Лучший припой для звука какой припой выбрать Часть - 5. Припой с серебром
Применение высокотемпературных и низкотемпературных припоев
Согласно классификации, приведенной в государственном стандарте, припои разделяются на группы по нескольким признакам, одним из которых является температура плавления. В процессе пайки при температуре, превышающей 450 ℃, могут применяться только высокотемпературные припои.
Другие составы такой термической нагрузки не выдержат. Высокотемпературная пайка осуществляется в разных режимах. При проведении процесса до 1100 ℃ пригодны к использованию составы со средней плавкостью.
В интервале от 1100 ℃ до 1850 ℃ следует применять высокоплавкие смеси. При более высоких температурных показателях годятся только тугоплавкие композиции.
Общие свойства
 Удивительно, что, несмотря на классификацию ГОСТа, даже в учебниках существует разная подача материалов.
Удивительно, что, несмотря на классификацию ГОСТа, даже в учебниках существует разная подача материалов.
Так, некоторые авторы в качестве минимальной температуры, рекомендуемой для применения высокотемпературных припоев, называют 500 °С.
Существует большое количество готовых композиций, рекомендуемых к применению при повышенных температурах. Часто в состав высокотемпературных припоев входит:
- медь;
- серебро;
- цинк;
- фосфор.
Для изменения свойств в высокотемпературные сплавы добавляют кремний, германий и некоторые другие элементы. Низкотемпературными считаются припои:
- на основе свинца;
- олова;
- с добавлением сурьмы.
Выбор конкретных припоев определяется видом сплава, из которого сделаны детали, и условиями пайки.
Иногда в низкотемпературные припои вводят цинк для повышения коррозионной стойкости шва, и разрабатывают специальные низкотемпературные сплавы для конкретных условий использования. В быту низкотемпературную пайку проводят с применением паяльника, а высокотемпературную – газовой горелкой.
Для жаропрочных сплавов
 Высокотемпературные припои применяют для нержавеющих и жаропрочных стальных сплавов. Пайку таких сплавов проводят с применением припоев на основе меди, меди с цинком, серебра.
Высокотемпературные припои применяют для нержавеющих и жаропрочных стальных сплавов. Пайку таких сплавов проводят с применением припоев на основе меди, меди с цинком, серебра.
Процесс осуществляется в печах в окружении водорода или паров раствора аммиака. При пайке с помощью меди, медно-цинковых композиций в качестве флюсовой добавки используют буру.
Серебряные высокотемпературные припои можно применять только в сочетании с активными флюсами. Полученные таким методом швы выдерживают нагревание до 600 ℃. Соединения, полученные с медьсодержащими составами, высокие температуры переносят хуже.
В качестве альтернативы иногда применяют никель-хромовые припои с платиной или палладием. Такие высокотемпературные материалы стоят дороже. Швы обладают большой термической и коррозионной устойчивостью.
При наличии на стальных изделиях из нержавеющих и жаропрочных сплавов больших зазоров, хорошее соединение дают порошковые припои, содержащие компоненты, идентичные химическим элементам сплавов.
Полученные швы выдерживают нагревание до 1000 ℃. Процесс проводят в вакуумированной среде, наполненной аргоном и газообразным флюсом.
Для алюминия и его сплавов
 Алюминий и его сплавы – материалы, с которыми работать сложно. Низкотемпературная пайка алюминия усложняется наличием тугоплавкого поверхностного слоя оксидов.
Алюминий и его сплавы – материалы, с которыми работать сложно. Низкотемпературная пайка алюминия усложняется наличием тугоплавкого поверхностного слоя оксидов.
Помочь могли бы активные флюсы, но их применение чревато усиленным образованием продуктов коррозии на месте шва. Разработаны специальные технологические приемы проведения спаивания по предварительно нанесенным покрытиям.
Помимо этого для алюминия используют низкотемпературные составы с добавками дорогостоящего галлия.
Высокотемпературную пайку проводят посредством применения высокотемпературных припоев на основе алюминия с добавками меди, цинка, кремния.
Чаще всего для спаивания алюминиевых деталей используют составы 34А, а также силумин. Для каждого из этих припоев предназначен соответствующий флюс. Припой 34А способствует образованию шва, устойчивого при 525 ℃.
Высокотемпературная припойная масса из алюминия и кремния позволяет получить соединение, выдерживающее 577 ℃. При проведении работы применяют флюсы, сделанные из хлоридов щелочных металлов. Прочность образованных швов не всегда соответствует требованиям производства.
При необходимости получения соединений высокой термической и коррозионной стойкости пайку проводят в глубоком вакууме в окружении паров магния.
Процесс выполняется без флюсов по сложной технологии. В качестве припоя применяют силумин. Полученный таким методом шов выдерживает значительные нагрузки.
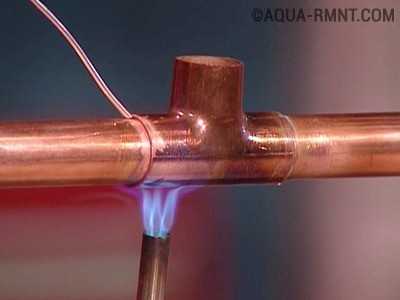
Работа с медью
 В системах водоснабжения, отопления и некоторых производственных схемах осуществляется монтаж медных труб, не предназначенных для повышенной термической нагрузки. В таких ситуациях для пайки допустимо применение низкотемпературного припоя.
В системах водоснабжения, отопления и некоторых производственных схемах осуществляется монтаж медных труб, не предназначенных для повышенной термической нагрузки. В таких ситуациях для пайки допустимо применение низкотемпературного припоя.
Трубопроводы большого диаметра, сделанные из медных сплавов, иногда подвергаются большому нагреванию. В таких случаях для меди и сплавов на ее основе нужны специальные тугоплавкие композиты.
Обычно применяют высокотемпературные припои на медной, серебряной основе, содержащие другие металлы, а также кремний или фосфор.
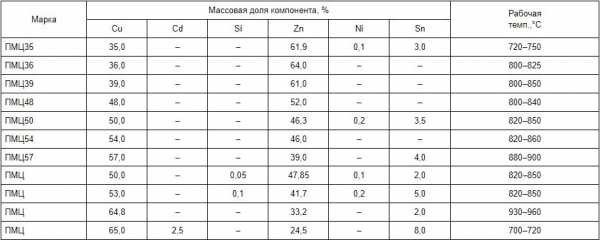
Составы из меди и цинка обозначают сочетанием букв ПМЦ и числами, указывающими на процентное содержание меди. Такие высокотемпературные припои обладают многофункциональным действием, пригодны для работы с другими сплавами.
Образующиеся швы обладают умеренной стойкостью к механическим нагрузкам. Для улучшения прочностных качеств соединений припойные средства легируют различными добавками.
