Содержание
Гибка в ручных трубогибочных приспособлениях
и
овальности. С внутренним гидронагружением
можно гнуть как тонкостенные, так и
толстостенные трубы при радиусе изгиба
При
недостаточном давлении гидрозаполнителя
на деформируемых участках заготовки
образуются складки (гофры) и овальность.
При чрезмерном повышении давления
гидрозаполнителя заготовка раздувается.
Оптимальная величина давления нахо
дится
между началом потери устойчивости и
началом раздутия, и в производственных
условиях берется из таблиц.
Существует
и способ гибки с падением гидростатического
давления. При таком способе заготовка
1 с одной стороны соединяется с
гидроаккумулятором
4, ас другой стороны
через обратный клапан
5 заряжается от зарядного
гидростенда, после чего от него
отсоединяется. Собранный таким образом
узел устанавливается на трубогибочный
станок
2 или приспособление и
гнется, как обычно.
Оба
способа требуют специальных мер по
техние безопасности из-за возможного
выброса гидрозаполнителя при высоком
давлении, происходящем при разрушении
трубы в процессе гибки.
Ручные
приспособления применяют при гибке
труб из алюминиевого сплава АМцМ
диаметром до 20 мм, а из дуралюмина Д16,
сталей 20А и 1Х18Н9-Т — диаметром до 12 мм.
При этом можно получать минимальные
радиусы изгиба, равные трем диаметрам
трубы. В приспособлениях осуществляется
гибка труб без наполнителя и с
наполнителем.
5
Рис.
12.13. Схема гибки с гидронагружением:
а—с
постоянным давлением от гидростенда:
б—с падением гидростатиче-
ского
давления от гидроаккумулятора;
1—заготовка;
2—станок;
3—заглуш-
ка;
4—гидроаккумулятор;
5—обратный клапан
‘368
На
рис. 12.14 показано ручное приспособление,
применяемое для гибки сложных деталей,
имеющих изгибы в нескольких плоскостях.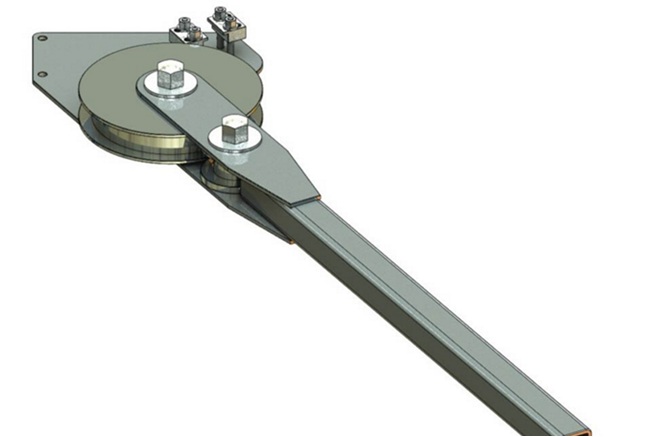
На таких приспособлениях гнутся трубы
диаметром до 12 мм. Приспособление
смонтировано на балинитовой плите 1 и
состоит из фиксирующих колодок
2, опорных планок 3,
контрольных планок 5, неподвижно
закрепленных на плите, и съемной
универсальной гибочной оправки,
переставляемой по ходу гибки
последовательно в отверстия опорных
планок 3. Оправка состоит из диска 7, оси
4, рукоятки
8 и прижима
10, прижимаемого к диску
7 винтом
11 через палец
9.
Рис.
12. 14. Приспособление для гибки в нескольких
плоскостях:
/—плита;
2—фиксирующая
колодка;
3—опорная
планка;
4—ось;
5—контрольная планка; 6—прихват;
7—диск;
8—рукоятка;
9—палец;
10—прижим;
//—винт;
12—упор;
13—
заготовка
Гибка
в приспособлении выполняется в следующем
порядке: конец трубы-заготовки
13 вставляется в паз колодки
2, продвигается до упора
12 и фиксируется прихватом
6. Затем на планку 3
Затем на планку 3
устанавливается гибочная оправка. Ось
4 оправки вставляется
в центральное отверстие планки
3, а сама планка
3, входя своими боковыми
гранями в паз, имеющийся на нижнем торце
диска
7, фиксирует его от
проворачивания. Прижим
10 вставляется между
заготовкой
13 и пальцем
9. Вращением винта
11 он прижимается к
заготовке. Вращением рукоятки
8 заготовка гнется до
упора в контрольную планку 5.
