Содержание
Сварка нержавейки электродом – способы и особенности
Содержание
- Сварка электродами по нержавейке
- Способы сварки нержавейки
- Сварка нержавейки электродом в домашних условиях
- Сварка тонкой нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.


Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
 Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
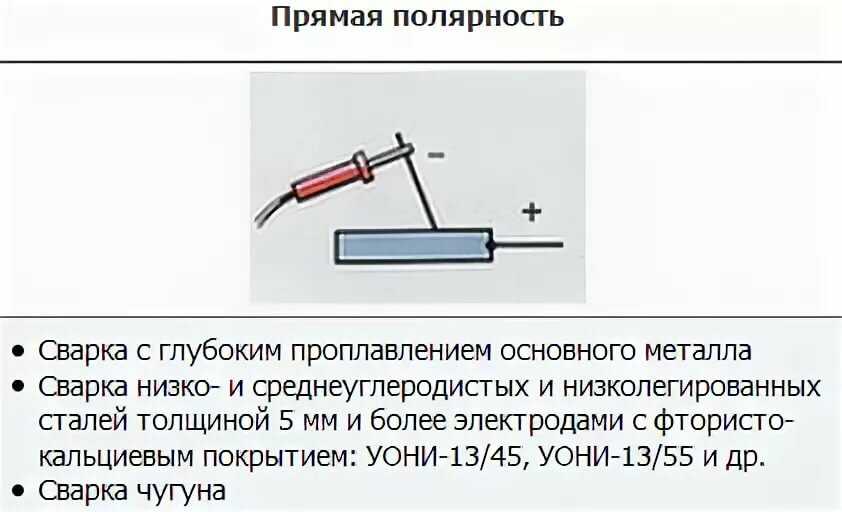
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта. Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.

Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
Сварка нержавейки инвертором — Ручная дуговая сварка — ММA
#1
kosttya
Отправлено 12 September 2012 12:34
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.
- Наверх
- Вставить ник
#2
Шурпет
Отправлено 12 September 2012 14:05
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.

Полярность — как написано на упаковке. ОЗЛ-6 и ОЗЛ-8 — самые доступные марки электродов. Очень хорошие ESAB-овские. Перед сваркой напилите лапши из того материала, который будете варить, поэкспериментируйте с режимами, полярностью и пр. Но ТИГ- сварка для нержи — самое то, подумайте…
- Наверх
- Вставить ник
#3
BAV
Отправлено 09 October 2012 07:22
Да нержавейку тяжко электродом, такой электрод так выразится вязкий чтоли, не то чтобы липнет, просто дуга гуляет от поверхности к поверхности при угловом соединении, возможно я не прав, спалил всего 2 электрода нержи, (в сравнение с МР3 как я теперь уже знаю надо было добавить тока, наклонить электрод сильнее и без колеб. движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.
движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.
- Наверх
- Вставить ник
#4
AMBIVERT42
Отправлено 09 October 2012 11:45
Отечественные электроды марок ЦЛ,ОЗЛ требуют привычки и навыков в сварке.Человеку малоопытному в сварке коррозионно-стойких сталей именно такими электродами могу посоветовать электроды ESAB OK-61.30.Это электроды с рутиловым покрытием и работать ими ни чуть не сложнее,чем,скажем,ОК-46.00 или МР-3.Качество шва очень высокое.
- Наверх
- Вставить ник
#5
Саша 90
Отправлено 10 October 2012 22:40
Если легированная и высоколегированная сталь, то нужно варить электродами с толстым или особо толстым покрытием ( если шву не дать медленно остыть будут горячие трещины), на обратной полярности так как эти стали не любят перегрева.
- Наверх
- Вставить ник
#6
Jekan
Отправлено 28 April 2013 08:01
Всем доброго дня. Знакомый попросил приварить нержавеющие детали, а точнее трубы. Стенка около 2мм., но дело не в самих трубах а электродах. Электроды его, для сварки нержавейки, марка и год выпуска не известны. Диаметр 2 и 3 мм. Так вот, когда варю тройкой, иногда примерзает электрод и ничего, срабатывает антизалип и все нормально, но когда 2 мм. электрод, если залип, в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.?
- Наверх
- Вставить ник
#7
Рудольф Шнапс
Отправлено 28 April 2013 09:56
Jekan, электрод и руки.
