Содержание
Ручная дуговая сварка. Учебник для ПТУ. Малышев Б.Д., Мельник В.И., Гетия И.Г. 1990 | Библиотека: книги по архитектуре и строительству
| Ручная дуговая сварка. Учебник для ПТУ |
| Малышев Б.Д., Мельник В.И., Гетия И.Г. |
| Стройиздат. Москва. 1990 |
| 320 страниц |
| ISBN 5-274-01001-6 |
Содержание:
Даны общие понятия о теоретических основах сварки. Освещены вопросы организации постов для сварки и резки металлов, вопросы технологии сварки различных сталей, применяемых в строительстве. Рассказано об устройстве, принципе действия и правилах эксплуатации источников питания; методах повышения эффективности сварочных процессов. Уделено внимание вопросам гигиены и охраны труда. Для учащихся профессионально-технических училищ.
Введение
Глава 1. Краткое описание процессов сварки и резки
1.1. Сущность процесса сварки
1. 2. Классификация сварки
2. Классификация сварки
1.3. Краткое описание видов сварки и резки, применяемых в строительстве
Глава 2. Сварные соединения и швы конструкций
2.1. Типы сварных соединений. Сварные швы
2.2. Классификация сварных швов по различным внешним признакам
2.3. Сведения о расчете сварных соединений и их обозначения на чертежах
Глава 3. Сварочная дуга и требования к источникам ее питания
3.1. Образование и строение сварочной дуги
3.2. Тепловые свойства дуги. Плавление и перенос металла
3.3. Магнитное дутье и меры борьбы с ним
3.4. Статическая вольтамперная характеристика сварочной дуги
3.5. Общие сведения об источниках питания сварочной дуги
3.6. Определение мощности дуги переменного тока. Коэффициент мощности
Глава 4. Источники питания переменным током
4.1. Сварочные трансформаторы, принцип их действия
4.2. Устройство однофазных сварочных трансформаторов для ручной сварки
4.3. Трансформаторы для автоматизированной сварки под флюсом
Трансформаторы для автоматизированной сварки под флюсом
4.4. Эксплуатация сварочных трансформаторов
4.5. Сварочные генераторы переменного тока повышенной частоты
4.6. Аппаратура для возбуждения и стабилизации дуги при ручной сварке
Глава 5. Источники питания постоянным током. Сварочные преобразователи однопостовые и многопостовые. Балластные реостаты
5.1. Общие сведения о генераторах и преобразователях
5.2. Коллекторные однопостовые генераторы
5.3. Устройство вентильных сварочных генераторов
5.4. Устройство преобразователей
Глава 6. Сварочные выпрямители
6.1. Устройство сварочных выпрямителей
6.2. Однопостовые сварочные выпрямители
6.3. Многопостовые сварочные выпрямители
6.4. Эксплуатация сварочных выпрямителей
Глава 7. Сварочные агрегаты
7.1. Назначение и устройство сварочных агрегатов
7.2. Однопостовые агрегаты с бензиновыми двигателями
7.3. Однопостовые агрегаты с дизельными двигателями
7. 4. Многопостовые агрегаты
4. Многопостовые агрегаты
7.5. Эксплуатация сварочных агрегатов
Глава 8. Аппаратура для ручной дуговой сварки в защитном газе
8.1. Оборудование рабочего места для ручной дуговой сварки в защитном газе
8.2. Передвижные посты, горелки, газовая аппаратура
8.3. Специализированные установки для сварки вольфрамовым электродом в защитном газе
8.4. Возбудители постоянного тока с импульсным питанием
Глава 9. Основы сварки стали
9.1. Особенности металлургических процессов при сварке стали плавлением
9.2. Взаимодействие расплавляемого при сварке металла с газами
9.3. Назначение и характеристика шлаков, образующихся при сварке
9.4. Взаимодействие металла со шлаком и газами
9.5. Структура сварных соединений
9.6. Свариваемость и причины возникновения трещин в стали
Глава 10. Электроды для ручной дуговой сварки стали
10.1. Назначение покрытых металлических электродов. Сварочная проволока
10. 2. Покрытия электродов
2. Покрытия электродов
10.3. Типы электродов для ручной дуговой сварки сталей и наплавки поверхностных слоев
10.4. Марки электродов, технологические свойства электродов
Глава 11. Электроды для сварки цветных металлов. Газы и флюсы
11.1 Плавящиеся электроды для сварки алюминия, меди, титана, чугуна и никеля
11.2. Неплавящиеся электроды
11.3. Защитные газы для сварки. Защитные пасты и флюсы
Глава 12. Посты для ручной дуговой сварки
12.1. Сварочный пост для ручной дуговой сварки плавящимся электродом
12.2. Оборудование сварочных постов
Глава 13. Общие вопросы технологии сварки стали
13.1. Подготовка конструкций к сварке
13.2. Режим сварки
13.3. Сварка стали покрытыми электродами
13.4. Сварка конструкций
Глава 14. Механическое сварочное оборудование
14.1. Общие сведения о механическом сварочном оборудовании
14.2. Устройство и характеристика манипуляторов, вращателей, кантователей, роликовых стендов и кондукторов
14. 3. Устройство и характеристика сборочно-сварочных установок, поточных автоматизированных линий
3. Устройство и характеристика сборочно-сварочных установок, поточных автоматизированных линий
Глава 15. Напряжения и деформации при сварке. Термическая обработка сварных конструкций
15.1. Напряжения и деформации при сварке
15.2. Меры борьбы с деформациями и напряжениями
15.3. Термическая обработка сварных соединений
15.4. Аппаратура и технология термической обработка
Глава 16. Сварка углеродистых сталей
16.1. Характеристика углеродистых сталей Сварка низкоуглеродистой стали
16.2. Технология сварки средне- и высокоуглеродистых сталей
Глава 17. Сварка легированных сталей
17.1. Характеристика легированных сталей
17.2. Технология сварки низколегированных сталей
17.3. Технология сварки среднелегированных сталей
17.4. Технология сварки высоколегированных сталей
Глава 18. Сварка цветных металлов и их сплавов
18.1. Сварка алюминия и его сплавов
18.2. Сварка меди и ее сплавов
18. 3. Сварка титана и его сплавов
3. Сварка титана и его сплавов
18.4. Сварка никеля
18.5. Сварка свинца
Глава 19. Сварка чугуна
19.1. Способы сварки чугуна
19.2. Холодная сварка чугуна
19.3. Горячая сварка чугуна
Глава 20. Высокопроизводительные способы ручной сварки
20.1. Методы, повышающие производительность труда при сварке
20.2. Полумеханизированная и плазменная сварка
20.3. Механизированная дуговая сварка
Глава 21. Наплавочные работы
21.1. Виды и назначение наплавки
21.2. Технология ручной дуговой наплавки стали
21.3. Технология наплавки цветных металлов
Глава 22 Сварка при низких температурах
22.1. Влияния низких температур на качество сварных соединений
22.2. Сварка под водой
Глава 23 Ручная дуговая резка металлов
23.1. Плазменная резка металлов дугой прямого и косвенного действия
23.2. Устройство постов и комплектов аппаратуры для ручной плазменно-дуговой резки
23. 3. Технология ручной плазменной резки металлов
3. Технология ручной плазменной резки металлов
23.4. Аппаратура и технология воздушно дуговой резки
23.5. Ручная дуговая резка
23.6. Дуговая подводная резка металлов
Глава 24 Стандартизация и контроль качества сварных соединений
24.1. Основные сведения о системе стандартизации в СССР
24.2. Организация технического контроля на предприятиях и в строительно-монтажных организациях
24.3. Дефекты сварных соединений
24.4. Методы контроля качества сварных швов
24.5. Техника и технология контроля сварных швов
24.6. Правила аттестации сварщиков
Глава 25 Охрана труда и пожарная безопасность на строительно-монтажной площадке
25.1. Охрана труда при выполнении сварочных работ
25.2. Электробезопасность при выполнении сварочных работ
25.3. Пожарная безопасность
25.4. Правовые и организационные положения по охране труда
Список литературы
Предметный указатель
Строительные работы и технологии
Сварочные работы и технологии
Малышев Б. Д.
