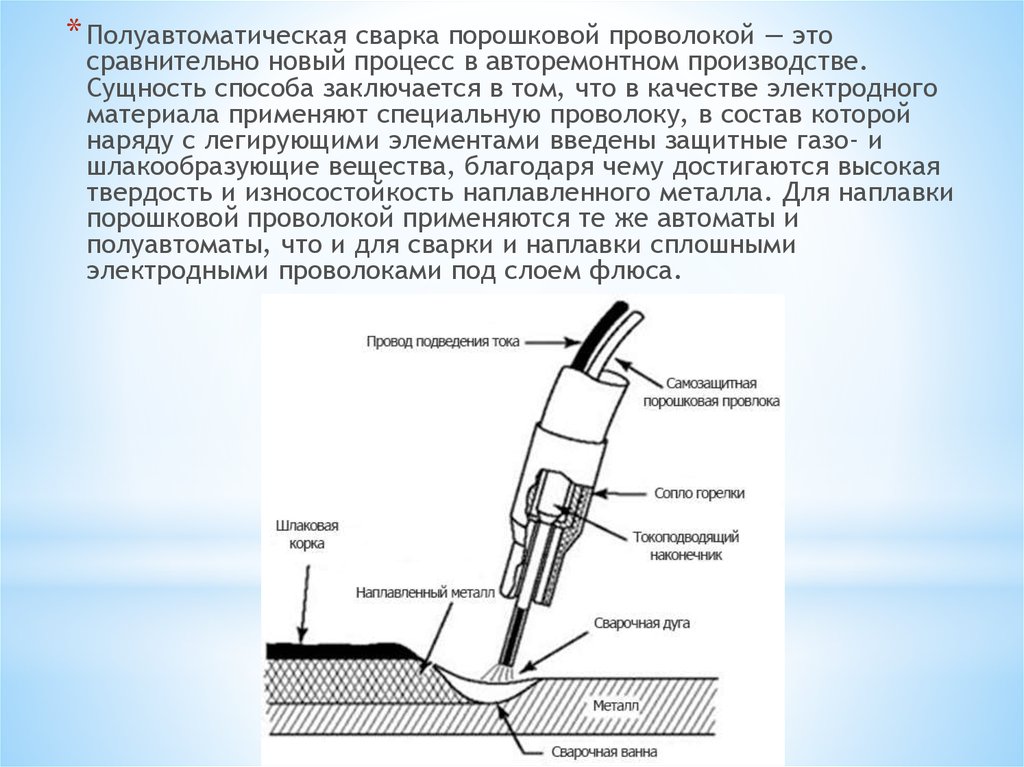
Содержание
Полуавтоматическая сварка. Сварка MIG/MAG полуавтоматом
Полуавтоматическая сварка или MIG-MAG сварка.
Сварка полуавтоматом (полуавтоматическая сварка MIG/MAG) — это второй по полурности вид сварки (первый — ручная дуговая сварка MMA), при котором сварка осуществляется с помощью сварочной проволоки, которая автоматически подается в зону сварки, а сам процесс сварки проиходит в среде защитных газов.
Популярности сварки полуавтоматами обусловлена высокой производительностью полуавтоматической сварки и высоким качеством получаемого в процессе сварки полуавтоматом сварного шва.
Что означает аббревеатура MIG/MAG?
