Сортовой прокат. Основные профили сортового проката. ГОСТ 535-2005. Прокат сортовой стали
Основные профили сортового проката | МеханикИнфо
Сортовой прокат. Основные профили сортового проката. ГОСТ 535-2005. 4.43/5 (88.57%) проголосовало 7
Стальной сортовой прокат – вид металлопродукции, при производстве которого используются углеродистые стали обыкновенного назначения, качественные конструкционные, с легирующими добавками. В соответствии с ГОСТом 535-2005 к этой категории металлопроката относятся круг, шестигранник, квадрат, полоса.
Особенности производства
Технология изготовления продукции – горячая прокатка, которая протекает при температурах за порогом температуры рекристаллизации. Часть проката идет непосредственно в производство деталей машиностроения, крепежа, стройизделий и конструкций. А часть подвергается холодному деформированию – прокатке, волочению, протягиванию. Холодное деформирование происходит в температурном диапазоне, не достигающем порога начала рекристаллизации. В результате этого процесса у горячекатаных полуфабрикатов улучшается точность геометрических параметров, качество поверхности, повышается прочность, но обычно снижается пластичность. Структура становится волокнистой, зерна вытягиваются вдоль оси деформации. Для снятия внутренних напряжений проводят рекристаллизационный отжиг.
Сортовой прокат из нелегированных сталей склонен к появлению очагов коррозии и их последующему распространению. Для повышения срока службы металлоизделия покрывают защитным цинковым, алюмоцинковым, гальфановым слоем или ЛКМ.
Виды сортового металлопроката
Сортовым прокатом называют горяче- и холоднокатаные изделия, у которых касательные, проведенные через любую точку контура, не пересекают тело металлоизделия. Такому требованию соответствуют:
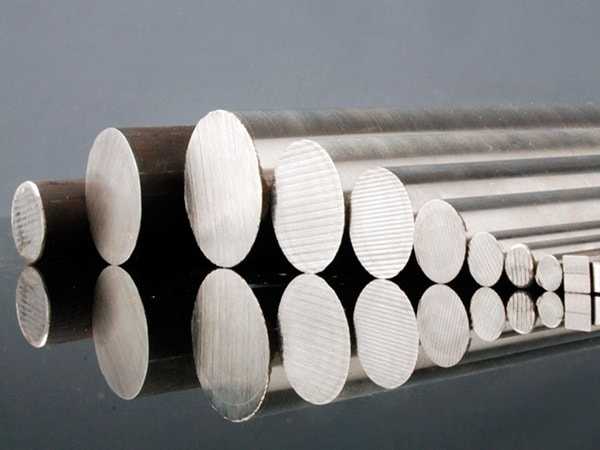
- Круг. В продажу поступает мотками (диаметром до 9 мм) или прутками. В зависимости от размера сечения, производственной технологии, марки стали, выполняет функции полуфабриката для производства труб или многоугольных профилей, подката для холоднодеформированных изделий. Из круга изготавливают крепежные элементы, детали оград и ворот, лестничные перила, металлоконструкции различного назначения.
- Квадрат. Стандартизированная горячекатаная продукция, которая выпускается с размерами стороны 6-200 мм, холоднокатаная – 3-100 мм. Изделия малых сечений поступают в продажу мотками, средних и больших – в прутках. Квадрат востребован при производстве крепежа, для изготовления декоративно-функциональных элементов ворот, оград, лестниц, при оформлении интерьеров, в ландшафтном дизайне, машиностроении.
- Шестигранник. Горячекатаные пруты выпускаются номерами 8-103. Номер равен диаметру вписанной окружности в миллиметрах. Этот товар наиболее популярен при производстве крепежных элементов. Калиброванные шестигранные пруты имеют номера 3-100. Калиброванный прокат из коррозинностойких сталей с полированной поверхностью («сатин», «зеркало», «суперзеркало») востребован в дизайне интерьеров, при оформлении фасадов, изготовлении декоративных или декоративно-функциональных элементов.
- Полосовой прокат. Ширина горячекатаной полосы – 10-200 мм, толщина – 4-30 мм. В зависимости от способа производства и применяемой марки стали, полоса предназначается для общего применения, изготовления лопаток турбин, инструмента, рессор, плакирования. Металлопродукция используется в качестве полуфабриката для изготовления труб и гнутых профилей. Полосовой прокат с декоративной обработкой поверхности – продукция, популярная в интерьерном дизайне и архитектуре. Оцинкованные полосы востребованы в электротехнике, для устройства линий заземления и молниеотводов.
mechanicinfo.ru
| Вид продукции | Размер | Марка стали | Длинна мерность | Гост | Наличие |
| круг горячекатанный | 10 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 11 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 12 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 13 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 14 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 15 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 16 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 17 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 18 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 19 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 20 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 21 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 22 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 23 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 24 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 25 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 26 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 27 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 28 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 29 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 30 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 31 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 32 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 3СП | 4000-6000 | 2590-2006 | есть в наличии | |
| круг горячекатанный | 34 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 35 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 36 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 37 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 38 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 39 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 40 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 41 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 42 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 43 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 44 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 45 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 46 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 47 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 48 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 49 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 50 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 52 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 53 | 3СП | 2590-2006 | есть в наличии | |
| круг горячекатанный | 54 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 55 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 56 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 57 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 58 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 59 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 60 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 62 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 63 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 65 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 67 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 68 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 70 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 72 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 73 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 75 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 78 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 80 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 82 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 85 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 87 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 90 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 92 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 95 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 97 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 100 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 105 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 110 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 3СП | 4000-6000 | 2590-2006 | есть в наличии | |
| круг горячекатанный | 120 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 125 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 130 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 135 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 140 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 145 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 150 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 155 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 160 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 165 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 170 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 175 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 180 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 185 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 190 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 195 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 200 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 210 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 220 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 230 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 240 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 250 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 260 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 270 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 280 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 290 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
| круг горячекатанный | 300 | 3СП | 4000-6000 | 2590-2006 | есть в наличии |
mpkural.ru
Сортовой стальной прокат: ГОСТ, виды, сортамент
Согласно ГОСТу 535-2005, стальной прокат разделяется на сортовой и фасонный. Характерная черта продукции первого типа – касательная, проведенная к любой точке контура сплошного поперечного сечения, само сечение не пересекает. Виды сортового металлопроката: круг, квадрат, шестиугольник, полоса, лист.
Прокат, у которого касательные могут пересекать поперечное сечение (уголок, тавр, двутавр, швеллер), называют фасонным. Рассмотрим подробнее сортамент сортового проката.
Круг, шестигранник, квадрат: способы производства и основные характеристики
Исходные виды стали, используемые в производстве этой продукции: углеродистые стали обыкновенного качества и качественные, низколегированные, легированные, высоколегированные.
