Как сделать своими руками сварочный полуавтомат из инвертора? Полуавтоматическая сварка своими руками из инвертора
изготовление из инвертора и трансформатора
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
 Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.

Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
 Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки
 Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.

Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
svaring.com
Сварочный полуавтомат из инвертора своими руками: схема (фото и видео)
27 октября 2015
Просмотров: 5082
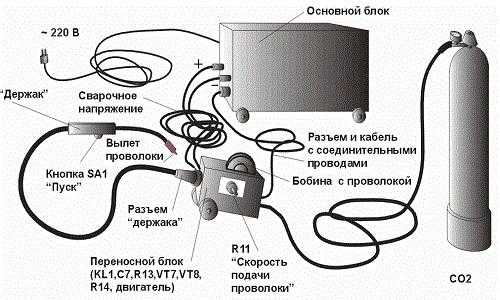
Полуавтомат из инвертора своими руками можно изготовить без особых трудностей при наличии соответствующих технических знаний. Чтобы изготовить полуавтомат своими руками, потребуется подготовить определенный перечень механизмов, устройств, инструментов и материалов, которые входят в состав агрегата.

Полуавтомат из инвертора включает в себя инвертор и сварочную горелку.
Подготовка к изготовлению и особенности конструкции
Домашними умельцами разработаны различные схемы конструирования полуавтоматов из инвертора.
Наиболее распространенная схема устройства предполагает необходимый перечень инструментов и материалов:
- сварочный инвертор, который имеет возможность выдавать рабочий ток силой около 150 А;
- подающий механизм, обеспечивающий подачу электродной проволоки в зону сваривания;
- горелка;
- гибкий шланг;
- рабочая бобина с электродной проволокой, имеющая изменения в устройстве;
- блок управления устройством.
Инвертор должен быть мощностью около 150 А.
Особое внимание следует уделить подающему механизму. При помощи использования этого элемента конструкции происходит подача электродной проволоки к горелке по гибкому шлангу. Идеальная скорость подачи проволоки соответствует скорости ее плавления. Показатель скорости подачи проволоки, которую обеспечивает подающий механизм, оказывает существенное влияние на процесс проведения работ и качество выполнения сварочного шва при помощи сварочного полуавтомата.
При конструировании полуавтомата следует предусмотреть возможность изменения скорости подачи электродной проволоки в зону сваривания. Возможность изменять скорость подачи электродного материала позволяет работать с расходниками различного диаметра и из разных материалов. Чаще всего при работе сварочных полуавтоматов применяется проволока с размерами 0,8 мм, 1 мм, 1,2 мм и 1,6 мм. Проволоку наматывают на специальные катушки, устанавливаемые в сварочном устройстве.
Если подача проволоки проводится полностью в автоматическом режиме, то это значительно уменьшает время, требуемое для проведения работ по свариванию заготовок.
Блок управления полуавтоматом оснащается каналом регулировки и стабилизирования рабочей силы тока. Параметры рабочего тока контролируются микроконтроллером в широтно-импульсном режиме. От широтно-импульсного параметра тока во многом зависит напряжение на конденсаторе. Напряжение на последнем непосредственно оказывает влияние на силу рабочего сварного тока.
Выбор трансформатора для инвертора и сборка агрегата
Перед самостоятельным конструированием полуавтомата требуется определиться с типом и мощностью сварочного трансформатора, который планируется установить в полуавтомате. Следует помнить, что при использовании для процесса сваривания проволоки минимального размера 0,8 мм рабочий сварочный ток должен быть 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. При выборе трансформатора следует обратить внимание на то, что трансформатор на тороидальном сердечнике имеет меньший вес по сравнению с другими типами устройств.
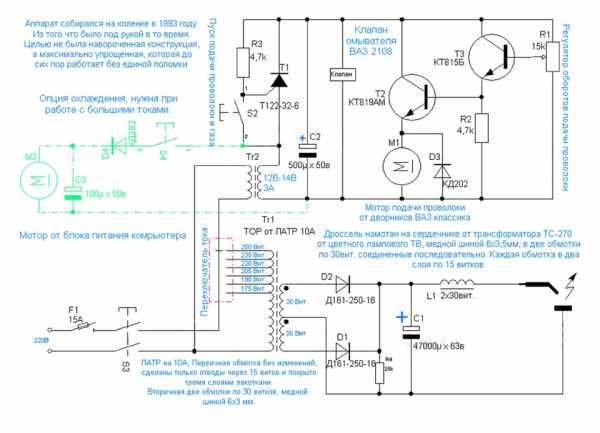
Схема обмотки трансформатора.