При
установке гибочной оправки на другие
опорные планки 3 операция повторяется
в аналогичном порядке.
В
серийном и опытном производствах широко
применяется изгиб труб с местным
нагревом заготовки пламенем газовой
горелки. Так гнутся трубы без
наполнителя и с наполнителем. Нагрев
используется при этом и как способ
управления процессом, так как, смещая
область нагрева, можно изменять положение
изгибаемого участка заготовки.
При
нагреве труб из алюминиевых сплавов
поддерживают температуру деформируемого
участка, примерно равную темпе
‘369
ратуре
отжига данного сплава.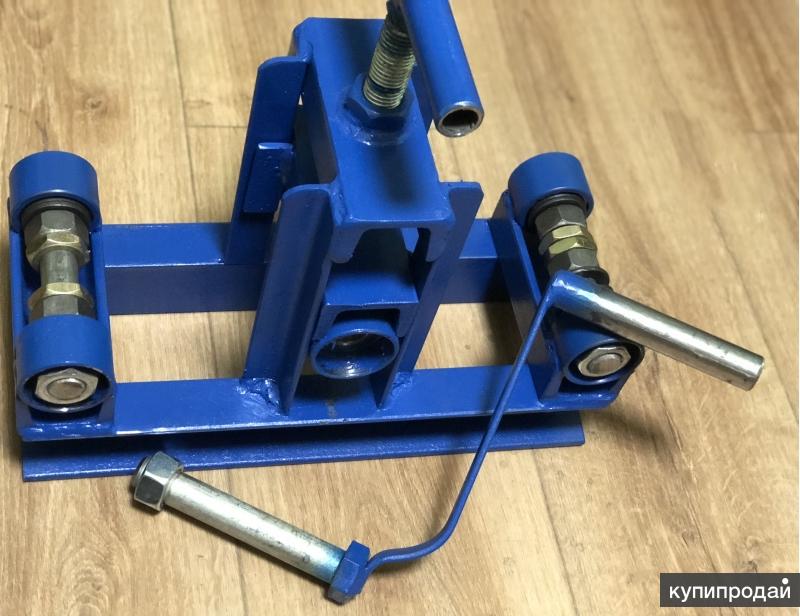 Контроль
Контроль
температуры ведут с
помощью
термокарандаша. Стальные трубы нагревают
докрасна.
Образовавшиеся неглубокие
гофры правят полукруглой обжим-
кой,
подогревая горелкой место правки. Но
при ручном нагреве
пламенем горелки
возможны пережоги материала и низкое
ка-
чество поверхности детали.
При
малых диаметрах труб целесообразна
гибка вручную.
Физические усилия,
необходимые для гибки, очень малы и
за-
траты времени на установку
заготовки на станок и управление
станком
ничем не оправдываются, так как
производительность
при ручной гибке
труб малых диаметров значительно выше,
чем
на станках.
При
диаметрах больше 10—15 мм усилия гибки
и затраты физического труда при ручном
выполнении операции настолько велики,
что операцию переводят на станки даже
в мелкосерийном производстве. Схема
гибки на распространенной конструкции
трубогибочного станка ТГС-2 показана
на рис. 12.15. Гибочная оправка 1 крепится
на вращающемся столе станка.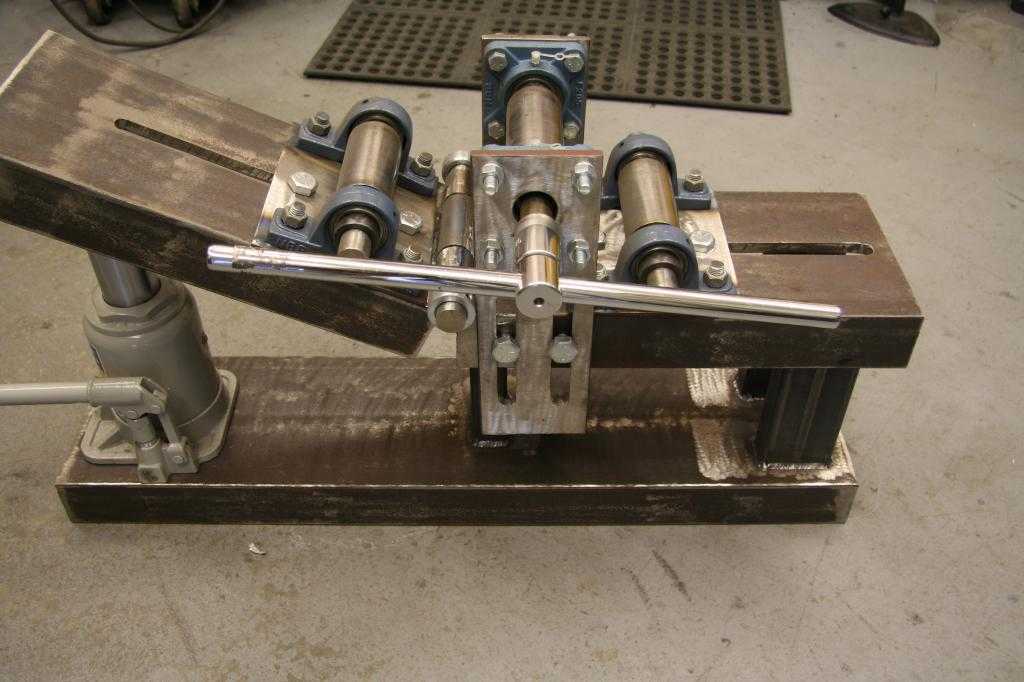 На этом
На этом
же столе поворачивается вместе с
оправкой прижим
6, прижимающий конец
трубы
4 к оправке
1. Калибрующая оправка
3 с тягой
2 крепится неподвижно на
стойке станка. Трубу
4 надевают на калибрующую
оправку 3 до упора, устанавливаемого
на заданный размер. Конец трубы поворотным
прижимом
6 прижимают к гибочной
оправке 1. Подводят к трубе плавающий
прижим
5, который может перемещаться
вдоль оси трубы. При повороте стола
станка оправка 1 начинает изгибать
трубу; прямой участок трубы, перемещаясь
влево, увлекает силой трения плавающий
прижим
5.
Гибка
на трубогибочных станках
Рис.
12.15. Гибка на станке ТГС-2:
а—схема
гибки; б—-общий вид станка; в—оснастка;
1—гибочная
оправка;
2—тяга;
3—калибрующая