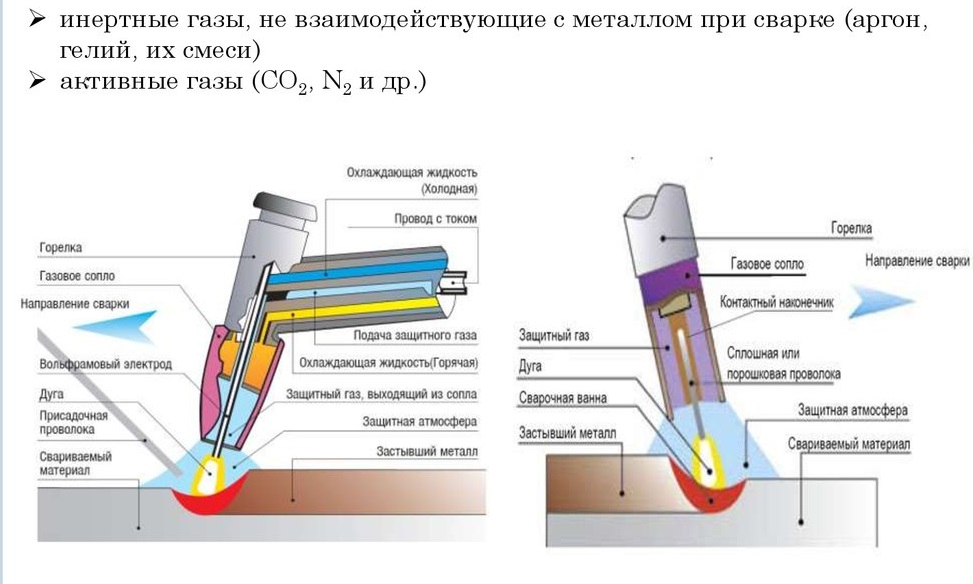
MIG – это сварка, в которой используется инертный газ, например, гелий или аргон, или их смеси.
MAG – это сварка, в которой используется активный газ, например, азота или углекислый газ, или их смеси.
Сегодня методы полуавтоматической сварки применяются во всех областях промышленности, в строительстве и производстве. Современное автомобилестроение, судостроение, производство металлоконструкций не возможно представить без сварочных полуавтоматов и полуавтоматической сварки.
Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока автоматически подается в зону сварки, она поступает по кабель каналам через сварочную горелку, которой управляет сварщик. Сварочная проволока выступает в роли токопроводящего электрода и присадочного материала. Процесс сварки осуществляется в среде защитных газов, для защиты сварочной зоны от негативного воздействия внешних факторов и как следствие, сварка качественного сварного шва, изготовление качественного изделия.
В полуавтоматической сварке используют разные источники питания сварочного аппарата, которые работают на постоянном токе: выпрямители и инверторы. Выбор между источникими питания полуавтомата зависит от конкретных условий сварки.
Если сварочный полуавтомат будет использоваться в бытовых условиях, например, дома или в гараже;в небольшом производстве, то лучше выбрать полуавтомат ESAB Caddy® Mig C160i/C200i. Данная модель компактного полуавтомата отличается высокой производительность, надежностью и качеством. Аппарат идеален для кузовного ремонта, для автосервиса.
Аппарат идеален для кузовного ремонта, для автосервиса.
Если нужен сварочный полуавтомат для постоянной работы, например, для сварки металлоконструкций, металлических изделий, то стоит присмотреться, к серии сварочных полуавтоматов SYNERGIC.PRO2® 170-2-310-4 от немецкой компании REHM. Оборудование REHM — это высококачественный и высокотехнологичный продукт, отличающийся от аналогов, низким энергопотреблением.
Если полуавтомат будет работать в условиях крупного производства или в областях промышленности, где нужны мощные сварочные аппарата, высокой производительности, то стоит опробовать в работе профессиональные сварочные полуавтоматы серий Origo™ Mig от ESAB, SYNERGIC.PRO2® или MEGA.ARC2® от REHM, мощностью до 600A.
Сварочные полуавтоматы в каталоге оборудования для полуавтоматической сварки магазина «ВСЁ ДЛЯ СВАРКИ» компании Сваркомплект.