-
 Получение стального горячекатаного сортового круглого проката диаметром 5-270 мм регламентируется ГОСТом 2590-2006. По точности прокатки разделяют изделия обычной, повышенной, высокой, особо высокой точности. Круги последних трех категорий применяются в качестве полуфабрикатов при производстве штампованных деталей. Штамповка может осуществляться как вдоль, так и перпендикулярно продольной оси.
Получение стального горячекатаного сортового круглого проката диаметром 5-270 мм регламентируется ГОСТом 2590-2006. По точности прокатки разделяют изделия обычной, повышенной, высокой, особо высокой точности. Круги последних трех категорий применяются в качестве полуфабрикатов при производстве штампованных деталей. Штамповка может осуществляться как вдоль, так и перпендикулярно продольной оси.
-
 Сортовой горячекатаный шестигранный прокат металла производят в соответствии с ГОСТом 2879-2006. По точности проката выделяют обычную и повышенную точность. Диаметр вписанного круга – 8-103 мм. Поставляют в прутах длиной 2-6 м, по требованию заказчика продукция определенных размеров может поставляться в мотках. Эта продукция в основном является полуфабрикатом для изготовления калиброванного проката. Изделия из горячекатаного сортового проката в первоначальном варианте (после очистки от окалины) служит для изготовления болтов, гаек, колец, втулок, чаще всего используемых в бытовых нуждах. Закалка и отпуск позволяют повысить прочность деталей.
Сортовой горячекатаный шестигранный прокат металла производят в соответствии с ГОСТом 2879-2006. По точности проката выделяют обычную и повышенную точность. Диаметр вписанного круга – 8-103 мм. Поставляют в прутах длиной 2-6 м, по требованию заказчика продукция определенных размеров может поставляться в мотках. Эта продукция в основном является полуфабрикатом для изготовления калиброванного проката. Изделия из горячекатаного сортового проката в первоначальном варианте (после очистки от окалины) служит для изготовления болтов, гаек, колец, втулок, чаще всего используемых в бытовых нуждах. Закалка и отпуск позволяют повысить прочность деталей.
-
 Производство горячекатаного
Производство горячекатаного
treydmetall.ru
Сортовой металлопрокат - что это такое
Ни одна промышленная отрасль не может обойтись без использования металлопроката – заготовки из металла, которая прошла обработку на станке. Форма заготовки может быть самой разной. Ее выбор зависит от того, для применения в какой из отраслей промышленности она предназначена.
Существует множество видов металлопроката. Но наиболее востребованы из них следующие:
- сортовой металлопрокат;
- фасонный;
- листовой и трубопрокат.
Что такое листовой и трубопрокат несложно догадаться по названию. Поэтому целесообразно рассмотреть, чем отличается между собой фасонный и сортовой прокат.
Отличительные особенности
Металлопрокат изготавливается из сплавов различной стали. Его подразделяют на два основных вида:
- фасонный;
- сортовой прокат.
Чем же они отличаются? Если говорить простым языком, к фасонному типу относятся пустотелые элементы из металла. Это означает, что в поперечном сечении они имеют сплошную невыпуклую геометрическую фигуру. Яркими представителями этой разновидности являются уголки, швеллеры и профили. К сортовому типу относятся металлические элементы, не имеющие полости. То есть в поперечном сечении они выпуклые. Представить себе сортовой металлопрокат можно, взглянув на металлический прут.
Применение сортового проката
Сортовой тип, по сути, является полуфабрикатом, из которого посредством дальнейшей обработки получают готовую продукцию. Данный материал широко применяется в строительстве. Из него производят конструктивные элементы зданий и сооружений, а также множество других изделий.
После дополнительной обработки из заготовок сортового типа изготавливают следующее:
- детали для различных механизмов;
- крепежные детали;
- гнутые профили.
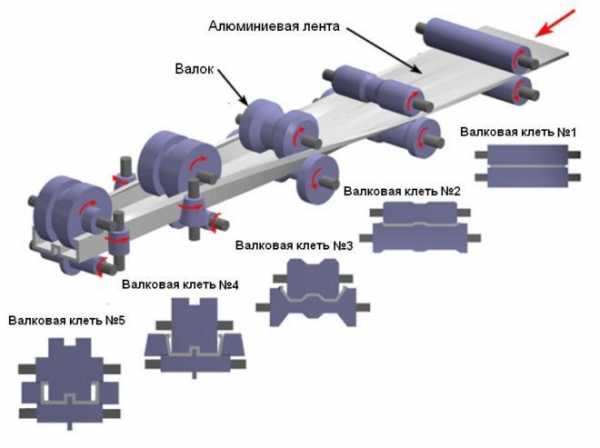
Технология профилирования гнутых профилей
Виды сортовой продукции
Главной особенностью этого типа является то, что его поперечное сечение имеет простую геометрическую форму. Он разделяется на следующие разновидности:
- простой;
- арматура.
Существует несколько типов простого проката:
- круглый;
- квадратный;
- шестигранный;
- полосовой.
Арматура – это множество простых элементов, которые соединены между собой. Арматуру применяют при строительстве железобетонных конструкций в сочетании с бетоном. Данное изделие позволяет усилить свойства бетона, либо служить для его растяжения.

Виды арматуры
В зависимости от качества поверхности, такой прокат стали делится на следующие группы:
- 1ГП – продукт, который не требуют дальнейшей обработки поверхности;
- 2ГП – продукт, поверхность которого требует горячей обработки давлением;
- 3ГП – продукт, поверхность которого обрабатывается холодным способом, подразумевающим механическую резку.
Применение стального круга
Стальной круг – это один из наиболее распространенных видов рассматриваемой продукции. Данное изделие изготавливается в виде стального прута, имеющего круглое поперечное сечение. Стандартный диаметр стального круга варьируется от 5 до 270 мм. Однако при необходимости диаметр круга может быть увеличен до 330 мм.
Стальной круг нашел широкое применение в машиностроении. В этой области промышленности его используют для изготовления различных втулок, валов, осей и прочих деталей, входящих в конструкцию машин. Помимо этого он применяется при изготовлении оград, кованых изделий, в том числе заборов, решеток на окна и двери и других изделий.

Применение стального круга в изготовлении решеток
Применение квадратов и шестигранников
Квадратный тип продукта, как и шестигранный, является таким же стальным прутом, имеющим либо квадратное, либо шестигранное поперечное сечение. Их стороны имеют стандартные размеры, варьирующиеся от 6 до 200 мм. Изготовление продукции более внушительных размеров возможно лишь по индивидуальному заказу.
Эти виды чаще всего применяются в строительстве. Из них изготавливают конструкционные элементы ворот, оград, скамеек и других конструкций.