При изготовлении трансформатора нужно учитывать несколько тонкостей. Трансформатор требуется обмотать медной полосой с размерами (40 мм — ширина и 30 мм — толщина). Перед использованием медной полосы ее сначала обматывают термобумагой. Использовать для намотки обычный медный провод нельзя, так как происходит его сильный нагрев.
Вторичную обмотку трансформатора делают из трех слоев жести. Слои жести изолируются между собой при помощи фторопластовой ленты. На выходе концы спаиваются между собой для повышения проводимости. В корпусе, где устанавливается трансформатор, монтируется вентилятор для осуществления обдува с целью повышения охлаждения компонентов системы в процессе работы устройства.
Регулировку тока в приспособлении можно осуществлять двумя способами: по первичной и вторичной обмоткам. Осуществление регулировки первым способом требует использования тиристорной схемы регулировки. Этот способ регулирования имеет определенные недостатки, которые устраняются при помощи включения в цепь реле и некоторых коммутирующих элементов.
При применении регулировки тока по вторичной обмотке возникает высокая пульсация, для снижения которой применяют тиристорную схему. Применение коммутирующих схем приводит к повышению веса конструкции и стоимости установки. По этой причине использование регулировки тока по первичной обмотке считается более приемлемым.
Для сглаживания пульсаций в цепи вторичной обмотки встраиваются сглаживающий дроссель и конденсатор, имеющий емкость около 50000 МкФ. Такая конфигурация устройства позволяет сглаживать пульсации напряжения при выборе любой схемы регулирования тока.
В качестве редуктора для подачи проволоки можно использовать редуктор от стеклоочистителя ВАЗ.
Настройка инвертора-полуавтомата
Устройство сварочного инвертора-полуавтомата.
При сборке инвертора-полуавтомата своими руками требуется для силовых ключей, входного и выходного выпрямителей обеспечить хорошее охлаждение при помощи использования радиаторов. В корпусе также требуется монтировать термодатчик. После проведения монтажа силовой части приспособления проводится подключение ее к блоку управления устройством.
Готовое устройство можно включать в сеть. После того как загорелся индикатор, к устройству подключают осциллограф и проверяют правильность работы. Двуполярные импульсы должны иметь частоту 40-50 Гц, а время между ними корректируется за счет изменения напряжения на входе. Нормальный промежуток времени между импульсами должен составлять 1,5 мкс.
Импульсы, которые регистрирует осциллограф, должны иметь прямоугольные фронты длительностью не более 500 нс.
После проверки инвертора он подключается к бытовой электрической сети. При подключении аппарата индикатор должен показывать 120 А. В случае если этот показатель не достигнут, требуется проверить правильность сборки устройства.
По окончании тестирования аппарата на холостом ходу проводится тестирование устройства под нагрузкой. Для этой цели требуется в цепь сварочных проводов включить нагрузку в виде реостата 0,5 Ом, который способен выдерживать ток больше 60 А. При этой нагрузке контролируется ток при помощи вольтметра.
http:
После сборки агрегата проверяется его работоспособность. Для этого следует нажать на кнопку запуска. Сразу после этого начинает поступать углекислый газ, через несколько секунд включается ток, начинается подача электродной проволоки. При выключении устройства сначала прекращается подача рабочего тока и электродной проволоки и только спустя несколько секунд перекрывается электроклапан, обеспечивающий подачу углекислого газа в зону проведения сварочных работ. В качества клапана для обеспечения подачи углекислого газа можно использовать клапан подачи воды на заднее стекло автомобиля ВАЗ.
Правила использования сварочного инвертора и применение агрегата
После запуска инвертора при помощи контроллера выставляется требуемый для работы ток. В случае правильной настройки на выходе устройства величина электрического тока составляет 120 А. При помощи блока управления при необходимости силу тока можно изменять в интервале от 20 до 160 А. При использовании агрегата следует контролировать температуру его нагрева. Температура нагрева не должна превышать 75º С. Для ее контроля в устройстве следует установить термодатчик. При увеличении температуры выше установленного максимума устройство следует отключить и дать ему время на остывание. Для улучшения охлаждения в агрегате предусмотрена установка нескольких вентиляторов.
http:
Полуавтомат сварочный, изготовленный на основе инвертора, применяют для проведения процедуры точного сваривания изделий из различных типов стали. Помимо этого устройство используется для сваривания тонких металлических заготовок. Использование полуавтомата распространено при проведении автомобильных ремонтных работ кузова.