Попробуйте электроды ЭСАБ ОК 61.30 или хороший эквивалент, и будет у вас так же:
- Наверх
- Вставить ник
#8
svarnoi69
Отправлено 28 April 2013 09:58
Jekan, сырые и старые электроды.
- Наверх
- Вставить ник
#9
Рудольф Шнапс
Отправлено 28 April 2013 10:11
svarnoi69,
я такое наблюдал на электродах ОЗЛ-8. Электроды были новые и просушенные.
Электроды были новые и просушенные.
- Наверх
- Вставить ник
#10
Менгон
Отправлено 28 April 2013 12:50
в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.
На инвертор скорей всего. У меня на старом такое происходило, сменил на новый стали отлично гореть. Разница очень сильная. На новом ХХ-85В. на старом было 75.
- Наверх
- Вставить ник
#11
Jekan
Отправлено 28 April 2013 13:20
На инвертор грешить не хочется, ХХ 92в. 3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем.
3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем.
- Наверх
- Вставить ник
#12
Рудольф Шнапс
Отправлено 28 April 2013 14:57
Jekan, у меня на инверторе холостой ход примерно 50В. Проблем с поджигом электродов нет.
Электроды ОЗЛ-8, ЦЛ-11 и другие отечественные преимущественно с основным покрытием, электроды на видео рутиловые. Основные электроды дают более устойчивый к кислотам шов, чем рутиловые.
Нержавейка варится на относительно низких значениях токах. Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Импортные электроды очень дорогие. МОжет кто подскажет отечественные электроды по нержавейке с рутиловым покрытием…
Вполне вероятно, что требуется особый навык для сварки нержавейки основными электродами отечественного производства. Надо не позволять шлаку затекать вперёд.
- Наверх
- Вставить ник
#13
Менгон
Отправлено 28 April 2013 15:24
Рудольф Шнапс, Не знаю как это объяснить тогда. Одни и те же электроды диаметр 2мм, на старом плохо горят, липнут и раскаляются-анти стик даже не срабатывал. На новом горят и ложатся на ура при 35-40А.
На новом горят и ложатся на ура при 35-40А.
- Наверх
- Вставить ник
#14
Рудольф Шнапс
Отправлено 28 April 2013 15:34
Менгон, холостой ход влияет на поджиг электрода, дальше всё определяется вольт-амперной характеристикой и особенностями аппарата.
Uxx 92В наводят на мысль о Транспокете, Макстаре, Минарке и им подобным. Если моё предположение верно, то действительно за аппарат не стоит переживать.
- Наверх
- Вставить ник
#15
Grigorii WELD
Отправлено 29 April 2013 07:39
У нас при сварке нержавейки требование использовать комбинированный способ сварки: Ручная дуговая + Аргон с присадкой. Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии))
Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии))
- Наверх
- Вставить ник
#16
NickMNS
Отправлено 02 July 2014 15:35
Извиняюсь за поднятие старой темы. И всем здравствуйте.
Эх, почитал тему, увидел свои проблемы с ОЗЛ-8 (у меня 2,5мм и аппарат СВИ-205 Калибр, но сеть хреноватая). У меня правда всё как-то жестче, даже пару сантиметров шва не выходит, а точечные наплёвки, хотя и залипать уже стал меньше. Ранее залипы были только под отпил болгаркой
С черновым металлом проблем в разы меньше. Посему для набития руки бегаю по округе, варя «за спасибо» чужими электродами (МР-3С 3мм, 2мм неизвестные, и 3мм неизвестные корейцы, со слов соседа). Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Ну и мучаю железки на досуге. С черновой нормально, а нержу ОЗЛ-8 получается только наплёвками, часто круглых капель металла в среде шлака, то есть до первого удара молотком (так «варил» бур, одна ручка отвалилась при пятой попытке в землю воткнуть).
P.S. Тут специализированной темы для салаг-самоучек нема? Большинство вопросов то раскапываю пока по форуму, но мало ли. Чтобы лишние темы не плодить, если появиться какой специфический вопрос.