О сварке
Полуавтоматическая сварка MIG/MAG
Полуавтомат сварочный — принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Существует несколько видов сварочных аппаратов.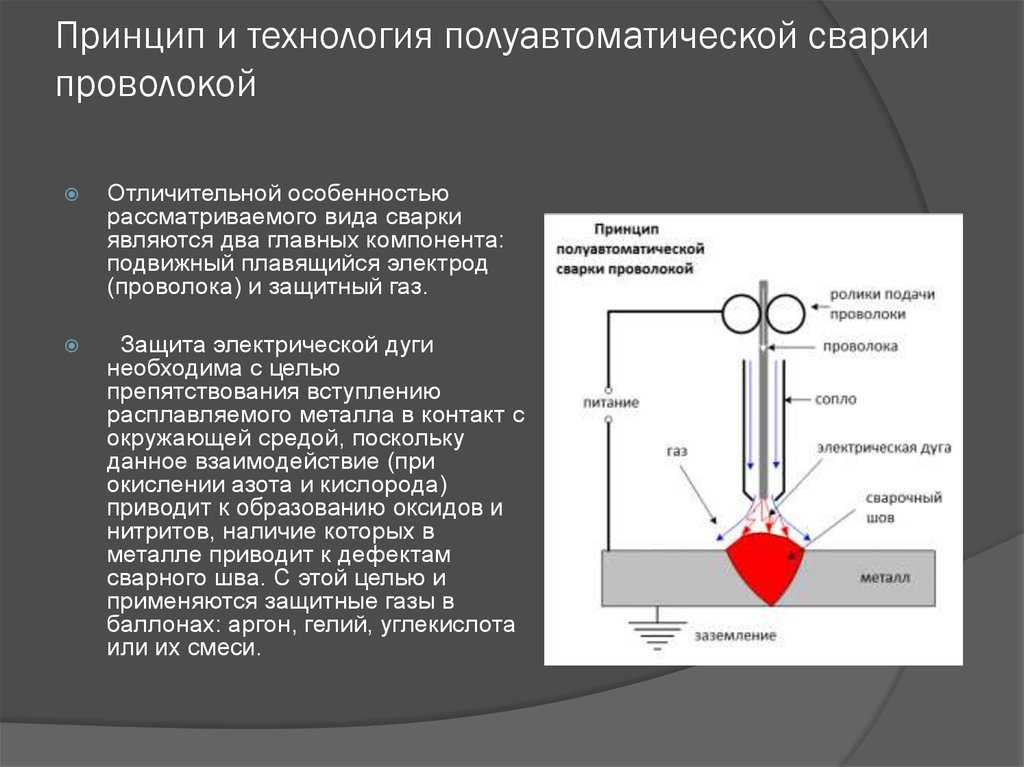 Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.
Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение.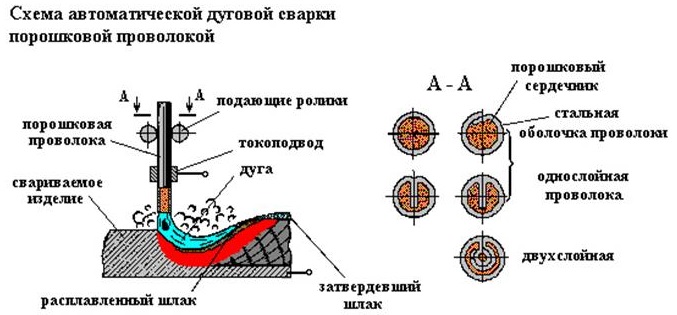 А также должна быть определенная скорость процесса и расход инертного газа.
А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.
Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.
Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.


Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Что такое ручная, полуавтоматическая, механизированная и автоматическая сварка? 1) и стандарты (например, ISO 9817, ISO 15614-1). Эта классификация в основном основана на ручных усилиях, прилагаемых сварщиком или оператором в процессе сварки.
Классификация основана на различных параметрах, таких как движение сварочной горелки, подача электрода или присадочной проволоки и обращение с заготовкой. В соответствии с этой классификацией выделяют четыре основных типа сварочных процессов:
- Ручная сварка
- Полуавтоматическая сварка
- Полностью механизированная или машинная сварка
- Автоматическая сварка
Изображение предоставлено SLV Duisburg
Ручная сварка
Ручная сварка в соответствии с и родственные процессы — Словарь — Часть 100: Процессы сварки металлов» или DIN EN 14610:2005.
