Токарные станки ЧПУ. Реферат токарные станки с чпу
Токарные станки ЧПУ — реферат
Камнеобрабатывающие станки
Камнерезные машины
Сельскохозяйственная техника
Культиватор фрезерный
Машина взбивальная универсальная
Сенокосилка роторная
Плуг роторный
Рисошелушильная машина
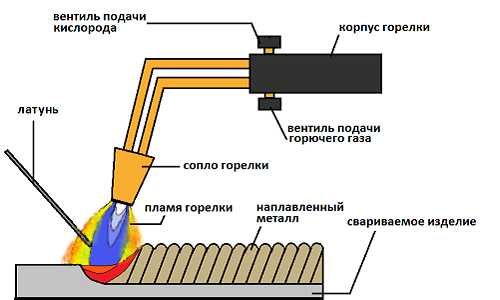
Агрегат сварочный навесной АСН-315
Насосы и гидрораспределители
Замки и опоры колесные
Руководители
Шаумциян, Сурен Бабкенович
Покорский, Николай Степанович — генеральный директор с 1996 года
Выдающиеся работники
Аливердиев, Агаверди Абутрабович — главный инженер завода, лауреат Государственной премии СССР за работу в области специального аппаратостроения, почётный гражданин Каспийска, кавалер орденов Октябрьской Революции, Знак почёта, медалей
Алиев, Шамиль Гимбатович — главный инженер по научно-исследовательской работе, главный конструктор САПР, один из ведущих российских разработчиков ракетного оружия и космических технологий
Решульский, Сергей Николаевич — в 1970—1980-е гг. инженер, заместитель начальника, начальник цеха завода, впоследствии партийный и политический деятель
Левченко, Марат Петрович- в 1960-1970-е гг. начальник главка, экономист.
2. Инструментальное оснащения
токарных станков ЧПУ.
Оснащенность станков системами ЧПУ (адаптивными, позиционными и контурными) отражена в их обозначениях, которые, сохраняя принцип цифрового обозначения моделей станков отечественного производства, дополняются в конце следующими буквенно-цифровыми знаками: Ф1 — для станков с цифровой индикацией и предварительным набором координат, Ф2 — для станков с системами ЧПУ позиционного типа; ФЗ — для станков с системами ЧПУ контурного типа, Ф4 для станков с универсальными системами ЧПУ для позиционной и контурной обработки. Кроме того, к обозначению модели станка с ЧПУ могут прибавляться приставки С1, С2, СЗ, С4 и С5, что указывает на различные модели систем ЧПУ, применяемых в станках, а также на различные технологические возможности станков. . Например, станок модели 16К20ФЗС1 оснащен системой ЧПУ станок модели 16К20Ф3С32-системой УЧПУ-2Р22 «Контур2ПТ-71», станок модели 16К20ФЗС4 системой ЧПУ ЭМ907, станок модели 16К20ФЗС35—системой ЧПУ Н22-1М.
Станки модификаций С4 и С5 имеют увеличенный диапазон и более высокий предел подач по сравнению со станками модификации С1. Следует отметить также, что технологические возможности станков модификаций С4 и С5 обеспечивают полуавтоматическую токарную обработку заготовок со ступенчатыми (цилиндрическими, конусными, фасонными) наружными и внутренними поверхностями различной сложности, а также нарезание резьбы. Модификация С32 обеспечивает те же возможности, что и С4 и С5. Отличие заключается в редактировании управляющей программы с пульта управления, поиска нужного кадра, набора управляющей программы и ее отработки, в расчете циклов обработки и выдачи управляющих воздействий.
Обозначение осей и направлений движений.
В станках с ЧПУ обозначение осей координат и направлений движений рабочих органов связано с ориентацией обрабатываемой заготовки и инструмента. За основу при программировании операции обработки принято перемещение инструмента относительно системы координат неподвижной заготовки (19.1), оси которой параллельны прямолинейным перемещениям рабочих органов станка.