После изготовления полуавтоматической сварки из инвертора для дома этот агрегат становится незаменимым устройством, используемым в домашнем хозяйстве для выполнения большого количества различных сварочных работ.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru
преимущества техники, схема изготовления полуавтоматического инвертора
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Содержание материала
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
 Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
Также рекомендуем прочитать:
 Простота и надежность техники.
Простота и надежность техники.- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
 Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
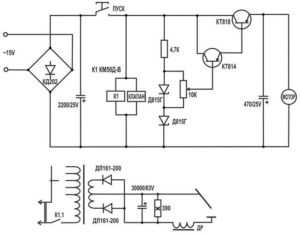
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.

Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
 Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
 В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
pochini.guru
схемы и чертежи самодельного устройства из трансформатора и инвертора, инструкция и видео
Полуавтоматом называется сварочное оборудование, предназначенное для сварки металлических изделий. Стоимость таких приборов довольно высокая, поэтому у многих потребителей возникает необходимость соорудить сварочный полуавтомат своими руками.
Содержание
[ Раскрыть]
[ Скрыть]

Принцип работы сварочного полуавтомата
Принцип действия инверторного устройства состоит из:
- процедуры перемещения и регулирования горелки;
- контроля и мониторинга за проведением сварочного процесса.
Когда оборудование подключается к сети, переменный ток преобразуется в постоянный.
Чтобы это происходило правильно, агрегат должен быть оборудован:
- электронный блоком;
- выпрямительными устройствами;
- высокочастотным трансформатором.
Процедура качественной сварки металлических изделий возможна при наличии основных параметров.
В идентичном равновесии должны находиться:
- величина напряжения;
- параметр силы тока;
- величина скорости подачи проволоки.
Чтобы обеспечить работу этих характеристик, потребуется источник питания с вольтмерными параметрами, а сама длина дуги определяется величиной напряжения. Что касается скорости подачи проволоки, то она зависит от величины сварочного тока.
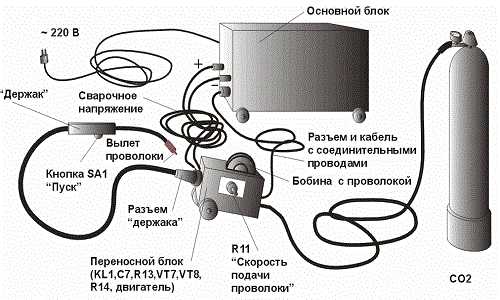
Общая схема подключения сварочного полуавтомата
Что понадобится для переделки инвертора?
Чтобы переделать инвертор и получить самодельный сварочный полуавтоматический аппарат в домашних условиях, надо использовать следующие устройства:
- Агрегат с основной опцией, которая отвечает за процедуру управления сварочным током. Устройство должно формировать не менее 150 ампер тока.
- Устройство сетевого питания.
- Агрегат, предназначенный для подачи сварочной проволоки.
- Основной компонент оборудования — горелка.
- Патрубок, по которому поступает сварочная проволока.
- Специальный патрубок для поступления защитного газа в зону, где проводится сварка.
- Механизм с катушкой с проволокой. При изготовлении конструкции катушку придется немного переделать.
- Управляющий модуль, который мониторит и следит за функционированием самоделки.
Подготовка трансформатора
Чтобы самостоятельно собрать ручной полуавтомат, надо правильно подготовить трансформаторное устройство. Посредством этого агрегата выполняется подача проволоки. В результате того, что трансформаторный узел выходит из строя чаще других устройств, при подготовке плана правильно делаются расчеты. Если сила тока превышена, это может привести к воспламенению электродов, в итоге изделие будет повреждено. Но если величина тока слишком слабая, то готовый аппарат будет неполноценным, поскольку шов получится ненадежным.
Василий Макунин подробно рассказал о подготовке трансформаторного узла и других этапах сборки сварочного полуавтомата.
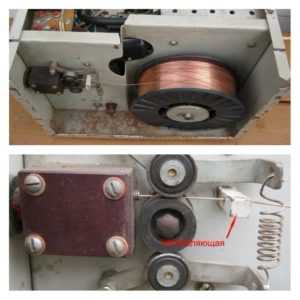
Механизм подачи проволоки
Чтобы сделать полуавтоматический аппарат, надо продумать модернизацию механизма подачи проволоки. Сам по себе инвертор является надежным агрегатом, но при некорректной эксплуатации он может сломаться. Причина неисправности обычно заключается в выходе из строя регуляторного механизма. Сама схема функционального девайса включает прижимной ролик, который оборудован регуляторным устройством прижима проволоки. В аппарате имеется ролик подачи проводника, в нем расположены два технологических углубления, из них выходит проволока.
