Содержание
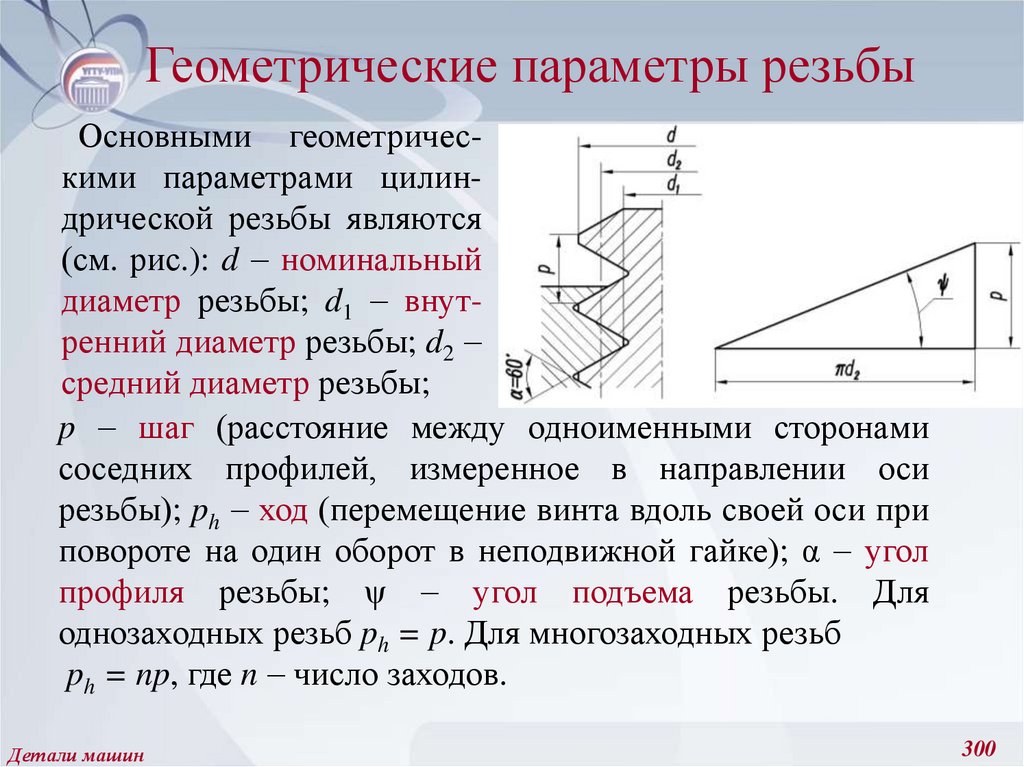
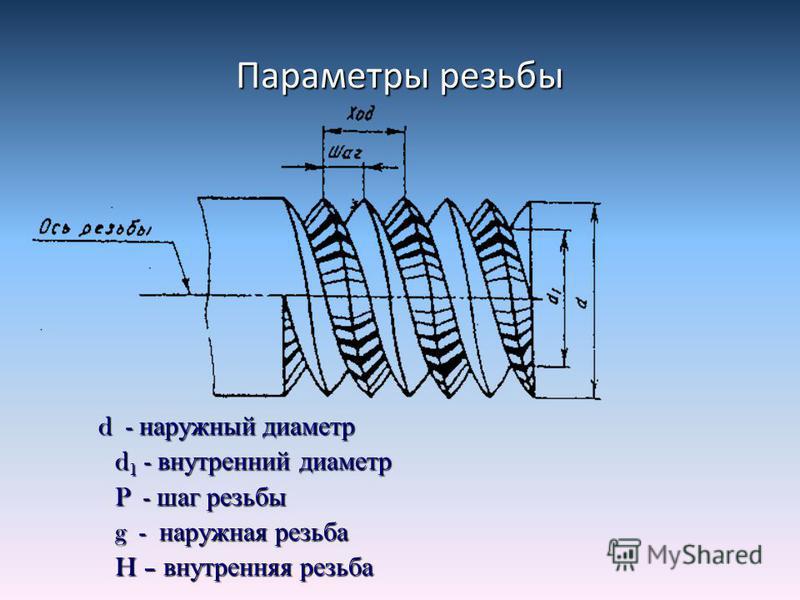
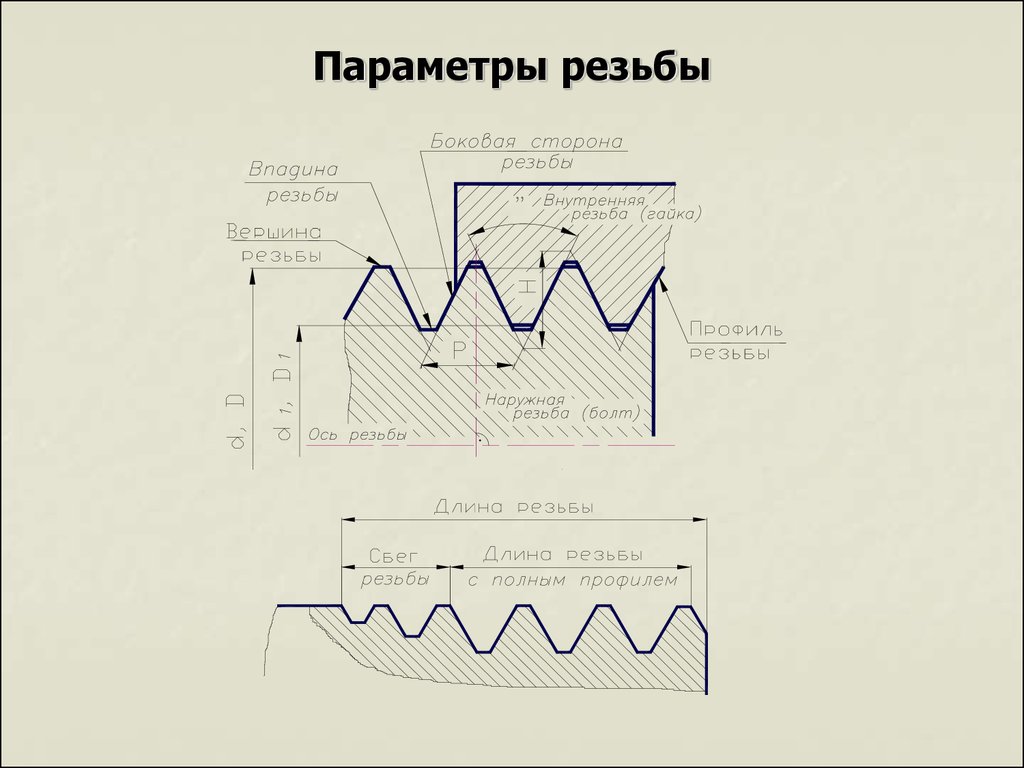
Основные параметры резьбы.