Д.
Мельник В.И.
Гетия И.Г.
Скачать книгу: Ручная дуговая сварка. Малышев Б.Д., Мельник В.И., Гетия И.Г. 1990
Сварочные работы. Учебник для начального профессионального образования
Поделиться
Маслов В. И. «Сварочные работы» Академия, 1999 год, 240 стр., ISBN 5-7695-0231-2, ISBN 5-7083-0107-5; (PDF)
Описание Содержание Links
Описание книги.
Сварочные работы. Учебник для начального профессионального образования. Содержание учебника базируется на программных материалах по химии, физике, технологии металлов и конструкционных материалов, электротехнике и другим техническим предметам. Книга содержит общие сведения о сварке, сварных соединениях и швах, электрической сварке плавлением, газовой сварке и резке, контроле качества сварных швов. Кроме основных видов сварки в учебнике рассмотрены их разновидности.
Оглавление.
- Часть первая Общие сведения о сварке, сварных соединениях и швах
Глава I. Краткая характеристика основных видов сварки
Краткая характеристика основных видов сварки
Глава II. Сварные соединения и швы
Глава III. Общие сведения о сталях и их свариваемости - Часть вторая Дуговая сварка
Глава I. Теоретические основы сварки плавлением
Глава II. Оборудование для электрической сварки плавлением
Глава III. Сварочные аппараты для электрической сварки плавлением
Глава IV. Сварочные материалы
Глава V. Технология ручной дуговой сварки
Глава VI. Технология автоматической сварки под флюсом
Глава VII. Электрошлаковая сварка
Глава VIII. Технология дуговой сварки в среде защитных газов - Часть третья Газовая сварка и резка
Глава I. Основные виды газопламенной обработки
Глава II. Материалы, применяемые при газовой сварке и резке
Глава III. Оборудование и аппаратура для газовой сварки и резки
Глава IV. Технология газовой сварки
Глава V. Особенности газовой сварки различных металлов и сплавов
Глава VI. Кислородная резка металлов
Глава VII. Меры безопасности при газовой сварке и резке - Часть четвертая Контроль качества сварных швов
Глава I. Дефекты сварных швов и методы их контроля
 Краткая характеристика основных видов сварки
Краткая характеристика основных видов сварки Меры безопасности при газовой сварке и резке
Меры безопасности при газовой сварке и резкеГазосварка для начинающих
PDF (RU) pdf (ru)
Похожая литература
1 012
https://www.htbook.ru/mashinostroenie/pajka_svarka/svarochnye-raboty-ucebnik-dlja-professionalnogo-obrazovanijahttps://www.htbook.ru/wp-content/uploads/2020/10/svarochnye-raboty-1999-e1603741027891.jpg
https://www.htbook.ru/wp-content/uploads/2020/10/svarochnye-raboty-1999-130×200.jpg
Пайка, сваркапайка и сварка,учебникУчебное пособие.
Маслов В. И. ‘Сварочные работы’ Академия, 1999 год, 240 стр., ISBN 5-7695-0231-2, ISBN 5-7083-0107-5; (PDF)kolyaVasya
И. ‘Сварочные работы’ Академия, 1999 год, 240 стр., ISBN 5-7695-0231-2, ISBN 5-7083-0107-5; (PDF)kolyaVasya
[email protected]Техническая литература
Поделиться
пайка и сварка, учебник
Учебник по сварке
| Tiktok Search
Tiktok
Загрузка
для вас
после
Quelladmk
Laser Factory
Electric Welding.
651 лайков, 6 комментариев. Видео TikTok от Лазерной фабрики (@quelladmk): «Техника электросварки.Собери быстро#weldingtiktok #сварка #электросварка #fyp #laserwelding». Каньоны.
14,8 тыс. просмотров|
Canyons — Official Sound Studio
weldingcareernow
Welding Career Now
Learning how to weld step by step 🤩 #welding #weld #weldinglife #weldingnation #welded #turorials #learnhowto #welderslife
28,9 тыс. лайков, 132 комментария. Видео TikTok от Welding Career Now (@weldingcareernow): «Учимся сваривать шаг за шагом 🤩 #welding #weld #weldinglife #weldingnation #welded #turorials #learnhowto #welderslife». Научитесь сваривать. ПОЧУВСТВУЙТЕ ПАЗ.
лайков, 132 комментария. Видео TikTok от Welding Career Now (@weldingcareernow): «Учимся сваривать шаг за шагом 🤩 #welding #weld #weldinglife #weldingnation #welded #turorials #learnhowto #welderslife». Научитесь сваривать. ПОЧУВСТВУЙТЕ ПАЗ.
293,1 тыс. просмотров|
FEEL THE GROOVE — Queens Road, Fabian Graetz
Weld Cartel
Weld Cartel
Advanced Welding Technique Feat. @rocky aviles42 #weldcartel #weld #Welder #Tuorial #FYP #Welding #DIY #Construction . Видео TikTok от Weld Cartel (@weldcartel): «Advanced Welding Technique Feat. @Rocky Aviles42 #weldcartel #weld #welder #tutorial #fyp #welding #diy #construction #bluecollar». Усовершенствованная технология сварки | При сварке в полевых условиях вы столкнетесь с узкими местами и объектами, блокирующими ваше поле зрения, именно здесь мы реализуем технику, при которой мы смотрим сквозь зазор. Вставить корень, глядя сквозь щель, может быть очень полезным приемом, который поможет вам выделиться среди сверстников | Вы видите этот свет на линзе Рокки? Это единственный свет, которому подвергается ваша линза при выполнении этой техники. | …. Слагаются легенды.
Вставить корень, глядя сквозь щель, может быть очень полезным приемом, который поможет вам выделиться среди сверстников | Вы видите этот свет на линзе Рокки? Это единственный свет, которому подвергается ваша линза при выполнении этой техники. | …. Слагаются легенды.
315,6 тыс. просмотров|
Legends Are Made — Sam Tinnesz
figgyhardware
FiggyHardware
Welding Technique Part 1 😎 #foryou #foryourpage #fyp #welding #welder #satisfy #amazing #satisfyingvideo #tiktok #tiktokmalaysia
2,5 тыс. лайков, 8 комментариев. Видео TikTok от FiggyHardware (@figgyhardware): «Техника сварки, часть 1 😎 #foryou #foryourpage #fyp #welding #welder #satisfy #amazing #satisfyingvideo #tiktok #tiktokmalaysia». оригинальный звук — FiggyHardware.
