Прокатный станок для профильной трубы, принцип действия. Прокатный пресс
Прокатный станок своими руками: методы и технологии изготовления
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.

Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Изготовление прокатной установки своими руками
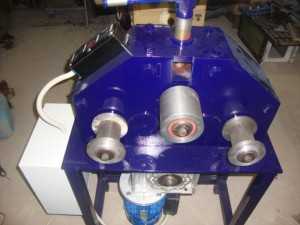
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
metmastanki.ru
Прокатный станок для профильной трубы в производстве и дома + видео
Металлические конструкции всегда пользуются большой популярностью благодаря их прочности, вследствие чего прокатный станок для профильной трубы ни на одном заводе простаивать не будет, да и дома не помешает.
1 Каким бывает прокатный стан для производства профильной трубы
Красивый современный стеллаж, алюминиевая стремянка, теплица в загородном хозяйстве, козырек над дверью – все это чаще всего изготавливается из металлических профилей. Они могут иметь вид прямоугольный (включая квадрат), многоугольный и овальный, не говоря уже о трубах круглого сечения. Выпускаются эти стальные и алюминиевые изделия на специальных прокатных станах. Независимо от формы поперечного среза и калибра, производство профилей может выполняться полным циклом, то есть начиная с сырья и заканчивая готовой продукцией или же только холодным обжатием обычной круглой трубы.
Рекомендуем ознакомиться
Технология формирования изделий из слитка или даже с предварительным литьем осуществляется на крупных промышленных линиях, где заготовка проходит несколько этапов обработки. В таком производстве бывают задействованы литейно-прокатные станы, реверсивные одноклетевые либо многоклетевые, непрерывные линии, а также станы холодной прокатки. В одном промышленном комплексе могут быть задействованы все перечисленные агрегаты или только некоторые из них. Если в начале технологического процесса не предусматривается литье, в качестве сырья используются металлические слитки.
Многие металлические конструкции не требуют особой прочности, и профили для них необязательно изготавливать с заранее заданными свойствами вроде большой степени упругости или высокого сопротивления на разрыв. В этом случае изделия из стали и алюминия достаточно будет получить путем холодной прокатки в валках из трубы круглого сечения. Подобную линию можно собрать в небольшом помещении, а для изделий небольших размеров отдельный стан легко установить в домашней мастерской на загородном участке. Главное, чтобы поблизости не было жилых помещений, поскольку шум от обработки металла обжатием довольно сильный.
2 Как работает прокатный станок для профильной трубы
Рассмотрим разные последовательности обработки заготовки до ее превращения в готовый профиль. Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Непрерывный прокатный станок для производства профильной трубы бесшовного типа представляет собой линию из ряда агрегатов, в которую подается в качестве сырья слиток или стальной круг, размеры которого заранее внесены в чертежи. Путем использования поперечно-винтовых валков на прошивном стане в заготовке создают полость, в итоге получается промежуточный продукт – гильза. В ней формируется равномерный внутренний диаметр посредством насадки на калибровочную оправку с прерывно-периодической внешней обкаткой на фасонном стане.

Еще один способ изготовления труб – печное сваривание их из металлической ленты. Изначально скрученная в рулон, она разматывается при поступлении в производственную линию, приваривается к концу предыдущей, уже задействованной в техническом процессе и отправляется в стан через газовую печь. Там лента сворачивается в трубу, проходя 12 валков, каждая пара которых объединена с калибром. Когда кромки витков соединяются, металл, разогретый в печи до 1350 градусов, самостоятельно сваривается. Механические пилы делят готовое изделие на отрезки, которые калибруются и отправляются в очередной стан с вальцами, уминающими стенки до образования нужного профиля.
Наиболее простой вариант – холодный прокат из уже готовых труб круглого сечения. По сути, это отдельно задействованный последний этап описанного ранее технического процесса, с той лишь разницей, что в качестве сырья изначально закупаются готовые металлические трубы с кольцевой формой среза. Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.
Для прокатного стана в первую очередь необходимо надежное основание, прикрученное к тяжелому верстаку или прямо к бетонному полу, чтобы в процессе работы механизм не сдвигался с места.
3 Валки для профильной трубы в домашней мастерской
В домашних условиях обычную алюминиевую или стальную трубу довольно сложно превратить в квадратный или многоугольный профиль, даже если у вас есть небольшая кузница. Ударами молотка невозможно получить одинаковые грани, да и дефектов будет предостаточно. Если вы профессионально занимаетесь металлоконструкциями, например, козырьками или теплицами, а то и мебелью, гораздо эффективнее – использовать станок для холодной ковки, такие продаются сегодня на 220 V. Валки там установлены один над другим и насадки меняются довольно легко, так что не будет особо сложно поставить другие ролики, с выемкой под квадрат.