1.
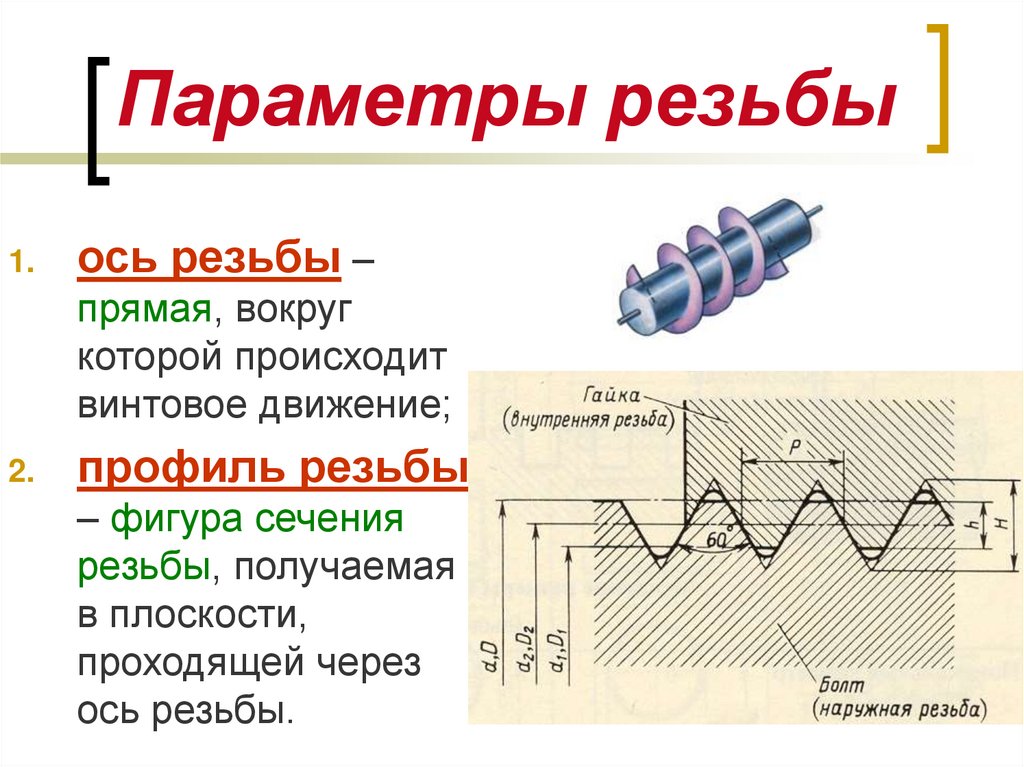
Профиль
резьбы — это
контур сечения резьбы плоскостью,
проходящей через ось детали.
2.
Шаг резьбы
— расстояние между двумя смежными
витками, измеренные вдоль оси резьбы
(Р).
3.
Ход резьбы
— относительное осевое перемещение
винта (гайки) за один оборот:
,
где
n
— число заходов резьбы.
4.