На основе меди и фосфора
 Высокотемпературные составы на основе меди и фосфора обозначаются буквосочетанием ПМФ и числами, указывающими на концентрацию фосфора в общей массе.
Высокотемпературные составы на основе меди и фосфора обозначаются буквосочетанием ПМФ и числами, указывающими на концентрацию фосфора в общей массе.
Средство переходит в жидкое состояние при температуре 850 ℃, позволяет получать швы хорошей коррозионной стойкости. Припой применим не только для медных, но и ювелирных изделий из благородных металлов.
Только стали нельзя паять таким методом. В результате на стальных швах образуются фосфиты, которые уменьшаю механическую прочность шва, приводят к образованию хрупкого соединения. Достоинство медьсодержащих припоев с фосфором заключается в возможности проведения пайки без флюсов.
Для работы с медными, некоторыми стальными, чугунными деталями также рекомендуются высокотемпературные припои на основе латуни. Это может быть чистый латунный сплав или композит с оловом и кремнием. Средства обладают текучестью, достаточной для образования прочного, стойкого шва.
На основе серебра

Существуют сплавы (ПСр-15) с невысокой концентрацией серебра. Они стоят меньше, чем концентрированные композиции, могут применяться чаще.
Составы (ПСр-45) с содержанием серебра – 45 %, меди – 30 %, цинка – 25 % обладают очень хорошими свойствами: вязкостью, текучестью, ковкостью, стойкостью к окислению и механическим воздействиям. Эти сплавы применяются по необходимости, при наличии финансовой возможности.
Варьируя соотношение указанных компонентов, можно изменять максимальные температурные значения, которые выдержит будущий шов. Еще лучшие качества демонстрирует высокотемпературная композиция с содержанием серебра 65 %, но стоит она очень дорого.
Работа с титаном
Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Он образует прочные швы даже на изделиях с остатками оксидов. Процесс нужно проводить в атмосфере чистого аргона или гелия при значительном понижении давления в рабочей зоне.
Высокотемпературные составы из титана и меди, никеля, кобальта, других металлов проявляют свойства эвтектических систем. Сами по себе они обладают хрупкостью, применяются в виде порошков, паст.
Проволоку, ленты, полосы их этих сплавов изготовить не удается. Работать паяльником с тугоплавкими композитами невозможно.
В некоторых случаях на практике реализуют технологию контактного плавления. В зазор изделия, подлежащего пайке, помещают фольгу из титана или его сплавов.
При достижении температуры 960 ℃ начинается, а при показаниях 1100 ℃ заканчивается образование эвтектического сплава, играющего роль припоя.
Изделия, подлежащие эксплуатации при очень высоких температурах, подлежат спайке при помощи сплавов с добавками кремния, железа. Для реализации таких технологических процессов нужны мощные источники энергии.
Требуемой температуры достигают в вакуумных печах, плазменными горелками. Можно применять с этой целью электроконтактный способ или воздействие электронным лучом.
Высокотемпературное спаивание деталей – трудоемкий процесс, требующий специальных знаний и квалификации. Располагая хорошими вспомогательными средствами, оборудованием можно справиться с производственной задачей любой степени сложности.
svaring.com
Серебряный припой


Припоем называют материал, имеющий металлическую основу, который применяется при пайке. С его помощью соединяются поверхности деталей. Температура, при которой происходит плавление припоя, ниже чем у соединяемого материала. В промышленности его выпускают в гранулированном виде, в прутках, проволокой, порошком, фольгой. Сплавы делятся на мягкую группу, с температурой плавления до 300С, и твердую, у которой температура плавления выше 300С.
Серебряный сплав как материал для пайкиОтносится к группе твердых. Температура плавления от 1830С до 11330С. Такой большой температурный разбег объясняется неоднородностью состава. Само серебро – достаточно дорогой металл, по структуре мягкий и использовать его в чистом виде не технологично и недешево. Поэтому мастера всегда используют сплавы, где в составе, порядка трети, занимает серебро. Состав припоя устанавливается ГОСТ 19746 – 74. Этот же ГОСТ регламентирует его применение. В обиходе используются различные формы припоев, выпускают в виде отдельных прутков, похожих на электроды, накручивают на катушки или в виде полос толщиной в 2 мм.Состав и применениеКроме самого серебра, компонентами обязательно являются – около 20% меди, прядка 16% цинка и 33% кадмия. Это примерный обязательный состав серебряного сплава. В отдельных случаях, количество серебра может достигать 52%. При этом сплав, будучи очень текучей субстанцией, обладает большой прочностью при многоступенчатой пайке поверхностей. Кадмий и олово добавляют в тиноль в качестве легирующих элементов. Эти элементы или повышают температуру плавления, или наоборот, понижают ее. В итоге пайка получается замечательной. Легирующие элементы упрочняют соединение и немало экономят на серебре.И каждый состав предназначается для определенных задач в пайке. Очень обширная география применения серебра как в промышленности, так и в быту. Применяется для работы практически с любыми стальными сплавами.Используется для лужения и пайки меди, медь спаивают с бронзой, бронзу с латунью, латунь спаивают с нержавейкой.Кроме всего прочего, серебро — это хороший проводник.

Некоторые примеры применения тиноли
Как паяют медь серебряным сплавомСеребро вместе с цинком и медью обладает сильной текучестью, это способствует установлению прочной связью для поверхностей. Соединение получается очень прочным. Металл шва при минимуме серебра хорошо поддается обработке на наковальне.
Припой с серебромПредставляет собой листы, которые просто режутся на полосы и используются. Может выпускаться проволокой на катушках или просто в виде прутков. Такой материал отлично применяется для заполнения зазоров между кромками детали. Соединение устойчиво к вибрациям, ударам и деформационным нагрузкам.
Серебряный припой с флюсомВ пайке часто применяется ступенчатый способ. Как раз для этого хорошо подходит данный вид сплава. Швы с применением этого припоя могут держать температуру до 6000С. Это позволяет качественно провести ступенчатый процесс.
Распространенные марки припоев
ПСр72Представляет собой проволоку диаметром 1 мм. В состав входит около 72% серебра и примерно 28% меди. Плавится при 7790C. Отлично справляется с лужением и хорош в ювелирной работе.
ПСР70Так же производится в виде проволоки диаметром 3 мм. Состоит из 70% серебра, 27% меди и совсем небольшого количества цинка. Плавится при температуре около 7350С. Работает с титаном и его сплавами.