- Наверх
- Вставить ник
#17
di4
Отправлено 02 July 2014 15:54
ИМХО: ОЗЛ-8. Сварка во всех пространственных положениях шва постоянным током обратной полярности. Плюс у Вас должен быть как шпага у мушкетера в руке! )) Эт Вам не «бесполярный» МР-3. Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#18
NickMNS
Отправлено 02 July 2014 16:21
di4, ОЗЛ-8 Лосиноостровские там было на пачке ограничение «кроме вертикального сверху вниз», а так да, во всех.
То есть с контактом проблема может быть? У моего Калибр СВИ-205 есть болезнь родных кабелей: слабое крепление в районе клеммы с завода. Вчера отваливалась масса, доваривал черновой металл соседу уже на «культе». Сегодня пережал, посмотрел держак, решил: «Хреновато. Пусть работает, пока работает». Через 10 минут пришлось пережимать уже и у держака . Сосед обещал привезти материал, чтобы соединение залудить ещё, надёжности ради.
Электроды купил где-то с недельку-две назад, лежали на складе, полочка средняя по высоте. А дома под кровать засунул в сухое место, МРки свои также храню, а они у меня куплены раньше.
Опять же, к МРке притензий нет, черновой уже варю, держит, хоть и не всегда эстету шов угодит, а вот ОЗЛ-8 на нерже — это беда. Хотя попробую после ремонта кабелей. Вот пока дожди, тут и решил совета спросить)
Как-то читал в отзывах к моему аппарату, что он вообще с ОУНИями не дружит. К тому ж они по черновому металлу? Так что смысл менять освоенные МР-3С? И кому верить тогда? А с ним у меня и при МРках проблем нет, хотя варю сейчас только в нижних положениях.
Кстати, ОЗЛ-8 2,5мм чуть выше возьму 80-90А (по шкале аппарата, чую, в реале ниже ещё ибо сеть плоха), то раскаляются по длинне и осыпаются. Вот и думаю, можно ли их вообще в печке прокалить, или потекут с плиты в топку печи
- Наверх
- Вставить ник
#19
NickMNS
Отправлено 02 July 2014 19:48
И так. В продолжении о попытках работать ОЗЛ-8 2,5мм.
Смена полярностей, игра регулятором с 40 до 205А результатов не дала. В любом режиме дуга стабильная не держится, вместо валика получаются шарообразные «наплёвки», о проваре речи нет, так как в большей части сбивается это непотребство ударами молотка.
Самое интересное, что вне зависимости полярности ОЗЛки у меня стреляют шлаком и металлом в стороны в непомерном количестве, токами уже играл, всё одно. При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
В чём может быть косяк, кроме моего рукожо непрофессионализма? Тип инвентора (Калибр СВИ-205)? Влажность (хотя вроде они из магазина несколько недель назад, а хранились не в сыром месте)?
Если влажность, то можно ли их в условиях дачи прокалить на плите дровенной печи или сгорят?
Вот 2-3мм электроды имеющиеся для черных металлов не выделываются так. Обидно даже.
Кто либо, объясните, насколько работа по черным металлам отлична от работы от нержавейки (электродами соответствующих типов). Лучше ссылкой на материал сравнительный, если таковой есть. Не хочу излишне грузить форумчан.
Сообщение отредактировал NickMNS: 02 July 2014 19:50
- Наверх
- Вставить ник
#20
di4
Отправлено 03 July 2014 08:57
В продолжении о попытках работать ОЗЛ-8 2,5мм.

ИМХО:Ток заявлен 40-60 А. Если нет проплавления возможно валик вы накладываете на очень толстый лист металла и мощьности дуги 2,5 мм не хватает чтобы развести сварочную ванну и проплавить основной метал. Возможно просажена сеть 220 В но тог да бы МР-3С ф 3,0 мм на токе 60 А захлёбывался и стабильно не варил. Попробуйте зажигать электрод так как Вы зажигаете спичку о коробок. Как только появиться дуга сразу старайтесь развести ванну. Держите минимальный дуговой промежуток. Попробуйте для начала варить электродом 4,0 мм Чем больше диамет электрода тем проще манипулировать и легче держать дугу.