оправка;
4—труба;
5—плавающий прижим;
6—поворотный
прижим
‘370
Таким
образом, деформируемый участок трубы
оказывается
зажатым
по наружному диаметру между желобками
оправки 1
и плавающего прижима
5, а по внутреннему диаметру
— калиб-
рующей
оправкой 3. Это предохраняет трубу от
Это предохраняет трубу от
искажения по-
перечного
сечения и от образования гофров на
внутренней ча-
сти трубы.
На
станке ТГС-2 можно гнуть трубы с наружным
диаметром
до 80 мм. Гидромотор привода
шпинделя позволяет бесступен-
чато
регулировать число оборотов шпинделя
от 0 до 2,8 об/мин.
.
Недостаток станков типа ТГС-2 —
необходимость изготовления
оснастки
для каждого диаметра трубы и радиуса
ее изгиба и
необходимость
переустановки заготовки при гибке в
нескольких
плоскостях.
Более
поздние и совершенные конструкции
трубогибочных
станков
выполняют гибку по схеме проталкивания
заготовки че-
рез роликовую головку
или фильеры (рис. 12-16). Заготовка
3
Изгибается в плоскую или
пространственную деталь сочетанием
трех
движений — поступательного перемещения
в гибочные ро-
лики
4, 5 и
6 с помощью каретки
1, вращением вокруг
собствен-
ной оси вместе с патроном
2, в котором зажата заготовка, и
подъемом
гибочного ролика
6. Все эти движения на
Все эти движения на
станке вы-
полняются автоматически
и программируются расстановкой
ку-
лачков
8 на диске 7 командоаппарата.
Автоматической работой
станка
управляют концевые контакты, установленные
на пути
перемещения механизмов
станка. Настройка станка заключает-
ся
в установке роликов
4, 5 я 6 соответственно
диаметру изги-
баемой
трубы и в наборе программы на
командоаппарате путем
расстановки
кулачков в пазах программного диска.
На
станке ТГСП-1 (рис. 12.17), также имеющем
программное
управление, гибка
выполняется с гидронаполнением
заготовки.
Гидронаполнитель подается
в заготовку
4 через гидрошарнир
1.
Программой задаются
движения продольной подачи заготовки
4
в поддерживающих роликах
2 и направляющих 3,
поворот гид-
рошарнира
1 вместе с заготовкой и подъем гибочного
ролика
5
гидроприводом
6. Поскольку из-за отклонений
Поскольку из-за отклонений
по диаметру, тол-
щине
стенок и механическим показателям
пружинение даже у
деталей,
изготовленных из одной партии заготовок
различно, ста-
бильные
размеры деталей можно получить только
при гибке с
нагревом до состояния
пластичности.