оригинальный звук — FiggyHardware.
54,4 тыс. просмотров|
оригинальный звук — FiggyHardware
twodips
Dippin💨
Как сварить 💯
123,4 тыс. лайков, 1,7 тыс. комментариев. Видео в TikTok от Dippin💨 (@twodips): «Как сварить 💯». Как сварить. Холодные флюиды.
926,4 тыс. просмотров|
Chill Vibes — Tollan Kim
westernweldingacademy
Western Welding Academy
Как начать сварку? #сварщик #сварка #техника #tipsandtricks #weldingschool #weldtok #FYP #Viral #FRUNKTHEBEAT #FYP シ #Greatwelds
29.5K. Видео TikTok от Western Welding Academy (@westernweldingacademy): «С чего начать сварку? оригинальный звук.
296,7 тыс. просмотров|
original sound — Western Welding Academy
imranishakmine
dak_im
SMAW /MMA welding process.Basic that you need to know #welder #weldlife #stickwelding #fabricatorwelder #foryou
7.9 K лайков, 23 комментария. Видео TikTok от dak_im (@imranishakmine): «Процесс сварки SMAW / MMA. Основные сведения, которые вам нужно знать #welder #weldlife #stickwelding #fabricatorwelder #foryou». Дуговая сварка | Что вам нужно знать | Часть 2. оригинальный звук — dak_im.
216,8 тыс. просмотров|
original sound — dak_im
kingsiriwelding
KingsiriWelding
Welding techniques are worth learning for beginners #weld #welding #weldernation #weldinglife #weldingmostwanted #weldingmachine #weldingschool #welderup #welder #weldingporn #weldingart #weldingrigs #weldinghelmet #tigwelding #pipewelding #pipewelder #tig #tigweld #arcwelding #mma #mig #weldedpipe #specialweldingmachine #pulsemmawelding #pulsearcwelding #pulselifttigwelding #lifttigwelding #acdc #acdcwelding
2,6 тыс. лайков, 5 комментариев. Видео TikTok от KingsiriWelding (@kingsiriwelding): «Начинающим стоит изучить методы сварки tig #tigweld #arcwelding #mma #mig #weldedpipe #specialweldingmachine #pulsemmawelding #pulsearcwelding #pulselifttigwelding #lifttigwelding #acdc #acdcwelding». Я думаю, мне нравится, когда идет дождь.
лайков, 5 комментариев. Видео TikTok от KingsiriWelding (@kingsiriwelding): «Начинающим стоит изучить методы сварки tig #tigweld #arcwelding #mma #mig #weldedpipe #specialweldingmachine #pulsemmawelding #pulsearcwelding #pulselifttigwelding #lifttigwelding #acdc #acdcwelding». Я думаю, мне нравится, когда идет дождь.
34,1 тыс. просмотров|
Я думаю, мне нравится, когда идет дождь — Willis
Dabswellington
@Dabswellington
How -To Mig It, например, Tig It #Welder #Howto #StepStep #FYP
#StepStep #FYP
100. , 352 комментариев. Видео в TikTok от @dabswellington (@dabswellington): «как это сделать, как tig it #welder #howto #stepbystep #fyp». оригинальный звук.
1,5 млн просмотров|
оригинальный звук — @dabswellington
Учебное пособие – Основы дуговой сварки
Учебное пособие по ОСНОВАМ ДУГОВОЙ СВАРКИ
В самом общем виде сварочный аппарат представляет собой устройство, которое сплавляет вместе два куска металла, используя высокую силу тока, подаваемую на конец «электрода» (стержня) в Работа. Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
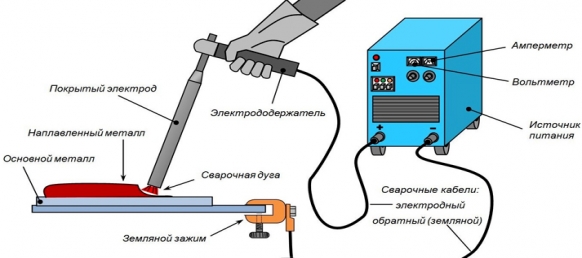
Сварщик помещает заземляющий зажим на одну из соединяемых частей металла, затем подает токопроводящий электрод (стержень) в зону или зазор между двумя свариваемыми частями. Поскольку заземляющий зажим и электрод являются двумя концами полной цепи, несущей напряжение и большую силу тока, на конце электрода происходит полное короткое замыкание, создающее сильный нагрев, расплавляющий как электрод, так и окружающую область в единый расплавленный кусок.
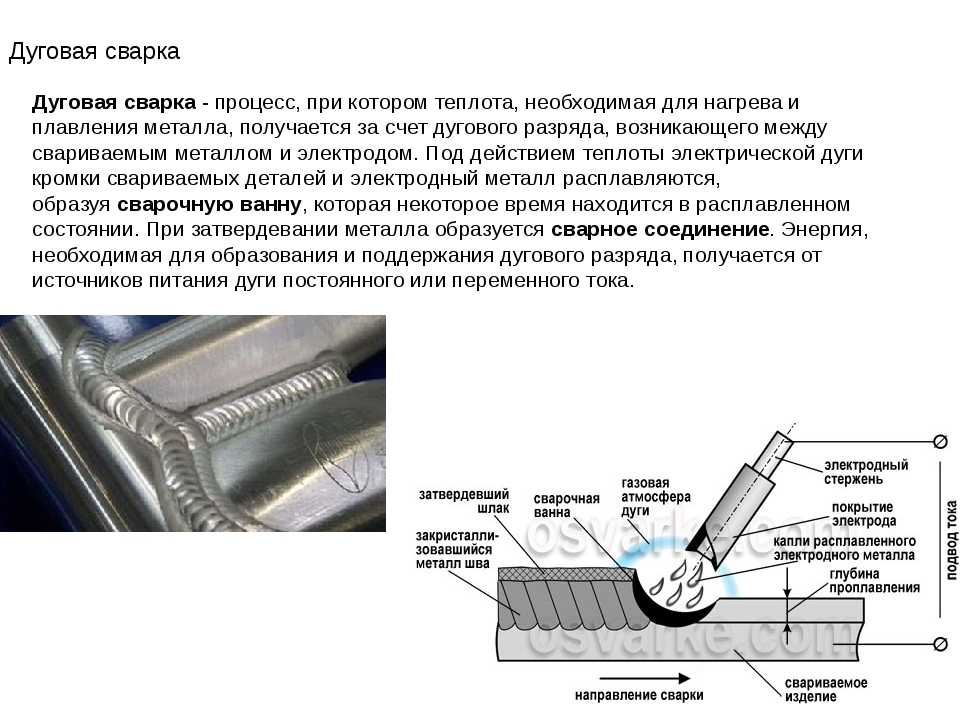
Этот вид сварки называется «дуговой сваркой». Стержень фактически не касается изделия (свариваемых деталей) в процессе сварки. Его держат на небольшом расстоянии от изделия, чтобы могла образоваться очень горячая дуга (электрическая искра). Эта дуга производит тепло для плавления металлов, как показано на фото.
Если стержень вставить прямо в изделие, произойдет «мертвое замыкание», и не будет тепла для сварки металлов, поскольку не будет образовываться дуга. Это распространенная проблема, когда вы учитесь дуговой сварке, известная как «прилипание». Прилипание происходит, когда стержень слишком сильно вдавливается в соединение для сварки, и заставляет стержень прилипать к изделию.
Стержень для дуговой сварки представляет собой тонкий металлический стержень, покрытый материалом, называемым «флюс». Этот материал плавится по мере того, как стержень сгорает, выделяя газ, который защищает только что сваренную область от воздействия сильного нагрева и окисления. Флюс также помогает поддерживать плавную работу дуги, уменьшая прилипание.
Если бы стержни не были покрыты флюсом, только что сваренная область была бы повреждена в результате окисления и была бы подвержена разрушению или быстрому износу. Некоторые сварщики не используют стержень с флюсовым покрытием, а вместо этого подают сжатый газ в зону сварки во время процесса сварки. Эти типы сварочных аппаратов называются «сварочные аппараты с подачей проволоки», но здесь мы сосредоточимся только на базовом аппарате для дуговой сварки, потому что это самый простой тип сварочного аппарата и самый доступный для большинства новичков.
Несмотря на то, что сварщики сплавляют металлы, используя невероятную силу тока, почти невозможно получить удар электрическим током при дуговой сварке. Причина в том, что внутри сварочного аппарата находится большой трансформатор, устройство, которое снижает опасное напряжение в обмен на более высокую «силу тока». Сила тока, сила электрического тока, может серьезно навредить или убить, но только при наличии определенного напряжения.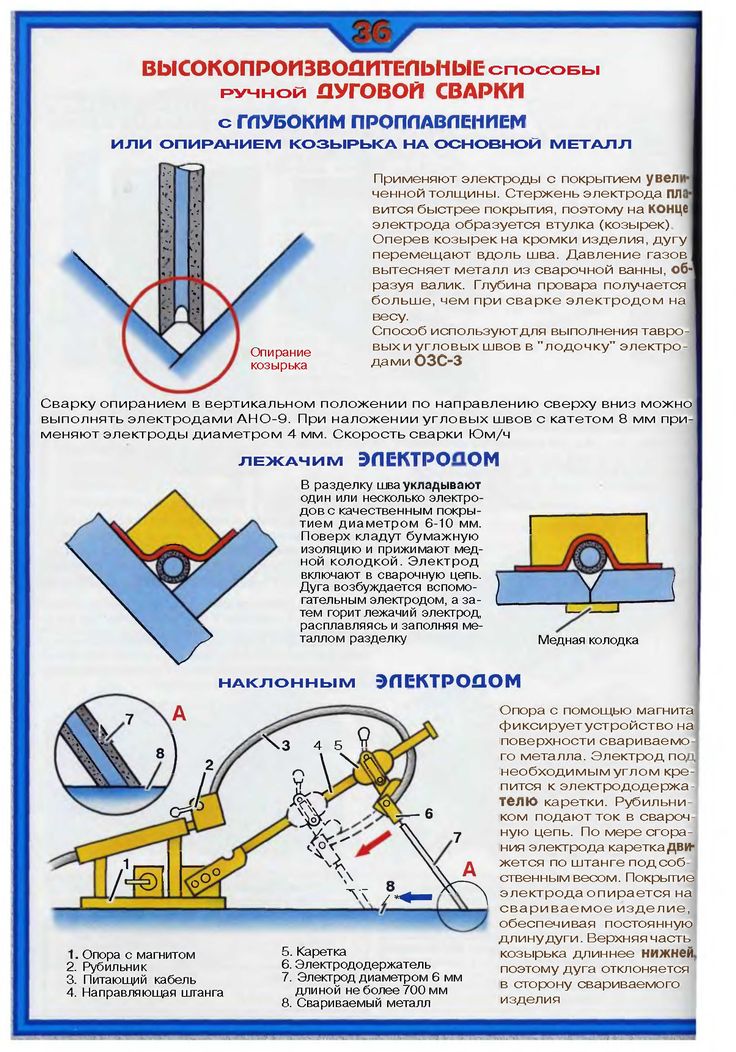 Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем может дать стандартная розетка.
Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем может дать стандартная розетка.
Но вы можете коснуться обеих клемм и не почувствовать электричества. Как это возможно? Просто потому, что нет достаточного напряжения, чтобы доставить силу тока в ваше тело. Конечно, не роняйте металлические предметы на клеммы заряженного автомобильного аккумулятора, иначе у вас будет дымовое шоу, которое вы никогда не забудете!
Использование дуговой сварки требует небольшой практики и терпения, но научиться этому гораздо проще, чем любому другому виду сварки. Аппаратное обеспечение можно приобрести в большинстве торговых точек за несколько сотен долларов или меньше. Любой может научиться делать чистый и прочный сварной шов всего за несколько ночей практики. Доступно несколько различных типов дуговых сварочных аппаратов, и это помогает понять некоторые основные концепции перед покупкой.
Дуговой сварочный аппарат легко узнать среди других сварочных аппаратов, потому что он выглядит как коробка с несколькими ручками спереди, как показано на фотографии. Там не будет баллонов со сжатым газом, катушек с проволокой наверху, педалей или любых других причудливых приспособлений, необходимых для работы.
Там не будет баллонов со сжатым газом, катушек с проволокой наверху, педалей или любых других причудливых приспособлений, необходимых для работы.
Аппарат для дуговой сварки может также называться «стержневой сваркой», «стержневой сваркой» или «жужжащим ящиком», в зависимости от того, кого вы спросите. Когда вы спрашиваете об аппарате для дуговой сварки, вас обычно спрашивают, какой уровень «входного напряжения» и «диапазон силы тока» вы хотите. Входное напряжение относится к типу розетки, к которой вы планируете подключить его, будь то стандартная настенная розетка на 120 В или розетка на 240 В (аналогично розетке бытовой сушилки). Диапазон силы тока относится к выходной мощности сварочного аппарата (в амперах) и к типу металла, который вы будете сваривать. 100 ампер будет более чем достаточно.
Сварочные аппараты на 120 В (стандартная настенная розетка) являются самыми недорогими типами и обладают достаточной мощностью для сварки стали практически любой толщины, которая используется в производстве велосипедов.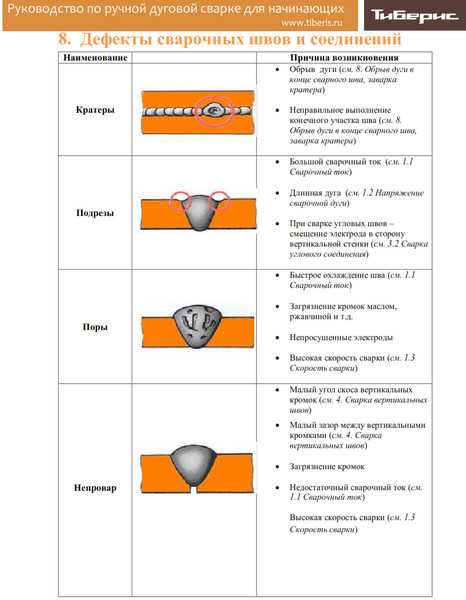 Еще одним преимуществом этого типа сварочного аппарата, помимо стоимости, является его размер. Эти сварочные аппараты не больше большой микроволновой печи, и их может легко перемещать один человек. Недостатком этих сварочных аппаратов является выходная мощность. Хотя дуговая сварка подходит для сборки велосипедных рам, ее мощности недостаточно для проектов с более крупными стальными компонентами, такими как рамы лодочных прицепов или мотоциклов.
