Содержание
Как переделать сварочный инвертор в полуавтомат своими руками?
Главная » Сварочные аппараты » Модификации » Делаем сварочный полуавтомат из инвертора
0
Опубликовано: 22.03.2017
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Оглавление:
- Основные отличия сварочного инвертора от полуавтомата
- Устройство горелки и шланга сварочного полуавтомата
- Конструкция подающего устройства
- Поэтапная сборка полуавтомата
- Подводим итоги
Основные отличия сварочного инвертора от полуавтомата
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.


Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.

Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.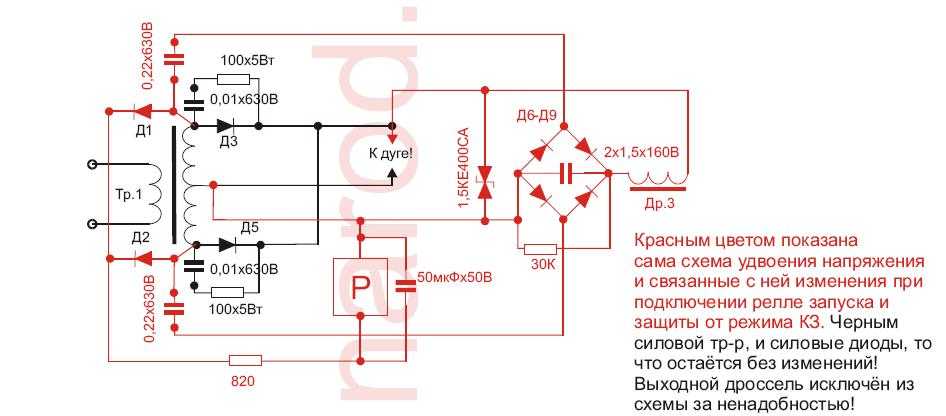
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
 com/embed/WTWWNDee8GA?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
com/embed/WTWWNDee8GA?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок.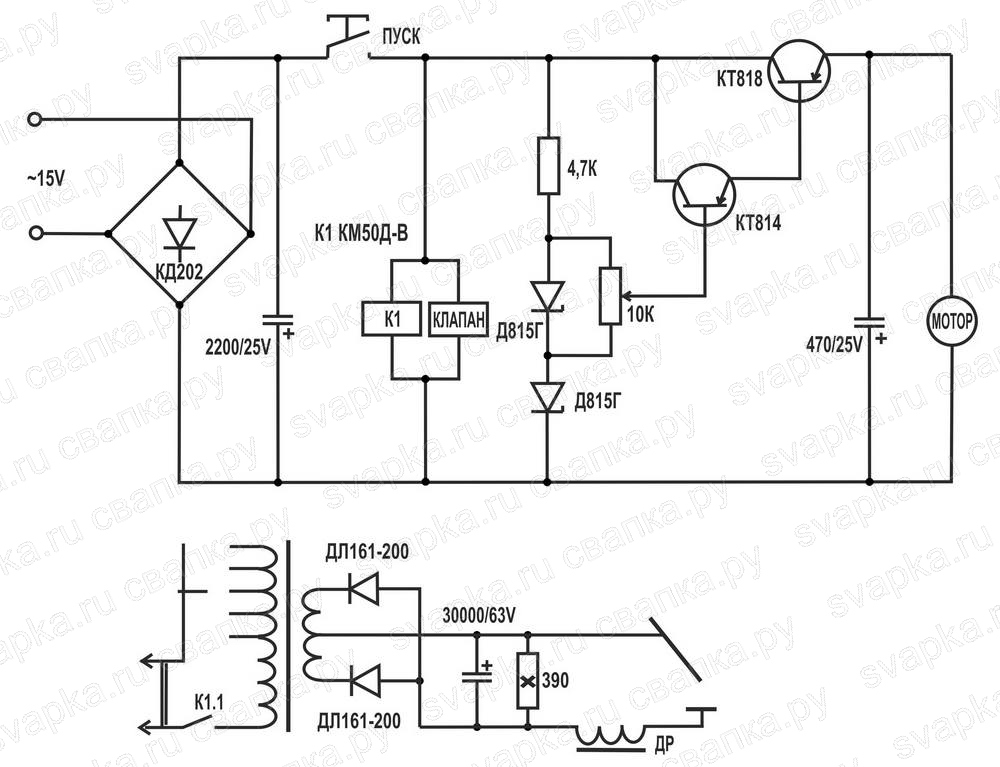 Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.

Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
Сергей Одинцов
tweet
Переделать сварочный инвертор в полуавтомат своими руками
Инверторы широко применяются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Необходимо умение «держать дугу».
Необходимо умение «держать дугу».
К тому же сопротивление дуги — величина непостоянная, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на задний план, если вы работаете полуавтоматическим сварочным аппаратом.
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.
Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Сварочный полуавтомат из инвертора своими руками
Основа будущего агрегата — фабричный сварочный инвертор с выходными параметрами тока не менее 150А. Некоторые «кулибины» рекомендуют внести изменения в модуль управления инвертором, поскольку штатно вольтамперная характеристика падающая, а для полуавтомата необходим иной график ВАХ.
Для этого надо хорошо понимать схему работы устройства. При некорректном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы – это отдельный разговор. Вначале рассмотрим механическую часть.
Для переделки (точнее — доработки) сварочного инвертора в полуавтомат, нам понадобятся следующие элементы:
- механизм подачи сварочной проволоки
- основной инструмент — горелка (пистолет)
- устойчивый к истиранию шланг (внутренний) для подачи сварочной проволоки
- герметичный шланг для подачи в зону сварки инертного газа
- бобина (катушка) со сварочной проволокой
- блок управления вашим полуавтоматом.

Оптимальным решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерный короб от системного блока компьютера. Причем блок питания задействуется для механизма подачи проволоки.
Примеряем размер бобины с проволокой. Должно остаться достаточно места для штатного БП и разъема для шланга.
Роликовый механизм подачи разрабатывается исходя из имеющегося двигателя. Неплохим донором является моторчик от стеклоочистителя со штатным редуктором.
Под него и проектируем раму механизма. Макет рисуется на картоне, для примерки в реальном масштабе.
Разъем и шланг с горелкой можно изготовить самому, но для безопасности лучше приобрести готовый комплект. Механизм подачи сварочной проволоки компонуется с предполагаемым размещением разъема.
Все компоненты должны располагаться ровно, напротив друг друга, для равномерной подачи проволоки. Поэтому ролики тщательно центруются относительно входного штуцера разъема. В качестве направляющих механизма подачи используем обычные шариковые подшипники.
Выполняем предварительную сборку механизма подачи в металле. Производим тонкую регулировку и подгонку взаимного расположения.
Важно! При любых перекосах, будет подклинивать проволока. Это сильно отвлекает во время сварки, и можно «запороть» шов.
Поскольку сварочная проволока будет находиться под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.
Можно использовать текстолит, прочную пластмассу или просто лист фанеры толщиной не менее 6 мм. Закрепляем конструкцию на корпусе, проверяем отсутствие взаимного касания металлических частей.
Первичная направляющая изготавливается из обычного болта, в котором сверлится продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается фторопластовый кембрик, армированный пружиной.