ПСР 2Это проволока до 2-х мм в диаметре. Припой имеет всего лишь 2% серебра, олова — 30%, кадмия – 5%, а все остальное занимает свинец. Температура плавления всего лишь 2360С. Используется для спаивания никеля с медью. Очень хорош для работы с ювелирными изделиями.ПСр 15Так же выпускается проволокой. Состоит из серебра – 15%, меди – 5%, фосфора – 80%. Начинает плавиться при температуре 720С.Свойства и особенностиКак видим, серебро не всегда составляет основу припоя. Тем не менее, название остается «серебряным». В тиноле может не быть каких-то других составляющих, но серебро в той или иной степени присутствует всегда. Чем больше в составе соединения присутствует серебра, тем крепче оно получается. Очень хорошо паять «серебром» нержавейку.Правильный выборВыбрать правильный тиноль не так-то просто, потому что имеется очень много марок. Необходимо ясно представлять для каких задач нужен сплав. Для выдерживания сильных вибраций полезен большой процент серебра в составе. Для соединений слабее допускается содержание меди, никеля и свинца.
Порядок пайки серебра
Процесс пайки лучше проводить газовой горелкой. Обычный паяльник не выдаст нужную температуру плавления. Порядок следующий:• с помощью кисточки наносится на место пайки флюс;• изделие укладывается на термостойкую поверхность;• конец припоя держится возле стыка или крошится мелко на него;• пламенем минимальной мощности стык «разглаживается» ровными и быстрыми движениями.Изделие готово тогда, когда припой полностью расплавится и растечется.
Расплавить серебро домаФорма для изделия готовится заранее. В примерной пропорции 7:1 перемешивается кварц и гипс. Далее эта смесь заливается водой и доводится до состояния жидкой глины. Из этой глины изготавливается нужный макет.Когда форма будет готова, начинается процесс плавки. Одинаково ломаные кусочки серебра укладываются в тигель. Там сырье будет ровнее и быстрее прогреваться. Для подогрева использовать можно горелку или газовую плиту. Когда расплавленный металл дойдет до «состояния ртути», можно его заливать в форму. Залитый продукт необходимо быстро захлопнуть. Для верности заливки, можно под крышкой поместить немного быстро сгорающего материала, например, ваты. При сгорании от высокой температуры она создаст давление и металл заполнит все неровности и щели.
Чтобы уметь вести пайку серебром, требуется хороший опыт, реакция и отличный глазомер. Специалист должен владеть специальными навыками. Желаемый результат возможен только в том случае, если правильно выбран флюс, серебряный припой.Важно помнить, если требуется соединение, способное выдержать высокую температуру, в припое не должно быть свинца. Потому что свинец быстро плавится! Медь вполне приемлема и имеет более высокую точку плавления, чем серебро.
svarkagid.com
какие флюсы и припои выбирать
Изготовление и ремонт различных ювелирных украшений из металла требует применения технологии создания неразъёмных соединений достаточно мелких деталей. Одним из наиболее распространённых способов достижения этой цели является ювелирная пайка.
По сути, этот процесс не отличается от других видов пайки. В его основе лежит принцип соединения металлических изделий путём их смачивания расплавом вспомогательного материала, называемого припоем.
При этом не происходит расплавления основных деталей, так как температура плавления вспомогательного сплава всегда ниже температуры, при которой плавится соединяемый металл.
Особенности работы с украшениями
Существует несколько особенностей, отличающих пайку ювелирных изделий от пайки, применяемой в бытовых и технических целях:
- эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
- выполнение операций с очень мелкими деталями, требующими применения специфического инструмента и приспособлений;
- работа с дорогим материалом, содержащим драгоценные металлы – серебро, золото, платину.
По понятным причинам, качественно проводить ювелирную пайку могут только профессионалы. Но попробовать свои силы и обучиться тонкостям процесса не запрещено никому.
Оборудование
К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
Нагревание соединяемых деталей и расплавление припоя осуществляется посредством газопламенного оборудования. Это могут быть установки, работающие на газе или бензине. Гораздо чаще для ювелирных работ используются газовые аппараты. Это обусловлено тем, что газовое оборудование более удобно в применении, не создаёт дискомфорта из-за резкого запаха (как в случае с бензином).
Сжатый газ, находящийся в баллоне, готов к употреблению, его подача осуществляется за счёт собственного давления. При применении бензина, готовят бензино-воздушную смесь, для чего необходим сжатый воздух. То есть, в этом случае требуется применение насосного или компрессорного оборудования.
Аппарат, применяемый при ювелирной пайке, должен быть укомплектован газовой горелкой, имеющей регулятор интенсивности пламени. Для выполнения ювелирных работ желательно иметь две горелки.
Одна из них, более мощная, применяется для расплавления металлов в тиглях. Другая должна иметь тонкий факел для разогрева и пайки миниатюрных компонентов.
Для ювелирной пайки могут применяться лазерные аппараты. Однако стоимость их высока, поэтому их устанавливают далеко не в каждой мастерской.
Приготовление флюса
Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Флюс чаще всего используют в жидком виде, нанося его на подготавливаемую к пайке поверхность. Ювелиры для этой цели очень часто применяют порошок буры, делая из него насыщенный водный раствор.
Приготовление такого флюса осуществляют в два этапа. Сначала порошок буры заливают водой и нагревают до полного его растворения.
После этого раствору дают высохнуть. Когда влага полностью испариться, разрыхлённый порошок буры растирают ступкой, после чего, добавляя воду, доводят смесь до состояния жидкой кашицы. Данным составом покрывается поверхность изделия перед пайкой.
Своеобразным методом осуществляется подготовка к ювелирной пайке золотых изделий, в составе которых имеется примесь никеля. Такое ювелирное изделие вначале кипятят в воде с борной кислотой.
После этой процедуры на поверхности золота образуется тонкая плёнка, препятствующая образованию окислов. Затем, непосредственно перед пайкой, поверхность покрывается флюсом из раствора буры.
Припои для драгоценных металлов
Основным материалом при пайке является припой, специальный расплавляемый сплав. Ювелирные припои имеют в своём составе драгоценные металлы.
Классификация этих сплавов осуществляется по температурной шкале их плавления. Сплавы для пайки, применяемые в ювелирном деле, обычно плавятся при температуре от 650 до 1000 ℃.
Эти относительно высокие значения температур и определяют газопламенное оборудование в качестве основного в ювелирной пайке.
 Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Выбор сплава для ювелирной пайки представляет особую важность и должен осуществляется индивидуально к каждому изделию. Важнейшим критерием в этом вопросе является цвет изделия.
Дело в том, что в зависимости от пробы металла, из которого изготовлено украшение, а также состава добавок, применённых в сплаве, цвет материала может иметь различные оттенки.
Очевидно, что при пайке ювелирных изделий, цвет применяемого сплава должен совпадать с цветом основного материала, в противном случае, работа может быть признана браком.
С этой целью, сплав, использующийся для ювелирной пайки золотых и серебряных изделий должен иметь ту же пробу, что и материал изделия, а также по возможности близкий состав.