Еще одним преимуществом этого типа сварочного аппарата, помимо стоимости, является его размер. Эти сварочные аппараты не больше большой микроволновой печи, и их может легко перемещать один человек. Недостатком этих сварочных аппаратов является выходная мощность. Хотя дуговая сварка подходит для сборки велосипедных рам, ее мощности недостаточно для проектов с более крупными стальными компонентами, такими как рамы лодочных прицепов или мотоциклов.
Сварочный аппарат на 240 В является широко используемым сварочным аппаратом для дуговой сварки, он немного крупнее и рассчитан на силу тока не менее 200 ампер. Для этого типа сварочного аппарата требуется специальная вилка, которую легко установить, но в вашем доме должна быть проводка на 240 В. Их размер варьируется от 2 до 4 футов в высоту и более. Эти сварочные аппараты нельзя легко перемещать, если они не на колесах, и они весят 100 фунтов или более. Преимуществом этого типа сварочного аппарата является, конечно же, мощность.
При силе тока 250 ампер можно сварить стальной лист достаточной толщины, чтобы построить корпус корабля. Лучше всего купить сварочный аппарат на 240 В, если у вас есть место для его установки и подходящая электрическая розетка для его подключения. Этот тип сварочного аппарата обеспечит более гладкий шов и будет иметь достаточную мощность для любой работы, которую вы, возможно, захотите выполнить.
Лучше всего купить сварочный аппарат на 240 В, если у вас есть место для его установки и подходящая электрическая розетка для его подключения. Этот тип сварочного аппарата обеспечит более гладкий шов и будет иметь достаточную мощность для любой работы, которую вы, возможно, захотите выполнить.
Еще один вопрос, который вам могут задать при покупке нового аппарата для дуговой сварки, это тип выхода — AC (переменный ток) DC (постоянный ток). Переменный ток — это тип тока, который исходит от вашей настенной розетки, тогда как постоянный ток — это тип тока, который исходит от батарей. Сварщики, работающие на постоянном токе, обычно более профессиональны и дороже. Опытный сварщик обычно предпочитает постоянный ток для большинства работ, потому что он может обеспечить более гладкий сварной шов и использовать больший ассортимент различных стержней для специальных работ.
Сварочный аппарат переменного тока — это самый простой тип дуговой сварки, и для любителя это все, что обычно требуется.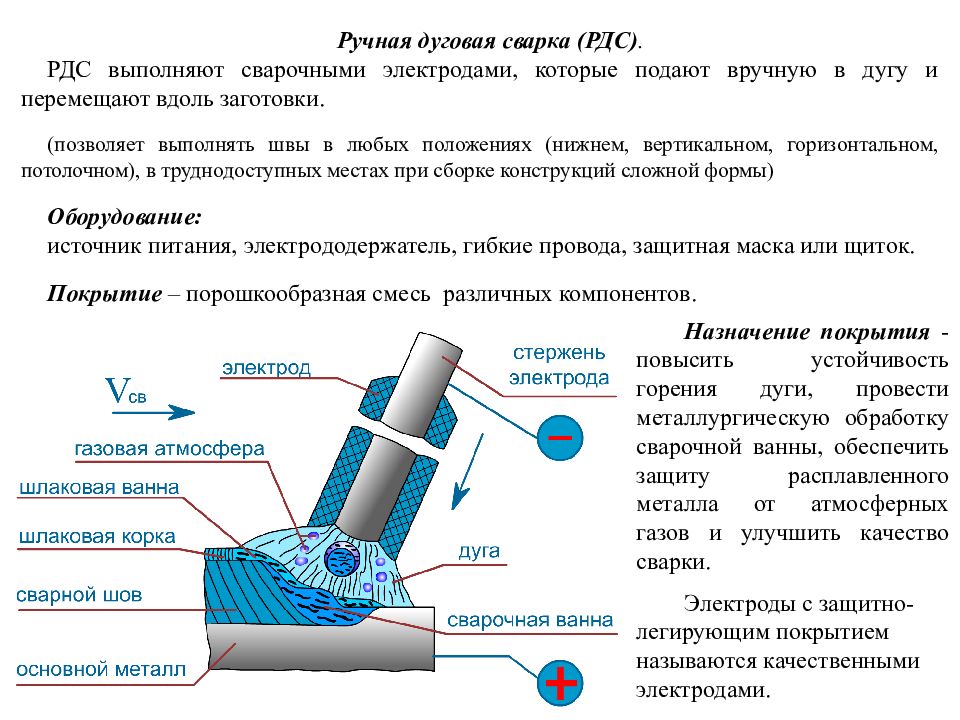 Я использовал оба типа сварочных аппаратов (переменного и постоянного тока), но выбрал базовый тип переменного тока 240 В для своей мастерской, и он отлично подходит для сборки практически чего угодно. Хотя сварщик на постоянном токе может произвести несколько более качественный окончательный шов, сварщик со средней квалификацией сможет произвести гораздо лучший сварной шов на простой машине переменного тока, чем неквалифицированный сварщик мог бы выполнить сварку на переменном, постоянном токе или сварочном аппарате с подачей проволоки.
Я использовал оба типа сварочных аппаратов (переменного и постоянного тока), но выбрал базовый тип переменного тока 240 В для своей мастерской, и он отлично подходит для сборки практически чего угодно. Хотя сварщик на постоянном токе может произвести несколько более качественный окончательный шов, сварщик со средней квалификацией сможет произвести гораздо лучший сварной шов на простой машине переменного тока, чем неквалифицированный сварщик мог бы выполнить сварку на переменном, постоянном токе или сварочном аппарате с подачей проволоки.
Если вы не знакомы со всей этой сварочной терминологией, сделайте покупку в магазине сварочных материалов. Оборудование лишь незначительно дороже, но качество сварочного аппарата известной марки в сочетании с советом знающего продавца стоит дополнительных затрат.
Сварочный аппарат — это инструмент, который прослужит долго, поэтому выбирайте тот, который подходит для ваших целей. Помимо сварщика, вам нужно будет купить несколько других мелких предметов, прежде чем вы сможете заставить искры летать. Вам понадобится защитное снаряжение, состоящее из сварочного шлема, сварочных перчаток и защитных очков, как показано на фото.
Вам понадобится защитное снаряжение, состоящее из сварочного шлема, сварочных перчаток и защитных очков, как показано на фото.
Несмотря на то, что некоторые сварочные аппараты, продаваемые в крупных розничных магазинах, могут поставляться в комплекте со сварочной маской, рекомендуется получить совет относительно типа линз, которые вам понадобятся для работы. Линзы бывают разных оттенков и обозначаются номером.