Штанги прижимных роликов также необходимо подпружинить на растяжение. Сила натяжения регулируется болтом.
Сила натяжения регулируется болтом.
Консоль для подвеса бобины с проволокой изготавливаем из пластиковой трубы (система водоотведения) и толстой фанеры.
Обеспечивается достаточная прочность и (что особенно важно!) электрическая изоляция от металлического корпуса.
Примеряем катушку, производим заправку проволоки в механизм подачи. На этом этапе окончательно регулируем зазоры, взаимное расположение элементов, свободный ход проволоки.
После тонкой доводки необходимо обеспечить законтривание гаек. Есть много способов – краска, контргайки, герметик для металла.
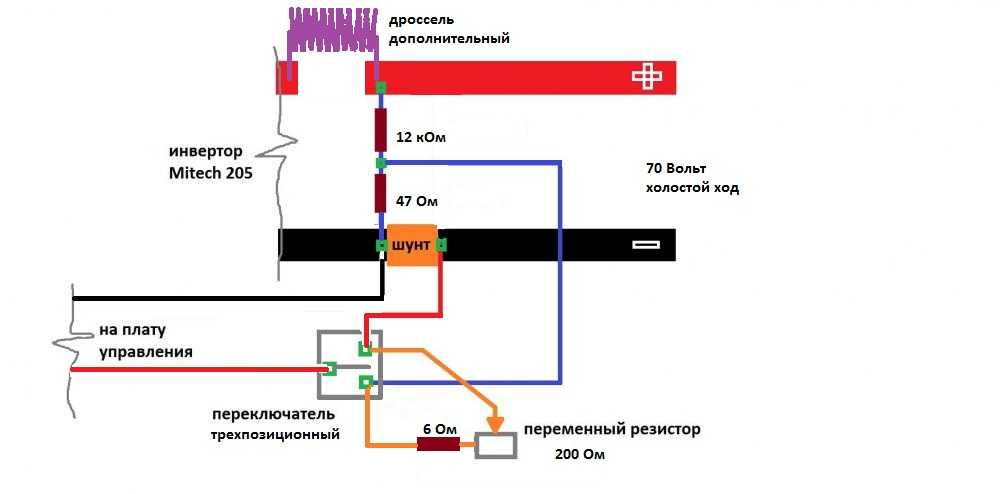
Схема управления механикой полуавтомата
Скорость мотора контролируется ШИМ регулятором. При сварочных работах важно точно установить интенсивность подачи проволоки в зону сварки. Иначе вы не сможете обеспечить равномерный расплав металла шва.
Переменный резистор контроллера устанавливается на переднюю панель инвертора. Следующая важная часть схемы – реле управления клапана подачи инертного газа и запуска мотора. Контактные группы должны срабатывать от нажатия кнопки на горелке.
Контактные группы должны срабатывать от нажатия кнопки на горелке.
Причем газ должен подаваться на две-три секунды раньше, чем в зону сварки пойдет проволока.
Иначе зажигание дуги будет происходить в атмосферной среде, и проволока просто сгорит, вместо расплава.
Для этого собирается простенькое реле задержки на 815 транзисторе и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подойдет обычное автомобильное. Питание у нас 12 вольт (компьютерный БП), поэтому подбирать компоненты удобно.
Собственно клапан устанавливается на свободное место в корпусе. Подойдет любое запорное устройство от автомобиля. В нашем случае – воздушный клапан от ГАЗ 24.
Финальная сборка
Компонуем все органы управления на передней панели, собираем корпус.
ШИМ регулятор скорости подачи можно оснастить цифровым индикатором. Задавая скорость, вы можете откалибровать показания, или просто запомнить цифры для тех или иных условий работы. В любом случае, это добавит комфорта при использовании.
В любом случае, это добавит комфорта при использовании.
Сварочный инвертор полуавтомат готов. Однако падающая вольтамперная характеристика делает работу неудобной. Нет той хваленой плавности сварки, характерной именно для полуавтомата.
Задача – сделать выходные параметры стабильными по напряжению, а не по току.
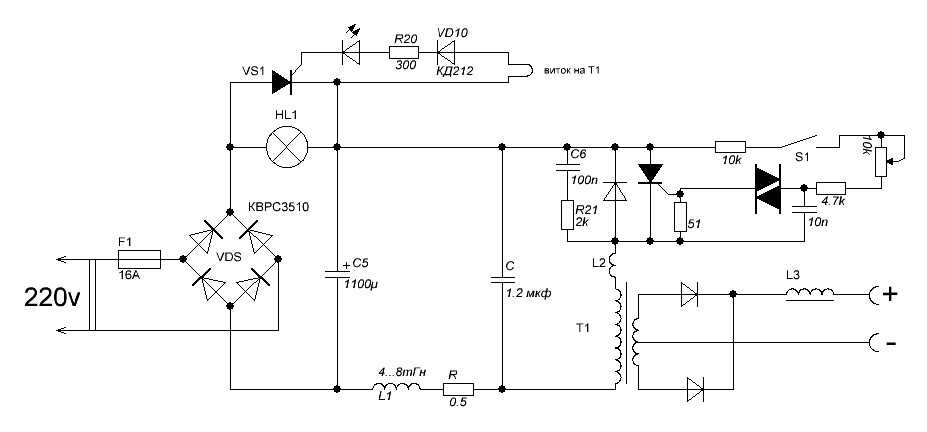
Для этого разработано много схем. Посмотрите на структурное решение – подбор элементов происходит для различных схем инверторов индивидуально.
Еще одна проблема – срабатывание на инверторе термодатчика защиты от перегрева. Это решается установкой оптронной пары. Термодатчик теперь используется в качестве контроллера для доработанной схемы.
Итог:
Полуавтоматический сварочный инвертор обойдется вам в сумму, втрое меньшую фабричного экземпляра. Главное – изучить схему вашего штатного сварочника, и не бояться выполнить работу своими руками.
Дуговая сварка FCAW или порошковой проволокой — изучите основные методы сварки, настройки аппарата, типы электродов, газы и подготовку швов для керамической подложки.

Что такое дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовым сердечником была представлена в 1950-х годах. Технически введение этого процесса не было чем-то новым. Это был просто новый тип электрода, который можно использовать на сварочном аппарате MIG. Дуговая сварка с флюсовой проволокой аналогична сварке MIG. Оба процесса используют непрерывную подачу проволоки и аналогичное оборудование. Источник питания для FCAW и сварочного аппарата MIG — это одна и та же машина. Оба они считаются полуавтоматическими процессами и имеют очень высокую производительность.
Разница между сваркой MIG и сваркой FCAW заключается в шлаковом покрытии. На этом снимке видно, как шлак отслаивается сам по себе.
В чем разница между сваркой FCAW и сваркой MIG?
Основное различие между дуговой сваркой с флюсовой проволокой и сваркой MIG заключается в способе защиты электрода от воздуха. Дуговая сварка с флюсовой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, похожую на конфету, называемую «пикси-палочки». Как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW получает защиту от флюсового сердечника, что позволяет оператору сваривать на открытом воздухе, где дует ветер. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка МИГ защищается баллоном с газом, что имеет серьезные недостатки при сварке на открытом воздухе или в условиях сквозняка.