По
такой схеме (рис. 12.18) работает
модернизированный
Станок
ТГПС-2М. Местный нагрев заготовки 1 в
зоне изгиба
между
опорой 3 и гибочным роликом
4 выполняется с помощью
кольцевого
индуктора высокой частоты
2. Нагрев ведется до тем-
пературы
формовки (например, для стали — 800—950°
С). Из-
гибаемый участок расположен
между двумя охлаждаемыми
не-
разупрочненными
участками, препятствующими искажению
из-
гибаемых сечений.
‘371
‘372
ТеХйическая Рис. гидрощарнир; Рис. 1—заготовка; Таблица Параметры | ТГСП-1 | ТГПС-2 | ТГПС-2М |
Диаметр | 6-25 | 6-36 | 6-36 |
Наибольшая | 3000 | 2400 | 5000 |
Наименьший | 3 | 3 | 3 |
Прямые | 20 | 60-80 | 20 |
 12.1.
12.1. На
самолетостроительных заводах
эксплуатируются также трубогибочные
программные автоматы с магазинами,
вмещающими до 30 заготовок диаметром
до 50 мм и длиной до 3658 мм. Эти автоматы
Эти автоматы
имеют числовое программное автоматическое
н ручное управление.
Гибка
в штампах
При
длине детали, не превышающей 500—700 мм,
и при достаточно больших сериях
изделий гибку целесообразно вести в
штампах. Операция выполняется как с
заполнителем, так и без заполнителя. В
штампах можно получать детали
знакопеременной кривизны, изогнутые
в одной плокости, и детали с пространственной
кривизной.
Гибка
труб в штампах — наиболее производительный
способ из всех, рассмотренных раньше.
Однако процесс имеет существенные
недостатки, ограничивающие его
применение, в частности: 1) искажения
сечения (смятие) трубы в местах начального
ее контакта с пуансоном и матрицей; 2)
невозможность гибки в
‘373
двух
и более плоскостях на одном штампе; 3)
сложность дора- Дотки штампа на величину
пружинения.
Гибку
труб с толщиной стенки менее 1,5—1 мм
рекомендуется выполнять на
гидравлических прессах. При этом стенки
При этом стенки
сминаются меньше, чем при гибке на
быстроходных кривошипных прессах.
Конструкция простого штампа для гибки
труб показана на рис. 12.19. Диаметр ручья
штампа меньше наружного диаметра
трубы на 0,3—0,4 мм. Материалом для
изготовления пу-
Рис.
12. 19. Штамп для гибки трубы:
/—пуансон;
2—заготовка; 3— упор;
матрица
Рис.
12. 20. Трубогибочный штамп с поворотными
сухарями:
/—пуансон;
2—качающиеся сухари; 3—корпус матрицы;
4—ось
матрицы;
5—возвратная
пружина; 6—упор; 7—прижим-выталкиватель;
8— заготовка (труба)
ансона
1
и матрицы
4
могут служить сталь, сплав АЦ13, цинк
«или дельта-древесина. В конце хода
деталь калибруется по поперечным
сечениям жестким ударом. Для уменьшения
трения и смятия детали штампы для гибки
труб снабжаются на участках наиболее
интенсивного изгиба роликами или
поворотными деталями пуансона или
матрицы, поворачивающимися при гибке
вместе с соответствующими участками
детали (рис. 12.20).
12.20).
Из
сопоставления левой и правой половин
схемы можно проследить перемещение
деталей штампа в процессе гибки. В ис
ходном положении сухари
2
матрицы находятся в горизонтальном
положении под действием возвратных
пружин 5. Горизонтальное положение
сухарей фиксируется упорами
6.
Труба
8 укладывается
в ручьи, профрезерованные в сухарях.
Средняя часть трубы опирается на
прижим-выталкиватель 7. При ходе пуансона
1 вниз труба изгибается и щеки,
поворачиваясь, обкатывают трубу
вокруг пуансона, что уменьшает смятие
трубы. При ходе пуансона вверх
выталкиватель 7 поднимает трубу
8,
а пружины
5
возвращают сухари
2
в исходное положение.
374
Особенности
гибки труб, работающих при высоких
давлениях, и труб с прямоугольным
сечением
Трубы,
работающие при давлении 200—300 кгс/см2
и изготавливаемые из хромоникелевых
сталей, успешно гнутся с гидрозаполнителем. .2d
.2d
давление гидрозаполнителя равно
300—350 кгс/см2.