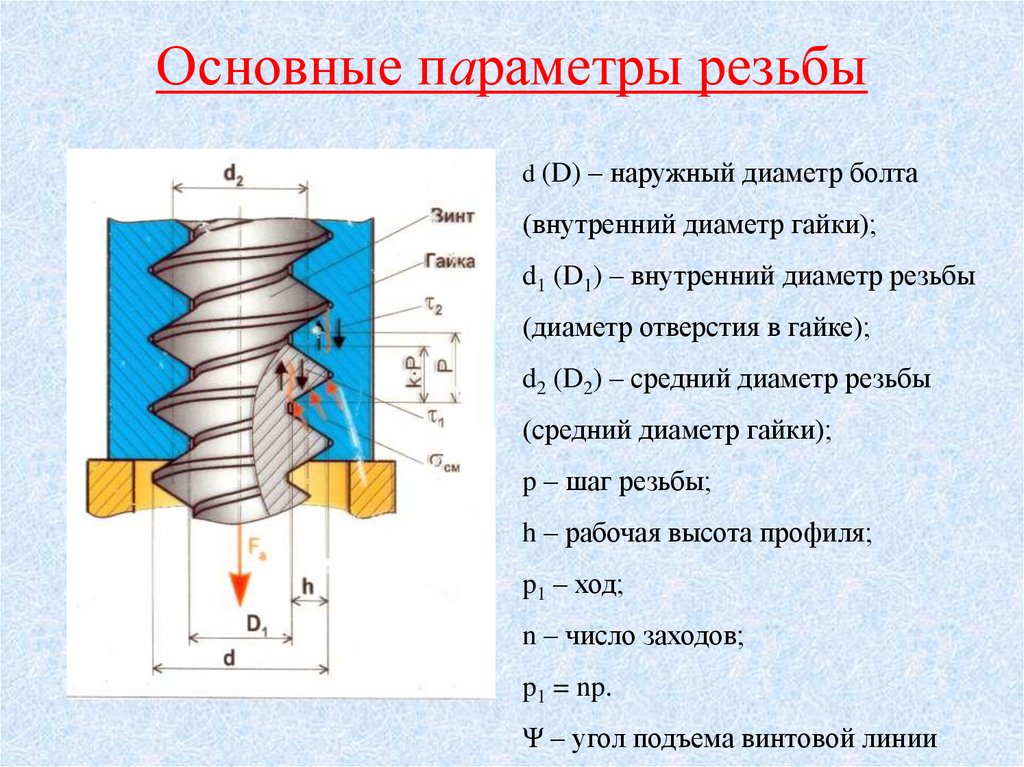
Диаметр
резьбы:
– наружный
диаметр
(обозначение: для стержня – d,
для отверстия
– D),
– внутренний
диаметр (для
стержня –
,
для отверстия
–
),
– средний
диаметр (для
стержня –
,
для отверстия
–
).
Основные
параметры резьб.
5.
Угол профиля
резьбы
– угол между боковыми сторонами профиля.
6.
Угол подъема
резьбы
.
Для однозаходной резьбы.
1.
В зависимости от
расположения поверхности резьба
может быть наружной
(нарезание на стержне) или внутренней
(нарезание в отверстии). Согласно ГОСТа
на чертежах резьба изображается условными
линиями.
2.
По направлению
винтовой линии
различают резьбу правую
(нитка резьбы нарезается по часовой
стрелке) и левую
(нитка резьбы нарезается против часовой
стрелки). Левую
резьбу
обозначают буквами LH.
3.
По форме
поверхности,
на которую наносится резьба, может быть
цилиндрическая
или коническая
резьба.
4.
В зависимости
от формы профиля
различают резьбу
треугольную,
трапецеидальную
и прямоугольную.
5.
По числу
заходов
резьбы
делятся на однозаходные
и многозаходные
резьбы.
6.
В зависимости
от единицы измерения параметров
резьбы могут быть метрические
резьбы, когда
параметры резьбы измеряются в мм
и дюймовые
резьбы, когда
параметры резьбы измеряются в дюймах
(1” = 25,4 мм).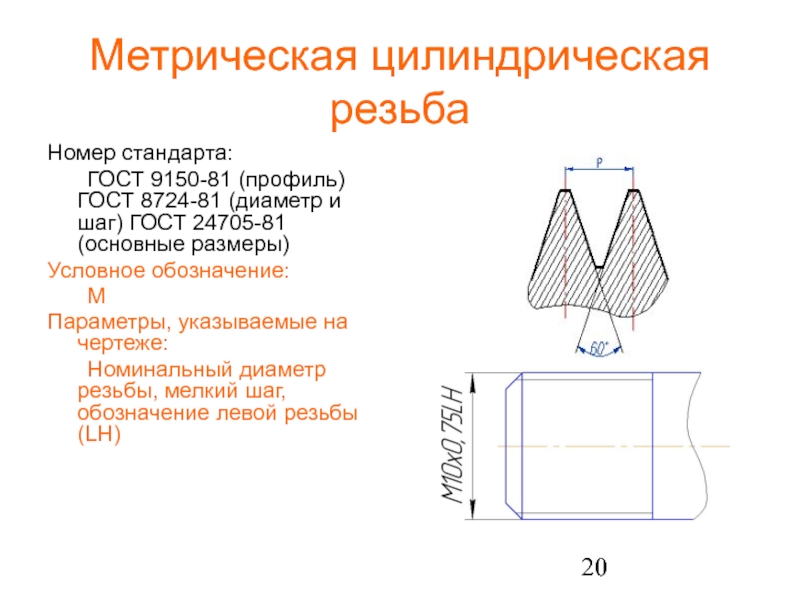
7.
По назначению
резьбы
подразделяют на крепёжные,
крепёжно-уплотнительные
и ходовые.
Крепежные
резьбы –
предназначены для скрепления деталей.
Основное их достоинство – самоторможение,
не позволяющее ослаблять соединение
под нагрузкой.
Крепежные
резьбы бывают:
метрическая
цилиндрическая резьба,
угол профиля 60;
дюймовая
цилиндрическая резьба, угол
профиля 55.
Крепежно-уплотнительные
резьбы служат как для
скрепления деталей,
так и для герметизации соединения
(предохранения от вытекания жидкости
или газа – трубопроводы и арматура).