В режиме ручной сварки вся операция сварки контролируется рукой во время сварки. Подача и направление электрода, перемещение горелки и обращение с заготовкой.
SMAW или сварка электродом представляет собой пример операции ручной сварки, как показано на рисунке ниже. Также доступны полуавтоматические варианты SMAW, такие как сварка SMAW с натяжением пружины, хотя их применение очень ограничено.
Ручная сварка (сварка SMAW)
Полуавтоматическая сварка
При полуавтоматической сварке сварочная горелка или горелка управляются сварщиком вручную, но подача электрода осуществляется автоматически, а заготовка обрабатывается вручную. Например, при сварке MIG-MAG или FCAW.
Сварщик перемещает горелку только во время сварки, а сварочная проволока подается автоматически из механизма подачи проволоки, подключенного к сварочному аппарату.
Таким образом, сварщик несет ответственность только за перемещение горелки и обращение с заготовкой. Пример полуавтоматического процесса показан на рисунке ниже.
Полностью механизированная или машинная сварка
При механизированной сварке параметры сварочного тока, сварочного напряжения и скорости сварки устанавливаются на фиксированные значения с помощью элементов управления (движение горелки, перемещение заготовки и подача проволоки) на сварочном аппарате без ручное перемещение сварщиком.
Аналогичным образом, машинная сварка определяется как тип сварки, при котором операторы сварки управляют сваркой с помощью элементов управления (регулируя движение горелки, перемещение заготовки и подачу проволоки с помощью кнопок) на сварочном аппарате. Следовательно, сварщик или оператор не занимается ручным управлением сварочной горелкой и подачей проволоки.
Примером машинной или полностью механизированной сварки является дуговая сварка под флюсом, при которой сварщик управляет движением сварочной горелки и подачей проволоки с помощью кнопок аппарата.
В механизированных сварочных аппаратах контролируются следующие параметры сварки:
- Инициирование и управление сварочной дугой,
- Подача сварочной электродной проволоки в дугу и
- Скорость перемещения и вращение заготовки.

Контроль скорости сварки, направления сварки и равномерной подачи очень важен для хорошего качества. Любая неправильная траектория перемещения, ненужные колебания горелки и неравномерная скорость перемещения могут привести к ухудшению качества сварки и повлиять на внешний вид и качество сварочного валика.
GMAW, а также FCAW могут быть полностью механизированы при условии установки машины специального назначения, называемой SPM, где движение горелки синхронизировано со сварочным аппаратом и управляется электронными кнопками.
Они очень полезны при массовом производстве, когда горелка закрепляется на токарном станке и свариваются кольцевые швы. Другие сварочные системы используются при сварке трубопроводов с использованием специальных сварочных аппаратов с использованием процессов GMAW и FCAW.
Роботизированная сварка
Роботизированная сварка — это тип сварки, при котором движение горелки, подача проволоки, а также манипулирование заготовкой автоматизированы.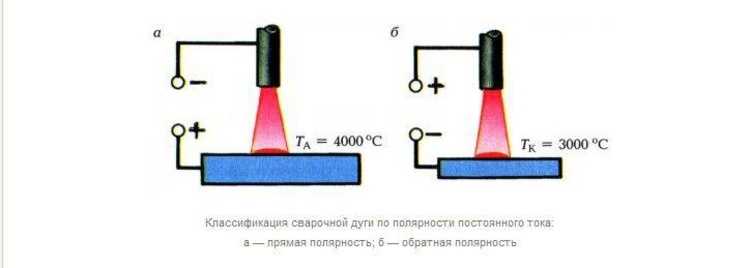 Оператор сварки использует органы управления аппарата для управления всеми параметрами сварки. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.
Оператор сварки использует органы управления аппарата для управления всеми параметрами сварки. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.