Трубы
прямоугольного сечения гнутся, как и
круглые, с заполнением легкоплавкими
сплавами или тонкими стальными лентами,
имеющими ширину, равную ширине внутренней
по* л ости трубы.
Приспособление для гибки труб
Каталог
Вид товаров:
|
|
|
|
| ||||||||
|
|
|
| ||||||||
|
1100245680 Ручное трубогибочное приспособление Производитель: Gedore Добавить в заказ | 1100278801GED +Manual bending tool set 3-18 Производитель: Gedore Добавить в заказ | 344A12 Плоскогубцы — вместимость 12мм Производитель: Facom Добавить в заказ |
344A14 Плоскогубцы — вместимость 14мм Производитель: Facom Добавить в заказ | 344A18 Плоскогубцы — вместимость 18мм Производитель: Facom Добавить в заказ | 344A8 Плоскогубцы — вместимость 8мм Производитель: Facom Добавить в заказ |
HG257100 Гибочный станок ручной, гидравлический Производитель: Gedore Добавить в заказ | HG278501 Устр-во д/гибки труб gr. Производитель: Gedore Добавить в заказ | HG280070 Эксцентр. гибоч. уст-во 70 мм Производитель: Gedore Добавить в заказ |
SL280100 Эксцентр. гибоч. уст-во 110° Производитель: Gedore Добавить в заказ | TA241500 Трубогибные клещи Ø 4,75 Производитель: Gedore Добавить в заказ | TA242312 +Pipe bending pliers Ø12mm Производитель: Gedore Добавить в заказ |
 0 + mi
0 + miМеталлический трубогиб M600 + 1 матрица — сталь | Углерод | Алюминий | Chromoly
Rated 5. 00 out of 5 based on 55 customer ratings
00 out of 5 based on 55 customer ratings
(55 customer reviews)
$925.00 – $1,410.00
- M601 metal pipe bender can do 94 degrees in one shot (hydraulic cylinder length dependent ) и пройти 180 градусов
- Сгибает различные металлы — низкоуглеродистую/углеродистую сталь, хроммолибден, нержавеющую сталь, алюминий и другие!
- Чрезвычайно точный и простой в использовании
- Сделано в США
- Патент заявлен
| Размер матрицы | Выберите вариант5X Combo (выберите для подробностей) x 2,5 CLR5X Combo (выберите для подробностей) x 3,5 CLR.50 Круглые/Квадратные x 2,5 CLR Набор матриц.50 Круглые/Квадратные x 3,5 CLR Набор матриц.625 Круглые/Квадратные x 2,5 CLR Матрицы Набор 625 (5/8″) круглых/квадратных x 3,5 набор матриц CLR. 2,50 Набор матриц CLR 1,00 x 3,5 Набор матриц CLR 1,00 x 4,5 Набор матриц CLR 1,00 x 6,00 Набор матриц CLR 1,050 (труба 3/4″) x 3,5 Набор матриц CLR 1,125 x 3,50 Набор матриц CLR 1,125 x 6,00 Набор матриц CLR 1,25 x 3,5 CLR 1,25 x 4,5 Набор матриц CLR 1,25 x 6,0 Набор матриц CLR 1,315 (труба 1 дюйм) x 4,5 Набор матриц CLR 1,315 (труба 1 дюйм) x 6,0 Матрица CLR 1,375 (1 3) /8″) x 4,5 CLR Набор матриц1,375 (1 3/8″) x 6,00 CLR Набор матриц1,50 x 4,5CLR Набор матриц1,50 x 6,00CLR Набор матриц1,625 (1 5/8″) x 4,5CLR Матрица Набор 1. 625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR 625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR |
|---|---|
| Сборка | Выберите вариант Комплект для сварки сварных швов/порошковое покрытие |
| Роликовая матрица | Выберите вариантНет, используйте стандартные прижимные матрица(и)Да, обновите до прижимного ролика(ов)Очистить |
Артикул: Н/Д
Категория: Трубогибы
Описание
Отзывы (55)
Трубогиб RogueFab модели 601 — лучшее предложение на рынке. По цене он конкурирует с машинами, у которых нет такой гибкости, универсальности и технической поддержки. Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности).
Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности).