Как правило, такие станки бывают только открытого типа, то есть, оси, на которых вращаются обжимочные вальцы, выходят наружу из корпуса. Соединены они с электромотором цепной передачей, реже – ременной. Как минимум один вал из пары должен двигаться в вертикальном направлении, с тем, чтобы подгонять зазор под разные калибры заготовок и обеспечивать сильный прижим в процессе протяжки. В электрических станках это регулируется специальными червячными узлами, а в механических – прижим можно обеспечить с помощью постепенно закручивающегося винта, к которому крепится платформа с верхними вальцами. Проворачивая штурвал, вы таким образом поднимаете или опускаете станину с роликами, которые самостоятельно не смогут изменить положение.
Удобнее всего использовать для вальцевания круглого профиля обычный трубогибочный станок, чертежи сборки которого в изобилии встречаются на просторах интернета. Сам по себе этот механизм для проката профильной трубы непригоден, он просто согнет в дугу заготовку. Потребуется небольшая доработка, а именно вместо одного верхнего вальца нужно будет установить два, каждый из которых составит пару одному из нижних. Для этого следует раздвинуть раму так, чтобы вертикальные стойки находились не между нижними роликами, а за ними. Если в качестве основы используются металлические пластины, достаточно просто сделать их более широкими. В остальном все будет работать так же, как в трубогибе, – штурвалом поворачиваем винт и опускаем верхние валки, нижние же, соединенные цепной передачей через зубчатые колеса, можно вращать специальной рукояткой, чтобы продвигать профиль.
tutmet.ru
Прокатный стан – откуда берется разнообразие изделий из металла? + видео
С развитием металлургии сильно возросли требования и к используемому в данной области оборудованию, так что современный высокопроизводительный прокатный стан отличается от своих предшественников.
1 Назначение и роль прокатного стана
Одной из самых важных областей промышленности является производство металла, и с этим поспорить довольно тяжело, ведь от того, насколько развита данная отрасль, зависит не только состояние народного хозяйства, но и экономика всего государства. При этом стоит учитывать, что потребность человечества в этом прочном материале постоянно растет. Поэтому сейчас практически невозможно представить себе промышленную область, где бы не участвовала металлургия. Она применяется и в машиностроении, и в строительстве, и в кораблестроении – в общем, список можно продолжать и продолжать. Завершающим же технологическим этапом производства столь нужного материала является получение проката.

Рекомендуем ознакомиться
Безусловно, добиться результата можно, только используя специальное оборудование, которое путем пластической деформации осуществляет прокат. Вообще, на производстве слаженно работает целый комплекс машин, в их функции входит не только основная операция, но и ряд вспомогательных. Это, например, подача сырья, калибровка материала, кантовка, а также транспортировка уже готовой продукции. Кроме того, автоматизированы и такие процессы, как резка, маркировка, правка, упаковка и, конечно же, передача на склад. Но в этой статье мы разберем именно стадию проката и соответствующие агрегаты.
2 Какие могут быть виды прокатных станов?
Виды прокатных станов можно разделить по назначению в зависимости от типа выпускаемого продукта. Так существуют заготовочные и обжимные станы, к последним относятся слябинги и блюминги. Это своего рода черновое оборудование, в их функции входит переработка большого слитка металла в заготовку, поступающую в дальнейшем на прокатку в другие цеха, продукция на разных типах этих станков различается геометрической формой. После них материал идет на сортовые, трубные либо же проволочные машины, где происходит более специализированный прокат.
Сортовые станы имеют достаточно разнообразные возможности. Так, на них изготавливаются многие виды швеллеров, балки, уголки, разные типы профилей, рельсы и широкополосная сталь. Типы этих машин делятся в зависимости от заданной программы, так существуют крупносортные, среднесортные, рельсопрокатные, а также установка MPS для изготовления профилей. Листовые агрегаты могут быть как горячей, так и холодной прокатки. Выпускаемая продукция делится в зависимости от габаритов на плиты толщиной от 50 до 350 мм, 3–50 миллиметровые листы и полосы (1,2–20 мм). Последние, как правило, сматывают в рулоны весом до 50 тонн.