При эксплуатации оборудования допускается применение проводника, диаметр которого составляет не более 1 мм.
После регуляторного механизма располагается соленоид, он предназначен для контроля процедура подачи газа. Сам по себе регулятор имеет большие размеры, он крепится на агрегате посредством небольших винтов. Поэтому место фиксации нельзя назвать надежным. В ходе эксплуатации оборудование может подкашиваться, что станет причиной неисправности.
Можно приобрести подающий узел с горелкой в магазине или соорудить самостоятельно.
Если собирать устройство своими руками, понадобится:
- электрический мотор от стеклоочистителей авто;
- два подшипниковых элемента;
- две пластины;
- ролик с диаметром не более 2,5 см.
Принцип сборки механизма:
- Монтаж ролика выполняется на вал электрического мотора от дворников.
- На пластинах выполняется фиксация подшипниковых устройств, эти элементы надо прижать к ролику. Процедура сжатия выполняется посредством пружины.
- Проводник, который проходит по направляющим между подшипниковыми элементами, протягивается.
- Составляющие компоненты устройства регулировки монтируются на пластине, ее толщина — не меньше 0,8-1 см. Для сборки потребуется текстолитовая пластина. Подача проволки должна выполняться в месте установки разъема, соединяющегося с рукавом. Здесь производится монтаж катушки соответствующего диаметра, а также маркой проволоки.
- Сам разъем подсоединяется к рукаву, который монтируется на лицевой части корпуса устройства. К пластине выполняется подключение катушки с намотанным проводником. Для качественной фиксации катушки на подающем механизме под нее надо изготовить вал. Его фиксация выполняется перпендикулярно с текстолитовой пластиной. На краю вала делается резьба, это позволит обеспечить качественную фиксацию катушки.
Схема механизма подачи для полуавтомата
Пример чертежа протяжки представлен ниже.
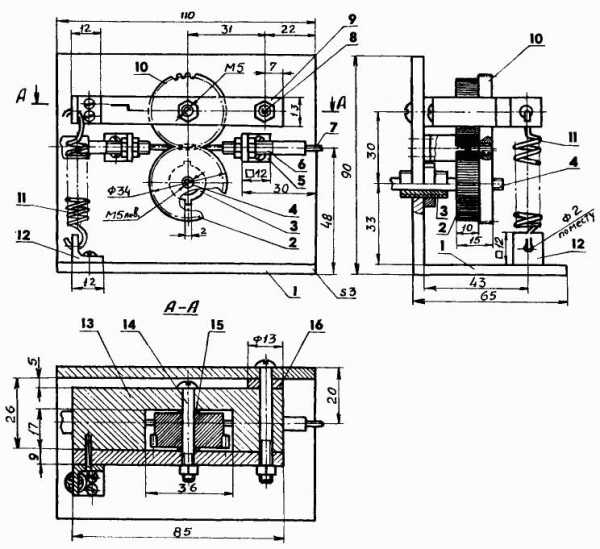
Схема механизма подачи для полуавтомата
Источник питания
При изготовлении полуавтомата надо продумать схему подачи питания.
В качестве основного устройства может использоваться:
- выпрямительный узел;
- инвертор;
- трансформаторный агрегат.
Этот узел влияет на объем, а также стоимость изготовляемого оборудования. Рекомендуется использовать инверторные механизмы, этот вариант является профессиональным и наиболее качественным.
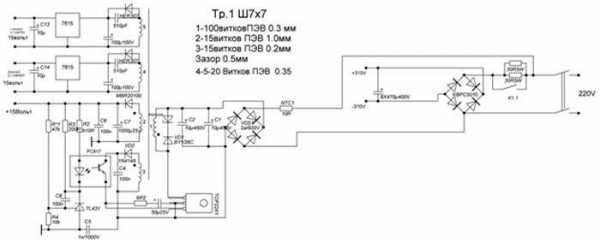
Схема источника питания
Горелка
Горелка применяется для поступления к определенному участку сваривания:
- проволоки;
- напряжения;
- газа.
Предназначение узла заключается в замыкании электроцепи, благодаря этому выполняется подача проводника к защитному газу. Комплектация устройства должна включать в себя рукава, которые будут применяться для подачи проводника и газа.