Манипуляции со свариваемыми деталями также автоматизированы и не требуют ручного управления. Сводка основных параметров, определяющих степень автоматизации сварки, представлена на рисунке ниже.
Что такое GMAW (сварка MIG) и как это работает?
Дуговая сварка металлическим газом («GMAW») — это процесс дуговой сварки, в котором используется расходуемый проволочный электрод и защитный газ, который подается на соединение сварочной горелкой. Электрическая дуга между проволокой и основным металлом генерирует тепло, которое плавит оба металла, в то время как защитный газ защищает расплавленную сварочную ванну от вредных атмосферных газов.
Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока.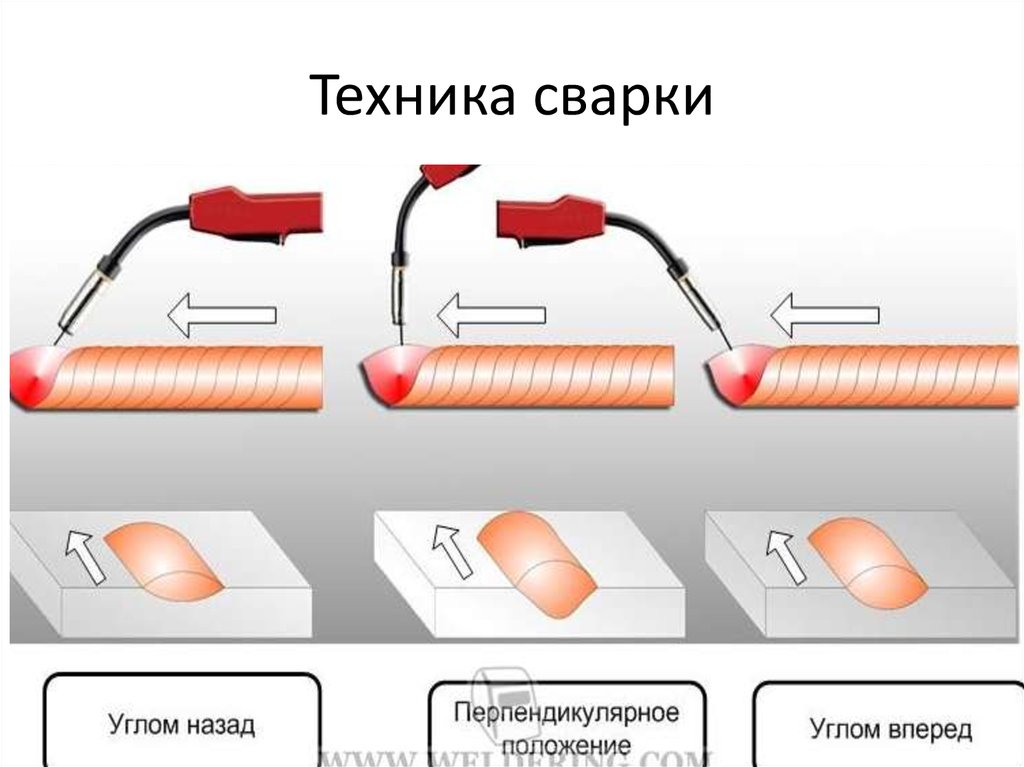
В этой статье объясняются основы процесса сварки MIG, когда его применять, необходимое оборудование, возможности карьерного роста в GMAW, а также плюсы и минусы сварки MIG.
Как работает сварка MIG?
Сварочный аппарат MIG автоматически подает электрически заряженную сплошную проволоку в сварной шов с заданной скоростью, а подаваемый газ защищает расплавленную ванну. Источник питания внутри сварочного аппарата питает проволоку, создавая и возбуждая дугу.
GMAW всегда использует электрод постоянного тока с положительной полярностью («DCEP»). Это означает, что зажим заземления подключен к отрицательной клемме, а горелка MIG подключена к положительной клемме.