Как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW получает защиту от флюсового сердечника, что позволяет оператору сваривать на открытом воздухе, где дует ветер. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка МИГ защищается баллоном с газом, что имеет серьезные недостатки при сварке на открытом воздухе или в условиях сквозняка.
Источник питания MIG, который можно использовать для сварки проволоки FCAW. Это система подачи проволоки Miller, которая используется для дуговой сварки порошковой проволокой на открытом воздухе в ветреную и дождливую погоду.
Сколько времени нужно, чтобы научиться дуговой сварке порошковой проволокой?
Если вы уже знаете, как выполнять сварку MIG и умеете сваривать электродами во всех положениях, вам потребуется всего несколько часов практики, чтобы освоить сварку FCAW. Я буквально практиковался в течение 2 часов и прошел сертификацию 3G по дуговой сварке порошковой проволокой.
Насколько быстрее дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовой проволокой является наиболее производительной ручной сваркой! При сравнении сварки MIG с дуговой сваркой под флюсом наблюдается огромный разрыв в производстве по количеству сварных швов в час. Сварщик MIG обычно может производить от 5 до 8 фунтов сварного шва в час, по сравнению со сварщиком FCAW, производящим 25 с лишним фунтов сварного шва в час. Кроме того, сварка под флюсом позволяет сваривать листы толщиной 1/2 дюйма за один проход с полным проплавлением с обеих сторон. По этой причине дуговая сварка под флюсом в основном используется в судостроении. Корабли сделаны из толстого листа и требуют бесконечного количества сварочных работ. Сварка с флюсовой сердцевиной обеспечивает высокое качество сварных швов, быстро и даже в ветреную погоду.
Сварка FCAW использовалась в проекте отражателя волн Oasis of the Sea. Мы сварили так быстро, как только могли, круглосуточно, потому что у нас было всего 72 часа, чтобы завершить проект, и дуговая сварка с флюсовой проволокой была тем, что мы использовали для большинства сварных швов. Корабль имеет высоту более 25 этажей (253 фута над водой) и в то время был самым большим в мире.
Корабль имеет высоту более 25 этажей (253 фута над водой) и в то время был самым большим в мире.
Что можно сваривать FCAW?
Сварка электродами с флюсовым сердечником имеет ряд серьезных недостатков, когда речь идет о свариваемости металлов. На сегодняшний день дуговая сварка порошковой проволокой была усовершенствована для большинства углеродистых сталей, чугуна, сплавов на основе никеля и некоторых нержавеющих сталей. К сожалению, большинство экзотических цветных металлов нельзя сваривать, включая алюминий. С другой стороны, для большинства любителей электрод с флюсовым сердечником может быть отличным выбором для общих работ в гараже, потому что при использовании в сварочном аппарате MIG для некоторых электродов не требуется защитный газ.
Сварка FCAW на мягкой стали, сварка большого зазора в резервуаре для воды. Сварной шов легко заполнил зазор в 1 дюйм, и это было сделано за 1/2 часа.
Как работает дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовой проволокой, как и сварка MIG, требует трех основных компонентов: электричества, присадочного металла и защиты от воздуха. Как и при сварке MIG, сварка с флюсовой проволокой заключается в непрерывной подаче электрода к соединению. Сначала сварщик нажимает на курок, затем механизм подачи проволоки начинает подавать электрод в стык, при этом электрод получает электрический заряд. Как только электрод касается металлического соединения, происходит короткое замыкание электричества, которое нагревает электрод до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения.
Как и при сварке MIG, сварка с флюсовой проволокой заключается в непрерывной подаче электрода к соединению. Сначала сварщик нажимает на курок, затем механизм подачи проволоки начинает подавать электрод в стык, при этом электрод получает электрический заряд. Как только электрод касается металлического соединения, происходит короткое замыкание электричества, которое нагревает электрод до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения.
В чем разница между самозащитой и двойной защитой FCAW?
Дуговая сварка флюсовой проволокой имеет два типа защиты. Первое отличие заключается в самом электроде, это трубчатая проволока с защитным порошком в центре. С технической точки зрения это называется «Самозащита» или иногда называется «Внутренний щит». Второй — тот же тип электрода, но с добавлением другого ингредиента. Баллон с газом используется в дополнение к защите флюсового сердечника. Технический термин для этого — «двойной щит». В случае двойной защиты у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварки.
Тип напряжения FCAW — Полярность сварки — Источник питания
Источник питания для сварки с флюсовой проволокой также является источником питания для сварки MIG, это одно и то же устройство. Это «Источник постоянного напряжения». Источники постоянного напряжения поддерживают напряжение близким или на том же уровне. В отличие от TIG или аппаратов для сварки стержнями, в них поддерживается постоянная сила тока. В аппарате для сварки порошковой проволокой сила тока изменяется в зависимости от скорости подачи проволоки. Чем быстрее подается проволока, тем больший контакт имеет электрод, производя больше силы тока и тепла.
Используемый тип напряжения — постоянный ток постоянного тока, аналогичный типу тока, создаваемого батареей.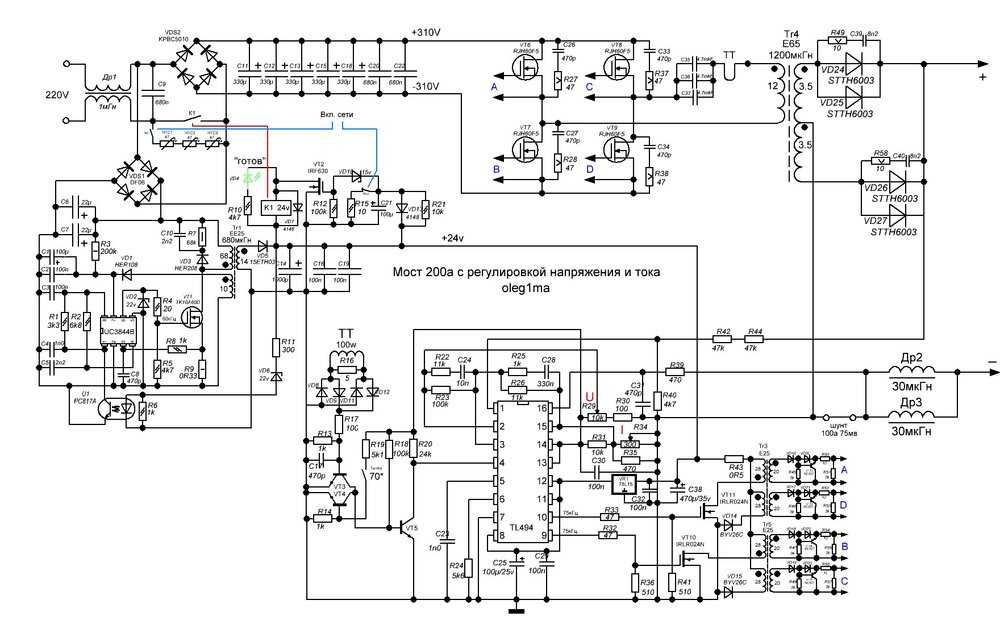 Полярность, используемая в промышленной дуговой сварке с сердечником под флюсом, обычно является положительной (+) электродом D/C. Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично при использовании больших электродов. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
Полярность, используемая в промышленной дуговой сварке с сердечником под флюсом, обычно является положительной (+) электродом D/C. Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично при использовании больших электродов. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
Основное различие между аппаратами для сварки FCAW и MIG заключается в том, что источники питания для дуговой сварки с флюсовой проволокой обладают гораздо большей мощностью! По сути, это чрезвычайно мощный сварочный аппарат MIG! Некоторые аппараты для дуговой сварки с флюсовой сердцевиной могут работать при очень горячем токе более 1000 ампер! Вот где они оставляют сварку MIG в пыли для производства.