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
Введение Сплавы из нержавеющей стали обычно имеют содержание хрома не менее 10%. Ниже приведено основное пошаговое руководство, которому необходимо следовать при сварке нержавеющей стали. Безопасность превыше всего
Выберите конструкцию соединения и подгонку Начните с определения наилучшего способа соединения основных металлов. Правильная конструкция соединения и подгонка являются важными шагами для обеспечения прочного соединения после завершения сварки. Пять основных типов соединений: стыковые, угловые, краевые, внахлестку и тавровые. Эти пять соединений могут быть расположены во многих комбинациях для создания большого разнообразия сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений должны быть плотно зажаты по всей длине изделия. Выберите процесс сварки Три наиболее распространенных процесса нержавеющей сварки:
Определение соответствующего инертного защитного газа SMAW — не требуется GTAW — аргон рекомендуется для толщин примерно до 1/2 дюйма. Для более толстых секций можно использовать смеси аргона и гелия или чистый гелий. Наиболее распространен вольфрам, содержащий 2% тория9.0010 FCAW — 100% CO 2 или аргон/CO 2 . Напряжение может быть несколько ниже, если выбрана смесь аргона с 20-25% CO 2 . Как правило, рекомендуется скорость потока газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены коррективы. GMAW — Для распылительного переноса r используйте аргон и от 1% до 2% кислорода. Преимущественно используется смесь 99% аргона/1% кислорода. 98 % аргона/2 % кислорода при сварке более тонких материалов. Для передача с коротким замыканием использовать 90 % гелия/7,5 % аргона/2,5 % CO 2 . Более подробную информацию см. в руководстве по защитному газу Выберите подходящий присадочный металл Для применений, где обе детали изготовлены из одного и того же сплава, выберите присадочный металл с составом, аналогичным составу основных металлов. Это обеспечит аналогичные свойства сварного шва. Применение разнородных основных металлов требует выбора на основе механических свойств, отсутствия растрескивания и совместимости. Установка параметров SMAW — использует постоянный ток (DC) или переменный ток (AC). DC использует либо прямую полярность, то есть отрицательный электрод, либо обратную полярность, то есть положительный электрод. Постоянный ток непрерывно протекает в одном направлении через сварочную цепь. Есть несколько преимуществ постоянного тока. Он хорошо работает при низких настройках тока и с малыми диаметрами. Кроме того, зажигание дуги и поддержание короткой дуги проще. Электроды из нержавеющей стали с обозначением D15 (например: 308-15) используют постоянный ток обратной полярности. Их ключевой характеристикой является быстрое замерзание шлака, что делает их подходящими для сварки в нерабочем положении. Внешний вид бусин выпуклый. AC использует комбинацию прямой и обратной полярности, которые чередуются в регулярных циклах. К преимуществам этого тока относятся: меньшая вероятность возникновения дуги, которая возникает из-за дисбаланса магнитного поля вокруг дуги, вызывающего изгиб дуги. Он также хорошо работает на толстом металле с электродом большого диаметра. Электроды из нержавеющей стали с обозначением D16 (например, 308-16) используют переменный или постоянный ток. Они образуют гладкий сварной шов, от плоского до слегка выпуклого. Сила тока Наиболее распространенные настройки:
GTAW — Для дуговой сварки вольфрамовым электродом в газе используйте постоянный ток прямой полярности (отрицательный электрод). FCAW — Порошковая проволока для сварки нержавеющей стали обычно использует постоянный ток обратной полярности (электрод положительный). Этот тип тока обеспечивает лучшее проникновение в основной металл. Сварка порошковой проволокой требует более длинного удлинения проволоки или «торчания». Вылет — это расстояние между концом провода и концом контактного наконечника. Вылет порошковой проволоки из нержавеющей стали обычно составляет от 5/8 до 3/4 дюйма. GMAW — Ниже приведены рекомендуемые настройки для сварки GMAW: Короткое замыкание передачи:
Установки основаны на защитном газе 90 % He, 7,5 % Ar, 2,5 % CO 2 .
Установки основаны на защитном газе 90 % He, 7,5 % Ar, 2,5 % CO 2 . Скорость потока 20cfh.