Чем выше число, тем темнее оттенок. Все сварочные линзы защищают ваши глаза от вредных лучей, испускаемых сварочной дугой, таких как ультрафиолетовое излучение. Поскольку настройка уровня мощности определяет интенсивность дуги, по мере увеличения интенсивности потребуются более темные оттенки. Что это значит для тебя?
Ну, ничего, если вы еще мало знаете о настройке уровня мощности на вашем сварочном аппарате! Для сварки легких трубок, из которых состоит большинство велосипедных рам, обычно используются настройки силы тока от 50 до 80, в зависимости от ваших навыков и марки сварщика. Таким образом, оттенок линзы 10 будет в порядке. Оттенок темноты не высечен на камне, и новичок может захотеть выбрать оттенок 9, а не 10, просто потому, что так будет легче увидеть работу. Конечно, оттенок 9 был бы слишком светлым, если бы вы установили силу тока на 500, и было бы ощущение, что вы смотрите на солнце!
Таким образом, оттенок линзы 10 будет в порядке. Оттенок темноты не высечен на камне, и новичок может захотеть выбрать оттенок 9, а не 10, просто потому, что так будет легче увидеть работу. Конечно, оттенок 9 был бы слишком светлым, если бы вы установили силу тока на 500, и было бы ощущение, что вы смотрите на солнце!
Сварочные перчатки — это тяжелые, термостойкие перчатки, которые покрывают большую часть вашего предплечья, что помогает предотвратить попадание горячих искр на рукава и перчатки. Хотя для сварки велосипедной рамы требуется только установка низкой мощности, все равно будет выделяться достаточно тепла, чтобы легко сжечь стандартную пару рабочих перчаток.
Горячие искры, летящие от сварочного стержня, могут попасть в такие места, как рукава, открытые воротники и карманы, поэтому, по крайней мере, наличие перчаток, закрывающих рукава рабочей рубашки, может помочь уменьшить эти болезненные ощущения. Также понадобятся хорошие прозрачные защитные очки или маска для лица.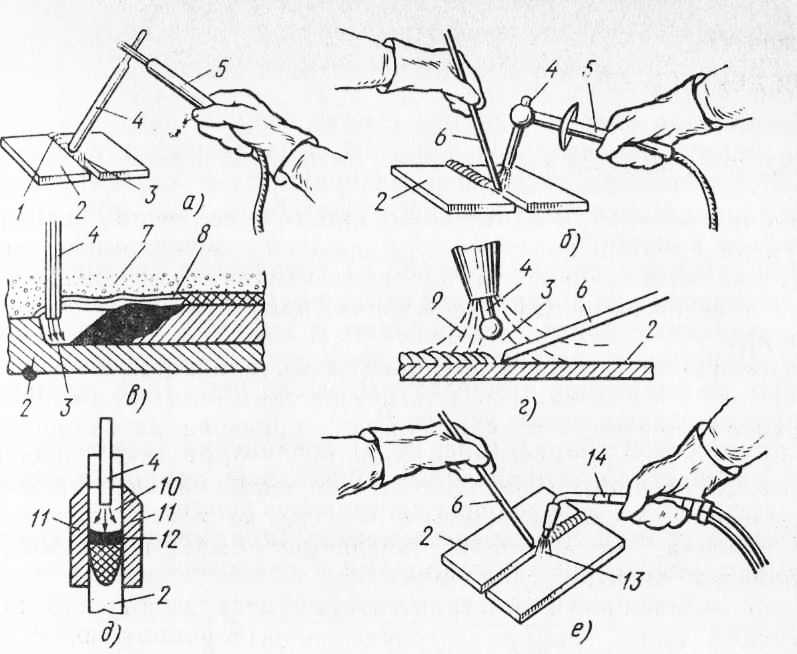
После завершения сварки имеется тонкий слой затвердевшего флюса от стержня, покрывающий верхнюю часть зоны сварки. Этот флюс удаляется «отбойным молотком», и этот процесс рассылает горячие хлопья флюса во всех направлениях, поэтому вы должны защитить свои глаза. Некоторые сварочные маски позволяют поднять темную линзу и имеют прозрачное стекло за темной линзой. Этот тип шлема заменит защитные очки во время скалывания сварного шва.
Меньше всего вам понадобятся сварочные прутки — их много! Если вы только начинаете, вы можете купить большую коробку стержней, чтобы потренироваться склеивать их вместе. Лучше покупать стержни оптом в магазине сварочных материалов, а не в небольшой упаковке, которую вы найдете на полке универмага. Сварочные электроды бывают разных вкусов, как конфеты, и о выборе правильного электрода можно написать целую главу.
Для простоты мы будем использовать стержень «6013», потому что он довольно универсальный и продается в магазинах, где также продается сварочное оборудование. 6013 — базовое и недорогое удилище, используемое новичками или для обычных работ. Большая часть свариваемых труб будет иметь толщину 1/16 дюйма, поэтому подойдет сварочный стержень 6013 диаметром 3/32 дюйма. Снаружи коробки будет указан тип и размер стержня на небольшой этикетке.
6013 — базовое и недорогое удилище, используемое новичками или для обычных работ. Большая часть свариваемых труб будет иметь толщину 1/16 дюйма, поэтому подойдет сварочный стержень 6013 диаметром 3/32 дюйма. Снаружи коробки будет указан тип и размер стержня на небольшой этикетке.
Сварка — это навык, которому можно научиться на практике. Никакая теория или информация не сделают из вас хорошего сварщика, только практический опыт. Я дам вам только основную информацию, необходимую для хорошего сварного шва, но вы должны потратить время и изучить ее самостоятельно. Если вы хотите стать профессионалом, есть много хороших курсов, предлагаемых в колледжах или даже в вечерних школах. Вы не только научитесь дуговой сварке, но и научитесь пользоваться газовым резаком, а также узнаете всю теорию сварщика, которая вам когда-либо понадобится.
Прежде чем приступить к сварке велосипедных трубок, рекомендуется потренироваться на более толстой стали, потому что чем тоньше трубка, тем труднее сделать хороший сварной шов без прожога. Несколько кусков металлолома толщиной 1/8 дюйма или уголка станут хорошей поверхностью для проверки вашего сварочного аппарата. Вставьте сварочный стержень в рукоятку, установите шкалу силы тока вашего сварочного аппарата примерно на 80 или около того, затем поместите зажим заземления на часть, которую вы будете сваривать.
Несколько кусков металлолома толщиной 1/8 дюйма или уголка станут хорошей поверхностью для проверки вашего сварочного аппарата. Вставьте сварочный стержень в рукоятку, установите шкалу силы тока вашего сварочного аппарата примерно на 80 или около того, затем поместите зажим заземления на часть, которую вы будете сваривать.