Присоединение зажима заземления к свариваемому изделию и нажатие курка горелки MIG для подачи проволоки в соединение создает дугу. Дуга возникает, когда провод соприкасается с заземленным металлом, который замыкает и замыкает электрическую цепь.
Дуга быстро выделяет тепло, и проволока на конце плавится, как и небольшая часть основного металла. Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Замыкание цепи и плавление наконечника происходит много раз в секунду, что является причиной появления брызг, искр и известного уникального шипящего звука MIG.
Обратите внимание, что ваша проволока действует как электрод и присадочный металлический материал в процессе MIG. Требуется создать дугу и наплавить металл в стык. Поэтому сварка MIG без присадочного материала невозможна.
Наиболее часто используется метод передачи короткого замыкания. Но есть четыре основных метода переноса металла с помощью GMAW:
- Короткое замыкание
- Шаровидное
- Распыление
- Импульсное распыление
Режим переноса металла зависит от скорости подачи проволоки и настройки напряжения.
Подробнее о режимах передачи читайте здесь.
Оборудование для MIG
Минимальное оборудование, необходимое для типичной установки GMAW, включает сварочный аппарат MIG, источник питания, баллон с защитным газом, расходуемую проволоку для MIG, сварочную горелку и зажим заземления.
Также рекомендуется иметь основное защитное оборудование, такое как сварочный шлем для защиты глаз и сварочные перчатки для защиты рук от горячих брызг сварки.
Изображение, показывающее установку оборудования для сварки MIG
Защитный газ
Хотя защитный газ защищает сварочную ванну от атмосферных загрязнений, необходимо понимать, как различные защитные газы влияют на получаемый сварной шов.
Существует две классификации защитных газов:
- Активные газы , такие как двуокись углерода («CO 2 ») и кислород («O 2 »)
- Инертные газы («аргон» , подобные ) и гелий («Не»)
Технически сварка MIG требует использования только инертного газа. Вот почему процесс называется сваркой «металл в инертном газе ».
Если смесь защитного газа содержит активные газы, процесс сварки называется сваркой «металл активный газ », или сокращенно MAG.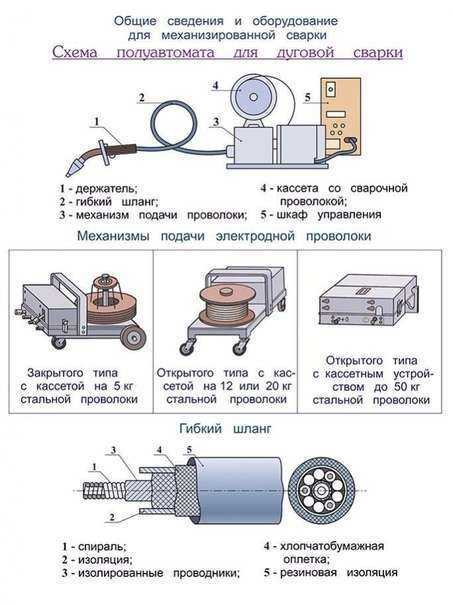 Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Активные газы влияют на сварочную ванну, количество брызг и глубину проплавления. Инертные газы не взаимодействуют со свариваемым металлом. Однако инертные газы также в определенной степени изменяют характеристики сварки. Например, гелий инертен, но улучшает тепловложение и проникновение.
Для сварки углеродистой стали MIG обычно требуется смесь 75 % аргона и 25 % CO 2 . Также можно сваривать МИГ мягкую сталь со 100% CO2 для достижения лучшего провара. Но для сварки алюминия требуется 100% аргон или смесь Ar/He.
Подробнее о защитных газах для сварки MIG можно узнать здесь.
Где используется сварка MIG?
Сварка MIG используется в различных отраслях промышленности, от автомобилестроения до строительства и общего производства. Его легко освоить, и он обеспечивает самую высокую производительность среди всех методов ручной дуговой сварки. Поэтому профессионалы и любители часто используют сварку МИГ.
Поэтому профессионалы и любители часто используют сварку МИГ.