К ним относятся:
трубная
цилиндрическая резьба,
угол профиля 55;
коническая
метрическая резьба,
угол профиля 60;
коническая
дюймовая резьба, угол
профиля 55.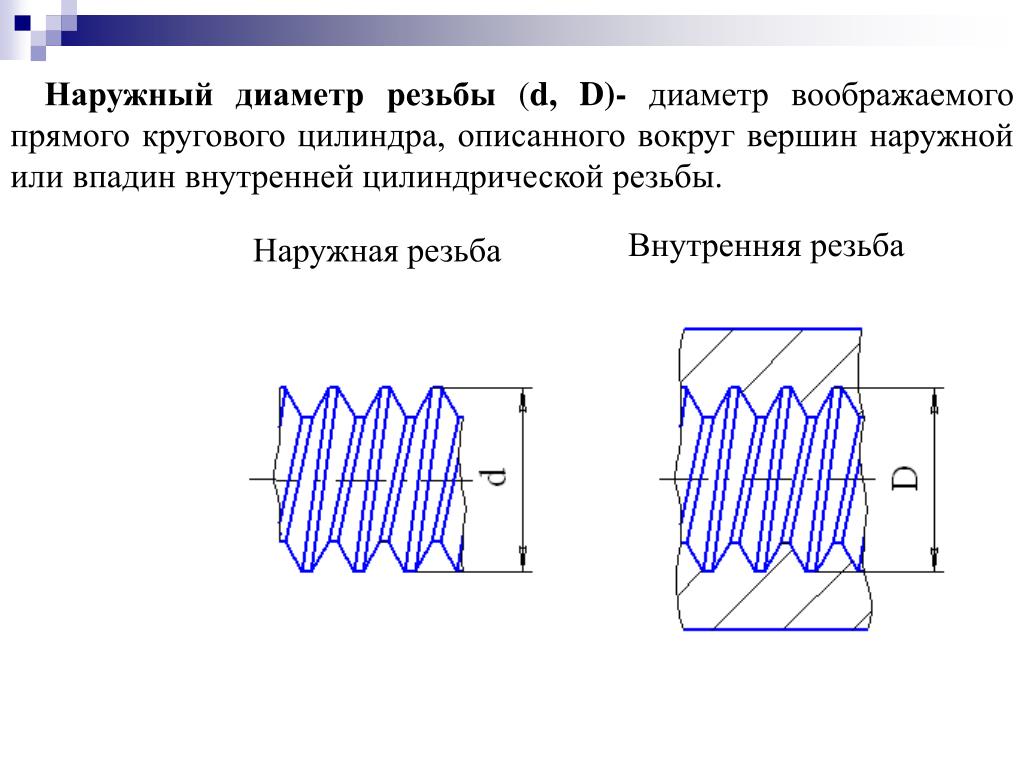
Ходовые
резьбы
предназначены для
передачи движения.
Для передачи реверсивного движения
применяются трапецеидальная
или прямоугольная
резьба, для
нереверсивного движения – упорная
резьба (разновидность
трапецеидальной).
Метрические
резьбы являются основным типом крепежной
резьбы. Основные размеры метрической
резьбы назначают по ГОСТ 24705-81, профиль
– по ГОСТ 9.150-81, диаметры и шаги – по
ГОСТ 8724-81. Угол профиля резьбы принят
60°. Может наноситься как на цилиндрическую,
так и на коническую поверхность.
Форма впадин и выступов треугольной
метрической резьбы может выполняться
как закругленной, так и плоскорезной.
Номинальным диаметром резьбы является
наружный
диаметр d.
По шагу различаются резьбы с крупным
шагом и с
мелким шагом.
Классификация резьбы, виды резьбы.
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая
В машиностроительной отрасли чаще всего используется резьба именно данного типа. Свое название – «метрическая» – она получила по причине измерения в миллиметрах ее технических характеристик. Профиль резьбовой нарезки выполнен в виде треугольника. Углы при его вершинах равны 60°.
Особенности
Резьба метрическая изготавливается и с мелким, и с широким/крупным шагом. На ниже размещенном рисунке этот параметр обозначен буквой «Р».
На ниже размещенном рисунке этот параметр обозначен буквой «Р».
Отметим основные особенности применения резьбовых шагов обоих видов.
- Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
-
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью. -
Крупная резьба подходит для соединений, подверженных ударным нагрузкам. -
Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
-
Гребни дюймовых соединений характеризуются большей длиной, но они менее широкие. Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
-
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
 Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.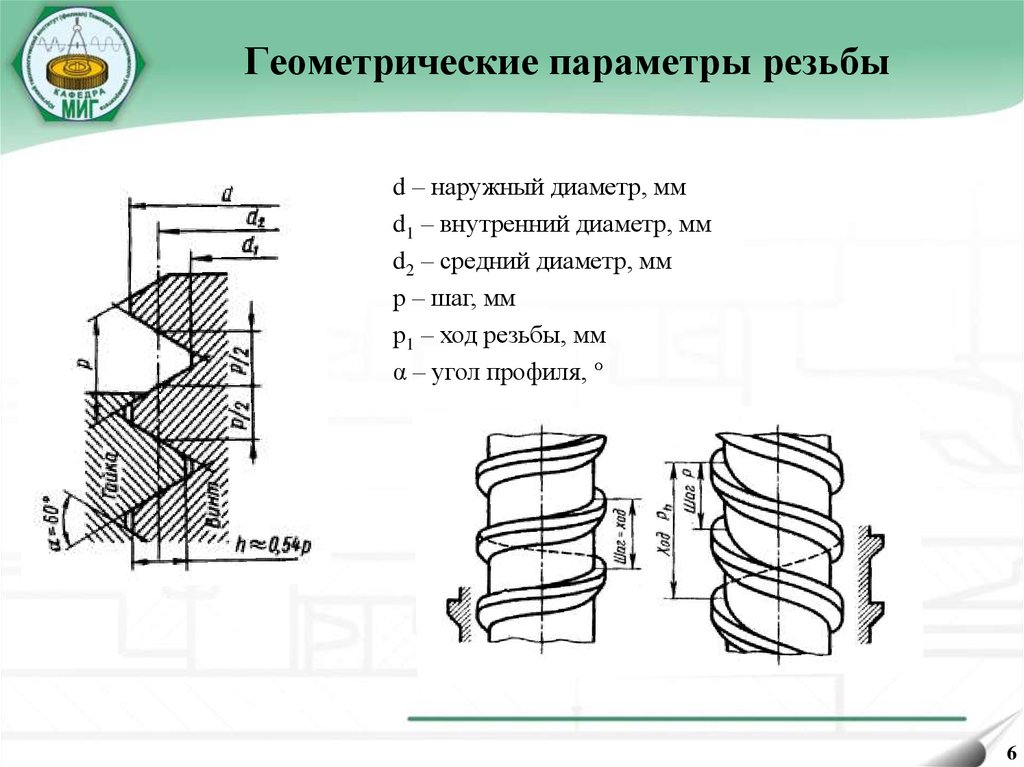
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности
Одна из ключевых особенностей – требование к углу отклонения оси трубы от обрамляющей поверхности конуса. Независимо от диаметра он должен формировать уклон в пропорции 1:16. Это значит, что угол φ (см. рис.) должен составлять 1 градус, 47 минут и 24 секунды.
Из других особенностей резьбы конической трубной можно выделить:
-
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28; -
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм; -
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.
Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
-
шаг: минимальный 1,5 мм; максимальный 48 мм; -
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм; -
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.
Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
Резьба круглая
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер.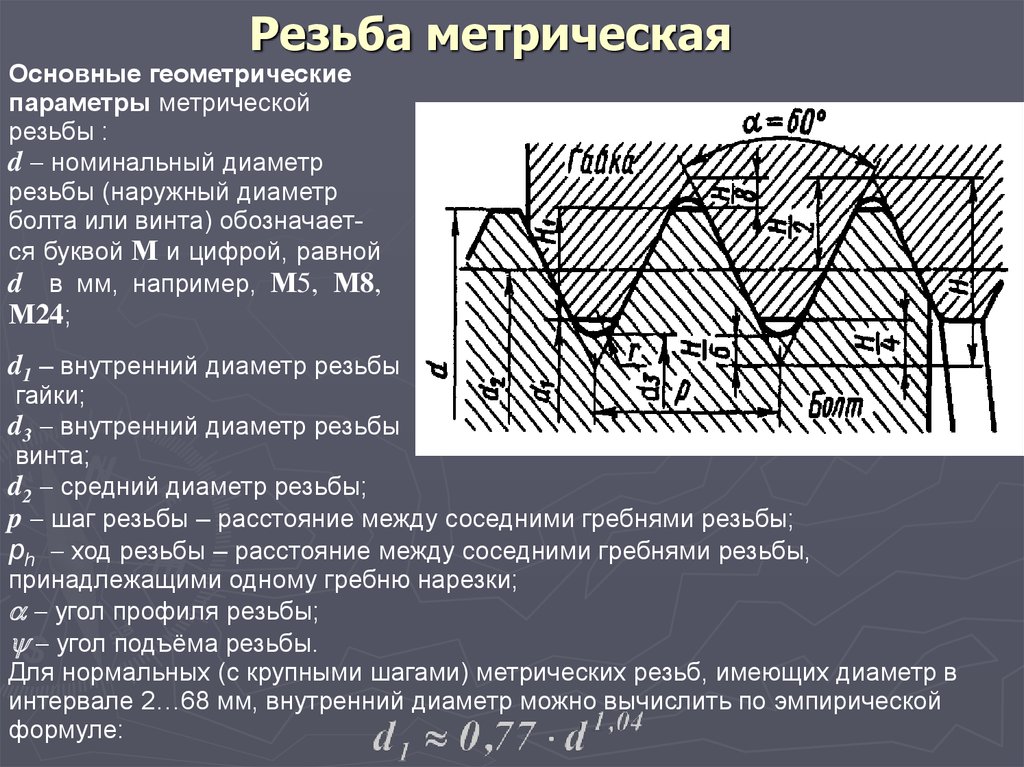 В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа.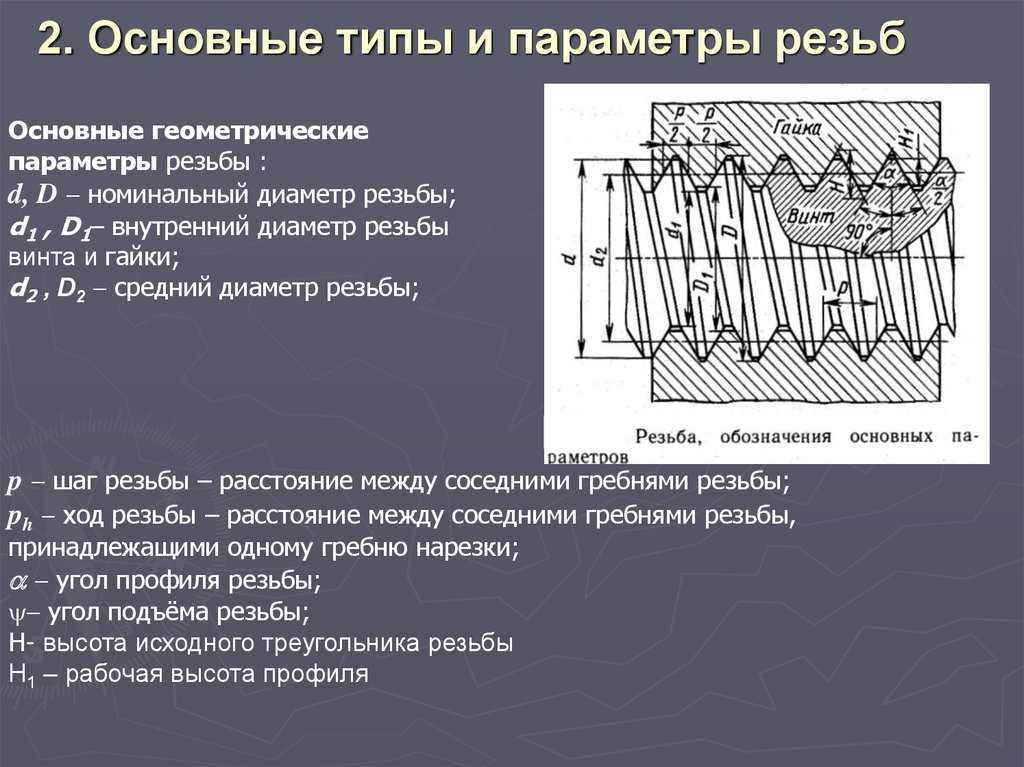 Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.
Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм.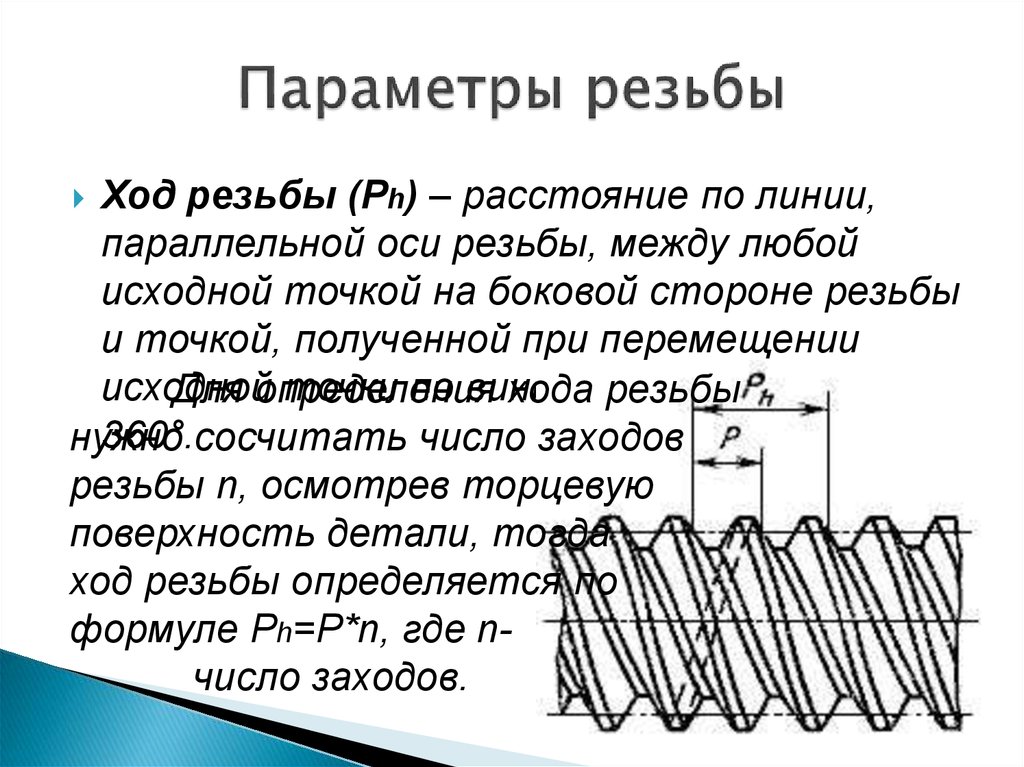 Шаг резьбы варьируется в пределах:
Шаг резьбы варьируется в пределах:
-
крупный: min 2,0 мм; max 10,0 мм; -
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем. Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Документация JDK 19 — Главная
 org/» typeof=»BreadcrumbList»>
org/» typeof=»BreadcrumbList»>Обзор
- Прочтите меня
- Примечания к выпуску
- Что нового
- Руководство по миграции
- Загрузить JDK
- Руководство по установке
- Формат строки версии
Инструменты
- Технические характеристики инструментов JDK
- Руководство пользователя JShell
- Руководство по JavaDoc
- Руководство пользователя средства упаковки
Язык и библиотеки
- Обновления языка
- Основные библиотеки
- HTTP-клиент JDK
- Учебники по Java
- Модульный JDK
- Руководство программиста API бортового регистратора
- Руководство по интернационализации
Технические характеристики
- Документация API
- Язык и ВМ
- Имена стандартных алгоритмов безопасности Java
- банок
- Собственный интерфейс Java (JNI)
- Инструментальный интерфейс JVM (JVM TI)
- Сериализация
- Проводной протокол отладки Java (JDWP)
- Спецификация комментариев к документации для стандартного доклета
- Прочие характеристики
Безопасность
- Руководство по безопасному кодированию
- Руководство по безопасности
Виртуальная машина HotSpot
- Руководство по виртуальной машине Java
- Настройка сборки мусора
Управление и устранение неполадок
- Руководство по устранению неполадок
- Руководство по мониторингу и управлению
- Руководство по JMX
Client Technologies
- Руководство по специальным возможностям Java
Инвариантное измерение параметров метрической винтовой резьбы на основе визуального наблюдения
- title={Инвариантное измерение параметров метрической винтовой резьбы на основе визуального восприятия},
автор = {Р. Сентилнатан и Муруган Нандхини и Редди Шива Ранджани и Шанмугам Шридеви},
Journal={2017 Тенденции в области промышленных измерений и автоматизации (TIMA)},
год = {2017},
страницы={1-5}
} 9 - Компьютерные науки метрологии, поскольку для большинства параметров, входящих в номенклатуру винтовой резьбы, требуется специальное оборудование для каждого параметра. Обычные методы являются контактными и требуют много времени. Метрология с визуальным контролем была оценена как один из самых мощных методов бесконтактных измерений. В статье сообщается о научно-исследовательской работе по разработке системы машинного зрения на основе винта…
Посмотреть на IEEE
doi.org
Влияние налипания масла на измерение резьбы с помощью машинного зрения
- Zonghao Yang, Man-long Chen, P. Wang
Материаловедение, машиностроение
- 4
Был предложен основанный на эксперименте метод компенсации делительного диаметра, и компенсационный эффект этого метода был проверен методом испытаний и показал, что эффективность компенсации для делительного диаметра превышает 70%.
Использование машинного зрения для разработки системы измерения резьбы на станке для токарных станков с числовым программным управлением
- Yi-cheng Lee, S. Yeh
Материаловедение, бизнес
- 2019
- Yi-cheng Lee, Yu-Chen Wu, S. Yeh
Материаловедение
- 2021
- Джошуа Мутамби, Ли-июнь Ю
Машиностроение
- 2004
- Косаревский С., Латыпов В.
Машиностроение
- 2010
 Сентилнатан и Муруган Нандхини и Редди Шива Ранджани и Шанмугам Шридеви},
Сентилнатан и Муруган Нандхини и Редди Шива Ранджани и Шанмугам Шридеви},
9 90 важный шаг в современном промышленном контроле, а также ключ к гарантии качества продукции. Однако традиционный контактный метод измерения требует много времени…
Анализ погрешности движения и разработка синтетического датчика функционального диаметра резьбы на основе податливого механизма
Роль функционального диаметра очень важна для свойства резьбовой посадки; однако главной особенностью резьбы является спиральная поверхность в пространстве, имеющая множество параметров и…
Разработка системы измерения наружной резьбы на станке для токарных станков с ЧПУ с использованием машинного зрения Eye-in-Hand с технологией морфологии
— Проверка резьбы является важной частью современных процессов промышленного контроля и ключом к качеству продукции.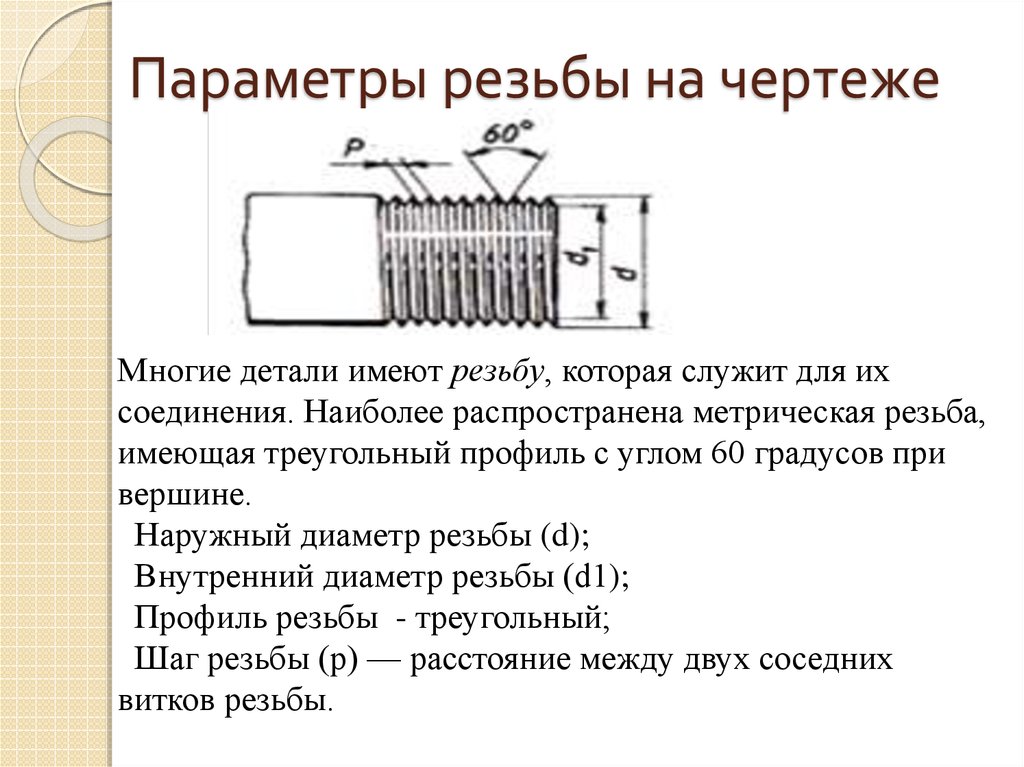 Традиционные методы контроля, в основном контактного типа, представляют собой временные…
Традиционные методы контроля, в основном контактного типа, представляют собой временные…