Для удобства и лучшего эффекта специалисты рекомендуют использовать уже готовый пистолет.
Баллон
При самостоятельной сборке оборудования рекомендуется использоваться стандартные баллоны. Если применяется углекислота, то возможна эксплуатация баллона от огнетушителя. Но перед установкой с узла необходимо демонтировать рупор. Чтобы произвести монтаж редуктора, потребуется переходник, поскольку фактическая резьба баллона не соответствует горлу огнетушителя. Чтобы баллон можно было перемещать во время эксплуатации агрегата, применяется тележка.
Плата управления полуатоматическим сварочным аппаратом
Чтобы сделать сварочный полуавтомат своими руками, потребуется плата управления.
Для изготовления платы потребуются:
- Задающее генераторное устройство, которое включает в себя трансформаторный узел гальванической развязки.
- Механизм, который управляет реле.
- Модуль двусторонней связи, потребуется несколько устройств, они предназначены для подачи напряжения и тока.
- Термозащитный модуль.
- Блок Антистик.
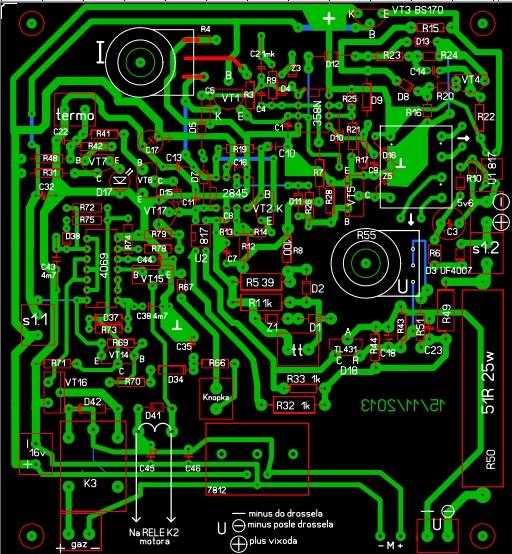
Схема платы управления
Как подобрать корпус для полуавтомата?
Сборка преобразователя включает в себя выбор корпуса для агрегата. В качестве этого компонента можно использовать короб либо ящик, обладающий соответствующими размерами. При сборке специалисты рекомендуют отдать предпочтение пластмассовым либо корпусам, выполненным из тонкого листового материала. Внутрь устройства выполняется установка трансформаторов, подключающихся к первичным и вторичным обмоткам.
Система охлаждения полуавтомата
Чтобы не пришлось менять элементы сварочного оборудования в ходе эксплуатации, необходимо заранее продумать систему охлаждения. При интенсивной работе компоненты агрегата будут перегреваться.
Простейший вариант реализации охладительной системы — монтаж вентиляторов. Эти компоненты фиксируются по бокам корпуса оборудования. Для эффективной работы монтаж вентиляторов производится напротив трансформатора, а фиксация устройств выполняется так, чтобы они работали на вытяжку.
В качестве охлаждения допускается применение вентиляторов из блока домашнего компьютера.
Качественное охлаждение включает в себя удаление теплого воздушного потока и поступление свежего воздуха извне. В корпусе оборудования с помощью дрели выполняется сверление отверстий, их количество может варьироваться от 20 до 50. Что касается диаметра отверстий, то он должен составить не меньше 0,5 см. Слишком большие отверстия тоже делать не рекомендуется, чтобы не допустить попадания грязи внутрь агрегата.
Петр Саюк показал работу самодельного сварочного полуавтомата.
Изготовление дросселя своими руками
Для изготовления дроссельного узла потребуется трансформаторное устройство и эмалированный кабель. Диаметр последнего должен составить больше 1,5 мм. Между слоями проводника выполняется намотка изоляционного слоя. Надо сделать 24 витка провода, потребуется алюминиевая шина, ее размеры должны составить не меньше 2,5*4,5 мм. Оставшиеся концы шины надо оставить по 30 см.
Производится укладка сердечника, потребуются куски текстолита, они должны иметь зазор не менее 1 мм. Допускается намотка дросселя на металле от лампового телевизора. Но на подобный агрегат можно установить не более одной катушки. Узел позволит выполнить стабилизацию сварочного тока. В конечном счете агрегат должен выдавать не менее 24 вольт при токе 6 ампер.