ESAB ORIGO 652 Промышленный источник питания для сварки толстолистового металла. Эти блоки питания свариваются так сильно, что кожаные перчатки начинают скручиваться.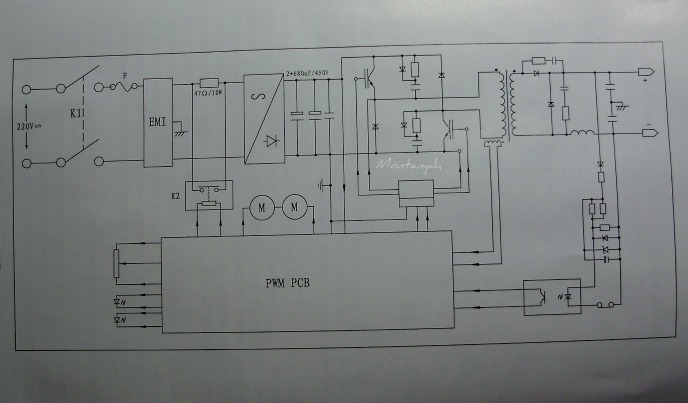
Какой защитный газ используется для дуговой сварки порошковой проволокой?
При сварке «самозащитным» электродом защитный газ не требуется. Самозащитные электроды хорошо работают на ветру и прожигают прокатную окалину, ржавчину и почти все, поэтому защитный газ не требуется.
В случае использования двойного экранирования с порошковым электродом выбор защитных газов ограничен. Варианты следующие:
- CO2 – двуокись углерода
- Ar – аргон
- CO2/Ar – смесь двух
- Ar/Ox (кислород) – смесь двух
C25 – наиболее распространенный сварочный газ, используемый для Dual Shield FCAW. Это комбинация 75% аргона и 25% углекислого газа.
Характеристики сварки в среде защитного газа CO2 при двойной защите FCAW
CO2 сам по себе обеспечивает наиболее глубокое проплавление сварного шва, но имеет некоторые недостатки. Механические свойства сварного шва не самые лучшие из-за того, что флюс в проволоке вступает в реакцию с защитным газом.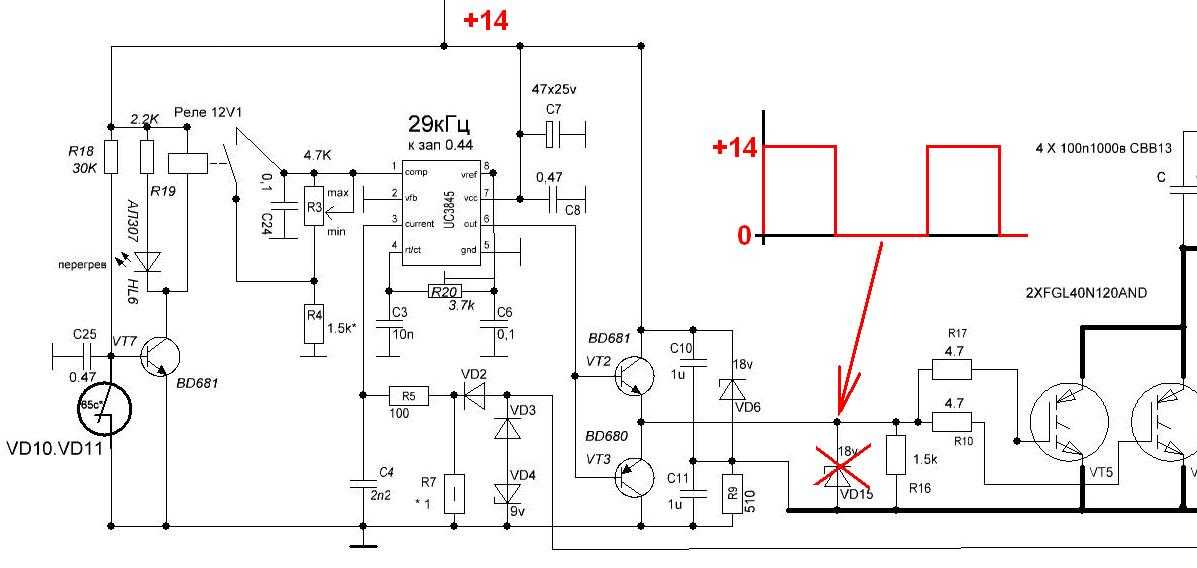 Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Характеристики сварки аргоном в защитном газе при двойной защите FCAW
Аргон сам по себе также может сваривать порошковым электродом, но, как и CO2, он неблагоприятно реагирует с флюсом. И аргон, и углекислый газ могут сделать приличный сварной шов, если их использовать сами по себе. То, как выглядит сварной шов, и реальное качество сварного шва — это две разные истории.
Характеристики сварки защитным газом C25 при FCAW с двойной защитой
Наиболее распространенными газами, используемыми для FCAW с двойной защитой, являются смеси двуокиси углерода и аргона или аргона и кислорода. Наиболее популярным является C25/25% углекислого газа и 75% аргона. Этот газ обеспечивает стабильную дугу, меньшее количество брызг и позволяет лучше распылять металл. Недавно я использовал эту смесь при получении сертификата по дуговой сварке с флюсовой проволокой 3G. В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В конечном счете, при использовании двойного экрана всегда лучше ознакомиться с рекомендациями производителей электродов или обратиться к поставщику газа за подходящим газом.
Какие типы электродов можно использовать с FCAW?
Электроды, используемые для сварки порошковой проволокой, визуально почти не отличаются от электродов для сварки MIG. Разница в том, что порошковые электроды имеют трубчатую или полую трубку с флюсом в центре. Электроды для сварки MIG изготовлены из твердого металла.
Порошковые электроды стандартных размеров. Некоторые из них имеют такой же размер, как и большинство электродов для сварки MIG, но другие сопоставимы по толщине со сварочным электродом. Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
- . 035
- .045
- .052
- 1/16
 035
035 , как у большинства Electrodes на A -STANKER ANTAPATION ON SPOLATE ON SPOLATE ON SPOLATE ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON. Чтобы лучше понять классификации, важно знать некоторые основы того, чем отличаются коды классификации.
Довольно распространенным сварочным электродом с флюсовой сердцевиной является «E71T – 1» . Как и во всех электродах, цифры и буквы что-то означают. Определения отождествлений следующие:
Этикетка электрода с флюсовым сердечником 71T-1
- E – Подставки для электрода.
- 7 – Минимальная прочность на растяжение. В данном случае это 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва. Это число получается путем прибавления к нему четырех нулей.
- 1 – Обозначает положение, в котором можно приваривать этот электрод. Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
- T – Стойки для трубчатого электрода. Когда используется «T», всегда предполагается, что это электрод с флюсовой сердцевиной.
- 1 – Последнее обозначение типа защитного флюса.
 Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.Обратите внимание, что все порошковые электроды необходимо хранить в сухом месте. В противном случае может впитаться влага, что приведет к серьезным дефектам сварки.
Что вызывает червоточины, следы и пористость в FCAW?
Одной из наиболее распространенных проблем при использовании проволоки для дуговой сварки с флюсовой сердцевиной является пористость, червоточины и червячные дорожки. Причиной этих дефектов является неправильное хранение электрода. Электрод впитывает влагу внутри проволоки и, когда сварщик начинает сварку, создает червоточины, пористость и червячные дорожки. Способ исправить это — отрезать не менее 10 футов электрода, а затем начать сварку. Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемой сумке.
Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемой сумке.
Следы червячных отверстий и пористость сварных швов FCAW вызваны наличием влаги в электроде.
Типы переноса порошковой проволокой
При сварке порошковым электродом используются два типа переноса металла! Типы переноса: перенос распылением и шаровидный. Перенос распылением является наиболее распространенным. Как следует из названия, металл электрода нагревается до такой степени, что он буквально распыляет присадочный металл на соединение. Шаровидный перенос нагревает электрод до такой степени, что комки металла стекают с электрода на сварной шов. Что отличает два типа передачи, так это настройки напряжения, скорость подачи проволоки и используемые газы, если таковые имеются.
Как подготовить сварное соединение для FCAW?
Подготовка шва под флюсовую сердцевину не так критична, как при сварке MIG. FCAW обычно может прожигать прокатную окалину и незначительную ржавчину.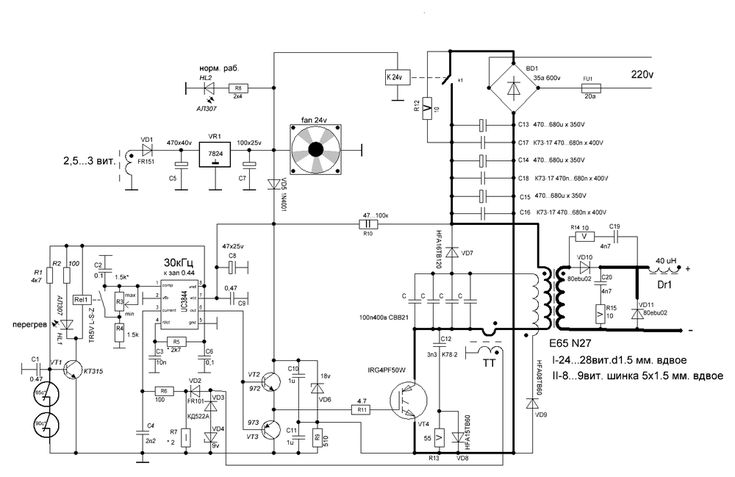 Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
Как выполнять сварку с керамической подложкой?
Обычно используется в судостроительной промышленности, многие соединения свариваются с одной стороны с использованием керамической подкладочной ленты. Керамическая подкладочная лента — это сварка с открытым корнем, которую очень легко выполнить. Керамическая подложка подобна форме для заливки металла, но в этом случае электрод заполнит эту форму. Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением обратной стороны сварного шва.
Это керамическая подложка. Это набор керамических плиток, которые формируют форму сварного шва и прикреплены к высокотемпературной алюминиевой ленте, которая приклеивается прямо к сварному шву. Это лицевая сторона керамической подложки, показывающая форму сварного шва. Белая бумага по бокам отклеивается, и вы приклеиваете ее к задней части открытого сварного шва. Это обратная сторона керамической подкладочной ленты, прижатой к задней стороне корня сварного шва. Все, что вам нужно сделать, это отклеить бумагу и приклеить ленту на место.
После завершения сварки керамическая лента просто снимается и выбрасывается. Преимущество использования керамической подкладочной ленты заключается в том, что это похоже на сварку стыкового соединения с открытым корнем, но требует гораздо меньших навыков! На фотографиях ниже показано, как я впервые использовал керамическую подложку на сварном соединении 3G. Хитрость использования керамической подкладочной ленты заключается в том, чтобы протолкнуть как можно больше сварного шва в соединение. Нет проблем с чрезмерным проникновением, и в худшем случае размер вашей лужи увеличивается. Это действительно легко, пока вы держите дугу в луже!
Нет проблем с чрезмерным проникновением, и в худшем случае размер вашей лужи увеличивается. Это действительно легко, пока вы держите дугу в луже!
Так выглядит керамическая подложка с точки зрения сварщика. Поскольку подкладочная лента не удерживает пластины, сварной шов необходимо скрепить другим способом. Вот керамическая защитная лента, отслоившаяся после сварки. Плитки все еще на месте, и вы просто сбиваете их. Провар корня дуговой сварки с флюсовой проволокой, оставленный керамической подложкой.
Как настроить станок FCAW?
Это таблица настроек MillerMatic 250 FCAW. В нем приведены основные рекомендации по настройке сварочного аппарата в зависимости от размера электрода и защитного газа..
При настройке аппарата для дуговой сварки с флюсовой проволокой нет простого ответа! Основы настройки машины с флюсовой проволокой такие же, как и при сварке MIG. На некоторых сварочных аппаратах, таких как Millermatic 250, на внутренней панели имеется таблица настроек сварочного аппарата. На рисунке слева показана внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения, скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных компонента: настройки напряжения и скорость подачи проволоки. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков.
На рисунке слева показана внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения, скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных компонента: настройки напряжения и скорость подачи проволоки. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков. Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас!
Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас!
Это MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат на нужную толщину металла, и вам не нужно ничего настраивать.
Вышеупомянутый станок — это MillerMatic 211, и новые станки требуют только настройки циферблата на правильную толщину металла и игры с ним. Новые машины становятся очень простыми в настройке, но всегда полезно знать, как правильно настроить машину.
Как настроить защитный газ для двойной защиты FCAW?
C25 является наиболее распространенным сварочным газом, используемым для двойной защиты FCAW. Это комбинация 75% аргона и 25% углекислого газа.
Иногда существует третий ингредиент, когда электрод с флюсовой сердцевиной представляет собой электрод с двойным экраном. Это расход газа для защитного газа. Это зависит от типа используемого размера провода, размера чашки и ветреных условий. Для получения сертификата по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке в условиях сквозняка мне приходилось поднимать скорость до 60 кубических футов в час на газе.
Для получения сертификата по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке в условиях сквозняка мне приходилось поднимать скорость до 60 кубических футов в час на газе.
Как преобразовать сварочный аппарат MIG в FCAW?
В случае, если используется сварочный аппарат MIG; ролики должны быть изменены на правильный размер. В дополнение к правильному размеру роликов, настройки натяжения роликов не должны быть слишком тугими. В противном случае электрод раздавится роликами и вызовет проблемы со сварным швом.
Замена роликов на MillerMatic 350P для сварки дуговой сваркой с флюсовой проволокой.