С трубопрокатным оборудованием все ясно уже из его названия, оно необходимо для получения бесшовных труб различного диаметра. Так производят следующие изделия:
- на непрерывно удлинительном стане выходит продукция сечением до 110 мм;
- на короткоправочном – 60–450 мм,
- трехвалковый стан выпускает толстостенные трубы с пониженной разностенностью, диаметр которых составляет 35–200 мм;
- для получения бесшовных труб довольно большого диаметра (400–700 мм) нашли свое применение пилигримовые агрегаты.
Последний тип прокатного оборудования – специальное (деталепрокатное), на котором осуществляется производство труб и профилей длиной не более трех метров, а также шаров, винтов, гнутых профилей, ребристых труб, зубчатых колес и т. д. Далее эти заготовки дорабатываются уже непосредственно в автомобильной, мебельной либо иной промышленности.
3 Устройство прокатного стана – особенности механизмов
Устройство прокатного стана включает три основных узла: рабочие клети, электродвигатели и передаточные устройства. В состав первых входят валки, установочные механизмы, станины плитовины и проводки. Электродвигатели же выполняют одну из самых важных функций – вращают валки посредством передаточных устройств, состоящих в большей степени из муфт, шестерен и шпинделей.
Главной характеристикой обжимных и заготовочных станков является диаметр рабочего валка, если же участвуют сразу несколько клетей, тогда руководствуются только численными показателями чистовой, именно значение ее параметра обычно упоминается в названии.
Сортовое оборудование обычно состоит из нескольких последовательно расположенных клетей, так, например, универсальные станы имеют 5 или 3 клети, из которых 3 или 2, соответственно, имеют горизонтальные валы диаметром приблизительно 1350 мм, а сечение валов у оставшихся – около 800 мм. Толстолистовые станы обычно имеют одну или две клети, дина же валков составляет 3500–5500 мм, очень часто с целью обжатия боковых кромок они оснащаются дополнительными клетями с вертикальными валками. Наиболее же распространенными среди агрегатов для прокатки полос являются широкополосные, количество клетей в них от десяти до пятнадцати, длина бочки валов колеблется в пределах 1500–2500 мм. Они также имеют и дополнительные клети с вертикальными валками.
Как видно, иногда эти агрегаты могут занимать очень много места. А вообще, трубопрокатное оборудование в основном состоит из 3 станов, так как сначала осуществляется прошивка отверстия в заготовке путем винтовой прокатки, затем данную заготовку следует вытянуть в трубу, и последней операцией является калибровка, т. е. достижение необходимого диаметра. Основой деталепрокатных механизмов является принцип винтовой и поперечной обработки.
4 Можно ли сделать прокатный станок своими руками?
Безусловно, если говорить о крупном промышленном производстве, то здесь ни о какой самодеятельности не может идти и речи, но для домашнего использования можно сделать прокатный станок своими руками. Однако не надо недооценивать подобное оборудование, так как с его помощью можно не только получать проволоку разного сечения, но и осуществлять рихтовочные работы или резать листовые материалы, толщина которых не будет превышать полмиллиметра. Итак, нам понадобятся две стойки, верхняя плита, 4 винта М10 и, соответственно, такие же болты, стальной прут диаметром 5 см, втулки и подшипники из бронзы, пружины и упоры, 2 шестеренки и зубчатое колесо.