Обозначение осей координат и положительных направлений движений в токарных станках с ЧПУ показаны на 19.2, а — г. Ось Z принимается параллельной оси шпинделя. Движение по оси Z в положительном направлении соответствует направлению отвода инструмента от заготовки: Ось X принимается параллельной поперечным направляющим. Положительное движение по оси X соответствует отводу инструмента, установленного на главном резцедержателе поперечных салазок, от оси вращения заготовки. Буквами А, В я С обозначают вращательные движения относительно осей X, Y и Z соответственно и осей, параллельных им.
Положительные направления А, В я С совпадают с направлением завинчивания винтов с правой резьбой в положительных направлениях осей X, У и Z соответственно. Вторичные движения, параллельные осям X и Z, обозначают соответственно U и W.
На схематических чертежах станков движения рабочих органов, несущих инструмент, обозначают буквами без штриха, а движение рабочих органов, несущих заготовку,— буквами со штрихом. При этом положительное направление движения, обозначенного буквой со штрихом, противоположно соответствующему направлению движения, обозначенному той же буквой без штриха (см. 19.1).
Конструктивные особенности токарных станков с ЧПУ.
К металлорежущим станкам с ЧПУ по сравнению с универсальными предъявляют повышенные требования по надежности, быстродействию, жесткости и точности.
Станки с ЧПУ подразделяют по конструкции — на станки с горизонтальной и вертикальной осями шпинделя; по расположению направляющих — с горизонтальным, вертикальным и наклонным расположением; по способу закрепления заготовки — на центровые, патронные и пат-ронно-центровые.
Центровые станки (19.3, а) имеют заднюю бабку, приспособление для зажима и предназначены в основном для обработки различных валов. Патронные станки (19.3, б) не имеют задней бабки и предназначены для обработки имеют задней бабки и предназначены для обработки коротких заготовок
(деталей), закрепленных в патроне. Патронно-центровые станки (19.3, в) оснащены зажимным патроном и задним центром.
Конструкция некоторых токарных станков с ЧПУ имеет наклонную станину, один или два суппорта, оснащенных одной или двумя револьверными головками, имеющими от 4 до 12 инструментов на каждой, в их число может входить и вращающийся инструмент.
Станина предназначена для монтажа основных частей и механизмов станка и может быть горизонтальной, вертикальной и наклонной (угол наклона 60°), что определяется, в частности, видом направляющих (горизонтальные, вертикальные или наклонные) и необходимостью установки и размещения на станине (и внутри нее) ряда основных частот и механизмов. На станине предусмотрены базовые поверхности, на которых устанавливают, например, шпиндель, суппорты, заднюю бабку, приводы подач. Станины изготовляют литыми и сварными.
Наиболее ответственной частью станины являются направляющие, которые обеспечивают прямолинейное перемещение частей станка и связанного с ними режущего инструмента. Точность станка определяется точностью изготовления направляющих (по профилю), отсутствием зазоров и жесткостью конструкции. В современных станках с ЧПУ в зависимости от их конструкции и назначения применяют направляющие скольжения, качения и комбинированные (скольжения и качения).
Направляющие скольжения (19.5) могут быть плоскими (прямоугольные, треугольные, призматической формы, типа «ласточкин хвост») и цилиндрическими. В станках часто используют комбинированные направляющие, когда левая и правая направляющие имеют различный профиль.
Направляющие, выполненные в виде планок, закрепленных винтами к чугунной станине или приваренных к стальной сварной станине, называют накладными.
Применяют направляющие скольжения по специальным покрытием в виде пасты на основе эпоксидной смолы. Достоинством таких направляющих являются малый коэффициент трения (0,03), высокая износостойкость, повышенная размерная точность и т. д.
В направляющих качения используют тела качения — шарики или ролики. Конструкция роликовой направляющей в виде танкетки, применяемой в токарных станках в сочетании с термически обработанными стальными планками.
Открытые направляющие качения.
В некоторых станках корпусные детали (станину и основание) изготовляют из цементных бетонов, особенно полимербетонов. Полимербетон представляет собой смесь различных по величине кусков горной породы и синтетических материалов, таких, как полиэстер. Использо-
вание таких материалов для изготовления станин и оснований улучшает статическую и динамическую жесткость, термическую стабильность, акустические свойства металлорежущих станков.