При настройке натяжения роликов они должны быть достаточно ослаблены, чтобы ролики могли легко проскальзывать при остановке проволоки. С другой стороны, натяжение должно быть достаточно сильным, чтобы обеспечить подачу проволоки в соединение без каких-либо нарушений скорости проволоки, обеспечивающих стабильную дугу. Не забудьте наконечник, носик и лайнер (при необходимости).
Замена роликов для FCAW.
Методы дуговой сварки порошковой проволокой
Прежде чем приступить к сварке порошковым электродом, сначала необходимо узнать обозначение на этикетке. Помните, что электроды с флюсовой сердцевиной имеют два обозначения положения. Первый — «0», и это ТОЛЬКО для плоской и горизонтальной сварки! Второе обозначение «1» для сварки во всех положениях! Всегда знайте, для чего предназначен электрод.
FCAW очень похож на сварку MIG, когда речь идет о методах сварки! Основное отличие заключается во внешнем виде ванны и в том, что сварные швы покрываются флюсом, как при сварке электродом.
Сварка сзади и спереди
Первое, на что следует обратить внимание, — это сварка слева или спереди. Любой метод можно использовать для любой позиции, и помните, что это всего лишь рекомендации !
Сварочные брызги являются серьезной проблемой при сварке FCAW, и сварщик должен знать, как их избежать. Форсунка показывает размер брызг.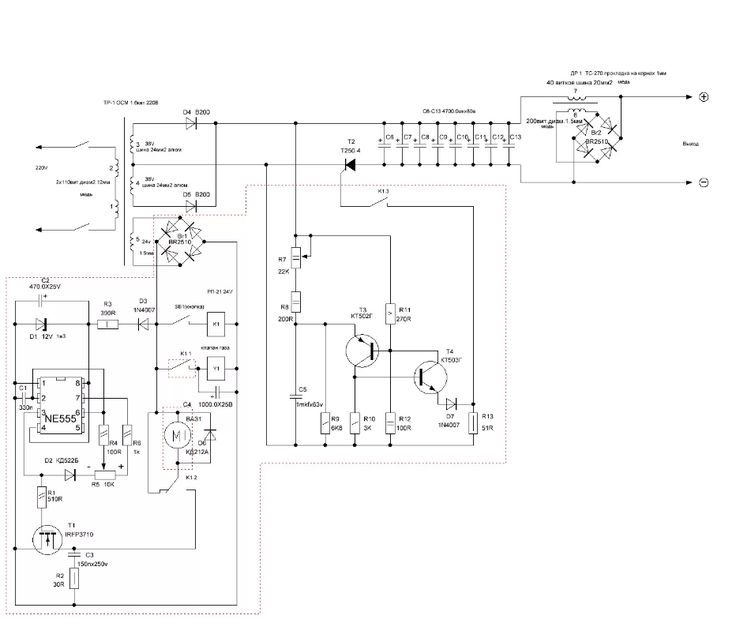
Сварка на тыльной стороне — это когда ручка сварочного аппарата перетаскивается, как у сварочного аппарата. Техника обратной руки распространена при сварке флюсовой проволокой в плоском и горизонтальном положениях. Единственный другой раз, когда вы можете захотеть рассмотреть технику обратной руки, — это сварка в положении 4G. Это делается для того, чтобы избежать попадания брызг на себя. Я попытался сварить шов с канавкой в верхнем положении, используя технику справа, и быстро обжегся несколькими искрами, которые попали внутрь моей кожи. На изображении выше показаны брызги, полученные соплом при сварке в верхнем положении, это типично и неизбежно. Недостатком ручной сварки сзади является то, что сварочную ванну немного сложнее увидеть. Кроме того, при сварке над головой настройка машины должна быть идеальной! Если вы менее опытны, вы можете обнаружить, что свариваете чудеса из сварного соединения, даже не подозревая об этом. Обычно вы сосредотачиваетесь на размере сварочной ванны за кратером, как при сварке электродом. Этот метод позволяет получить очень глубокий, высокий и узкий шов.
Этот метод позволяет получить очень глубокий, высокий и узкий шов.
Потолочный сварной шов FCAW с использованием стрингерной техники.
На этом изображении выше показан сварной шов, который я сделал в положении 4G, несмотря на то, что метод обратной руки дает высокий шов, он выглядит так, как будто он был сварен в плоском положении. Передний метод – это когда сварочная ручка толкается в направлении движения. Этот метод обычно используется для более тонких металлов, вертикально вверх и для потолочных угловых швов (4F). Передний метод также хорошо работает в плоском или горизонтальном положении. Этот способ передвижения позволяет легко увидеть сварочную ванну. Это позволяет вам лучше видеть сварной шов, а вероятность того, что шов будет отходить от шва, очень мала. Недостатком этого метода является то, что брызги иногда могут стать чрезмерными, если угол перемещения неправильный.
На сколько должен торчать электрод FCAW?
Пористость сварного шва Дуговая сварка флюсовой проволокой
При FCAW удлинение или вылет электрода больше по сравнению со сваркой MIG.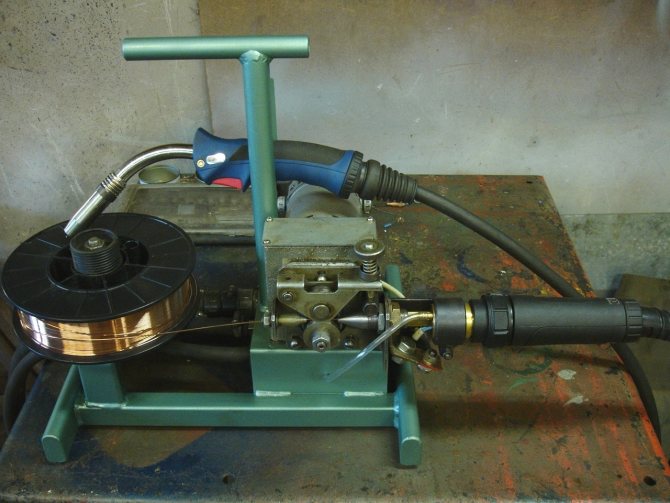 Для сварки MIG требуется, чтобы удлинение электрода обычно составляло ¾ дюйма или меньше; в противном случае защитный газ не будет выполнять свою работу. При двойном экранировании вылет ¾ или меньше применим во многих ситуациях. При FCAW с самозащитным электродом расширение должно сохраняться примерно на ¾ дюйма или более, в зависимости от типа и стороны электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Для сварки MIG требуется, чтобы удлинение электрода обычно составляло ¾ дюйма или меньше; в противном случае защитный газ не будет выполнять свою работу. При двойном экранировании вылет ¾ или меньше применим во многих ситуациях. При FCAW с самозащитным электродом расширение должно сохраняться примерно на ¾ дюйма или более, в зависимости от типа и стороны электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Когда речь идет о методах сварки с флюсовой проволокой, простых ответов не существует. Большинство методов такие же, как и во всех процессах сварки. Например, хлыст сварного шва, выполнение кругов и методы плетения, используемые для более широких сварных швов. Когда дело доходит до выполнения сварных швов с более широким переплетением, это наименее распространено. Большинство электродов с флюсовым сердечником обычно предназначены для стрингерных шариков. Много раз на более широких сварных швах флюс отслаивался сам по себе без сколов. На рисунках ниже показана крышка сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать отбойным молотком, и флюс просто упадет на пол!
Когда дело доходит до выполнения сварных швов с более широким переплетением, это наименее распространено. Большинство электродов с флюсовым сердечником обычно предназначены для стрингерных шариков. Много раз на более широких сварных швах флюс отслаивался сам по себе без сколов. На рисунках ниже показана крышка сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать отбойным молотком, и флюс просто упадет на пол!
Вертикальная дуговая сварка порошковой проволокой вверх с отслаиванием шлака. Вид спереди на отслоение флюса от электрода E71T-1 Dual Shield FCAW. Все, что потребовалось, это постучать отбойным молотком и почувствовать флюс на полу.
Углы сварки в разных положениях аналогичны сварке MIG! Что меняется при использовании сварки с флюсом, так это комбинация многих различных факторов, таких как типы электродов, типы флюса, защитный газ (если есть) и толщина свариваемого металла! Все сводится к практике с определенным типом электрода, на одинаковой толщине металла методом проб и ошибок.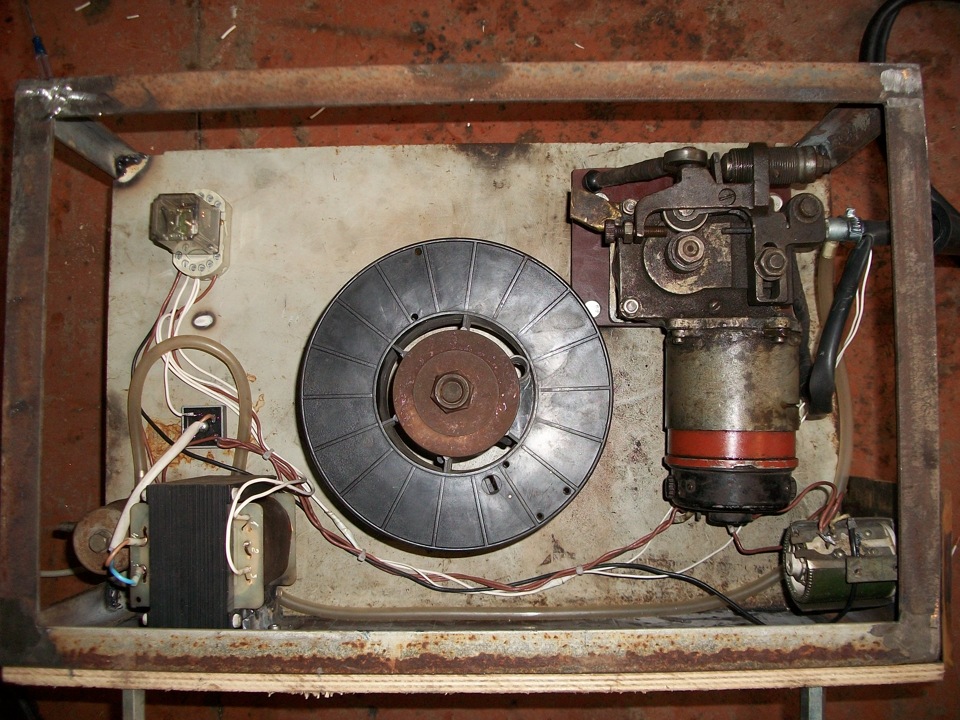 То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что сварка над головой требует идеального угла и точно настроенного аппарата, чтобы выполнить работу. Угол над головой составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. В противном случае будет казаться, что получить хороший сварной шов невозможно. Все остальные положения не так критичны, когда речь идет об угле хода. Как и при любом другом процессе сварки, лучше всего взять кусок металлолома, похожий на свариваемый кусок, и перед сваркой быстро потренироваться!
То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что сварка над головой требует идеального угла и точно настроенного аппарата, чтобы выполнить работу. Угол над головой составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. В противном случае будет казаться, что получить хороший сварной шов невозможно. Все остальные положения не так критичны, когда речь идет об угле хода. Как и при любом другом процессе сварки, лучше всего взять кусок металлолома, похожий на свариваемый кусок, и перед сваркой быстро потренироваться!
Обзор дуговой сварки с флюсовой проволокой
Реальность дуговой сварки с флюсовой проволокой заключается в использовании типичного сварочного аппарата MIG и в основном того же оборудования, за некоторыми небольшими исключениями! Хотя они считаются двумя разными типами сварочных процессов, их разделяет только тип электрода и тип защиты. Изучение и понимание сварки с флюсовой проволокой заключается в обучении использованию другого типа электрода в сварочном аппарате MIG. Это все, что действительно нужно для дуговой сварки под флюсом.
Это все, что действительно нужно для дуговой сварки под флюсом.
Далее Сварка TIG
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
4 Популярные типы сварочных процедур
Статья обновлена 3 июня 2021 г., чтобы предложить более подробную информацию о типах металлов, их использовании, методах сварки и расположении, а также о том, как учитываются состав и температуры плавления различных металлов. К процедурам диаграммы добавлена подробная инфографика.
Работа с металлом одновременно увлекательна и вдохновляет. По мере того, как летят искры и поднимается жар, сварщики могут превращать некоторые из самых прочных материалов в мире в формы и продукты, которые они себе представляют. Для приобретения этого навыка требуется работа и практика, и лучше всего его осваивать с помощью и под руководством профессионалов отрасли.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Это внимание к деталям — вот что делает отличного сварщика и более разностороннего потенциального работника. Студенты Lincoln Tech должны освоить четыре основных типа сварки, чтобы стать успешными сварщиками, работающими в полевых условиях. У студентов Линкольна есть уникальная возможность пройти всестороннее практическое обучение у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 Типы сварочных процессов
Дуговая сварка металлическим газом (GMAW/MIG)
Этот вид сварки также называют сваркой в среде инертного газа (MIG). Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла. Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки, который включает сварку листового металла и трубы большого диаметра.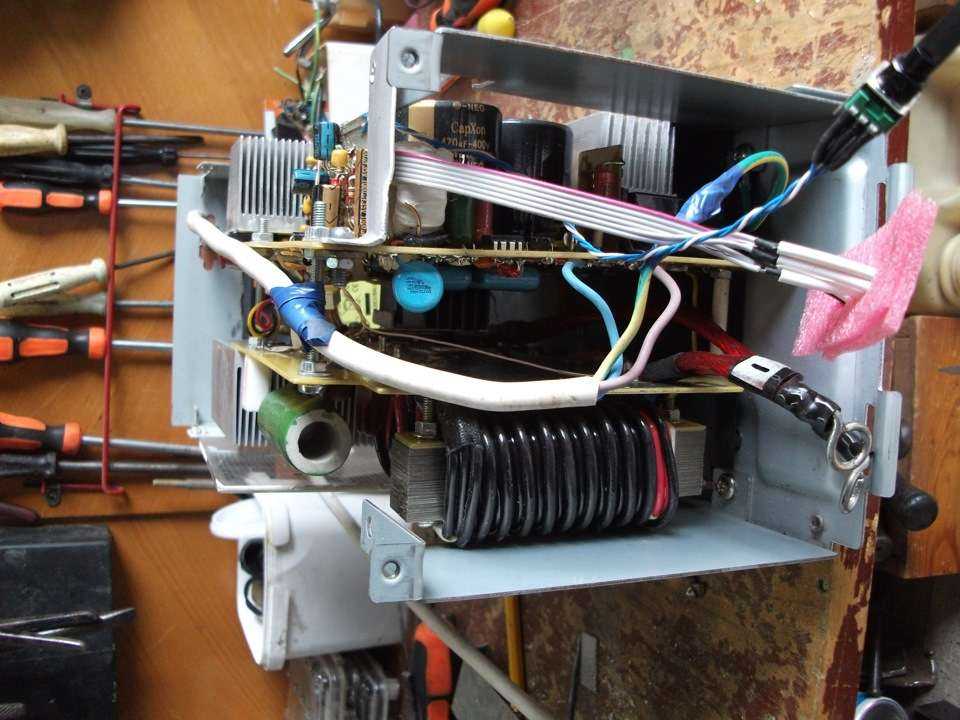
В процессе сварки GMAW/MIG используются четыре основных метода переноса металла:
- Шаровидный перенос обеспечивает более грубый сварной шов из-за размера капель металла и склонности к разбрызгиванию. Этот метод удобен для сварки толстых металлических пластин в горизонтальном положении.