Благодаря простоте автоматизации и высокой степени гибкости сварка MIG является наиболее распространенным методом соединения металлов в промышленности. Большинство заводов-изготовителей выполняют более 50% сварных соединений с использованием процесса MIG.
Наиболее распространенные виды сварки MIG включают:
- Автомобили и другие транспортные средства обычно изготавливаются с использованием автоматизированной («роботизированной») сварки MIG, но ремонт кузова обычно выполняется вручную, и в большинстве автомобильных мастерских используется процесс сварки MIG. .
- Производственные предприятия используют сварку MIG для соединения листового металла и различных металлических профилей.
- Строительная отрасль зависит от сварки малых и больших несущих элементов, таких как стальные балки и колонны. Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства.
- Сварщики труб часто используют процесс сварки MIG в нефтегазовой промышленности и в инфраструктурных проектах для соединения труб.
- Общий ремонт быстрее и эффективнее с GMAW. Но сварка TIG лучше подходит для ремонтных работ, если вам нужно самое высокое качество сварки.

Подробнее : Для чего используется сварка MIG?
Для любителей активного отдыха и отдельных профессионалов важнее всего то, насколько портативным и доступным стало оборудование для ручной сварки MIG. Сварочные аппараты MIG просты в настройке и часто работают с входным напряжением 110 В, что делает этот процесс сварки доступным для всех и практически в любом месте. Простота использования и гибкость делают GMAW обычным выбором для большинства сварочных работ. 9
Плюсы и минусы сварки МИГ
Недостатки сварки MIG:
- Дает больше брызг, искр и дыма, чем при сварке ВИГ
- Сварку МИГ нельзя использовать на открытом воздухе в ветреную погоду, так как защитный газ сдувается
- Внешний вид сварного шва не такой приятный по сравнению со сваркой ВИГ
- Требуются многочисленные расходные материалы это означает, что сменные наконечники и газовые сопла требуют частой замены, что делает процесс несколько дорогим.
- Сварка алюминия MIG часто требует дополнительного дорогостоящего оборудования, такого как шпульные пистолеты или двухтактные системы (Примечание: сварщик MIG должен иметь соединение для этих специализированных горелок)
- Меньше функций для контроля дуги по сравнению со сваркой ВИГ
- Пистолет для сварки алюминия ограничивает использование катушек малого диаметра, увеличивая затраты на проволоку, поскольку дешевле покупать большие катушки и требует более частой перезагрузки
- Горелка МИГ часто усложняет работу использование в труднодоступных углах
Читайте также : Сварка МИГ и сварка ТИГ
Какое оборудование мне нужно для сварки МИГ?
Для сварки MIG вам потребуется следующее оборудование:
- Сварочный аппарат MIG – источник постоянного напряжения со встроенным механизмом подачи проволоки. Если в сварочном аппарате нет устройства подачи проволоки, вам понадобится специальный аппарат для этой задачи. Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
- Горелка MIG – обычно поставляется со сварочным аппаратом. Но примите во внимание рейтинг рабочего цикла горелки MIG. Например, горелка MIG для любителей, рассчитанная на рабочий цикл 40 % при токе 150 А, будет перегреваться при сварке стали толщиной 1/2 дюйма с выходным током 250 А.
- Баллон с защитным газом – вы можете купить или арендовать газовый баллон, но мы рекомендуем купить его. Прочтите наше руководство по размерам баллонов с защитным газом здесь.
- Регулятор защитного газа – двойной манометр, циферблатные регуляторы являются «стандартными», но регуляторы расходомера обеспечивают лучшую читаемость и надежность. Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
- Сварочная проволока MIG – вам нужна сплошная проволока MIG для дуговой сварки в среде защитных газов. Во многих установках MIG также можно использовать порошковую проволоку для FCAW — другого процесса, не требующего защитного газа.
- Маска сварщика – мы предлагаем маску сварщика с автоматическим затемнением, потому что она делает работу проще и приятнее, чем пассивный капюшон.