Применение полосового проката
Стальные полосы применяются при изготовлении металлических конструкций, а также гнутого профиля, например, уголков. Полосовая продукция применяется при изготовлении автомобильных рессор, различных режущих инструментов, либо в качестве элементов конструкций, которые работают на растяжение. Сортовой металлопрокат полосового типа также применяется при изготовлении труб и различных декоративных элементов.
Применение фасонного проката
В зависимости от сферы применения фасонный тип продукции делят на две разновидности:
- массового назначения;
- специального назначения.
Наибольшим спросом, безусловно, пользуется металлопрокат массового назначения. К данной разновидности относятся следующие изделия:
- стальные уголки;
- стальные швеллера;
- стальные двутавры.
Прокат сталь профиль специального назначения применяется преимущественно при строительстве железнодорожных и трамвайных путей, шахтных выработок, а также в других особых отраслях.
Применение уголков
Уголки – это самый распространенный вид продукции, нашедший повсеместное применение. Стандартная ширина их полки варьируется в пределах 20-250 мм. Толщина стенки чаще всего зависит от предыдущей величины и может составлять от 5 мм до 12 мм.

Уголки из металла применяются в разных отраслях
Применение швеллеров
Швеллер – это вид фасонного металлического продукта, у которого поперечное сечение выполнено в виде буквы «П». Эти изделия применяются практически во всех промышленных отраслях. Без них невозможно построить здание, создать автомобиль, либо изготовить какое-либо другое оборудование.
Швеллеры имеют разную высоту поперечного сечения, которая непосредственно отражается на прочностных характеристиках изделий.
Применение двутавров
Двутавры – это изделия, выполненные в виде буквы «Н». Их чаще всего применяют в строительстве, в частности, при возведении различных сооружений и мостов.
Помимо этого, двутавры применяются в машиностроительной и вагоностроительной отраслях.
Высота их полок составляет от 100 мм до 1000 мм, а ширина – от 55 мм до 400 мм. Исходя из размерного ряда, двутавры разделяются на следующие виды:
- стандартные;
- широкополочные;
- колонные.
Из чего изготавливается металлический прокат
При его производстве могут использоваться различные виды стали и сплавов. К ним относятся:
- углеродистая сталь или так называемый черный металл;
- легированная сталь, прочностные и эксплуатационные характеристики которой улучшены за счет добавления различных химических компонентов;
- нержавеющая сталь;
- алюминий;
- медь;
- жесть.
Это далеко не полный перечень материалов, применяемых при изготовлении металлопроката. Огромный выбор металлов и форм выпускаемой продукции позволяет использовать ее в самых разных отраслях производства. Из этого материала можно изготавливать детали любых форм, обеспечивая их устойчивость к любым нагрузкам и температурному режиму.
Как сортовой, так и фасонный металлопрокат применяются практически во всех отраслях промышленности. Однако их отличие заключается в том, что сортовой тип применяется в качестве заготовок, в том числе и для производства фасонного типа.
Видео по теме: Производство сортового проката
promzn.ru
Сортовой прокат - Энциклопедия по машиностроению XXL
Примечание. Как отмечалось в п. 82.2, материалом д,ля изготовления детали может быть или рядовой, фасонный, сортовой прокат (болванки, прутки, полосы, угольники и т. п.) или непосредственно сам материал (пресспорошок, чугун, сталь и т. п.). В первом случае в графе Материалы основной надписи чертежа указывают обозначение проката по соответствующему стандарту (см. рис. 197, 213), а во втором — материала, например Пресс-материал АГ-4В ГОСТ 20437—75. [c.234] Вычерчивание профиля сортового проката. [c.63]Основная продукция черной металлургии чугуны — передельный, используемый для передела на сталь, и литейный — для производства фасонных чугунных отливок на машиностроительных заводах железорудные металлизованные окатыши для выплавки стали ферросплавы (сплавы железа с повышенным содержанием Мп, Si, V, Пит. д.) для выплавки легированных сталей стальные слитки для производства сортового проката (рельсов, балок, прутков, полосы, проволоки), а также листа, труб и т. д. стальные слитки для изготовления крупных кованых валов, роторов турбин, дисков н т. д., называемые кузнечными слитками. [c.20]
Продукция цветной металлургии слитки цветных металлов для производства сортового проката (уголка, полосы, прутков и т. д.) слитки (чушки) цветных металлов для изготовления отливок на машиностроительных заводах лигатуры — сплавы цветных металлов с легирующими элементами, необходимые для производства сложных легированных сплавов для отливок слитки чистых и особо чистых металлов для приборостроения, электронной техники и других отраслей машиностроения. [c.20]
Форму поперечного сечения прокатанной полосы называют профилем. Совокупность форм и размеров профилей, получаемых прокаткой, называют сортаментом. В СССР почти весь сортамент проката изготовляется в соответствии с ГОСТом (Государственным общесоюзным стандартом). В ГОСТах на сортамент проката приведены площадь поперечного сечения, размеры, масса 1 м длины профиля и допустимые отклонения от номинальных размеров. Сортамент прокатываемых профилей разделяется на четыре основные группы сортовой прокат, листовой, трубы и специальные виды проката. [c.64]
Сортовой прокат (рис. 3.8, а) делят на профили простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер, рельс, угловой и тавровый профили и [c.64]
Инструментом ДЛЯ прокатки являются валки, которые в зависимости от прокатываемого профиля могут быть гладкими (рис. 3.9, а), применяемыми для прокатки листов, лепт и т. п., ступенчатыми, например для прокатки полосовой стали, и ручьевыми (рис. 3.9, б) для получения сортового проката. Ручьем называют вырез на боковой поверхности валка, а совокупность двух ручьев образует калибр (рис. 3.9, в). Каждая пара ручьевых валков обычно образует несколько калибров. [c.65]
При единичном производстве экономически вьп однее применять рамы, спаренные из элементов сортового проката швеллеров, уголков, полос, листов. При серийном выпуске изделий выгоднее применять плиты. В отдельных случаях выбор плиты или рамы определяет конструкция машины и требования точности. [c.334]
Взаимозаменяемость способствует внедрению в производство специальных станков, приспособлений, режущего и мерительного инструмента, что приводит к снижению стоимости и повышению качества продукции. Развитие взаимозаменяемости стимулирует широкую стандартизацию различной продукции массового потребления — полуфабрикатов, сортового проката, крепежных изделий, электродвигателей, редукторов, приборов и пр. Это, в свою очередь, способствует развитию специализации и кооперирования предприятий. Взаимозаменяемость упрощает и ускоряет ремонт. Принципы взаимозаменяемости используются и дают экономический эффект в массовом, серийном и даже единичном производствах, так как во всех машинах и приборах широко применяются стандартные материалы, полуфабрикаты, детали и комплектующие изделия. [c.35]
Полному отжигу подвергают сортовой прокат, поковки и фасонные отливки. [c.195]
Направление волокон в кованых и штампованных деталях должно быть согласовано с конфигурацией деталей и направлением действия рабочих нагрузок. Штампованные коленчатые валы (рис. 78, б) и другие фасонные детали (рис. 78, г) с волокнами, следующими контуру, значительно прочнее деталей, изготовленных из сортового проката с перерезкой волокон [c.165]
ВСт.Зсп S ГОСТ 380-71 . Рекомендации по применению Ст.О — для изготовления неответственных деталей из листового и сортового проката Ст.1, Ст.1кп, Ст.2, Ст.2кп — дли изготовления болтов, гаек, шайб, шплинтов, заклепок, а также металлоконструкций, свариваемых из листового и сортового проката Ст.З, Ст.Зкп — для изготовления деталей металлоконструкций из сортового и листового проката, болтов, гаек, рычагов, тяг, осей [c.66]
Широкое применение в промышленности находит сортовой прокат, форма и размеры сечения которого (угольники, тавры и двутавры, швеллеры, рельсы краковые и железнодорожные ИТ. д.) строго регламентируются стандартами. Профили проката пронумерованы. Номер двутавра и швеллера соответствует высоте h их стенки, уголь- [c.38]
Строительные стали применяют главным образом в виде листов разной тол В1ины, а также в виде сортового проката. [c.402]
Изложницы — чугунные формы для изготовления слитков. Изложницы выполняют с квадратным, прямоугольным, круглым н многогранным поперечными сечениями. Слитки квадратного сечения переделывают на сортовой прокат (двутавровые балки, швелг леры, уголки и т. д.). Слитки прямоугольного сечения с отношением ширины к толщине 1,5—3 переделывают на лист. Из слитков круглого сечения изготовляют трубы, колеса. Многогранные слитки используют для поковок. [c.41]
По назначению прокатные станы подразделяют на станы для произБодства полупродукта и станы для выпуска готового проката. К первой группе относят обжнмные станы для прокатки слитков в полупродукт крупного сечения (блюминги, дающие заготовку для сортового проката, и слябинги, дающие заготовку для листового проката) и заготовочные для получения полупродукта более мелкого сечения. [c.66]
Ковка является единственно возможным способом изготовления тяжелых поковок (до 250 т) типа валов гидрогенераторов, турбин ных дисков, коленчатых валов судовых двигателей, валков прокат ных станов и т. д. Поковки меньшей массы (десятки и сотни кило граммов) можно изготовлять и ковкой, и штамповкой. Хотя штам повка имеет ряд преимуществ перед ковкой, в единичном и мелкосе рийном производствах ковка обычно экономически более целесооб разна. Объясняется это тем, что при ковке используют универсаль ный (годный для изготовления различных поковок) инструмент а изготовление специального инструмента (штампа) при небольшой партии одинаковых поковок экономически невыгодно. Исходными заготовками для ковки тяжелых крупных поковок служат слитки массой до 320 т. Поковки средней и малой массы изготовляют из блюмов и сортового проката квадратного, круглого или прямоуголь-ного сечений. [c.70]
Все однотипные и.зделия массового потребления сортовой прокат, крепежные детали, подшипники качения, электродвигатели и др.) по отношению к Конечной продукции (станки, экскаваторы и пр.) являются комплектующими изделиями и применяюгея очень широко во многих отраслях промышленпостн при са.мых разнообразных условиях работы. Широкие потребности в подобных изделиях требуют увеличения их типоразмеров. [c.18]
Высокий отпуск ( низкий отжиг- ). После горячей механической обработки сталь чаще имеет мелкое зерно и удовлетворительную микроструктуру, поэтому не требуется фазовой перекристаллизации (отжига). Но вследствие ускоренного охлаждения после прокатки или другой горячей обработки легированные стали имеют неравновесную структуру сорбит, троостит, бейпит или мартенсит и, как следствие этого, высокую твердость. Для снижения твердости на металлургических заводах сортовой прокат нодвергакгг высокому отпуску при 650—680°С (несколько ниже точки Л,). При нагреве до указанных температур происходят процессы распада маргеисита и (или) бейнита, коагуляция карбидов в троостите и в итоге снижается твердость. Углеродистые стали подвергают высокому отпуску в тех случаях, когда они предназначаются для обработки ре , апием, холодной высадки или волочения. После высокотемпературного отпуска доэвтектоидная сталь лучше обрабатывается резанием, чем после полного отжига, когда структура — обособленные участки феррита и перлита. Структурно свободный феррит налипает на кромку инструмента, ухудшает качество поверхности изделия, снижает теплоотдачу, и поэтому снижает скорость резания и стойкость п г-струмента. Для высоколегированных сталей, у которых практически не отмечается перлитного превращения (см. рис. 118, в), высокий отпуск является единственной термической обработкой, позволяющей понизить их твердость. [c.198]
Конструкция в целом должна обладать жесткостью, достаточной не только для нормальной работы в стационарных условиях но и для транспортировки и установки на месте. В конструкций большой протяженности обязательно включение мощных продольных усиливающих элементов из крупнопрофильного сортового проката. [c.197]
mash-xxl.info
Прокат сортовой и фасонный из стали углеродистой обыкновенного качества
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ СОРТОВОЙ И ФАСОННЫЙ
ИЗ СТАЛИ УГЛЕРОДИСТОЙ
ОБЫКНОВЕННОГО КАЧЕСТВА
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 535-88
ГОССТАНДАРТ РОССИИ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ СОРТОВОЙ И ФАСОННЫЙ ИЗ СТАЛИ
УГЛЕРОДИСТОЙ ОБЫКНАВЕННОГО КАЧЕСТВА
Общиетехническиеусловия
Common quality carbon bar and
shaped sections. General specifications
Датавведенияс01.01.90
Настоящий стандарт распространяется на горячекатаный сортовой, и фасонный прокат общего и специального назначения из стали углеродистой обыкновенного качества.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Прокат изготовляют из стали марок Ст0, Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст6пс, Ст6сп по ГОСТ 380-88.1.2. Химический состав стали должен соответствовать ГОСТ 380-88. При обеспечении механических свойств, установленных для проката из стали Ст3кп, Ст3пс и Ст3сп, допускается снижение нижнего предела массовой доли марганца в стали до 0,25 %, а отклонение от нижнего предела массовой доли углерода не является браковочным признаком.
Примечание. Для проката, предназначенного для вагоностроения и судостроения, химический состав-по ГОСТ 380-88.
(Измененная редакция, Изм. № 1).
1.3. Профили СВП для крепи горных выработок по ГОСТ 18662-83 изготовляют из стали марок Ст5пс и Ст5сп.
1.4.(Исключен, Изм. № 1).
1.5. По требованию потребителя массовая доля серы в стали всех марок, кроме марки Ст0, должна быть не более 0,040 %, фосфора-не более 0,030 %.
1.6. В зависимости от нормируемых показателей прокат подразделяют на категории: 1, 2, 3, 4, 5.
Для обозначения категории к обозначению марки стали добавляют номер категории, например, Ст3пс1, Ст3пс5, Ст5сп2, Ст4сп3.
Категорию указывают в заказе.
Категорию, если она не указана в заказе, определяет изготовитель.
1.7. В зависимости от назначения прокат делится на группы:
I- для применения без обработки поверхности;
II-для холодной механической обработки резанием;
III- для горячей обработки давлением.
Группу указывают в заказе.
Группу, если она не указана в заказе, устанавливает изготовитель.
Фасонный прокат изготовляют только группы 1.
1.8. По форме, размерам и предельным отклонениям прокат должен соответствовать требованиям:
ГОСТ 2590-88-для круглого;
ГОСТ 2591-88-для квадратного;
ГОСТ 103-76-для полосового;
ГОСТ 2879-88-для шестигранного;
ГОСТ 8509-86-для углового равнополочного;
ГОСТ 8510-86-для углового неравнополочного;
ГОСТ 8239-89-для балок двутавровых;
ГОСТ 8240-72-для швеллеров;
ГОСТ 19425-89-для балок и швеллеров специального назначения:
ГОСТ 19240-73-для рельсов наземных и подвесных путей;
ГОСТ 18662-83-для профилей горячекатаных СВП крепи горных выработок;
ГОСТ 17152-89-для профилей ножей землеройных машин;
ГОСТ 21026-75-для швеллеров с отогнутой полкой для вагонеток;
ГОСТ 26020-83-для двутавров с параллельными гранями полок.
Примеры условных обозначений приведены в приложении.
Прокат разделяется на сортовой и фасонный. К сортовому относится прокат, у которого касательная к любой точке контура поперечного сечения данное сечение не пересекает (прокат круглый, квадратный, шестигранный, полосовой).
К фасонному относится прокат, у которого касательная хотя бы к одной точке контура поперечного сечения данное сечение пересекает (балка, швеллер, уголок и профили специального назначения).
1.7; 1.8.(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.2.2. Прокат изготовляют в горячекатаном состоянии. Для обеспечения требуемых свойств может применяться термическая обработка.
2.3. По требованию потребителя обеспечивается свариваемость стали путем соблюдения требований по химическому составу стали и механическим свойствам проката.
2.4. Нормируемые показатели проката по категориям приведены в табл. 1.
Таблица 1
| Ударная вязкость |
| ||||||||
| Категория | Химический состав | Временное сопротивление | Предел текучести | Относительное удлинение | Изгиб в холодном | При тем-пературе 0С | После механического | Марка стали | |
| состоянии | +20 | -20 | старения | ||||||
| 1 | + | + | + | + | + | - | - | - | Ст0; Ст3кп; Ст3пс; Ст3сп; Ст4кп; Ст4пс; Ст4сп; Ст5пс; Ст5сп; Ст6пс: Ст6сп |
| 2 | + | + | + | + | + | - | - | - | Ст3кп; Ст3пс; Ст3сп; Ст4кп; Ст4пс; Ст4сп; Ст6пс; Ст6сп |
| 3 | + | + | + | + | + | + | - | - | Ст3пс; Ст3сп; Ст4пс; Ст4сп |
| 4 | + | + | + | + | + | + | + | - | Ст3пс; Ст3сп |
| 5 | + | + | + | + | + | + | + | + | Ст3пс; Ст3сп |
1. Знак «+» означает, что показатель нормируется.
2. Для стали марки Ст0 предел текучести и изгиб, для стали марок Ст6пс и Ст6сп изгиб не нормируют.
3. Фасонный и полосовой прокат категории 2 из стали марок Ст3пс, Ст3сп, Ст4пс, Ст4сп изготовляют толщиной менее 3 мм и более 40 мм. Сортовой прокат категории 2 из тех же марок стали изготовляют диаметром менее 12 мм, стороной квадрата менее 11 мм и диаметром (стороной квадрата) более 40 мм.
(Измененная редакция, Изм. № 1, 2) .
2.5. Механические свойства проката при растяжении, а также условия испытаний на изгиб должны соответствовать нормам, приведенным в табл. 2.
Таблица 2
| Временное сопротивление в, Н/мм2 (кгс/мм2), для толщин, мм | Предел текучести т, Н/мм2 (кгс/мм2), для толщин, мм | Относительное удлинение , % для толщин мм | Изгиб до параллельности сторон (a- толщина образца, d- диаметр справки) | |||||||||
| Марка стали | до 10 | св. 10 | до 10 | св. 10 до 20 | св. 20 до 40 | св. 40 до 100 | св. 100 | до 20 | св. 20 до 40 | св. 40 | для толщин, мм | |
| не менее | до 20 | св. 20 | ||||||||||
| Ст0 | Не менее 300 (31) | - | - | - | - | - | 18 | 18 | 15 | - | - | |
| Ст3кп | 360 - 460 | 235 | 235 | 225 | 115 | 185 | 27 | 26 | 24 | d = a | d= 2a | |
| (37 - 47) | (24) | 124) | (23) | (22) | (20) | |||||||
| Ст3пс | 370 - 480 | 245 | 245 | 235 | 225 | 205 | 26 | 25 | 23 | d= a | d= 2a | |
| (38 - 49) | (25) | (25) | (24) | (23) | (21) | |||||||
| Ст3сп | 380 - 490 | 370-480 | 255 | 245 | 235 | 225 | 205 | 26 | 25 | 23 | d= a | d= 2a |
| (39-50) | (38 - 49) | (26) | (25) | (24) | (23) | (21) | ||||||
| Ст4кп | 400 - 510 | 265 | 255 | 245 | 235 | 225 | 25 | 21 | 92 | d= 2a | d= 3a | |
| (41 - 52) | (26) | (26) | (25) | (24) | (23) | |||||||
| Ст4пс | 410 - 530 | 265 | 265 | 265 | 245 | 235 | 24 | 23 | 21 | d= 2a | d= 3a | |
| Ст4сп | (42 - 54) | (27) | (27) | (26) | (25) | (124) | ||||||
| Ст5пс | 490 - 630 | 285 | 285 | 275 | 265 | 255 | 20 | 19 | 17 | d= 3a | d= 4a | |
| (50 - 64) | (29) | (29) | (28) | (27) | (26) | |||||||
| Ст5сп | 490 - 630 | 295 | 285 | 275 | 265 | 255 | 20 | 19 | 17 | d= 3a | d= 4a | |
| (50 - 64) | (30) | (29) | (28; | (27) | (26) | |||||||
| Ст6пс, | Не менее 590 | 315 | 315 | 305 | 295 | 296 | 15 | 14 | 12 | - | - | |
| Ст6сп | (60) | (32) | (32) | (31) | (30) | (30) | ||||||
1. По согласованию изготовителя с потребителем для фасонного проката толщиной свыше 20 мм значение предела текучести допускается на 10 Н/мм2 (1 кгс/мм2) ниже по сравнению с указанным.
2. По согласованию изготовителя с потребителем допускается снижение относительного удлинения для фасонного проката всех толщин на 1 % (абс.).
3. По согласованию изготовителя с потребителем допускается превышение верхнего предела временного сопротивления по сравнению с указанным на 50 Н/мм2 (5 кгс/мм2) при условии выполнения остальных норм.
2.6. Ударная вязкость сортового и фасонного проката категорий 3, 4, 5 из стали марок Ст3пс, Ст3сп, а также категории 3 из стали марок Ст4пс, Ст4сп должна соответствовать приведенной в табл. 3.
Таблица 3
|
|
| Ударная вязкость КСV, Дж/см2 (кгсм/см2), не менее | ||
| Марка стали | Толщина проката | при температуре, 0С | после механического | |
|
|
| +20 | -20 | старения |
| Ст3пс, | 3,0-4,9 | 108(11) | 49(5) | 49(5) |
| СтЗсп | 5,0-9,9 | 108(11) | 49(5) | 49(5) |
| 10-25 | 98(10) | 29(3) | 29(3) | |
| 26-40 | 88(9) | - | - | |
| Ст4пс, | 3,0-4,9 | 98(10) | - | - |
| Ст4сп | 5,0-9,9 | 98(10) | - | - |
| 10 - 25 | 88(9) | - | - | |
| 26-40 | 69(7) | - | - | |
1. Знак «-» означает, что испытание не проводится.
2. Определение ударной вязкости проката круглого сечения проводят, начиная с диаметра 1,2 мм, квадратного, начиная со стороны квадрата 11 мм, фасонного-с толщин, из которых могут быть вырезаны образцы типов 1 и 3 по ГОСТ 9454-78.
3. При испытании проката на ударную вязкость допускается снижение величины ударной вязкости на одном образце на 30 %, при этом среднее значение должно быть не ниже норм, указанных в таблице.
2.7. Расслоение проката не допускается.
2.8. Для группы I на поверхности проката допускаются без зачистки отдельные раскатанные пузыри, рябизна, отпечатки, риски, не выводящие размеры профиля за пределы минусового отклонения. Другие виды дефектов должны быть удалены пологой зачисткой или вырубкой, не выводящей размер профиля за пределы минусового отклонения.
2.9. Для группы II допускаются без зачистки дефекты, глубина которых не превышает:
минусового предельного отклонения-для прутков размером менее 100 мм;
суммы предельных отклонений-для прутков размером 100мм и более.
Глубина залегания дефектов считается от номинального размера.
2.10. Для группы III на поверхности проката допускаются без зачистки отдельные раскатанные Пузыри, загрязнения, рябизна, отпечатки, риски, не выводящие размеры профиля за пределы минусового отклонения.
Другие виды дефектов должны быть удалены пологой зачисткой или вырубкой, глубина которой не должна превышать:
суммы предельных отклонений диаметра или толщины для прутков размером 40 мм и менее;
5 % диаметра пли толщины-для прутков размером свыше 40 до 140 мм;
8 % диаметра или толщины-для прутков размером свыше 140 мм.
Глубина зачистки или вырубки считается от минимального размера проката.
В поперечном сечении проката (диаметром или толщиной) более 140 мм допускается не более двух зачисток максимальной глубины, которые не должны быть расположены на одной оси.
2.11. Глубина залегания, зачистки или вырубки дефектов на поверхности проката, не имеющего нормированных предельных отклонений, не должна превышать 10 % толщины контролируемого элемента профиля.
2.7.- 2.11. (Измененная редакция, Изм. № 1).
2.12. Дефекты удаляются пологой зачисткой или вырубкой шириной не менее пятикратной глубины.
2.13. Прокат должен быть обрезан. При порезке проката в холодном состоянии на поверхности реза (торце) допускаются волнистость и сколы, не выводящие длину профиля за номинальный размер и предельные отклонения по длине.
Косина реза фасонного проката не должна выводить длину проката за его номинальный размер и предельные отклонения по длине. Высота заусенца при порезке ножницами не должна превышать 0,5 мм при толщине фасонного проката в направлении движения ножей до 5,0 мм включительно, 1,0 мм при толщине свыше 5,0 до 10 мм включительно и 0,1 толщины-при толщине фасонного проката более 10 мм.
Косина реза сортового проката диаметром (толщиной) до 80 мм не контролируется, сортового проката диаметром (толщиной) свыше 80 мм косина реза не должна превышать 0,1 диаметра (толщины), а по требованию потребителя-5,0 мм.
Высота заусенцев при порезке сортового проката ножницами не должна превышать 0,1 диаметра (толщины).
Высота заусенцев при порезке фасонного и сортового проката пилами не должна превышать 3 мм.
По требованию потребителя заусенцы должны быть удалены.
При порезке сортового и фасонного проката ножницами допускаются утяжка концов и отпечатки ножей глубиной до 0,25 диаметра (толщины) проката.
Прокат диаметром (стороной квадрата, шириной) до 40 мм немерной длины допускается изготовлять с необрезанными концами. По соглашению с потребителем прокат диаметром (стороной квадрата, шириной) свыше 40 мм изготовляют с необрезанными концами.
(Измененная редакция, Изм № 1, 2).
2.14. Маркировка и упаковка-по ГОСТ 7566-81 с дополнениями.
По требованию потребителя на прутки диаметром (стороной квадрата) свыше 30 мм, упакованные в связки, наносят маркировку. Клеймо наносится на торец прутка и содержит марку стали или ее условное обозначение с указанием расшифровки в документе о качестве, номер плавки или ее условное обозначение с указанием расшифровки в документе о качестве.
2.15. Маркировка проката производится несмываемой краской цветами, приведенными в ГОСТ 380-88.
На прокат в связках наносится цветная маркировка полосами шириной не менее 20 мм. Краску наносят на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
Допускается для сортового проката диаметром (стороной квадрата, толщиной) свыше 80 мм наносить цветную маркировку на торцы трех-пяти штанг в связке.
По согласованию изготовителя с потребителем допускается маркировку краской не производить.
2.14; 2.15.(Измененная редакция, Изм. № 1).
3. ПРИЕМКА
3.1. Прокат принимают партиями. Партия должна состоять из проката одного размера и одной плавки-ковша.Для проката из стали марки Ст0 число плавок в партии не ограничено.