Готовить самому или купить
Припои могут приобретаться в готовом виде, либо готовятся самостоятельно. При самостоятельном изготовлении сплавов для ювелирной пайки, необходимые компоненты в нужных пропорциях помещаются в тигель и расплавляются пламенем газовой горелки.
Весовые доли компонентов должны быть выверены очень точно, для чего обычно используются тонкие аптекарские весы. После расплавления и перемешивания всех составляющих, из жидкого расплава отливаются прутки, для чего используются специальные формы.
Многие мастера, для удобства последующей ювелирной пайки, раскатывают прутки в тонкие пластины и нарезают их на кусочки.
Состав
Для пайки изделий из золота используют золотой сплав, для пайки серебра – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
В продаже можно найти по несколько видов припоя каждой имеющей распространение пробы, которые отличаются друг от друга по составу и соответственно, по цвету.
Кроме пробы и цвета, сплавы, применяемые для ювелирной пайки должны обладать специфическими качествами, которые обеспечиваются введением в них особых добавок, иногда не содержащихся в соединяемых металлах. Например, в золотые припои могут включаться серебро, медь, цинк и кадмий.
При добавлении в припой серебра, понижается температура плавления полученного сплава, повышается его текучесть, обеспечивающая надёжное заполнение в процессе пайки микронеровностей спаиваемого стыка.
Кроме этого, серебро ослабляет желтизну оттенка золотого сплава. Введение меди напротив, повышает тугоплавкость и твёрдость припоя и добавляет красноватые тона в его окраску.
Добавление в припой кадмия и цинка снижают твёрдость, но при этом, первый придает изделию зеленоватый оттенок, второй же, ослабляет интенсивность окраски сплава.
Кроме названных компонентов, золотой ювелирный припой может содержать никель и палладий, которые придают сплаву белый цвет. Припои, содержащие эти элементы, используются для пайки ювелирных изделий из белого золота и платины.
К припоям для пайки серебряных изделий не предъявляются столь жёсткие требования в части пробы, как к золотым. Серебряные припои изготавливаются с содержанием меньшего количества компонентов, чем сплавы для пайки золота. Кроме самого серебра, в серебряном припое обычно присутствует либо только медь, либо медь с цинком.
Бижутерия
Благодаря развитию технологий в металлургии и производстве ювелирных изделий, прослеживается мировая тенденция увеличения доли сравнительно недорогой бижутерии в общем объёме ювелирного производства.

И это совершенно оправдано. Продолжающийся рост цен на драгоценные металлы делает непрактичным ношение дорогих изделий из золота и платины, в то время как появляется альтернатива в виде дешёвой и красивой бижутерии.
Способы пайки недорогих ювелирных украшений зависят от материала, из которого они изготовлены. К сожалению, некоторые сплавы, применяемые при изготовлении этих изделий, могут не поддаваться пайке.
В том случае, когда пайка возможна, лучше подобрать для этого сплав, состоящий из недорогих компонентов, так как припой может оказаться на порядок дороже самого изделия.
svaring.com
Серебряный припой своими руками

Серебряный припой постоянно применяют для промышленных производств и в домашних условиях, ведь он является самым высококачественным. Однако стоимость его достаточно большая, ведь в составе присутствует материал драгоценного типа. Именно поэтому часто люди стараются самостоятельно сделать данный припой. Однако это могут сделать только те, у которых имеются специализированные знания в этой области, ведь необходимо сделать такой материал, который будет обладать всеми нужными характеристиками и свойствами.
Серебро в чистом виде довольно дорогой металл, поэтому для припоя его используют в редких случаях, в основном он необходим для ювелирного производства. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы.
При содержании чистого серебра около 25 % материал качественно спаивает латунные заготовки. Поверхность в итоге получается аккуратно и выглядит привлекательно.
Очень часто припои производятся в виде сплошных листов. Перед работой его необходимо аккуратно разделить на полоски размером около 2 мм, ну а ширину можно сделать по собственному усмотрению, это зависит от того, как будет происходить применение материла. Зазорная пайка таким способом получается наиболее качественной. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
Характеристики и свойства припоя из серебра
Собственноручное создание серебряного припоя часто делается для применения в домашней обстановке. В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
При создании данного типа материала необходимо обеспечить, чтобы в состав входило 30 % серебра. Меди должно быть около 20 %, цинка 16 %, а кадмия 33 %. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Материалы и инструменты для создания припоя
Имеется несколько вариантов создания серебряного припоя самостоятельно. Однако даже самые простые из них требуют тщательной работы, причем не факт, что материал получится качественным. Для начала стоит найти все инструменты и необходимые материалы. Для этого понадобятся:
- ломик для серебра;
- другие металлы, входящие в состав, к примеру, бура для пайки, латунь, медь;
- весы;
- ложечка;
- кусачки;
- ножницы;
- наждачка;
- горелка газовая;
- лопаточка;
- фальцы;
- ингус.

Технология создания серебряного припоя
Сначала потребуется определиться с составом материала, а затем подготовить нужные элементы в необходимых пропорциях. Налить серебро в ложку и расплавить его при помощи горелки. После этого можно приступать к добавлению других элементов, главное не спешить и делать все аккуратно, чтобы полученная смесь оказалась однородной. Поэтому на это потратить придется некоторое количество времени, но результат однозначно того стоит. Однако стоит помнить, что составляющие постепенно выгорают и происходит испарение, если процесс окажется слишком долгим. Потом можно вливать полученную смесь в ингус, а затем раскатывать без отжига. Чтобы сделать припой жесткого типа, необходимо использовать материал в определенных пропорциях:
- 80 % серебра;
- 16 % меди;
- 4 % цинка.
Средний по жесткости:
- 75 % серебра;
- 22 % меди;
- 3 % цинка.
Для создания мягкого припоя:
- 65 % серебра;
- 20 % меди;
- 15 % цинка.

Самостоятельное создание припоя
Спаивание при помощи серебряного припоя является очень ответственным и важным занятием, поэтому и заниматься его приготовлением необходимо со всей внимательностью и аккуратностью. Необходимо правильно обеспечить его превращение из жидкого в твердое состояние. Необходимо добавить все необходимые ингредиенты и сделать состав однородным, и уже после всех этих действий становится возможным перелить материал в ингус. При этом происходит три основных варианта этапов:
- Для начала необходимо подготовиться к расплавлению в ложке.
- Добавить остальные ингредиенты.
- После этого стоит перемешать готовый состав и перелить его в ингус.
Необходимо на донышко ложки положить немного картона, а затем пластину большего диаметра, чтобы она покрывала ложку полностью. Затем необходимо вжать пластину в ложку для получения вогнутой формы. Это очень важно, ведь при большей глубине процесс будет длительнее.

Точный все ингредиентов и их сортировка
Один рецепт подразумевает точное содержание следующих ингредиентов:
- 20 г серебра 916 пробы;
- лома серебра 875 пробы;
- 12 г чистого серебра;
- металлы;
- бура;
- газовая горелка.
Металл для создания припоя рекомендуется распределять маленькими отдельными кучками. Потом все происходит в зависимости от использованного рецепта и тщательным образом смешивается. Потом следует добавить буру 1/10 часть от общего количества. И только после этого можно приступать к подогреву в ложечке.
Необходимо расположить ингус недалеко от процесса. Для начала его следует смазать при помощи воска, а затем подогреть, ведь материал нельзя помещать из горячей в холодную емкость. При подогревании состав должен находиться в одинаковой температуре, поэтому как только необходимая консистенция достигнута. Он сразу переливается в ингус. После того, как припой станет нужной формы. Нужно подставить его в холодную воду. При полном охлаждении брусок вытаскивается. Следует помнить, что картон в ложке может выдержать не более пяти процессов такого рода, потом его необходимо поменять.
svarkagid.com
Припой для пайки медных труб: твердый припой, флюс, горелка
Присоединить разнообразные жесткие изделия можно с помощью процесса припаивания, который сопровождается сложными процессами с химической и физической точки зрения. В наши дни владельцы домов и квартир монтируют в своих жилищах трубы в основном из медного или алюминиевого материала (см. Алюминиевая труба). При этом часто появляется необходимость не только правильно установить медные элементы трубных систем, но и качественно их отремонтировать. Для этого обязательно придется приобрести специальный инструмент, оснащение и материалы. Неотъемлемой деталью при паянии труб из меди является припой, при подборе которого необходимо учесть ряд важных замечаний.

Как подбирать припой?
При паянии медных изделий применяются как мягкие, так и твердые виды припоев. В случае использования мягкого припоя для соединения труб из меди необходимо достичь температуры в пределах 4250С. При припаивании посредством твердых видов припоя следует добиться рабочей температуры для паяния до 460-5600С. В этих случаях используется газовая горелка.Вариант тиноля определяется в зависимости от процентного содержания меди и других элементов в составе сплава. В случае наличия в сплаве такого элемента, как серебро, тиноль считается серебряным. Следует знать, что при увеличении в составе тиноля процентного содержания серебра уменьшается его температура плавления и улучшается обтекание участка припаивания и смачиваемость.Увеличить качество присоединения труб из меди можно при использовании припоев медно-фосфорного типа, но при этом у них возрастет температура плавки и снизится смачиваемость, по сравнению с серебряными тинолями.В процессе припаивания медных деталей посредством припоя медно-фосфорного типа использовать флюс нет необходимости. При обычном присоединении медных изделий между собой, а также меди с бронзовыми элементами обязательно используется флюс. Микрозазор при употреблении серебряных тинолей должен находиться в пределах 0-0,15 мм, а в случае применения припоев медно-фосфорного типа – 0,025-0,15 мм.

Медно-фосфорный тип припоя
Трехкомпонентные припои медно-фосфорного типа с процентным содержанием серебра до 15% применяются при воздействии высокой температуры в основном в холодильном производстве при использовании газа.
Специальные характеристики
Тиноли медно-фосфорного типа имеют невысокую температуру плавления. Такой тип материала значительно текуч в процессе работы с металлическими изделиями различного состава с содержанием меди. Положительным моментом данного случая является отсутствие необходимости в использовании флюса при работе с таким припоем, так как фосфор уже в нем находится.Образовавшиеся швы при паянии таким способом получаются надежными и качественными. Такие прочные соединения требуются при использовании установок в холодильной промышленности. Холодильные установки работают с присоединениями, которые подвергаются небольшим вибрационным влияниям. При этом высокое содержание серебра в припое делает материал достаточно пластичным.В процессе паяния арматурных деталей следует охлаждать нетермостойкие части для исключения перегревов. При присоединении металлических деталей необходимо обязательно применять продувку таким веществом, как сухой азот посредством специальной установки. Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не применяются при работе со стальными деталями, из-за появления рассыпчатой пленки из фосфитов на созданном шве.
Виды медно-фосфорных припоев существуют такие:
- Тип 102. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 2%. Такой сплав является достаточно недорогим, имеет среднее растекание. Представляется возможным применять при установке холодильного оборудования при соединении деталей, на которые не действует вибрационная сила. При этом необходимо приобрести паяльник или газовую горелку;
- Тип 105. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 5%. Такой материал имеет пластичность и медленное растекание, благодаря чему появляется возможность заполнять большие зазоры. Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;
- Тип 115. Трехкомпонентный материал медно-фосфорного вида с процентным содержанием серебра в пределах 15%. В результате высокого процентного содержание серебра изделие имеет высокую степень пластичности. Такой способ рекомендуется использовать для присоединения медных деталей, сплавов с ней. Образованный шов после паяния способен переносить средние удары и вибрационные явления в период меняющихся тепловых режимов. Популярно используется такой метод при соединении холодильных систем, в которых применяется специальный газ.
Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы.Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.

Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn. Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.

Припаивание изделий твердым тинолем
В настоящее время существует такой способ соединения металлов, как применение твердого припоя, который замечательно подходит для создания капиллярной и щелевой пайки, присоединения труб из меди для подачи воды, установки газопроводов и холодильного оборудования. Такой способ позволяет формировать надежное и качественное соединение в период работы с присоединяемыми материалами.С целью присоединения труб из меди иногда применяется специальная паста, газ и другие вспомогательные инструменты и оснащение. Для надежного и безопасного припаивания необходимо изучить соответствующие инструкции по технологии пайки и технике безопасности.
Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы.Для осуществления припаивания понадобится следующий инструмент:1. Труборез.2. Газовая горелка.3. Шерсть металлическая.4. Припой бессвинцовый.5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее цвета;
- Далее, использовать припой.
Припаивание медных заготовок – труб, разнообразных деталей, является сложным процессом, который под силу знающим и способным мастерам.
o-trubah.com
Лучший припой для звука какой припой выбрать Часть - 5
Серебрано-оловянный и медно-оловянный припои
Серебряно-оловянный припой
В большинстве случаев паяю свинцово серебряно-оловянным припоем Radiel-Fondam: 62 % олова, 2 % серебра, 36 % свинца. Звуком данного припоя особо не заморачивался и специальных исследований не проводил. Но начитавшись Пехтерева и Аббаса решил попробовать безсвинцовый припой как альтернативу своему любимому Радиель-Фондам со свинцом. Попробовал сначала вариант олово-серебро, затем олово-медь. Сначала расскажу про серебряно-оловянный припой Radiel-Fondam содержащий 4% серебра и 96 % олова.