Тележка для сварочного полуавтомата
В качестве тележки можно использовать готовую конструкцию или собрать изделие самостоятельно. Если собирать своими руками, то тележку можно сделать одно-, двух- или трехуровневой. Для выполнения работ по сварке потребуются инструменты, их можно хранить на верхнем «этаже» изделия.
Чтобы перемещение оборудования было удобным, на тележку устанавливаются колеса, их диаметр должен составить не меньше 0,5 см.
Как контролировать работу сварочного полуавтомата?
При функционировании оборудования потребителю надо регулярно контролировать уровень температуры, при которой функционирует инверторное устройство. Процедура мониторинга выполняется посредством одновременного клика по двум клавишам. В результате нажатия уровень температуры наиболее горячего радиаторного устройства будет отображаться на индикаторе. Если температура составит не более 75 градусов, за сварочный аппарат можно не переживать.
При увеличении температуры индикатор воспроизводит звуковые импульсы. Это приведет к автоматическому снижению величины рабочего тока до 20 ампер, также ток снижается при выходе из строя или замыкании контроллера. Индикатор издает сигналы до момента, пока температура не будет стабилизирована. О некорректной работе агрегата могут сообщить ошибки на дисплее.
Фотогалерея
Фото самодельного оборудования представлены в этом разделе.
Видео
Valeriy Doniy наглядно продемонстрировал процедуру сборки полуавтоматического сварочного оборудования из инверторного устройства.
razvodka.com
Полуавтомат сварочный из инвертора своими руками: как его настроить?
Сварочный полуавтомат можно купить готовым, но всегда находятся люди, которые пытаются сделать его своими руками. Сделать это не просто, но тем, кто действительно хочет собрать полуавтомат своими руками, придется заранее подготовить все необходимые комплектующие.
Устройство полуавтомата для сварки.
Для изготовления сварочного полуавтомата из инвертора потребуются инструменты и материалы:
- инвертор, который способен давать ток примерно в 150 А;
- подающий механизм;
- горелка;
- гибкий шланг;
- катушка с проволокой, с некоторыми изменениями в конструкции;
- сварочный инвертор;
- блок управления.
Схема питания сварочного полуавтомата.
Подающий механизм в данном случае заслуживает отдельного внимания: с его помощью происходит подача электродной проволоки по гибкому шлангу к точке сварки. В идеале скорость подачи проволоки должна соответствовать скорости расплавления расходного материала. Скорость подачи электродной проволоки очень важна для процесса сварки: от этого зависит качество сварного шва. Необходимо предусмотреть возможность регулирования скоростей для возможности работы с электродной проволокой разного размера из различных материалов. Чаще всего применяется проволока следующих диаметров: 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Ее наматывают на катушки и заряжают сварочный инвертор. Полностью автоматическая подача проволоки к сварочной горелке значительно сокращает время, затрачиваемое на работы.
Блок управления сварочного полуавтомата имеет канал регулирования, стабилизирующий ток. Действие тока контролирует микроконтроллер в широтно-импульсном режиме. От заполнения широтно-импульсного режима напрямую зависит напряжение на конденсаторе. Именно это напряжение влияет на силу сварочного тока.
Тонкости трансформатора
Схема намотки сварочного трансформатора.
Есть небольшие тонкости при подготовке трансформатора. Трансформатор необходимо обмотать медной полосой (ширина — 40 мм, толщина — 30). Предварительно полосу необходимо обмотать термобумагой (подойдет от кассового аппарата). Намотка простого толстого провода в данном случае исключена, так как он будет греться.
Вторичная обмотка должна состоять из трех слоев жести. Изолировать слои друг от друга нужно фторопластовой лентой. На выходе необходимо спаять контактные концы вторичной обмотки. Делается это для того, чтобы повысить проводимость токов. Обязательно необходимо предусмотреть обдув вентилятором в корпусе инвертора.
Вернуться к оглавлению
Как настроить инвертор?
Если решено сделать полуавтомат своими руками, для начала необходимо обесточить силовую часть. Кстати, для входного и входного выпрямителей, а также для силовых ключей (предварительно припаянных к медным подложкам) силовой части нужно предусмотреть хорошие радиаторы. В корпусе наиболее нагревающегося радиатора необходимо расположить термодатчик. Теперь силовая часть подключается к блоку управления и включается в сеть. Когда засветится индикатор, надо включить в провода осциллограф Out1, Out2. Теперь найдите двухполярные импульсы, частота которых должна составлять 40-50 кГц. Время между ними корректируется путем изменения напряжения на входе. Величина времени должна составлять 1,5 мкс.