В бетонные основания и станины заливают направляющие, необходимые вставки для размещения установочных элементов, трубы для укладки кабелей и т. д.
Главный привод предназначен для вращения шпинделя с заготовкой (деталью). В большинстве, случаев главный привод состоит из электродвигателя, ременной передачи и автоматической' коробки скоростей (АКС). На 19.9 представлена кинематическая схема АКС С помощью АКС производятся все операции управления главным приводом по программе, задаваемой устройством ЧПУ,— пуск, торможение, реверсирование, регулирование частоты вращения. АКС имеет шесть электромагнитных муфт, подключение которых в определенной последовательности позволяет получить девять] частот вращения шпинделя.
В станках с ЧПУ применяют, как правило, раздельный главный привод (19.10). Коробка 3 скоростей отделена от шпиндельной . бабки 5, в которой смонтирован шпиндель. Иногда кроме шпинделя бабка имеет одну-две передачи В главном приводе могут быть применены асинхронный одноступенчатый электродвигатель 1 или электродвигатель постоянного тока с достаточно широким диапазоном регулирования частоты вращения.
Передача вращения от электродвигателя к коробке скоростей и от коробки ! скоростей к шпиндельной бабке осуществляется ременной передачей 2 или упругой муфтой 4.
Суппорты токарных станков с ЧПУ служат для установки и перемещения в заданном направлении резцедержателей с режущим инструментом. Суппорты могут иметь одно- или двухкоординатное перемещения и монтируются на
направляющих. Конструкции суппортов разнообразны и зависят от типов станков. Поворотные резцедержатели содержат от четырех до восьми инструментов горизонтальной и вертикальной осями поворота. Освобождение, поворот, фиксация и зажим инструмента автоматически осуществляется по программе. Число инструментов устанавливаемых в резцедержателе, зависит от сложности изготавливаемых деталей и материалов. Например, при точении труднообрабатываемых материалов число инструментов увеличивается. Существуют резцедержатели (19.11), имеющие вращающийся инструмент. Вращающийсяинструмент выполняет сверление, зенкерования, фрезерование, резьбонарезание и развертывание. Для выполнения этих операций производится фиксация шпинделя с деталью в рабочей позиции; для точного позиционирования шпинделя используют следящий привод.
Для привода подач в станках с ЧПУ применяют шаговые электродвигатели, электродвигатели постоянного тока, электрогидравлические приводы, приводы с электромагнитными муфтами, шаговые электродвигатели с усилителями др.
В случае разомкнутой системы программного управления (19.13, а) перемещение рабочего органа должно быть строго дозировано на каждый импульс, для этого в станках с ЧПУ применяют шаговые электродвигатели. В станках с замкнутой системой программного управления, т. е. с использованием обратной связи (19.13, б, в), движение и остановку рабочего органа контролирует датчик исполнения и регулирования сопоставлением размеров обрабатываемой детали, заданных по программе и полученных фактически. Основным достоинством применяемых в этих случаях приводов с электродвигателями постоянного тока является значительный диапазон плавного регулирования частоты вращения (до 1:1800).
Приведена схема трех-статорного шагового двигателя. Он состоит из ротора и статора и имеет расположенные вдоль оси три секции: /, 2 и 3 (19.14, в). Полюсы ротора разделены на три секции: 1, 2 и 3, но каждая смещена из них по окружности относительно рядом расположенной секции на 5/3, где 5 — межполюсное расстояние (19.14, а, б). Если полюсы секции/ ротора располагаются против полюсов статора, то полюсы секций // и III ротора смещены относительно полюсов статора соответственно на 5/3 и на 25/3. При подаче напряжения в секцию / ротор будет неподвижен, так как в этом положении он имеет минимальное магнитное сопротивление. При подаче напряжения в секцию // ротор повернется против часовой стрелке на 5/3 и полосы этой секции встанут против полюсов статора. При подаче напряжения в секцию /// ротор снова повернется против часовой стрелки на 5/3 и т. д. Последовательная подача импульсов на обмотки электромагнитов статора соответствующих секции вызывает прерывистое (шаговое) вращение роторов. В приводах подач применяются гидравлические усилители, которые позволяют малые мощности шаговых электродвигателей увеличивать до значений, достаточных для перемещения рабочих органов станка. Гидравлический усилитель соединяется с ходовым винтом, перемещающим рабочий орган станка, через зубчатую передачу или непосредственно. Различают силовые гидроусилители с линейным перемещением и гидроусилители крутящих моментов.