3.1.1. В партии, состоящей из проката категории 1 и 2, допускается наличие нескольких плавок, при этом партия должна состоять из проката одного размера и одной марки стали. Масса партии-не более вагонной нормы.
3.1.2. Партия должна сопровождаться документом о качестве по ГОСТ 7566-81 с дополнениями:
категории проката;
группы качества поверхности;
при наличии в партии нескольких плавок-количества плавок в партии;
указания об обеспечении свариваемости-«св».
По согласованию изготовителя с потребителем допускается в документе о качестве не указывать результаты всех проведенных испытаний, а указывать: «Продукция соответствует ГОСТ 535-88».
3.2. Для проверки качества проката по химическому ; составу и механическим свойствам от партии отбирают:
для химического анализа-одну пробу от плавки-ковша;
для испытания на растяжение и изгиб-один пруток, моток полосу или штангу.
для испытания на ударную вязкость-два прутка, мотка полосы или штанги.
3.2.1. При прокатке плавки на различные толщины (диаметры, стороны квадрата) прутки, мотки, полосы или штанги для механических испытаний отбирают от минимальной и максимальной толщины проката.
3.1.1-3.2.1.(Измененная редакция, Изм. № 1)
3.2.2. Для контроля массы двутавров с параллельными гранями полок отбирают одну штангу от проката каждого типоразмера одной плавки.
(Введен дополнительно, Изм. № 1).
3.3. При получении неудовлетворительных результатов проверки хотя бы по одному показателю, повторную проверку проводят в соответствии с ГОСТ 7566-81.
3.4. Для контроля качества поверхности и размеров проката от партии отбирают 10 % прутков, мотков или полос, но не менее 5 штук.
3.5. Химический анализ готового проката и испытание на изгиб допускается не производить, установленные нормы обеспечиваются технологией изготовления.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы отбора проб для определения химического состава стали-по ГОСТ 7565-81.4.2. Химический анализ-по ГОСТ 22536.0-87; ГОСТ 22536.1-88; ГОСТ 22536.2-87; ГОСТ 22536.3-87; ГОСТ 22536.4-88; ГОСТ 22536.5-87; ГОСТ 22536.6-88; ГОСТ 22536.7-88; ГОСТ 22536.8-87; ГОСТ 22536.9-88; ГОСТ 22536.10-88; ГОСТ 22536.11-87; ГОСТ 27809-88; ГОСТ 17745-90; ГОСТ 18895-81 или другими методами, утвержденными в установленном порядке и обеспечивающими необходимую точность анализа.
При разногласиях между изготовителем и потребителем оценку проводят стандартными методами.
4.3. Методы отбора проб для механических и технологических испытаний-по ГОСТ 7564-73 (вариант 1).
4.4. Испытание на растяжение проводят по ГОСТ 1497-84 на образцах пятикратной длины по одному образцу от прутка, мотка, полосы или штанги.
4.5. Испытание на изгиб проводят по ГОСТ 14019-80 по одному образцу от прутка, мотка, полосы или штанги.
4.4; 4.5.(Измененная редакция, Изм. № 1).
4.6. Испытание на ударный изгиб проводят по ГОСТ 9454-78 на двух образцах от прутка, мотка, полосы или штанги для каждой температуры.
При толщине проката 10 мм и более применяют образцы типа 1; от 5,0 до 9,9 мм-образцы типа 3; от 3,0 до 4,9 мм-образцы с шириной, равной толщине проката, высота образца и глубина концентратора должны соответствовать установленным для образца типа 3.
Для проката с номинальной толщиной 5 и 10 мм или изготовленного с отклонением на минусовый допуск, ударную вязкость определяют на образцах толщиной, равной толщине проката.
(Измененная редакция, Изм. № 2).
4.7. Определение склонности к механическому старению проводят по ГОСТ 7268-82 на двух образцах от прутка, мотка, полосы или штанги. Толщина образцов должна соответствовать толщине, принятой в п. 4.6.
4.8. Контроль механических свойств проводят для минимальной и максимальной толщин (диаметра, стороны квадрата) проката одной плавки: для толщин до 10 мм, св. 10 до 20 мм, св. 20 до 40 мм, св. 40 до 100 мм.
При контроле механических свойств допускается применять статистические и неразрушающие методы контроля но нормативно-технической документации на методы контроля металлопродукции.
При использовании изготовителем статистических и неразрушающих методов контроля в соответствии с нормативно-технической документацией контроль механических свойств, предусмотренный настоящим стандартом, допускается не производить. Изготовитель обеспечивает при этом соответствие выпускаемой продукции требованиям настоящего стандарта. В арбитражных случаях и при периодических проверках качества применяются методы контроля, предусмотренные настоящим стандартом.
4.9. Качество поверхности проверяют путем осмотра без применения увеличительных приборов.
Расслоение проката контролируют осмотром торцов и кромок проката.
4.10. Геометрические размеры и форму профиля проверяют при помощи измерительных инструментов по ГОСТ 162-90, ГОСТ 166-89, ГОСТ 427-75, ТУ 2-034-225-87, ГОСТ 3749-77, ГОСТ 5378-88, ГОСТ 6507-90, ГОСТ 7502-89 или инструментов, аттестованных по ГОСТ 8.326-89 и ГОСТ 2216-84.
4.11. Контроль массы двутавров с параллельными гранями полок проводят взвешиванием одной пробы длиной не менее 1 м при массе 1 м профилей не более 20 кг, на пробе длиной не менее 0,3 и при массе 1 м более 20 кг.
4.7-4.11. (Измененная редакция, Изм. № 1, 3).
4.12.(Исключен, Изм. № 1).