Физические свойства: Лудит он не хуже обычного ПОС 60/40 и ложится довольно аккуратно, образуя при застывании красивые морозные узоры. У него есть еще одно интересное свойство – фазовый переход происходит очень резко, если обычный оловянно-свинцовый застывает плавно, то серебряно-оловянный делает это почти мгновенно: жидкий... бам - твердый. Хоть я и читал, что серебро в припой добавляют не для улучшения проводимости, а чтобы не происходило резкого перехода при кристаллизации между жидкой и твердой фазами. Иначе - момент, возникающий в результате внутренних напряжений может развернуть паяемые SMD компоненты, ну и для выравнивания электрохимического потенциала. И еще один плюс, у серебряно-оловянного припоя сопротивление в два раза ниже, чем у оловянно-свинцового, что важно для контактов с большим проходящим током. То есть теоретически, он круче чем мой постоянный: серебряно-оловянно-свинцовый.
Звук: Для эксперимента запаял им с десяток соединений в такой последовательности: входные разъемы, галетный переключатель входов, регулятор громкости, входные цепи первой лампы усилителя (монтаж навесной). Пайки получились матовым, а вот - звук, вопреки ожиданиям (если сравнивать с припоем, содержащим свинец), как-то не очень. Спаял им входные цепи одного канала (второго – обычным, с содержанием свинца), так что для парного сравнения - мог быстро переключаться. Не буду описывать нюансы, но в целом - он мне не понравился (ниже напишу про звук припоя, который понравился). Мучать усилитель не стал, заменил без свинцовый припой на свой обычный, тонально все выровнялось, и так и оставил.
Медно-оловянный припой
Потом сделал эксперимент с припоем той же фирмы Radiel-Fondam, но с медной присадкой - марка F99U10B13. Содержание олова 99 %, меди 1 %. Этот конкретный медно-оловянный припой очень чистый с малым количество примесей, как про него написано «припой первой плавки». Похожие по составу на Radiel-Fondam припои азиатского происхождения намного грязнее т.к. в них в качестве сырья традиционно применяются материалы вторичной переработки.
Спаял им плату ЦАП на TDA 1541 c ламповым клоком от Аббаса. Плата, правда была не залуженная, а покрыта тонким слоем никеля и сверху золотом (такую заказывал у своих знакомых). Как и говорилось ранее, смачиваемость хуже, чем у серебряно-оловянного ли ПОС-а, но не настолько, чтобы плеваться. В отдельных местах внутреннего флюса для пайки не хватало и добавлял обычный спирто-канифольный, с ним смачиваемость заметно улучалась. С температурой мучился, не смог подобрать, чтобы пайки были блестящими, на этот раз вся плата получилась с матовыми.
Звук: В качестве контрольных кабелей у меня есть межблочники от Аббаса, распаянные кстати медно-оловянным припоем, но не фирменным, а его собственного приготовления. Первые час-полтора у меня еще был энтузиазм сравнить разные варианты получения звука с компьютера (новый цап/старый цап, новый/старый кабель, коаксиал/USB-кабель, Linux/Windows), но в общем-то результат стал понятен быстро довольно, поэтому свернул "исследования", загрузил OS Xubuntu, и до позднего вечера просто слушал любимых исполнителей (компьютер был подключен к новому DAC через кабель Аббаса).
Эмоции и восторги были вполне натуральными, и в большом количестве, описывать я их не умею. Могу просто резюмировать, что моей системе новый ЦАП, распаянный медным припоем, добавил очень много разнообразных плюсов:
- У DAC-а очень ровный тональный баланс
- Увеличилась ясность, появилась тонкая проработка интонаций (особо впечатляет это на вокале)
- Появилась рельефность образов и аналоговость звука
- Стало понятно где проблемы с тональным балансом у моего прежнего DAC-а
- Переживаний у слушателя намного больше, особенно, если слушатель женщина. Тут прям до слез…
Физические свойства: Как рабочий инструмент, имею паяльную станцию Weller WECP-20. Ей собственно и экспериментирую с разными припоями. А здесь выяснилось, что паять медно-оловянный припой нужно обычным паяльником с медным жалом, а не многослойным, как в моем или Ersa, иначе - рискуете угробить дорогое жало. У меня одно прогорело и для дальнейших экспериментов перешел с рабочей станции на обычный паяльник 220 В с регулятором температуры. Мне кажется, что медная присадка служит для выравнивания разницы потенциалов жало-припой, иначе при пайке чисто оловянным припоем жало выгорает за несколько часов (тоже пробовал). Да и допустимый процент меди в припое 0,7 – 1 % иначе смачиваемость падает очень сильно. Мне кажется, что медно-оловянный припой изначально предназначен для пайки чего-то другого, но не электронных компонентов. У него завышенная температура плавления и смачиваемость явно хуже, чем у серебряно-оловянного и оловянно-свинцового. Ну и медно-оловянный припой не подвержен «оловянной чуме», как чистое олово и более стабилен во времени.
Эссе в защиту медно-оловянного припоя
Кстати, на форумах те, кто пробовал медно-оловянный припой (без свинца) клянут его почем зря и в каждом посте норовят про него написать какую-нибудь гадость. По идее припой должен электрически соединять два или несколько элементов, привнося как можно меньше электрохимических возмущений. Обычно при пайке соединяется медь с медью или медь с железом (ножки многих радиоэлементов магнитятся и сделаны явно не из меди). Без олова в припое обойтись нельзя, потому как до сих пор другой основы не изобретено. Но олово в чистом виде для пайки электронных схем не применяется, т.к. химически неустойчиво (подвержено оловянной чуме на морозе и т.д.) и ему нужны стабилизирующие добавки. Добавки еще и снижают температуру плавления припоя, т.к. чистое олово имеет высокую температуру плавления, что большинству полупроводниковых радиоэлементов - противопоказано. В качестве стабилизирующей добавки очень удобен свинец, сплав делается просто сливанием двух жидких фаз. Но свинец, по идее, для паянного соединения – лишний. Чем разнообразнее добавляемые в припой элементы, тем сложнее получается электрохимический коктейль, и хуже кристаллическая структура в месте пайки.
В интернете встречал статью, в которой автор, связанный с этой тематикой доказывал, что лишних металлов лучше в припой не мешать. Основное, что он рассматривал, это строение кристаллической структуры пайки в месте контакта. Он утверждал, что кристаллы плохо друг с другом контактируют и образуют электрохимические пары, не плотно сопрягаются и т.д. на бытовом уровне для меня это понятно, а влезать с головой в металловедение я не хочу.
Вот ровно по этой причине самый эзотерически правильный припой для пайки медных (в основном) контактов звуковых цепей как раз медно-оловянный, потому как в нем нет лишних элементов. Этот сплав сливанием не сделать, и из-за применения для его производства приемов порошковой металлургии он получается дороже обычного оловянно-свинцового.