Схема устройства сварочного инвертора.
Импульсы на осциллографе должны быть прямоугольными с фронтами не более 500 нс. После проверки инвертора подключите его к сети. Индикатор сварочного полуавтомата должен показать 120 А, если эта надпись на индикаторе не загорелась, значит, необходимо искать и устранять причину низкого напряжения в сварочных проводах. Такая ситуация случается в том случае, если напряжение менее 100 В. После этого требуется протестировать сварочный инвертор посредством изменения тока (при постоянном контроле напряжения на конденсаторе). Затем можно проверить температуру.
После того как сварочный инвертор протестирован, необходимо проконтролировать то, как он поведет себя в нагруженном состоянии. Для этого в сварочные провода включается нагрузочный реостат 0,5 Ом, который должен выдерживать ток более 60 А. В таком состоянии контролируется ток при помощи вольтметра.
В случае если имеются расхождения между заданной величиной тока и его контролируемой величиной, придется подбирать сопротивление до тех пор, пока не будет достигнуто соответствие.
Вернуться к оглавлению
Правила использования сварочного инвертора
Основные режимы сварки полуавтоматом.
По умолчанию, когда вы запустите инвертор, контроллером автоматически будет выставлен размер тока. Если все действия, указанные ранее, выполнены правильно, то величина сварочного тока будет равна 120 А. Если вдруг окажется так, что на индикаторе высветятся восьмерки, это будет свидетельствовать о неисправности. Такие неисправности происходят в том случае, когда в сварочных проводах напряжение не повышается более 100 В. Если это произошло, то придется искать и устранять неисправность.
Когда все выполнено правильно, на месте восьмерок должно отображаться число, обозначающее величину заданного тока. С помощью кнопок данную величину можно изменять, в зависимости от того, какая величина сварочного тока потребуется в каждом конкретном случае. Интервал, в котором возможно изменять величину тока, варьируется от 20 А до 160 А.
Работа сварочного полуавтомата.
Существует возможность контролировать во время всего процесса работы температуру инвертора. Для этого необходимо нажать одновременно обе кнопки. После этого можно будет наблюдать за изменением температуры радиатора, данные которой будут выводиться на индикатор. В норме температура радиатора не должна превышать 75° С. Если температура повысилась более чем на 75° С, она незамедлительно отобразится на индикаторе, и инвертор начнет издавать звуковой сигнал прерывистого типа. Если это случится, то заданный ток автоматически снизится до 20 А. Несмотря на то что величина тока будет резко снижена, инвертор будет продолжать работать. Данный звуковой сигнал будет издаваться до тех пор, пока температура индикации не войдет в норму.
Индикатор может выдавать код ошибки Ert: это произойдет в случае поломки или замыкания термодатчика.
В этом случае точно так же заданный ток будет снижен до 20 А.
Вернуться к оглавлению
Применение сварочного полуавтомата
Полуавтомат сварочный из инвертора используют для точной сварки сталей, а также его применяют для сварки тонкого металла, например, кузова автомобиля.
Сварочный инвертор, конечно, можно приобрести и в магазине, но многие предпочитают собрать полуавтомат своими руками.
moiinstrumenty.ru
Самодельный полуавтомат из инвертора сварочный своими руками
Инструмент, который нужен для сваривания изделий, обычно считают сварочным полуавтоматом. Эти агрегаты могут быть разных типов и форм. Но самым главным считается механизм инвертора. Нужно, чтобы он был качественным, функциональным и эффективным для потребителя. Большинство профи специалистов не доверяют китайским изделиям, создавая приборы самостоятельно. Схема сварочного полуавтомата довольна легкая. Главное, учесть для каких задач будет сделано приспособление. Создать такую переделку своими руками несложно, нужно лишь придерживаться некоторых правил. Главное, это разобраться с приставкой и протяжкой.
Есть инверторы для:
- Сварки с помощью порошковой проволоки.
- Сварки на разных газах.
- Сварки под большим слоем флюса.
Иногда для хорошего результата и получения полноценного сварного шва нужно взаимодействие двух приборов.
Также рекомендуем прочитать:
Еще такие устройства подразделяются на:
 С одним корпусом.
С одним корпусом.- С двумя корпусами.
- Толкающие.
- Тянущие.
- Домашние.
- Передвижные, в комплекте с тележкой.
- Переносные.
- Для начинающих специалистов.
- Для полупрофессиональных сварщиков.
- Для профессионалов своего дела.