Перенос распылением:
Установки на основе Ar, 1-5% O 2 защитного газа. Очистка основного металла Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение. Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения. Предварительный нагрев, если применимо Предварительный нагрев не требуется для большинства аустенитных нержавеющих сталей марки 300. Основной металл должен быть доведен до комнатной температуры, от 60 до 75°F. Предварительный подогрев необходим при сварке ферритных или мартенситных марок стали. Техника сварки Хорошая техника сварки развивается по мере того, как сварщик приобретает опыт. Ниже приведены основные советы по сварке:
Охлаждение/очистка после сварки Может потребоваться последующий подогрев для снятия внутренних напряжений, вызванных концентрацией тепла в зоне сварки. Последующий нагрев помогает замедлить процесс охлаждения, чтобы свести к минимуму растрескивание. Это хорошая процедура для использования при соединении толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием. Поиск и устранение неисправностей См. раздел часто задаваемых вопросов . Присадочные металлы Aufhauser Aufhauser производит полную линейку присадочных металлов для сварки нержавеющей стали .
|
 Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L).
Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L).
 Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения.
Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения. Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить.
Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить. Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги.
Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги. Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.

 Параметры сварки TIG зависят от толщины листа и положения сварки.
Параметры сварки TIG зависят от толщины листа и положения сварки. Скорость потока 20cfh.
Скорость потока 20cfh.
 Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.

При ручной дуговой сварке электродом какой полярности следует пользоваться?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды ММА можно использовать со всеми полярностями. Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки. Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
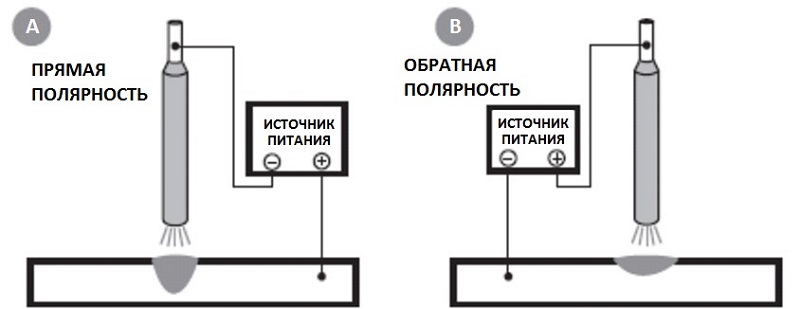
Когда процесс сварки выполняется на постоянном токе, электрод (электрод MMA, MIG/MAG/флюсовая или порошковая проволока или вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке ВИГ разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
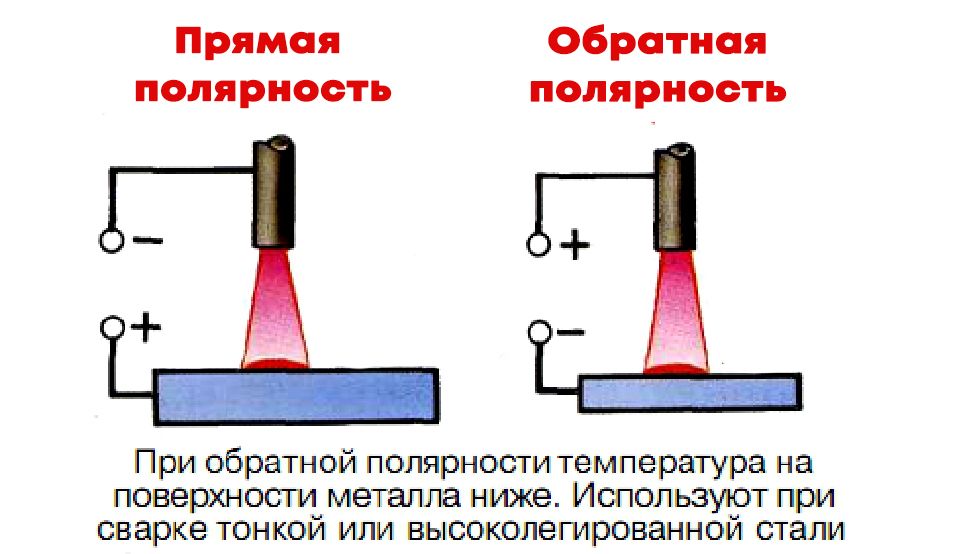
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током). Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о процессах сварки MIG/MAG и под флюсом, а также о влиянии полярности.
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе с шаровидным переносом, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой. Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Ссылки
Справочник AWS по сварке — Американское общество сварщиков
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварщиков
Принципы сварки — Роберт В. Месслер-младший
Справочник по процедурам дуговой сварки — Lincoln Electric
Welding Metallurgy, 2-е издание — Sindo Kou
ANSI/AWS A5.