Резюме: хоть и намучился я с этим медно-оловянным припоем изрядно, рекомендую всем заинтересованным в правильном звуке его применять вместо обычных оловянно-свинцовых и серебряно-оловянных. По звуку он (этот конкретный) очень мягкий и правильный, по крайней мере мой эксперимент это показал. В припое должен быть или в большом объеме - свинец, или небольшая добавка меди, а серебро, хоть и осветляет звук, но по сравнению с медью (ИМХО) играет значительно – хуже.
А Веб = Аббас никогда из своего медно оловяного припоя не делал тайны и публиковал методику изготовления этого припоя у себя на форуме. Только он брал старинные монеты из чистой меди или старинную немецкую проволоку, а у меня, такой возможности не было. У себя на даче я залез в старую трансформаторную подстанцию времён СССР, полуразрушенную и выломал оттуда, чудом сохранившиеся медные контакты-коннекторы. На даче у меня есть мастерская, зажал контакты в тисах и напилил мелким надфилем медных опилок приличное количество (конкретную рецептуру, Аббас не давал). Взял магазинный припой ПОС-61, канифоль кусковую светлую и начал на газовой плите варить в чугунке припой с переменным добавлением канифоли в расплав, добавлял медные опилки, размешивая всё стеклянной палочкой, до полного расплавления опилок и появления у смеси чуть красноватого цвета. Перемешать нужно всё очень тщательно, чтобы смесь была однородной, а потом разлил всё в формочки из керамики, в которую спирали кладут в электроплитках и получились прутки-колбаски. Этим припоем постоянно пользуюсь при пайке звуковых схем, но перед монтажом нужно тщательно зачистить скальпелем все спаиваемые поверхности и что очень важно - облудить этим же, медьсодержащим припоем. Прирост в качестве звучания, обнаруживается сразу.
Мой опыт применения медно-оловянного припоя
Я такой припой брал в Аудиомании. Он с чистой не активированной канифолью. Запах при пайке обычный, приятно канифольный. Смачивает довольно хорошо. Получается довольно качественная пайка, но не сильно блестящая (скорее матовая, чем блестящая). И, что самое интересное "на звук выходит" быстро, за 2-3 дня, даже в выключенном состоянии, против 12-15 дней для припоя Asahi 60/40. Станция Ersa Digital 2000. У этого медно-оловянного припоя есть минус - довольно сильно лачит жало.
С припоем Асахи грязь в звуке держится намного дольше. С Асахи звук улучшается не плавно, а скачкообразно, в первые 10-12 дней улучшения практически нет, а в последующие несколько происходит резкое изменение в лучшую сторону. У медно-оловянного Radiel-Fondam звук проявляется сразу, и через два дня окончательно стабилизируется. Через какое-то время разница во влиянии припоев на звучание аппарата практически нивелируется. Я только с одним медно-оловянно-серябряным припоем не смог подружиться - Radiel Sn96.5Ag3Cu0.5 FXN. Грязнит звук даже после длительного прогрева.
Опишу два случая:
Приятель попробовал на звук, вырезанную из оловянной кружки ленту - по звуку она оказалась лучше фирменных медных кабелей, тех, что были у него в наличии. Кружка была, возможно, старая, возраст неизвестен. Олово из той кружки звучит очень хорошо, с очень высокой прозрачностью и небольшим акцентом на нижней середине. Но это ему даже в плюс, у него система на ШП динамике в открытом ящике и там мидбаса явно не хватает. Потом ту кружку сдали на химический анализ и выяснилось, что в ней 68 % свинца, 26 % олова, 2,5 % кадмия, 1 % железа и 2,5 % меди. Результат очень удивил! Оказалось, что оловянная кружка сделана в основном из свинца. После этого попробовали ее нагреть паяльником… Расплавилась! Ну и приятель пустил ее на припой для своего лампового усилителя, говорит, что звучит он – фантастика! Никакой фирменный супер дорогой припой и рядом не стоял.
В Днепропетровске мой знакомый сделал припой на оловянно-свинцовой основе, с добавками меди, золота, церия и тория-232 (по его словам конечно). Последний видимо в микро дозах – счетчик радиации "Припять" на него не реагирует. Паяется чем угодно, мягкий - как масло. Обычный сетевой "момент" на 40 Вт прекрасно расплавляет довольно толстую колбаску. Отлично прилипает к контактам без всякого флюса. Пробовали с друзьями на слух:
- У свежезапаянного звук совершенно – никакой, разобранный, напоминает заседания Верховной Рады в Украине: все орут, всех много, а толку никакого.
- После недельного прогона - уже лучше, что-то начинает прорезаться.
- После месяца круглосуточной работы - вот тут начинает работать на полную. Словами точно описать не могу, но как говорят - "все поет". Не будучи скрипачом - ловлю себя на мысли, что тянет взять скрипку.
- После отпаивания разъемов от кабелей и замены его «радиоактивного» припоя на базарный ПОС, получается какая-то хрень, петь перестает точно.
P.S. В шестой части статьи короткие примеры применения разных припоев и их звуковые свойства, чем промывать паянные соединения, чтобы не ухудшилось звучание и где брать действительно звучащий припой, если его нет в магазине.
Ссылки по теме
aovox.com
Припой для пайки: алюминия, меди, стали
Припой для проведения пайки алюминия используется не только в промышленности, но и в домашних условиях. Можно провести пайку мягким, твердым припоем в зависимости от вида металла.
Считается, что алюминий сложно паять. Если для пайки применять обычные припои, флюсы, которые используют для соединения нержавейки, латуни, меди, стали, то могут возникнуть сложности.
Причиной является образование оксидной пленки, которая отличается высокой стойкостью, тугоплавкостью. Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.

После того как поверхность алюминия будет зачищена изделием из нержавейки, на ней появится оксидная пленка.
Перед пайкой ее обязательно нужно удалять, так как затрудняется процесс.
Не все знают, как это сделать в домашних условиях. Есть специальные составы, которые изготавливают для соединения алюминия.
Применяя их, сложности в пайке алюминия не будет.
Чем паять алюминий и его сплавы?
Чтобы пайка алюминия осуществлялась на качественном уровне, следует применять припои, в состав которых входит кремний, алюминий, серебро, медь, цинк.
В продаже можно найти состав, в котором различное соотношение данных составляющих.
При выборе припоя следует учесть, что наибольшую стойкость к коррозии, прочность имеет то соединение, которое паяли с помощью припоя с высоким содержанием цинка.
Чем больше его в составе, тем выше показатели.
Припои на основе олова и свинца применять для пайки алюминия можно.