Содержание материала
Что понадобится для изготовления
Самодельный агрегат, схема которого несложная, включает в себя пару основных элементов:
 Механизм с важной функцией, которая отвечает за управление сварочным током.
Механизм с важной функцией, которая отвечает за управление сварочным током.- Источник специального питания.
- Различные горелки.
- Качественные зажимы.
- Рукава.
- Тележка.
- Схема сварки с помощью полуавтомата в местах защитного газа.
Также специалисту понадобится:
- Элемент, который производит подачу проволоки.
- Качественный шланг, при помощи которого проволока или порошок будет поступать к специальному шву с давлением.
- Бобина с проволокой.
- Специальный прибор для управления.
Принцип работы
Принцип работы инвертора заключается в следующем:
- Регулирование и передвижение горелки.
- Контроль и наблюдение за сварочной работой.
 При подключении полуавтоматического аппарата к электрической сети можно заметить изменение переменного тока в постоянный ток. Для такой манипуляции потребуется электронный модуль, различные выпрямители и трансформатор с огромной частотой. Для правильной сварки нужно, чтобы у будущего прибора такие характеристики, как скорость подачи какой-либо проволоки, сила тока и напряжение были в одном ровном положении.
При подключении полуавтоматического аппарата к электрической сети можно заметить изменение переменного тока в постоянный ток. Для такой манипуляции потребуется электронный модуль, различные выпрямители и трансформатор с огромной частотой. Для правильной сварки нужно, чтобы у будущего прибора такие характеристики, как скорость подачи какой-либо проволоки, сила тока и напряжение были в одном ровном положении.
Для данных характеристик потребуется источник питания дуги, у которого есть вольтамперные показания. Длину дуги определяют заданным напряжением. Скорость подачи проволоки зависит от сварочного тока.
Электрическая схема прибора — чертеж — предусматривает факт, что вид сварки серьезно влияет на прогрессивную эффективность агрегатов в целом. Еще существуют устройство сварочный инвертор и полуавтомат два в одном, но его тяжелее сделать.
Созданный план
Любая схема самодельного протяжного приспособления предусматривает определенную последовательность работы:
 Сначала необходимо обеспечить подготовительную работу и продувку системы. Она будет проводить последующую подачу газа.
Сначала необходимо обеспечить подготовительную работу и продувку системы. Она будет проводить последующую подачу газа.- Потом нужно включить источник питания дуги.
- Выложить проволоку.
- Лишь после выполнения всех манипуляций начнется движение инвертора с выбранной скоростью.
- На последнем этапе стоит создать защиту шва и заварку кратера. Самодельный агрегат должен функционировать по принципу изменения токов большой частоты. В этом варианте преобразование ЭДС исключается. Благодаря такому устройству можно в разы уменьшить прибор в размерах и в весе. Но чтобы переделать и выполнить качественный ремонт агрегата, нужно разбираться в электротехнике. Ну и помните, если вы хотите заняться модернизацией или модернизировать слабый гаражный полуавтомат, меняя и добавляя все силовые токовые узлы, посоветуйтесь перед работой с мастером.
Подготовка трансформатора
Свое внимание нужно уделять подающему механизму. С помощью такого аппарата должна выполняться подача электродной проволоки. Из-за того, что такой механизм очень часто выходит из строя, стоит выполнить правильные расчеты. Важно помнить, что увеличение силы тока чаще всего приводит к возгоранию электрода. Из-за этого происходит серьезное повреждение элемента. Но если ток довольно слабый, то создать полноценный аппарат не выйдет. Выполненный сварной шов будет ненадежным. Поэтому на этом этапе подготовки нужно верно произвести все расчеты.
Источник питания
Ремонт или создание конструкции может включать в себя и источник питания. Таким прибором может послужить выпрямитель, инвертор или трансформатор. Именно эта деталь может повлиять на объем и цену инструмента. Самыми профессиональными и лучшими приборами считают инверторные источники питания.
Плата для управления
Для изготовления инвертора нужна качественная плата управления. На таком приборе должны быть вставлены узлы агрегата:
- Задающий генератор, который включает в себя трансформатор специальной развязки.
- Узел, с помощью которого можно управлять реле.
- Блок обратной связи, может отвечать за сетевое напряжение и весь ток.
- Блок термозащиты.
- Блок «антистик».
101sovet.guru
Сварочный полуавтомат своими руками: описание, чертежи, схемы
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.

Сварочный полуавтомат своими руками
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.

Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.

Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.

Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru