Содержание
Полуавтоматическая сварка в среде углекислого газа (защитного)
Теория и химические закономерности
Технология сварки в углекислом газе была создана в СССР еще в середине двадцатого века. Впоследствии она получила широкое распространение в промышленности, в строительстве, а также в быту, благодаря низкой себестоимости углекислого газа, универсальности, и высокой производительности.
Полуавтомат для работы с углекислотой
Принцип действия этого метода таков: в сварочную зону поступает углекислый газ, распадаясь под воздействием высоких температур на составляющие — кислород (О2) и угарный газ (СО).
Формула процесса выглядит так: 2СО2=2СО+О2.
Таким образом, в сварочной зоне присутствуют сразу три газа: углекислый, угарный и кислород. Данная комбинация защищает металл от нежелательного воздействия со стороны находящегося в атмосфере воздуха, но и вступает в активное взаимодействие с углеродом и железом, содержащимися в стали.
С целью нейтрализации углекислого газа применяется особая сварочная проволока, содержащая марганец и кремний. Они активнее железа, и вступают в реакцию окисления первыми, не допуская окисления углерода и железа.
Они активнее железа, и вступают в реакцию окисления первыми, не допуская окисления углерода и железа.
Марганец и кремний вносятся в соотношении 1.5 к 2, образуя в процессе сварки легкоплавкое соединение и выводясь в виде шлака на поверхность.
Особенности полуавтоматической сварки в среде углекислого газа
Работа сварочного аппарат с углекислотой
В углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар.
А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью.
Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Подготовка металла к сварке в среде углекислого газа
Зачистка металла перед сваркой
Листы из углеродистой или низколегированной стали хорошо свариваются в углекисло-газовой среде. При толщине листов от 0.6 до 1.0 мм рекомендуется проводить отбортовку кромок. Если отбортовка не выполняется, тогда зазор между подлежащими сварке кромками не должен быть более 0.3-0.5 мм.
При толщине листов от 1 до 8 мм кромки можно не разделывать. Максимальный зазор, который можно при этом допускать — не более 1.0 мм. Для листов толщиной от 8 до 12 мм принято делать V-образную разделку, а при толщине более 12 мм — Х-образную разделку.
До начала сварочного процесса необходимо зачистить на кромке краску, окалину, масло, грязь, или другие загрязнения. Это можно сделать вручную, либо с использованием пескоструйной обработки.
О сварочной проволоке
Для полуавтоматической сварки используется проволока, обладающая повышенным содержанием таких добавок как марганец и кремний. Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
Режимы полуавтоматической сварки в среде защитных газов
На выбор режима напрямую влияет толщина свариваемого металла. Чем она больше, тем ниже получается скорость сварочного процесса, и тем больше нужна сила тока. Сварочная дуга должна быть как можно более короткой (от 1.5 до 4 мм), иначе она становится неустойчивой, повышается разбрызгивание металла, повышается вероятность насыщения азотом и окисления жидкой ванны.
Сварка в среде защитных газов
Скорость подачи проволоки зависит от напряжения и силы сварочного тока. На величину ее вылета влияет и диаметр — при значении 0.5-1.2 мм вылет равняется 8-15 мм, а при 1.2-3 мм вылет увеличивается до 15-35 мм.
Что касается расстояния от мундштука горелки до металла, то оно равняется 7-15 мм при силе тока до 150А, а при значениях до 500А — 15-25 мм.
Техника полуавтоматической сварки в углекислой среде
Чтобы предотвратить во время сварки риск возникновения горячих трещин, корневой шов лучше всего сваривать при небольшой величине тока.
Сварка в углекислой среде
Можно выполнять сварку полуавтоматом справа налево («углом вперед»), либо слева направо («углом назад»). В первом случае получается широкий сварной шов и уменьшенная глубина проплавления. Такая техника хорошо подходит для тонкостенных изделий, а также для сварки сталей, при которых могут образовываться закалочные структуры.
При сварочной технике «углом назад» возрастает глубина проплавления, а ширина шва — уменьшается. Угол, под которым нужно держать горелку к свариваемой детали — 15°.
Рекомендуется завершать сварной шов заполнением кратера металлом, после чего остановить подачу проволоки и завершить подачу тока. А вот спешить завершать подачу углекислого газа не стоит до того момента, пока расплавленный металл не затвердеет окончательно.
Приемы для увеличения производительности
Для повышения производительности полуавтоматической сварки увеличивать величину сварочного тока допускается лишь при создании швов в нижнем положении. Использовать этот прием для потолочных и вертикальных швов можно лишь при увеличении скорости кристаллизации сварочной ванны (например, периодически отключая подачу проволоки или колебательными движениями вдоль и поперек шва).
