
После остывания получается довольно прочное соединение.
В общем виде, технология сильно напоминает склеивание, только клей достаточно быстро теряет свои свойства, так что в процессе иногда возникает необходимость подправлять материал.
Пайка труб из меди
Засчет отличной прочности, слабой окисляемости и простоты в работе, трубопроводы из меди стали очень популярны.
Одним из самых распространенных способов, которым осуществляется пайка медных труб твердым припоем, является, так называемая, капиллярная пайка.
Эта технология бы придумана на основе любопытного эффекта, который возникает в месте соприкосновения основного металла и припоя.
Видео инструкция:
За счет образования миниатюрных сосудов (капилляров), сила натяжения в месте пайки значительно возрастает, относительно силы натяжения самого припоя.
Как следствие — материал намертво прилипает и соединение получается значительно прочнее, нежели при обычном способе пайки.
Для того, чтобы пайка медных труб твердым припоем осуществилась капиллярным способом, необходимо соблюсти ряд важных условий, которые усилят получаемый при пайке эффект.
Для получения данного эффекта, используют телескопические соединения. При помещении медной трубы в фитинг, между внешним диаметром трубы и внутренним диаметром фитинга остается зазор не более 0,4 мм.
Данный зазор позволяет припою равномерно распределиться по всей поверхности трубы и обеспечить небольшую капиллярную систему, которой будет достаточно для создания сверхпрочного соединения.
stoydiz.ru
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность проведения работ, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
Низкотемпературная пайка
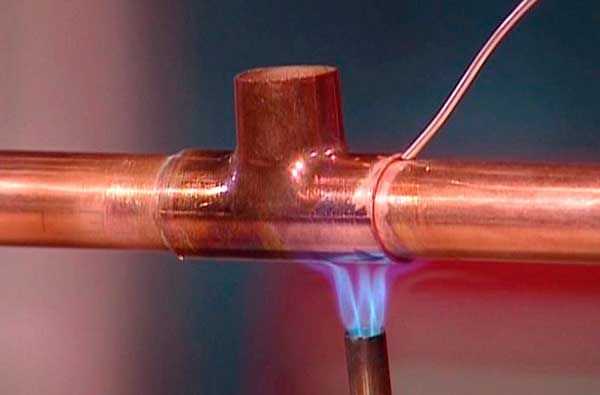
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется постоянно перемещать, чтобы нагрев соединения был равномерным.

Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они обеспечивают стойкость к коррозии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, а потому не следует вводить дополнительные объемы припоя, так как это даст излишки, которые могут затечь внутрь соединения.
Что еще важно знать, осуществляя пайку медных труб на отопление и иные системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного способа: прочность меди не ухудшается. Недостатки данного способа: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.

Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюс
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки. Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.
Флюс для пайки алюминия
При низкотемпературном способе соединения используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален. В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?
Труборез
Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальной ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений,газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-ой отрезок изделия до требуемого диаметра. Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Равномерно наносим флюс на деталь медного трубопровода меньшего диаметра;
- Соединяем обе детали трубопровода. Влажной тканью удаляем излишки флюса;
- Равномерно прогреваем соединение. Когда флюс будет серебристым, работу можно заканчивать;
- К линии стыка деталей трубопровода подносим припой. После того, как он расплавится, припой должен остыть естественным

Электрический фаскосниматель
путем. Дуть на него не нужно;
- По остывании припоя протираем соединение влажной материей. Мера эта нужна затем, чтобы удалить остатки химических веществ.
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
trubygid.ru