- Короткое замыкание работает, как следует из названия – сварочная проволока контактирует с основным металлом быстро повторяющимся постукиванием много раз в секунду. Поскольку при этом образуется небольшое разбрызгивание, этот метод можно использовать в любом положении сварки.
- Распылительный перенос передает мельчайшие капельки расплавленного металла настолько устойчиво, что во время процесса поддерживается устойчивый контакт дуговой сварки. Несмотря на то, что этот метод дает небольшое количество брызг, его лучше всего использовать для толстых и плоских горизонтальных деталей.
- Импульсное распыление очень похоже на перенос распылением, но использует импульсы высокого и низкого тока для обеспечения периодов микроохлаждения. Из-за этого типа доставки этот процесс может использоваться для металлических листов различной толщины и практически во всех положениях сварки. Обратите внимание, что когда мы используем термин «охлаждение» при описании импульсного распыления, моменты более низкого напряжения, которые обеспечивают более холодный сварной шов, по-прежнему составляют несколько тысяч градусов по Фаренгейту. Он считается более холодным только по сравнению с высоковольтной частью цикла. При любой сварке используются экстремальные температуры.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG)
Чаще всего этот метод используется для сварки толстых профилей из нержавеющей стали или цветных металлов. Это процесс дуговой сварки, в котором для получения сварного шва используется фиксированный расходуемый вольфрамовый электрод.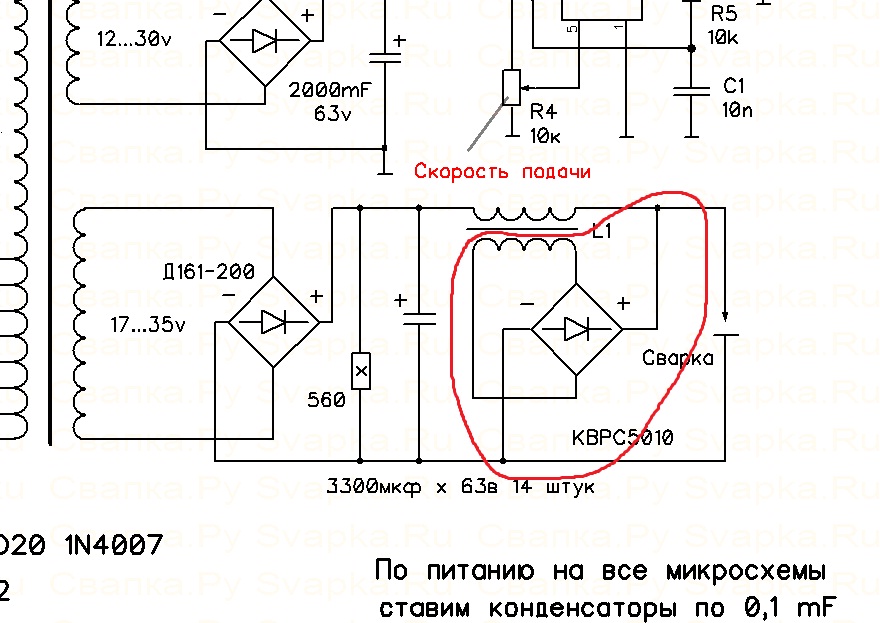 Этот процесс требует гораздо больше времени, чем сварка MIG, электродуговой сваркой или дуговой сваркой с флюсовой проволокой.
Этот процесс требует гораздо больше времени, чем сварка MIG, электродуговой сваркой или дуговой сваркой с флюсовой проволокой.
Температура плавления цветных металлов значительно различается, поэтому необходимо соблюдать осторожность при определении состава основного металла. Нержавеющая сталь и сталь содержат железо, однако, чтобы считаться нержавеющей сталью, металл должен содержать не менее 11% хрома. Углеродистая сталь плавится в диапазоне от 2600 до 2800 градусов по Фаренгейту.
Присутствие 11% хрома в нержавеющей стали сужает этот температурный диапазон до отметки 2750+/- градусов по Фаренгейту. Но ничто так не демонстрирует навыки сварки, как сложная способность сваривать алюминий методом TIG. Этот навык требует твердой руки, наметанного глаза и художественного прикосновения, чтобы создать гладкий, удивительный шов.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
При этом конкретном типе сварки сварщик использует ручной процесс дуговой сварки. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна, стали и с использованием открытой V-образной канавки при сварке труб из мягкой стали.
Крайне важно, чтобы сварщик мог выполнять сварку на уровне, при котором его работа может пройти разрушающее испытание на изгиб. В то время как дуговая сварка защитным металлом используется для соединения углеродистой стали, легированных сталей, нержавеющей стали, чугуна и ковкого чугуна, ее также можно использовать для некоторых изделий из цветных металлов, таких как никель и медь. Он редко используется на алюминии.
Дуговая сварка порошковой проволокой (FCAW)
Разработана как альтернатива защитной сварке. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и мобильности. Этот метод имеет много переменных, что делает его применимым в различных сварочных проектах. Переменные часто зависят от модели используемого сварочного аппарата и типа проволоки, выбранной для применения.
Переменные часто зависят от модели используемого сварочного аппарата и типа проволоки, выбранной для применения.
Гибкость расширяется за счет множества рабочих углов, уровней напряжения, используемой полярности, а также скорости подачи проволоки. Из-за потенциала более высоких скоростей сварки вновь соединенный металл быстрее остывает. Если техник-сварщик использует порошковую проволоку, он должен обращать внимание на пористость сварного соединения.
Дуговую сварку с флюсовой проволокой лучше всего использовать либо на открытом воздухе, либо под промышленными вытяжными шкафами из-за большого количества дыма и дыма, образующихся в процессе сварки.
Профессиональное обучение и трудоустройство
Вышеуказанные четыре типа сварки обычно используются в большинстве промышленных и строительных приложений и дают множество полезных и востребованных навыков. Каждый требует значительной практики и знаний. Программа сварочных технологий Lincoln Tech обучает выпускников необходимым навыкам и знаниям для начала карьеры в этой области.