При этом стоит хорошо подготовить поверхность материала, качественно зачистить щеткой из нержавейки и приобрести высокоактивные флюсы.
Все же специалисты не рекомендуют применять такой припой — алюминий в нем плохо растворяется.
Видео:
Кроме этого, соединение будет подвержено коррозии, оно нуждается в покрытии лакокрасочными составами.
Припои, которые применяются для пайки алюминия, являются высокотемпературными. Подходящими для работы можно считать алюминиево-кремниевый, алюминиево-медно-кремниевый состав.
Припой из серебра
Для пайки чистое серебро не используют. Чаще всего для соединения латуни используют сплавы, в состав которых кроме серебра входит цинк, кадмий, никель, другие металлы.
Медь с серебром хорошо расплавляется, шов, который остается от плавки, отличается высокой прочностью.
Если в составе припоя серебра 10%, то его можно использовать для соединения деталей из стали.
Латунные и другие поверхности имеют после спаивания аккуратный, чистый шов.
Флюсы
Выбирая флюсы, стоит оценивать их характеристики. Не все из них проявляют активность по отношению к алюминию, особенно, если применяются припои, состав которых содержит олово и свинец, составы с серебром.
При покупке стоит приобрести флюсы, которые так и называются «Для пайки алюминия».
Видео:
Также можно купить флюс: виды 34А, Ф61А, Ф59А (высокотемпературный), а можно проконсультироваться с продавцом.
Канифоль
Что делать, если под рукой отсутствует припой, флюс, предназначенный для работы с алюминием. Можно воспользоваться припоями, куда в состав входят олово, свинец.
При этом оксидную пленку нужно будет разрушать канифолью. Таким образом, новая пленка не будет образовываться при нанесении на поверхности канифоли.
Если образуется немного пленки, то ее необходимо потереть специальным скребком из нержавейки. Можно добавить немного металлических опилок.
Производя трение по поверхности элементами из нержавейки, пленка будет разрушаться. Канифоль защитит от воздействия алюминия с воздухом.
Вместе с этим, происходит воздействие припоем. Такой метод специалисты рекомендуют применять в крайнем случае.
Если есть возможность, лучше приобрести флюс, припой, изготовленный для работы с поверхностями из алюминия, его сплава.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали.
Газовые составы смеси для горелки должны быть сбалансированными и не иметь недостатка/переизбытка кислорода.
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Технология работы припоем алюминия, его сплавов
Детали необходимо очистить от пыли, жира, грязи и установить в то положение, в котором они будут подвергаться пайке. В место, где будет осуществляться пайка, нужно нанести флюс.
Место с флюсом нагревается. Для этого стержнем нужно прикоснуться к поверхности. Важно не перегреть место соединения, так как металл будет плавиться.
При работе с припоем без флюса стоит знать особенность: оксидную пленку на поверхности нужно разрушить, так как припой не сможет проникнуть через нее.
Разрушать ее можно с помощью нержавейки или прутком из стали, для этого нужно произвести чиркающие действия по поверхности. В результате оксидная пленка теряет целостность.
Если поверхность большая, то разрушить пленку поможет щетка из стали. Ею нужно водить по поверхности, затем соединить детали между собой.
Проблема работы алюминия — оксидная пленка образовывается мгновенно после того, как ее счистят. Она является инертной и расплавленным металлом смачивается с трудом.
Что же делать, чтобы такую пленку снять и прочно запаять деталь? Можно очищать поверхность, налив на нее слой масла. Металл в этом случае не будет контактировать с воздухом, соответственно пленка не сможет образоваться.
Видео:
Вода не должна входить в состав масла. Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Есть еще способ снять оксидную пленку. Покрыть поверхность канифолью. Она, как и масло, будет препятствовать попаданию воздуха на металл.
Опилками из стали или щеткой из нержавейки нужно проводить чиркающие движения по алюминию, пленка утратит свою прочность.
Лучший метод удалить оксидную пленку своими руками — применить механические действия элементами из стали плюс воздействие активным флюсом.
Применяя пайку, можно восстановить предметы из алюминия любой конструкции, величины, сложности. Такой метод ремонта используется не только для предметов, используемых в быту.
К автомобилям, мотоциклам, прочей технике предъявляются повышенные требования прочности. Их также ремонтируют путем пайки.
Иногда такой способ соединения деталей является предпочтительнее, чем сварочные работы. Ведь он не деформирует металл, не меняет его состав.
При помощи спаивания можно отремонтировать кондиционеры, насосы.
В домашних условиях можно отреставрировать алюминиевый желоб водостока, сайдинг, лестницу, посуду. После ремонта сплав окажется очень прочным.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно.
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Мелкие изделия можно нагреть в специальной печи, так будет удобнее контролировать температуру.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами. Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Припои для других металлов
Если изделия, трубы состоят из меди, то специалисты не рекомендуют использовать сварочные работы.
В этом случае рекомендуется пайка медных труб твердым припоем, виды которых можно купить в любом специализированном магазине.
В отличие от алюминия, в припой для пайки медных труб может входить серебро, а также медно-фосфорный состав.
Спайка изделий из этого металла может осуществляться твердым, мягким припоем. Припой для пайки меди можете увидеть на видео ниже.
Видео:
Пайка твердыми припоями с серебром требует наличия специального оборудования — газовой горелки.
Популярностью пользуются припои с содержанием серебра. В составе припоя может находиться до 55 процентов этого металла.
Среди особенностей такого припоя можно отметить низкую температуру, при которой плавится металл. Серебро в составе вещества хорошо смачивает поверхности металла.
Серебро способствует хорошему заполнению щелей, которые образовываются между соединяемыми поверхностями. При использовании такого припоя образуются плотно-вакуумные швы.
Пайка меди твердым припоем отличается от пайки мягким. Применяя твердый припой, необходимо создать условия, при которых пайка волной припоя происходит при температуре, которая выше 420-425 градусов.
Стоит помнить, что при этом температура не должна превышать температуру, при которой соединяемые металлы плавятся.
Пайка, где используется мягкий припой для медных труб, должна происходить при температуре, которая составляет менее 425 градусов.
Флюс с составом серебра, который при этом используется, не дает возможности оксидной пленки образовываться.
Сплав меди и цинка называется латунный сплав. При пайке латуни есть свои особенности. Когда происходит термическое воздействие на латунный элемент, сплав выделяет цинк.
Видео:
При этом образовывается пленка из оксида меди, цинка. Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Серебряный припой, флюсы применяются для латуни, в составе которых есть медь. Если латунь включает в себя больше цинка, то серебряный припой должен быть ПСр40 и выше.
Когда поверхность латуни соединяется с серебряными припоями, то латунный слой может сильно расплавиться, поэтому следует контролировать нагрев металла и время всего процесса.
rezhemmetall.ru