- Сварочные перчатки – приобретите пару прочных и долговечных кожаных перчаток. Брызги при сварке MIG могут поранить вас, поэтому наденьте прочные перчатки.
- Сварочные сапоги – никогда не используйте для сварки обычные кроссовки, так как расплавленный шлак может расплавить синтетические материалы и прожечь ткань, вызывая сильные ожоги. Вместо этого приобретите пару ботинок, сертифицированных для сварки. Сапоги с плюсневыми предохранителями предпочтительнее, потому что они обеспечивают дополнительную защиту от расплавленного мусора.
 Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.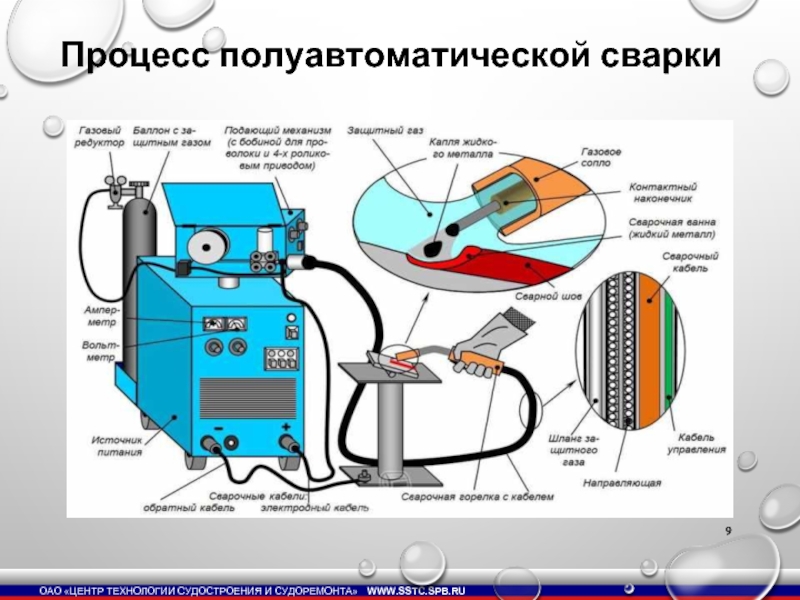 Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Карьера в сварке MIG
Сертифицированные сварщики MIG могут найти работу практически в любой отрасли, поскольку метод сварки широко распространен. Кроме того, сварке MIG легко научиться, и для прохождения сертификационных испытаний по сварке требуется всего несколько недель обучения. Таким образом, это отличная карьера для людей, которые любят практическую работу.
Почти каждому производственному предприятию требуются сертифицированные сварщики MIG. Если гибка, формовка, резка и сварка MIG сырьевых материалов кажутся интересными, вам может подойти работа сварщика-изготовителя. Средняя национальная заработная плата в США составляет 44 000 долларов, а самые преданные сварщики зарабатывают более 75 000 долларов в год.
Строители-металлурги также должны уметь сваривать. Хотя эта работа часто связана со сваркой электродом, сварка MIG предпочтительнее, когда место сварки защищено от сквозняков.
Создание собственного сварочного цеха — отличный способ построить карьеру на основе сварки MIG. Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Какой бы отраслью вы ни интересовались, высока вероятность того, что в ней есть большой спрос на сертифицированных сварщиков MIG. Мы предлагаем научиться сварке в признанной школе сварки, такой как школа сварки Талсы или школа сварки Lincoln Electric. В этих учебных заведениях вас хорошо научат и помогут найти прекрасную работу после окончания учебы.
Обертывание
Сварка MIG — широко распространенный метод соединения металлов. Это наименее сложный для освоения процесс дуговой сварки, который обеспечивает высокую скорость сварки. В результате процесс сварки MIG предлагает наиболее эффективный и продуктивный выбор для многих применений.
Поскольку электродная проволока подается автоматически, сварочное оборудование MIG легко настроить и использовать.