Не знаете, что такое штамп прижимного ролика? Нужна помощь с вариантами? Узнайте все, что вам нужно, менее чем за 4 минуты:
Возможности металлического трубогиба M601
У нас самые доступные матрицы в отрасли, и все они изгибаются на 180+ градусов. Вы можете забыть о гибочных станках «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один выстрел (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают и проходят дальше 180.
Вы можете забыть о гибочных станках «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один выстрел (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают и проходят дальше 180.
Гибка углеродистой и нержавеющей стали
Гибочный станок M601 был протестирован на углеродистой и нержавеющей стали и работает очень хорошо. Наша линейка трубогибов имеет непревзойденный диапазон толщин стенок, которые они могут успешно сгибать, благодаря их исключительной мощности для толстостенных труб на M625 и их удивительному диапазону тонких стенок при оснащении оправкой Rogue Fab.
Другие поддерживаемые материалы
Наш M601 также может выполнять S-образные изгибы, что показано в разделе видео. Кроме того, он может сгибаться:
- латунь
- медь
- алюминий (круглая/квадратная труба и труба)
- тонкостенный титан для работы с турбонаддувом и трубчатые титановые рамы (при обновлении до модели 605 и использовании нашей насадки для оправки)
Хотя этот металлический трубогиб может сгибать сверхтолстые трубы DOM, он также может сгибать тонкие хромомолибденовые трубы 4130 для каркасов безопасности и по-прежнему может легко выполнять точные трехмерные изгибы любого материала.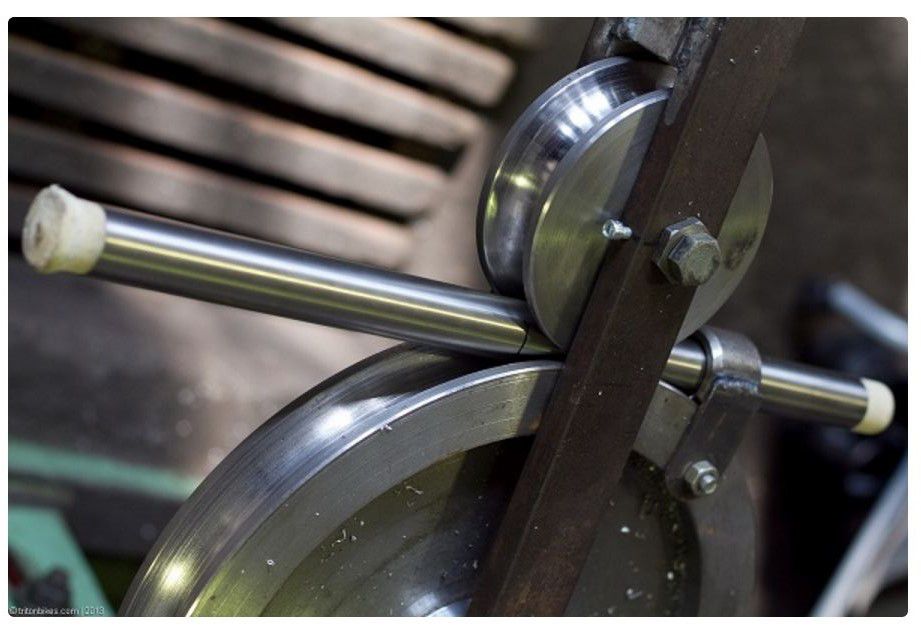
Вы все еще ищете ручные трубогибы?
Эта современная машина была разработана для работы с пневмо/гидравликой (поршневой привод продается отдельно, $99-249). Перед покупкой сравните нашу максимальную вместимость с конкурентами, потому что ничто другое не может сравниться с ними.
Гибкая конструкция
Самое лучшее в нашей линейке трубогибов — это то, что они могут легко расширяться вместе с вашим цехом. Вы можете получить станок прямо сейчас как базовый M601 или сверхмощный M625, и приступить к работе, не тратя весь свой инструментальный бюджет.
В будущем нет необходимости продавать эту машину для модернизации:
- Вы можете добавить оправку для гибки очень тонких трубок.
- Вы можете перейти на прижимные роликовые матрицы для более сложной геометрии гибки и гибки алюминия
- Вы можете модернизировать электрическую/гидравлическую силовую систему со скоростью 9,5 градусов в секунду с автоматическими остановками для повторяющихся деталей.

- Вы даже можете добавить ограничитель обратного хода и датчики поворота, чтобы отслеживать расстояние между изгибами и поворот между изгибами на 3D-деталях.