5 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение-по ГОСТ 7566-81.ПРИЛОЖЕНИЕ
Обязательное
Примеры условных обозначений проката
Схема условного обозначения проката
| Вид проката - круглый, квадратный, шестигранный, полоса, уголок, двутавр, и другие | ||||||
| Размер проката или номер профиля
| ||||||
| Точность проката - А, Б, В (ГОСТ 2590-88 и другие) | ||||||
| Класс кривизны I, II (ГОСТ 2591-88 и другие) Класс серновидности и 1, 2 (ГОСТ 103-76) | ||||||
| Номер стандарта на сортамент | ||||||
| Х. . . | Х- | Х | Х | Х ГОСТ X . . . | (ГОСТ 8509-86 и другие) | |
| Х- | Х | Х | ГОСТ 535-88 | Группа по назначению-I, II, III (по ГОСТ 535-88) | ||
| для сортового проката | ||||||
| Категория проката - 1, 2, 3, 4, 5 (по ГОСТ 535-88) | ||||||
| Марка стали (Ст3кп, Ст3пс и другие) | ||||||
Прокат горячекатаный круглый диаметром 30 мм обычной точности прокатки (В), II класса кривизны, по ГОСТ 2590-88 марки Ст5пс, категории I, группы II:
Уголок горячекатаный равнополочный размером 50Х50Х3 мм высокой точности прокатки (А) по ГОСТ 8509-86, марки Ст3сп, категории 2:
Двутавр горячекатаный номер 30 по ГОСТ 8239-90, повышенной точности (Б), стали марки Ст3пс, категории 4:
Рельс тавровый по ГОСТ 19240-73 стали марки Ст5сп, категории 1:
Двутавр с параллельными гранями полок, номер 40Б по ГОСТ 26020-83, стали марки Ст3сп, категории 5:
Прокат горячекатаный угловой равнополочный размером 45Х45Х3 мм, высокой точности прокатки (А) по ГОСТ 8509-86, марки Ст3сп, категории 4 с гарантией свариваемости (св):
(Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Минчерметом СССРРАЗРАБОТЧИКИ
Д. К. Нестеров, канд. техн. наук; С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; Э. И. Фельдман, канд. техн. наук; Ю. С. Тименко, канд. техн. наук; И. Н. Дрюкова, канд. техн. наук; Л. Ф. Кузнецов;В. А. Ена;К. Ф. Перетятько; И. Е. Пацека, канд. техн. наук; В. Ф. Шатулин; Ж. М. Роева, канд. экон. наук; В. И. Краснова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.03.88 № 677
3. ВЗАМЕН ГОСТ 535-79, ГОСТ 380-71 в части требований к сортовому и фасонному прокату
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на которую дана ссылка | Номер пункта, подпункта, перечисления, приложения |
| ГОСТ 8.326-89 | 4.10 |
| ГОСТ 103-76 | 1.8 |
| ГОСТ 162-90 | 4.10 |
| ГОСТ 166-89 | 4.10 |
| ГОСТ 380-88 | 1.1, 1.2, 2.15 |
| ГОСТ 427-75 | 4.10 |
| ГОСТ 1497-84 | 4.4 |
| ГОСТ 2216-81 | 4.10 |
| ГОСТ 2590-88 | 1.8, приложение |
| ГОСТ 2591-88 | 1.8, приложение |
| ГОСТ 2879-88 | 1.8 |
| ГОСТ 3749-77 | 4.10 |
| ГОСТ 5378-88 | 4.10 |
| ГОСТ 6507-90 | 4.10 |
| ГОСТ 7268-82 | 4.7 |
| ГОСТ 7502-89 | 4.10 |
| ГОСТ 7564-73 | 4.3 |
| ГОСТ 7565-81 | 4.1 |
| ГОСТ 7566-81 | 2.14, 3.1.2, 3.3, 5.1 |
| ГОСТ 8239-88 | 1.8, приложение |
| ГОСТ 8340-88 | 1.8 |
| ГОСТ 8509-86 | 1.8, приложение |
| ГОСТ 8510-86 | 1.8 |
| ГОСТ 9454-78 | 2.6, 4.6 |
| ГОСТ 14019-80 | 4.5 |
| ГОСТ 17152-89 | 1.8 |
| ГОСТ 17745-90 | 4.2 |
| ГОСТ 18662-83 | 1.3, 1.8 |
| ГОСТ 18895-81 | 4.2 |
| ГОСТ 19240-73 | 1.8, приложение |
| ГОСТ 19425-74 | 1.8 |
| ГОСТ 21026-75 | 1.8 |
| ГОСТ 22536.0-87 | 4.2 |
| ГОСТ 22536.1-88 | 4.2 |
| ГОСТ 22536.2-87 | 4.2 |
| ГОСТ 22536.3-88 | 4.2 |
| ГОСТ 22536.4-88 | 4.2 |
| ГОСТ 22536.5-87 | 4.2 |
| ГОСТ 22536.6-88 | 4.2 |
| ГОСТ 22536.7-88 | 4.2 |
| ГОСТ 22536.8-87 | 4.2 |
| ГОСТ 22536.9-88 | 4.2 |
| ГОСТ 22536.10-77 | 4.2 |
| ГОСТ 22536.11-87 | 4.2 |
| ГОСТ 26020-83 | 1.8, приложение |
| ГОСТ 27809-88 | 4.2 |
| ТУ 2-034-225-87 | 4.10 |
6. Переиздание (май 1992 г.) с Изменениями № 1, 2, 3, утвержденными в июне 1990 г., ноябре 1990 г., ноябре 1991 г. (ИУС 9-90, 2-91, 2-92).
dereksiz.org
СОРТОВОЙ ПРОКАТ
Разновидности металла и его форм настолько велики, что было принято решение ввести определенную классификацию, для более удобного и понятного разделения в системе металлопроката. Сортовой прокат выступает первой ступенью в этой классификации. По своей сути, это простейшие заготовки металла, предназначенные для дальнейшей его обработки. Сортовой прокат, обычно, представлен самыми простыми формами: круг, квадрат, полоса и шестигранник. Самым частым материалом изготовления сортового проката является сталь.
Кроме форм, в сортовом прокате существуют разновидности сплавов и характеристик, в зависимости от которых возникают определенные требования к обработке данного металла. Так, например, металл с отметкой 1ПГ является прокатом, который не требует обработки его поверхности. Металл группы 2ПГ – прокат, который нуждается в горячей обработке под воздействием давления. 3ПГ – прокат который нуждается исключительно в холодной обработке металла.
Помимо простых видов сортового проката в форме круга, квадрата и шестигранника, выделяют еще и более сложные – фасонный сортовой прокат, который представлен в виде рельс, балок, швеллеров и т. д. Специальный сортовой прокат представлен в виде колес или, например, арматурной стали. Длина этой продукции зависит от потребности покупателя и от удобности транспортировки.
Сортовой прокат разной формы нашел свое применения во многих отраслях производства и является обычно стартовым материалом. Так, из металлопроката шестигранной формы с помощью обработки на станке производят болты и гайки. Из прутов круглой формы с помощью токарного станка вытачиваются детали цилиндрической формы. Круглый сортовой прокат получил самое широкое использование, оттуда и самый большой спрос на изготовление. Изделия сортового проката нашли свое применения во многих сферах производственной деятельности: от декоративной ковки метала, до строительства.
Отдельным видом сортового проката является – полоса. Из нее выполняются как сложные детали, так и простые. Изготовление профилей в строительстве, создание сложных деталей в автомобилестроении – нет такой сферы, где б не нашли применение данному прокату.
Сортовой прокат – стартовая форма производственной деятельности, которая требует дальнейшей обработки. Применяют сортовой прокат в тяжелой металлургии, строительстве, машиностроении, судостроении и многих других отраслях производственной деятельности.
stalmaximum.ru