Использовать этот прием для потолочных и вертикальных швов можно лишь при увеличении скорости кристаллизации сварочной ванны (например, периодически отключая подачу проволоки или колебательными движениями вдоль и поперек шва).
Профессиональный полуавтомат для сварки углекислотой
Еще один способ увеличения производительности полуавтоматической сварки, производимой в среде углекислого газа, — повышение вылета сварочной проволоки.
Лучше всего эта техника работает при использовании тонкой проволоки. В таком случае она подается в сварочную зону уже разогретой до высоких температур, а значит увеличивается ее скорость плавления и объем расплавленного металла.
Избавиться от самопроизвольных движений конца проволоки при большом вылете можно с помощью специальных фарфоровых или керамических наконечников.
Повышение длины вылета проволоки на 40-50 мм может поднять производительность до 30-40%, однако при этом снижается глубина проплавления металла.
Особенности импульсно-дуговой сварки в среде углекислого газа
При создании различных металлоконструкций объем работ с угловыми швами может достигать 80%. Не менее половины из них свариваются при наклонном или вертикальном положении. Подобные швы делаются «на подъем», чтобы обеспечивался тщательный провар корня шва. Благодаря этому достигается усиление шва (до 25% от общего сечения шва).
Не менее половины из них свариваются при наклонном или вертикальном положении. Подобные швы делаются «на подъем», чтобы обеспечивался тщательный провар корня шва. Благодаря этому достигается усиление шва (до 25% от общего сечения шва).
Баллоны для сварочной углекислоты
Однако такое усиление не повышает прочность шва и не увеличивает работоспособность конструкции, поэтому рекомендуется делать его минимальным.
Импульсно-дуговая сварка в углекислой среде позволяет снизить усиление шва или избавиться от него вовсе.
Благодаря особенностям горения дуги и переносу электродного металла можно выполнять автоматическую и полуавтоматическую сварку наклонных и вертикальных угловых швов, а также тавровых соединений с толщиной металла до 12 мм «сверху-вниз» на спуск. Это позволяет обеспечивать равномерный провар по всей длине соединения. Такой прием дает возможность обеспечить слегка вогнутую или нормальную форму шва, и уменьшить его сечение на 25-30%. При этом значительно снижается расход электроэнергии и до трех раз увеличивается скорость сварки.
Видео: Подготовка к работе сварочного полуавтомата
Режимы сварки в углекислом газе
Параметрами режима сварки в углекислом газе являются диаметр используемой проволоки, величина сварочного тока, скорость подачи электродной проволоки, напряжение дуги, скорость сварки, расход углекислого газа, вылет электрода.
В настоящее время сварка в углекислом газе выполняется постоянным током обратной полярности (плюс на электроде). Переменный и постоянный ток прямой полярности пока еще не применяется из-за недостаточной устойчивости процесса и неудовлетворительного формирования и качества сварного шва.
Режим сварки в углекислом газе выбирают в зависимости от толщины и марки свариваемой стали, типа соединения и формы разделки кромок, положения шва в пространстве, а также с учетом обеспечения стабильного горения дуги, которое ухудшается с понижением сварочного тока.
Следует также помнить, что с увеличением напряжения дуги при неизменном токе возрастает ширина шва и несколько уменьшается величина его усиления, повышается разбрызгивание жидкого металла. Чрезмерное увеличение напряжения дуги может привести к образованию пор в шве.
При увеличении сварочного тока и уменьшении напряжения дуги резко увеличивается глубина провара, уменьшается ширина и увеличивается высота усиления шва. Если сварочный ток и напряжение дуги чрезмерно увеличены, то шов получается очень выпуклым.
При сварке на одном и том же токе более тонкой проволокой повышается устойчивость горения дуги, уменьшается разбрызгивание жидкого металла, увеличивается глубина проплавления основного металла, повышается производительность сварки.
Чтобы получить качественные плотные швы, необходимо не только использовать проволоку соответствующей марки с чистой поверхностью, но и обеспечить хорошую защиту сварочной ванны от соприкосновения с воздухом.
Для этого расход углекислого газа должен составлять 5—12 л/мин при сварке проволокой диаметром 0,5—1,2 мм и 14—25 л/мин при сварке проволокой диаметром 1,6—3,0 мм. С повышением сварочного тока, напряжения дуги и вылета электрода расход углекислого газа соответственно увеличивается.
С повышением сварочного тока, напряжения дуги и вылета электрода расход углекислого газа соответственно увеличивается.
В табл. 68 приведены рекомендуемые в зависимости от толщины свариваемого металла диаметры электродной проволоки, а в табл. 69 — пределы сварочного тока, напряжения дуги, величины вылета электрода и расход углекислого газа в зависимости от диаметра электродной проволоки.
При сварке соединений с зазором без подкладок сварочный ток устанавливают по нижнему пределу, а при сварке соединений без зазора либо с зазором, но на подкладке — по верхнему пределу. При полуавтоматической сварке величина сварочного тока может быть несколько большей, чем при автоматической.
Таблица 68. Рекомендуемый диаметр электродной проволоки для сварки металла различной толщины в углекислом газе.
Тавровые, угловые и нахлесточные соединения | ||||||||||
Толщина свариваемого металла, мм | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 5. | 6,0 | 8,0 | 10,0 и более |
Диаметр электродной проволоки, мм | 0,5 | 0,6 | 0,8 | 0,8-1,0 | 1,0-1,2 | 1,2-1,6 | 1,2-1,6 | 1,6—2,0 | 1,6—2,0 | 2,0-2,5 |
 0
0Продолжение таблицы 68. Рекомендуемый диаметр электродной проволоки для сварки металла различной толщины в углекислом газе.
Стыковые соединения | без скоса кромок | со скосом кромок | |||||||||||||
Толщина свариваемого металла, мм | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 и более |
Диаметр электродной проволоки, мм | 0,5 | 0,5-0,6 | 0,6—0,8 | 0,8—1,0 | 1,0-1,2 | 1,2 | 1,2-1,6 | 1,6—2,0 | 1,6—2,0 | 2,0—2,5 | 1,6-2,0 | 1,6-2,0 | 2,0 | 2,0-2,5 | 2,0—3,0 |
Таблица 69. Ориентировочные режимы сварки в углекислом газе в нижнем положении низколегированной проволокой различного диаметра.
Ориентировочные режимы сварки в углекислом газе в нижнем положении низколегированной проволокой различного диаметра.
Диаметр электродной проволоки, мм | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 |
Сварочный ток, А . | 30—80 | 40—100 | 60—150 | 80—180 | 100—250 | 140—300 | 200—500 | 300—650 | 500—750 |
Напряжение дуги, В | 16—18 | 17—19 | 18—21 | 18—22 | 19—23 | 24-28 | 27—36 | 28—37 | 32—38 |
Вылет электрода | 6—8 | 6—10 | 6—12 | 7—13 | 8—15 | 12—20 | 15-25 | 16—28 | 20—32 |
Расход углекислого газа, л/мин | 5—6 | 6—7 | 7—8 | 7—10 | 8—12 | 14—17 | 15—22 | 18—24 | 22—25 |
При сварке в горизонтальном, вертикальном и потолочном положениях сварочных ток должен быть на 10—20% меньше, чем при сварке в нижнем положении. Ток также уменьшают при сварке легированных и высоколегированных сталей.
Ток также уменьшают при сварке легированных и высоколегированных сталей.
Скорость сварки стыковых соединений принимают в зависимости от толщины свариваемого металла, а тавровых соединений — также и от катета шва.
Скорость полуавтоматической сварки обычно меньше, чем автоматической. При полуавтоматической сварке скорость перемещения электрода неравномерна, что приводит к неравномерной глубине провара по длине соединения, а при сварке тонкого металла — к прожогам.
Поэтому полуавтоматом тонкий металл рекомендуется сваривать на токе меньшей величины, чем автоматом. Если уменьшение тока ухудшает стабильность процесса сварки, следует применять более тонкую проволоку.
Стыковые соединения на металле толщиной до 2 мм лучше сваривать в вертикальном положении сверху вниз. Угловые вертикальные швы катетом до 5 мм также выполняют сверху вниз. Соединения на металле толщиной до 1 мм с отбортовкой кромок более рационально сваривать неплавящимся угольным электродом в углекислом газе.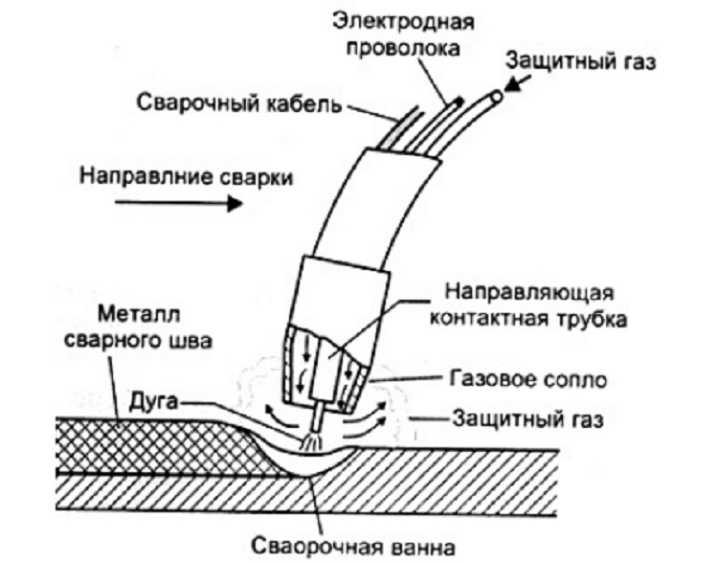
Назад
Вперед
MIG Welding Shielding Gas Basics
Обновлено: Опубликовано:
Защитный газ может играть важную роль в улучшении или ухудшении характеристик сварки. Сварка
MIG (GMAW) с защитным газом и сплошным проволочным электродом обеспечивает чистый шов без шлака. Это происходит без необходимости остановки сварки для замены электрода, как при сварке электродом. Повышение производительности и снижение затрат на очистку — это лишь два из возможных преимуществ этого процесса.
Для достижения этих результатов в вашем конкретном случае полезно понимать роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основной целью защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов со сварочной ванной может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Реакция этих элементов со сварочной ванной может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей провара, стабильности дуги, механических свойств готового шва, используемого процесса переноса и т.д.
Выбор расходных материалов для горелок MIG, обеспечивающих постоянную и плавную подачу защитного газа, также важен для успешного выполнения сварных швов MIG.
Выбор подходящего защитного газа
Многие виды сварки MIG требуют различных вариантов защитного газа. Вам необходимо оценить свои цели сварки и ваши сварочные приложения, чтобы выбрать правильный для вашего конкретного применения. При выборе учитывайте следующее:
Пористость, которую можно увидеть на лицевой и внутренней части
сварного шва, может быть вызвана неадекватным защитным газом и может значительно ослабить
сварной шов.
- Стоимость газа
- Свойства готового шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши цели производительности.


Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, углекислый газ и кислород. Каждый из них имеет уникальные преимущества и недостатки в каждом заданном приложении.
Двуокись углерода (CO2)
Наиболее распространенным реактивным газом, используемым при сварке MIG, является двуокись углерода (CO2). Это единственный газ, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше разбрызгивания, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварки, внешнему виду и уменьшению количества очистки после сварки, наилучшим вариантом может быть смесь 75–95 % аргона и 5–25 % CO2. Он обеспечит более желательное сочетание стабильности дуги, контроля над сварочной ванной и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательный внешний вид сварных швов. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Он обеспечит более желательное сочетание стабильности дуги, контроля над сварочной ванной и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательный внешний вид сварных швов. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в соотношении 9% или менее для улучшения текучести сварочной ванны, провара и стабильности дуги при сварке низкоуглеродистой, низколегированной и нержавеющей стали. Однако он вызывает окисление металла сварного шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, а также с нержавеющими сталями. Поскольку гелий обеспечивает широкий и глубокий профиль проникновения, он хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит проникновение, профиль буртика и скорость перемещения. Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Поскольку гелий обеспечивает широкий и глубокий профиль проникновения, он хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит проникновение, профиль буртика и скорость перемещения. Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
На этом рисунке показана разница, которую могут дать расходные материалы
при покрытии защитным газом. На фото слева видно хорошее покрытие, тогда как покрытие на фото справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору правильного защитного газа будут напрасными, если ваше оборудование не подает газ к сварке.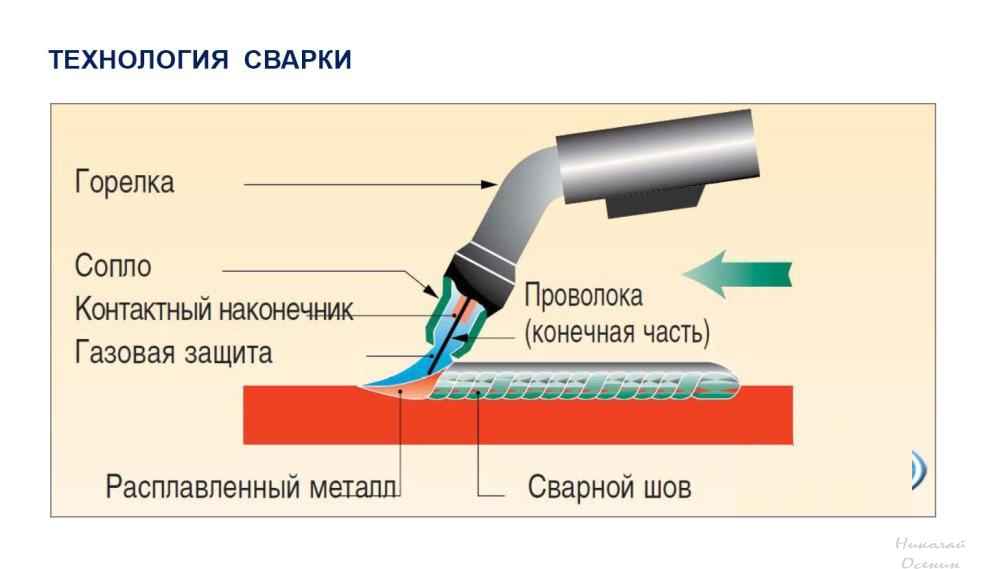 Расходные детали горелки MIG (рассеиватель, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
Расходные детали горелки MIG (рассеиватель, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана расходная система, в которой контактный наконечник
установлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.
Если вы выберете слишком узкое сопло или если диффузор забьется, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа. Точно так же плохо спроектированный диффузор может неправильно направлять защитный газ, что приводит к турбулентному и несбалансированному потоку газа. Оба сценария могут привести к попаданию воздуха в защитный газ и привести к чрезмерному разбрызгиванию, пористости и загрязнению сварного шва.
При выборе расходных материалов для горелок MIG выбирайте такие, которые препятствуют накоплению брызг и имеют достаточно широкое отверстие сопла для надлежащего покрытия защитным газом. Некоторые компании предлагают форсунки со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа. Это приводит к еще более плавному и стабильному потоку защитного газа.
Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор правильного защитного газа для вашего конкретного применения потребует тщательного анализа типа сварки, которую вы выполняете, а также ваших операционных приоритетов. Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Опубликовано в блоге Amperage, General WeldingTagged article
Поиск в нашем блоге
Расходные материалы
Связанные статьи
Дополнительные ресурсы
MAG-сварка | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитного газа и сварочной проволоки, а также характеристики аппаратов для сварки MAG. Также объясняются различные подкатегории защитного газа при сварке MAG.
Также объясняются различные подкатегории защитного газа при сварке MAG.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит базовые сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неполадок.
Скачать
Сварка MAG (Metal Active Gas) — это тип дуговой сварки, в котором используется активный газ (двуокись углерода [CO 2 ] или смесь газов аргона и CO 2 ). Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется спиральная сварочная проволока вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).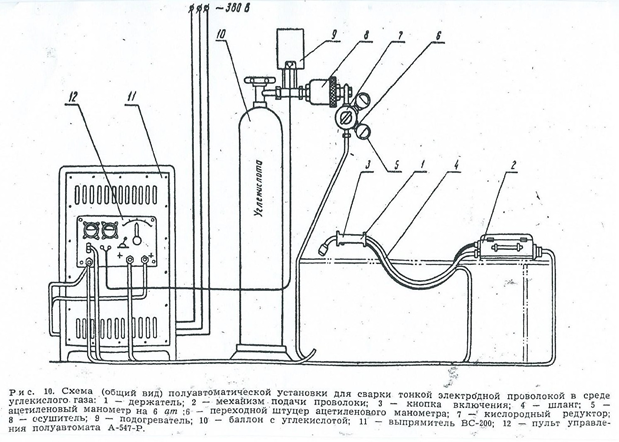
Свернутая проволока прикреплена к блоку подачи проволоки и автоматически направляется к наконечнику горелки с помощью подающего ролика, который приводится в действие электродвигателем. Провод находится под напряжением, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно расплавляет проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварки и ее окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. Для защитного газа CO 2 используется газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой защитным металлом скорость наплавки, при которой электрод становится металлом сварного шва, выше, что обеспечивает высокую эффективность работы благодаря глубокому проплавлению основного материала. Есть и другие важные преимущества, такие как высокое качество металла шва и возможность автоматической сварки при установке сварочной горелки на роботе.
- Ar + CO 2 газовая смесь
или CO 2 газ - Электрод из сплошной проволоки
Полуавтоматический сварочный аппарат MAG в основном состоит из следующего:
- Сварочный источник питания
- Блок подачи проволоки
- Сварочная горелка
- Газовый баллон
Проволока должна подаваться с постоянной скоростью из блока подачи. Следовательно, для источника сварочного тока обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой устройство подачи с постоянной скоростью.
- Газовый баллон
- Контроллер расхода газа
- Источник сварочного тока
- Блок подачи проволоки
- Блок дистанционного управления
- Сварочная горелка
Сварку MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Говоря о сварочной проволоке, сплошная проволока имеет поперечное сечение, полностью изготовленное из одного и того же материала.