ПОКАЗАНЫ 1-7 ИЗ 7 ССЫЛОК
Анализ характеристик стенда для лазерной триангуляции, используемого для получения трехмерного изображения резьбы винта
В этой статье рассматривается создание системы трехмерного зрения, используемой для измерения параметров и обнаружения повреждений винта. нить. Две возможные схемы лазерной триангуляции…
Применение метода анализа цифровых изображений в метрологии метрической резьбы
Путем реконструкции инструментального микроскопа была разработана автоматизированная полуавтоматическая измерительная система, позволяющая оценить точность профиля винтовой резьбы, и сделан вывод, что точность измерения сравнима с традиционной Метод инструментального микроскопа.
Комплексная система измерения параметра винтовой резьбы на основе машинного зрения
В этой статье обсуждается метод измерения параметра угла зуба винтовой резьбы с использованием машинного зрения, а данные измерений приведены в конце.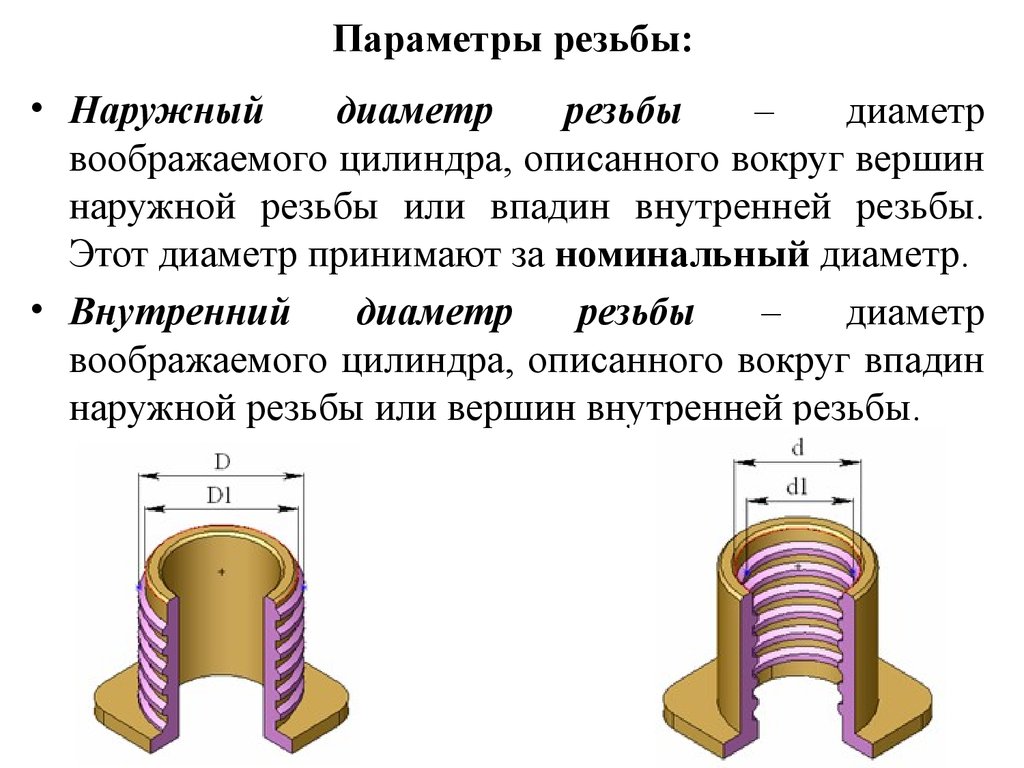
Недорогая система технического зрения на основе сверхвысокого разрешения
Обширные экспериментальные результаты показывают, что предложенный подход к разработке недорогой системы технического зрения на основе веб-камеры для контроля резьбы подходит для высокоскоростного анализа качества в реальном времени в различных отраслях промышленности.
Разработка алгоритма обнаружения резьбы в плоских облаках точек
Предложен новый метод автоматического извлечения признаков и параметров резьбы посредством преобразования Хафа из двумерных облаков точек, полученных от профильных измерительных машин, и может быть использован для автоматизации многих операций при предварительном выравнивании резьбы.
Алгоритм выявления дефектов и автоматизированная система обнаружения резьбы
Новый алгоритм обнаружения дефектов резьбы и новая автоматизированная система обнаружения, предлагающая метод выявления дефектов, основанный на извлечении кромок, который решает проблемы, которые ставили винты в тупик.