Нужно место для хранения? Мы продаем комплекты тележек и полные тележки для наших машин. Хотите стать продвинутым? Мы продаем лучшее в отрасли программное обеспечение для гибки, уже настроенное для наших станков.
Этот трубогиб не является ловушкой. В комплекте есть все, что на фото, кроме гидравлического цилиндра. Вы можете купить таран в Harbour Freight, чтобы сэкономить деньги на доставке, или получить его прямо на нашей веб-странице. Наша веб-страница является наиболее полным источником информации о гибке труб. Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
- Нужна помощь в выборе матрицы? – НАЖМИТЕ ЗДЕСЬ
- Хотите узнать емкость каждого кубика? – НАЖМИТЕ ЗДЕСЬ
Вы беспокоитесь о том, как научиться гнуть трубу? Или изучать новую машину? Наш самый простой в использовании и способный делать самые сложные изгибы. Позвольте нам показать вам менее чем за 7 минут:
Позвольте нам показать вам менее чем за 7 минут:
Хотите увидеть весь проект от начала до конца и еще больше трюков с изгибом, которые на 100% уникальны для нашего дизайна? Посмотрите это видео:
Сколько работы нужно, чтобы сварить это вместе? Очень мало, это так легко может сделать начинающий сварщик:
 youtube.com/embed/OOcTqvgows4?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/OOcTqvgows4?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Насколько сложно менять штампы? Супер легко! Вот видео смены набора штампов;
*при соответствующей комплектации. Полную информацию см. в нашей таблице грузоподъемности по толщине стенки. Он находится в нашем техническом разделе на нашей веб-странице.
Вам также может понравиться…
Распродажа!
Трубогиб модели 605/625 — набор трубок Tradesman
Рейтинг 4,83 из 5
2 250,00 долларов США – 3 500,00 долларов США Выберите варианты
Платежи от
$59/мес
Нажмите, чтобы применить
Распродажа!
Комплект Bender/Notcher ELITE – (время выполнения от 0 до 2 недель)
Рейтинг 5,00 из 5
$8 649,00 – $22 549,00 Выберите опции
Платежи от
$196/мес
Нажмите, чтобы применить
Пневматический/гидравлический цилиндр для гибочного станка M601-M625 (NT / Rogue / HF — см.
 описание*)
описание*)
*Отказ от ответственности: существуют серьезные общенациональные проблемы с цепочками поставок со всей гидравликой. Многие поставщики, которые снабжали их более десяти лет, были без них более года. У нас было всего 2 коротких перерыва в наших непрерывных поставках гидравлических цилиндров, но это не обошлось без проблем. У нас было много цилиндров с уродливой краской, закрашенной поверхностной ржавчиной на трубках масляного резервуара или обнаруживавшимися протечками, нуждающимися в замене уплотнений. Это все 100% новые продукты. После того, как мы заменим уплотнения, перекрасим или, по крайней мере, проверим и переупакуем эту гидравлику, ВСЕ они БУДУТ иметь следы эксплуатации или визуальные дефекты. Если вы заказываете этот продукт, вы принимаете это визуальное состояние.*
Это самый дешевый из двух способов питания трубогиба модели 600. Это воздушно-гидравлический поршень (он всасывает сжатый воздух и использует небольшой насос для преобразования этой энергии в гидравлический поток высокого давления для питания цилиндра). Это готово к использованию прямо из коробки. Они поставляются в сборе с воздушным насосом и шлангом. Этот цилиндр предназначен ТОЛЬКО для увеличения мощности. Наш гибочный станок M600 включает специальный кронштейн и изготовленные на заказ оцинкованные стальные возвратные пружины ASTM PW с ЧПУ для надежного возврата именно этого цилиндра. Когда мы продаем эти цилиндры, мы проверяем масляный рычаг и доливаем их по мере необходимости, убеждаемся, что они не протекают, проверяем, что возвратное усилие соответствует нашим спецификациям, а затем мы также добавляем нашу обработанную на станке с ЧПУ ручку разблокировки к гидравлическому клапану. . Все детали, которые мы прикрепляем к этому цилиндру, сделаны здесь, в США.
Это готово к использованию прямо из коробки. Они поставляются в сборе с воздушным насосом и шлангом. Этот цилиндр предназначен ТОЛЬКО для увеличения мощности. Наш гибочный станок M600 включает специальный кронштейн и изготовленные на заказ оцинкованные стальные возвратные пружины ASTM PW с ЧПУ для надежного возврата именно этого цилиндра. Когда мы продаем эти цилиндры, мы проверяем масляный рычаг и доливаем их по мере необходимости, убеждаемся, что они не протекают, проверяем, что возвратное усилие соответствует нашим спецификациям, а затем мы также добавляем нашу обработанную на станке с ЧПУ ручку разблокировки к гидравлическому клапану. . Все детали, которые мы прикрепляем к этому цилиндру, сделаны здесь, в США.