Самая трудная часть обучения сварке — это получение дуги без прилипания сварочного стержня к металлу. потребуется некоторое время, чтобы пройти мимо.Даже у опытного сварщика время от времени будет несколько фальстартов, и вы, безусловно, будете иметь свою долю в начале.0005
Когда стержень прилипает, он практически приваривается к вашей рабочей зоне и требует, чтобы вы изгибали его вперед и назад, чтобы освободить его от материала как можно быстрее, чтобы не расплавить весь стержень. При этом обычно отрывается флюсовое покрытие, что еще больше затрудняет возобновление сварки, поэтому будьте готовы немного выругаться, пока вы только начинаете! Представьте, что стержень — это спичка, и вы будете чиркать ею по изделию, чтобы зажечь.
Держите рукоятку под углом 45 градусов так, чтобы электрод тянулся за рукой, как показано на рис. 6, затем быстро ударьте кончиком электрода по металлу движением запястья, чтобы образовалась дуга. Если вы нажмете слишком сильно или регулятор силы тока вашего сварочного аппарата установлен на низкое значение, наконечник электрода прилипнет к металлу, и вам придется поддевать его вперед и назад, чтобы освободить. Сварщики называют это «фальстартом». С новым сварочным стержнем будет легче зажечь дугу, чем с бывшим в употреблении стержнем, из-за того, как флюс спиливается на конце нового стержня.
После того, как стержень будет использован для сварки нескольких дюймов, флюс затвердеет вокруг конца стержня, что потребует от вас удара с немного большей начальной силой, чем с новым стержнем. Время от времени вам почти приходится клевать использованной удочкой, так что имейте это в виду, отрабатывая пусковые и стопорные движения. Если вам пришлось двигать электрод вперед и назад, защитный флюс мог сойти с конца стержня, обнажив оголенный стержень.
Очень трудно заставить оголенный стержень формировать хорошую дугу, поэтому вы можете отрезать оголенный конец или получить новый стержень. Как только вы станете более опытным, вы сможете начать с голой удочки, но пока не усложняйте задачу больше, чем она должна быть.
Если вам удалось запустить дугу без особого труда, вы заметите, что существует диапазон примерно в один дюйм, на который вы можете отодвинуть стержень от работы, сохраняя при этом дугу. Старайтесь держать стержень как можно ближе к работе, не выталкивая его на поверхность, так как это может привести к залипанию. Удерживая стержень под углом 45 градусов и создавая хорошую близкую дугу, проведите кончиком по металлу в течение примерно пяти секунд, перемещаясь примерно на один дюйм по прямой линии. Если все прошло хорошо, у вас будет «валик» сварного шва, как на фото.
Не забудьте отколоть верхний слой флюсового покрытия отбойным молотком после завершения сварки, чтобы проверить свою работу. Сварной шов слева представляет собой хороший чистый валик сварного шва с хорошим проникновением в металл, но сварной шов справа комковатый и шероховатый, что является верным признаком того, что либо кончик электрода был слишком далеко от металла, либо установленная сила тока слишком низко.
Поэкспериментируйте с настройкой силы тока на вашем сварочном аппарате, пока вы рисуете валики сварного шва на металлоломе. Когда сила тока слишком низкая, вы получите много залипаний и фальстартов. Кроме того, флюс будет труднее отделяться от сварного шва. Когда сила тока слишком высока, вы прожжете дыру в металле через несколько секунд. Хорошая настройка силы тока позволяет вам непрерывно сваривать верхнюю часть металла, не прожигая дыру и не прилипая к заготовке. Регулировка параметра силы тока контролирует количество тепла, которое вкладывается в работу, и это то, что делает хорошего сварщика. Вся теория мира не научит вас инстинктивно контролировать жар, только много практики.
Продолжайте накладывать валики сварного шва вдоль верхней части вашей работы по гладкой прямой линии от одного конца к другому, а затем начните новую линию вдоль последнего, пока не создадите выпуклую поверхность на своем учебном образце. Вы замечали, что чем больше вы свариваете, тем горячее становится металл? Не трогайте его, чтобы узнать, просто поверьте мне здесь!
После того, как вы сможете сварить тонкую велосипедную трубу вместе, вам придется делать частые старты и остановки, чтобы не прожечь дыру в стали, потому что трубка настолько тонкая, что раскаляется докрасна уже через несколько секунд. Продолжайте тренироваться на более тяжелом металле, пока не научитесь укладывать ряды бусинок, как показано на фото. Не расстраивайтесь, если вам потребуется некоторое время, чтобы научиться зажигать дугу. Самое сложное — научиться правильно устанавливать силу тока и получать дугу без заеданий. Это может занять у вас весь день.
Продолжайте тренироваться на более тяжелом металле, пока не научитесь укладывать ряды бусинок, как показано на фото. Не расстраивайтесь, если вам потребуется некоторое время, чтобы научиться зажигать дугу. Самое сложное — научиться правильно устанавливать силу тока и получать дугу без заеданий. Это может занять у вас весь день.
Как только вы сможете зажечь дугу и проложить сварной шов на дюйм или два, пришло время двигаться дальше и попытаться на самом деле склеить две детали. Найдите два плоских куска металла одинаковой толщины и соедините их так, чтобы между каждым куском был зазор, примерно равный толщине сварочного стержня.
Убедитесь, что зажим заземления подключен либо к одной из пластин, либо к зажиму, иначе вы будете зажигать весь день, а дуга не загорится. Кроме того, не приваривайте слишком близко к зажиму — вы можете ударить по нему электродом или приварить к нему изделие. Зажгите дугу в любом месте изделия, а затем поднесите электрод к стыку между пластинами, накладывая ровный валик, удерживая электрод под углом 45 градусов к изделию.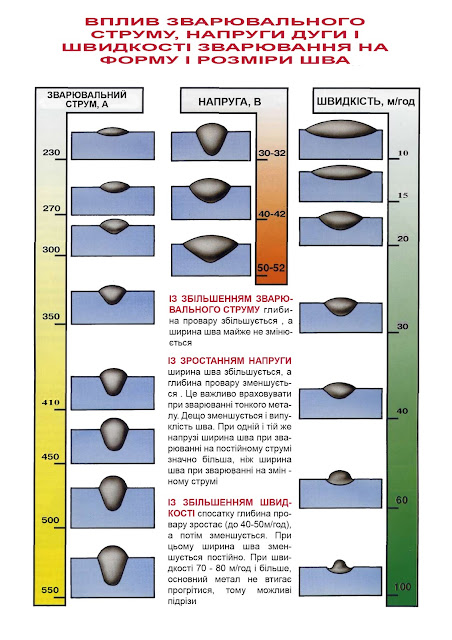
Следите за дугой, когда вы двигаетесь вдоль стыка, и следите, соединяется ли она с обеими пластинами. Возможно, вам придется слегка манипулировать сварочными стержнями вперед и назад, чтобы дуга проходила к обеим пластинам, если кажется, что она благоприятствует только одной стороне. Не перемещайтесь слишком быстро по стыку, иначе в окончательном сварном шве будет не хватать достаточного количества присадочного металла из стержня.
Если двигаться слишком медленно, между пластинами образуется большая воронка, похожая на множество отверстий, которые вы прожигали в металле, когда практиковались в накладывании бус. Когда вы закончите сварку по всей длине соединения, удалите детали и удалите флюс. Вы также можете использовать проволочную щетку, чтобы очистить сварной шов и прилегающую область, чтобы лучше рассмотреть его.
Сварной шов слева чистый и прочный, с достаточным количеством металла, заполняющего соединение. Сварной шов справа неровный и полный зазоров, где дуга остается только с одной стороны соединения из-за недостатка тепла или неправильного угла наклона электрода. Продолжайте выполнять это упражнение до тех пор, пока не сможете сделать гладкий и прочный сварной шов между двумя пластинами без зазоров и отверстий. Помните, что ключом к получению хорошего сварного шва является умение контролировать тепло, устанавливая силу тока и перемещая электрод с соответствующей скоростью. У вас еще не закончились сварочные электроды?
Продолжайте выполнять это упражнение до тех пор, пока не сможете сделать гладкий и прочный сварной шов между двумя пластинами без зазоров и отверстий. Помните, что ключом к получению хорошего сварного шва является умение контролировать тепло, устанавливая силу тока и перемещая электрод с соответствующей скоростью. У вас еще не закончились сварочные электроды?
Если вы научились зажигать дугу и сваривать две пластины вместе, то пришло время сделать последний шаг и соединить вместе несколько тонкостенных велосипедных трубок. Это упражнение потребует некоторого терпения и практики, чтобы выполнить его правильно. Круглые трубы не только труднее всего сваривать, но и очень тонкие, что только усложняет сварку. Как только вы освоите этот следующий шаг, вы станете довольно хорошим сварщиком, но не ожидайте, что у вас все получится с первой попытки или даже в первый день.
Найдите отрезок тонкостенной круглой трубы диаметром 1 дюйм без следов ржавчины или краски. Идеально подойдет отрезок электрокабеля, но подойдет любая чистая стальная труба.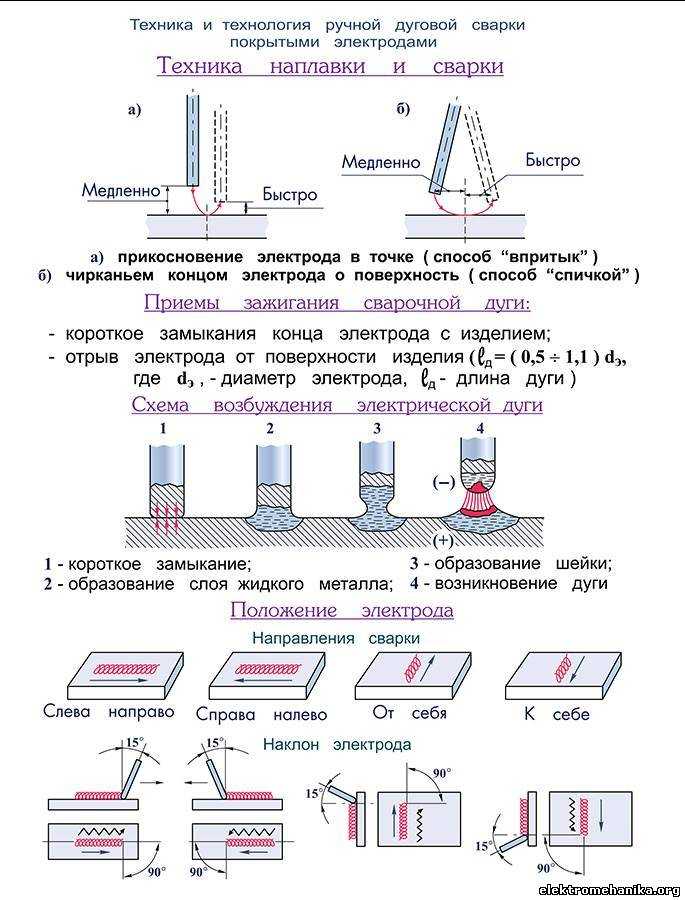 Используя труборез или шлифовальный диск, разрежьте трубу на несколько частей. два или три дюйма длины. Не будьте слишком критичны к измерению каждого отрезка, так как здесь вы будете использовать металл только для практической сварки.
Используя труборез или шлифовальный диск, разрежьте трубу на несколько частей. два или три дюйма длины. Не будьте слишком критичны к измерению каждого отрезка, так как здесь вы будете использовать металл только для практической сварки.
Возьмите два отрезка трубы и отшлифуйте конец одного из них, чтобы они совместите, как показано на фото. Опять же, не будьте слишком критичны в отношении идеальной подгонки двух частей, так как это не всегда возможно, и хороший сварщик может заполнить нечетный небольшой зазор. Поднимите заземляющий зажим на одной из секций трубы, прежде чем пытаться завязать.0005
Когда у вас будет небольшой валик сварного шва, соединяющий две секции, переверните работу и проделайте то же самое в верхней части другой стороны. Теперь две части можно сварить по периметру. Каждый раз сваривайте только небольшой участок не длиннее полдюйма, иначе вы прожжете стенку трубки. Кроме того, пока не пытайтесь сваривать в любом другом положении, кроме как сверху, так как это требует большого мастерства, чтобы сделать это правильно. Когда вы свариваете небольшую длину, а затем останавливаетесь, рекомендуется сколоть флюс, чтобы вы могли начать свой новый валик сварного шва немного выше того места, где вы в последний раз остановились, чтобы не оставить небольшое отверстие между началом и концом.
Когда вы свариваете небольшую длину, а затем останавливаетесь, рекомендуется сколоть флюс, чтобы вы могли начать свой новый валик сварного шва немного выше того места, где вы в последний раз остановились, чтобы не оставить небольшое отверстие между началом и концом.
Продолжайте поворачивать изделие, сваривая небольшие отрезки за раз, пока не получите полное соединение, как показано на фото. На этом этапе не беспокойтесь о внешнем виде бусинки. Старайтесь не прожигать дыры и не оставлять пустоты там, где вы начинаете и останавливаетесь. Не забывайте держать электрод так, чтобы он находился под одинаковым углом между двумя секциями трубы, не выступая ни за одну сторону, ни за другую, иначе в конечном итоге вы сварите только одну сторону соединения. Помните, что это самый трудный сварной шов, который вам когда-либо приходилось делать, поэтому не торопитесь и тренируйтесь, пока не добьетесь нужного результата.
Если вы будете практиковать эти основные упражнения, вы научитесь делать чистый и прочный шов.
Глядя на два сварных шва на следующем фото, можете ли вы отличить их друг от друга? Сварной шов не обязательно должен быть красивым, чтобы быть прочным, и после очистки шлифовальной машиной даже самый грубый сварной шов выглядит хорошо. При шлифовке сварного шва не снимайте слишком много материала, иначе вы ослабите соединение. Шлифованный шов должен быть заподлицо или немного выше окружающего его материала. Если вы случайно сняли слишком много, добавьте больше шва к соединению.
Если вы хотите изучить сварку помимо самых основ, которые я описал здесь, узнайте в местном колледже о доступных курсах. Курс сварки научит вас многим другим аспектам сварки, таким как сварка во всех положениях, сварка специализированных металлов, таких как хромомолибден, чугун и алюминий, сварка TIG, сварка MIG и многие другие.
С терпением и практикой вы научитесь делать хороший сварной шов, даже если вы очень мало знаете о технологии и терминологии, так что беритесь за дело и сжигайте стержень! До встречи на форуме строителей.