Соединяем стойки с плитой винтами и болтами так, чтобы получился достаточно прочный остов-клеть. Из прутка вытачиваются 2 валика, с целью увеличения их твердости следует осуществить закалку. Нижний вал монтируется в стойки посредством бронзовых втулок-подшипников, а верхний крепится в ползунах, так он свободно сможет перемещаться по вертикали. Чтобы ограничить их ход вверх, в плите монтируются специальные упоры, ну а снизу устанавливаются пружины, которые стремятся раздвинуть валки.
Обеспечение синхронного поворота упоров происходит за счет зубчатой передачи, расположенной на верхней плите. В ее состав входит зубчатое колесо на оси, запрессованной в центре пластины, оно передает крутящий момент посредством шестеренок, находящихся на хвостовике упоров. Так можно регулировать величину зазора. На нижнем валике есть рукоятка, при ее вращении он прокручивается и передает крутящий момент посредством все той же зубчатой передаче верхнему.

Благодаря специальным насадкам, например дисковым ножам, можно осуществить резку листового металла, а цилиндрические валки с фасонными канавками позволят произвести проволоку нужного сечения. Если же необходимо накатать ребра жесткости, то тут понадобятся валики с симметричным расположением паза и гребня. В общем, возможности данного станка, учитывая то, что он делается в домашних условиях, просто впечатляют.
tutmet.ru
Стационарные валковые прессы
Главная
Компания "Бизнес-Проект специализируется на производстве компактных валковых прессов и вырубных штампов для плоской высечки листовых материалов. Нашей компанией были разработаны и успешно введены в эксплуатацию прокатно-вырубные станки серии "ПВС-Компакт". Также нами был разработан станок "ФК-2" предназначенный для производства одноразовых простыней и салфеток из нетканых материалов.
Стационарный валковый пресс ПВС Компакт-С предназначен для вырубки и биговки изделий из листовых материалов таких как: картон, фольга, паронит, ткань, кожа, мех, войлок, полиэтилен, пластик и т.п. Валковые прессы ПВС Компакт-С выпускаются с шириной рабочей зоны 650, 800, 1100, 1600 и 2100 мм.,в стандартной комплектации станки оснащаются реверсивным электроприводом с частотным регулированием мощностью 1500 Вт. и двумя постами управления. Электронная система управления электроприводом обеспечивает плавный пуск и остановку двигателя и позволяет оператору регулировать скорость прохождения заготовки через прокатные валы. Валковые прессы ПВС Компакт-С комплектуются съемными подающими столами с рольгангами, что обеспечивает комфортную работу c вырубными штампами больших размеров.Вырубные штампыНастольные валковые прессыСинхронный привод двух полнотелых валов обеспечивает плавность захода заготовки и высокую точность вырубки.
Защитные кожухи обеспечивает защиту оператора от травм.
Рольганговые столы позволяют работать с большими пресс-формами обеспечивая их плавную подачу в рабочую зону.
Чаcтотное регулирование двигателем обеспечивает плавный пуск и позволяет оператору регулировать скорость прохода высечной формы для повышения точности вырубки.
Станок прокатно-вырубной"ПВС Компакт-С 650"
Станок прокатно-вырубной"ПВС Компакт-С 800"
Станок прокатно-вырубной"ПВС Компакт-С 2100"
Станок прокатно-вырубной"ПВС Компакт-С 1600"
Станок прокатно-вырубной"ПВС Компакт-С 1100"
| Технические характеристики | |
| Ширина рабочей зоны, мм. | 650, 800, 1100, 1600, 2100 |
| Расстояние между валами, min/max | 1 - 50 мм. |
| Верхний вал | Приводной, полнотелый, 104 мм |
| Нижний вал | Приводной, полнотелый, 104 мм |
| Материал пластиковой рубашки | Труба ПВХ |
| Характеристики привода | Электрический с частотным регулированием |
| Мощность электропривода, Вт. | 1500 |
| Напряжение питания, В. | 220 |
| Подающие столы | Рольганги |
Станок прокатно-вырубной"ПВС Компакт-С 2650"
ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ
"БИЗНЕС-ПРОЕКТ"
Адрес:
Звонить с 9:00 до 18:00
(843) 239-46-18(843) 239-46-12
г. Казань, ул. Родины 25e-mail: [email protected]
Copyright © 2016 - 2017
(843)239-46-18(843)239-46-12mail: [email protected]
ООО "Гелиос" г. Казань.
bznpro.ru