У нас есть 3 поставщика этих баллонов. Вы получите один из них. Они следующие:
- Northern Tool , PN 46200 (КРАСНЫЙ). Это те, которые мы отправляем с сентября 2020 года. Мы проверяем их качество на 100%. Эти цилиндры имеют диаметр 24,95 дюйма в сложенном виде. Это АБСОЛЮТНО самый длинный цилиндр, который помещается в машину. Они выдвигаются на 19″ (ход), и это больше, чем необходимо.
- Портовые грузовые перевозки PN 56215 **ПРИМЕЧАНИЕ: ПО СООБЩЕНИЮ, ОТСУТСТВУЕТ НА СКЛАДАХ В НАЦИОНАЛЬНОЙ СТРАНЕ** (КРАСНЫЙ) или 94562 (ОРАНЖЕВЫЙ, снят с производства, идентичен 56215, за исключением упаковки и цвета краски). На нашем фото оранжевый. Эти цилиндры претерпели несколько незначительных изменений за эти годы и были доступны с небольшими перерывами в течение более десяти лет. Эти цилиндры имеют длину 24 3/4″ в сжатом состоянии (от глаз к глазу) и ход 19,25″, что идеально подходит для нашего оборудования.
- Rogue Fab импортный PN 1194 (ЧЕРНЫЙ или КРАСНЫЙ). Эта компания не продает населению. Они сделаны для нас за границей. Мы всегда будем иметь их в нашей цепочке поставок, хотя практика импорта может привести к перебоям в уровне запасов (задержки заказов). Длина и ход этих цилиндров соответствуют цилиндрам Harbour Freight. Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины.
 Это АБСОЛЮТНО самый длинный цилиндр, который помещается в машину. Они выдвигаются на 19″ (ход), и это больше, чем необходимо.
Это АБСОЛЮТНО самый длинный цилиндр, который помещается в машину. Они выдвигаются на 19″ (ход), и это больше, чем необходимо. Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины.
Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины. Важное примечание. Это единственный крупный импортный компонент гибочного станка серии M600. Если вам нужно высококачественное индивидуальное гидравлическое решение для вашего трубогиба, мы предлагаем (2) различные превосходные электрические/гидравлические силовые системы (обе имеют цилиндры, произведенные в США). Если вы хотите купить гидравлический цилиндр самостоятельно, чтобы сэкономить деньги, мы настоятельно рекомендуем вам покупать цилиндры, перечисленные здесь, непосредственно у дистрибьюторов, у которых мы их покупаем (именно поэтому мы указали вам, кто их продает, и правильный номер детали). Если вы покупаете цилиндр, не указанный выше, имейте в виду, что монтажные отверстия на нашей машине имеют диаметр 5/8 дюйма. Также знайте, что цилиндр Northern Tool является самым длинным из подходящих. Наш кронштейн с возвратной пружиной предназначен для зажима ТОЛЬКО 33-мм гидравлических валов. Если вы приобретете гидравлический цилиндр с гидравлическим валом меньшего размера, возможно, он не сможет использовать нашу систему пружинного возврата.
Также знайте, что цилиндр Northern Tool является самым длинным из подходящих. Наш кронштейн с возвратной пружиной предназначен для зажима ТОЛЬКО 33-мм гидравлических валов. Если вы приобретете гидравлический цилиндр с гидравлическим валом меньшего размера, возможно, он не сможет использовать нашу систему пружинного возврата.
Требования к воздуху. Все эти цилиндры потребляют около 6 кубических футов в минуту сжатого воздуха при давлении 110 фунтов на квадратный дюйм во время работы. Они будут работать при более низком давлении и создавать меньшее усилие, и они будут работать при более низком CFM и работать медленнее. Мы рекомендуем воздушный компрессор 6+ CFM, который может создавать 125 фунтов на квадратный дюйм (установлен на 115-120). Рекомендуется бак на 30+ галлонов, но опять же, подойдет и меньший (он просто будет работать намного дольше). Мы также рекомендуем «железный фронт» и смазанный маслом компрессор. По нашему мнению, новые «безмасляные» ненадежны в долгосрочной перспективе.