В станках с ЧПУ применяют гидроусилители крутящих моментов. В качестве силового органа такого усилителя используют гидромотор 4 (19.15), выходной вал 5 которого соединен с исполнительным механизмом. Втулка 2 золотника жестко соединена с выходным валом 5, а пробка 1 — с входным валом 3. Масло от насоса через отверстия 6 и 10 попадает в золотник. При нейтральном положении пробки относительно втулки указанные отверстия перекрыты. Вращение вала гидромотора задается угловым положением пробки /. При смещении пробки от нейтрального положения масло из золотника через отверстия 13 к 9 поступает в гидромотор, а по отводящей трассе через отверстия 7 и 8, 11 и 12 — на слив. Вместе с валом вращается по часовой стрелке и втулка 2. Вращение ее происходит до тех пор, пока она не окажется в нейтральном положении относительно пробки.
student.zoomru.ru
Токарный станок реферат
На промышленном производстве 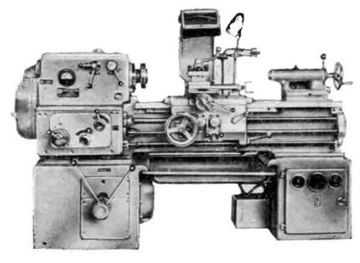 токарная группа станков занимает значительную часть металлообрабатывающего производства. От токарных станков началось развитие и разработка других видов станков - фрезерных, сверлильных, настольных и др. Все большее распространение получают станки с ЧПУ из-за выской автоматизации, скорости, качества изготовления продукции. В данном реферате дано определение, свойство и назначение основного вида металлорежущих станков - токарного станка. В реферате рассмотрены виды токарных станков - токарно-винторезный станок, токарно-карусельный станок, лоботокарный станок, токарно-револьверный станок и др. Также рассмотрено понятие ЧПУ, конструктивные особенности и типы систем ЧПУ применямых на станках.
токарная группа станков занимает значительную часть металлообрабатывающего производства. От токарных станков началось развитие и разработка других видов станков - фрезерных, сверлильных, настольных и др. Все большее распространение получают станки с ЧПУ из-за выской автоматизации, скорости, качества изготовления продукции. В данном реферате дано определение, свойство и назначение основного вида металлорежущих станков - токарного станка. В реферате рассмотрены виды токарных станков - токарно-винторезный станок, токарно-карусельный станок, лоботокарный станок, токарно-револьверный станок и др. Также рассмотрено понятие ЧПУ, конструктивные особенности и типы систем ЧПУ применямых на станках.
Скачать реферат на тему "Токарный станок"
Дополнительная информация на нашем сайте:
Ознакомиться с основными видами металлообрабатывающих станков
Ознакомиться с каталогом токарно-винторезных станков
Ознакомиться с каталогом токарных станков
Устройство токарного станка
Учебники по станкам
Курсовая работа по станкам
Реферат по фрезерным станкам
Реферат по станкам
Токарный станок 16К20
Паспорта станков
Дипломы по станкам
Первый станок. История станков
На главную
Другие металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
xn--80aezpj.net
Реферат ЧПУ
скачатьРеферат на тему:
План:
- Введение
- 1 Аппаратное обеспечение
- 2 Программное обеспечение
- 3 История ПримечанияЛитература
Введение
Токарный станок с ЧПУ
Корзина с контроллерами и платами обвязки Siemens Sinumerik. Выдвинута плата энкодеров
Панель управления ЧПУ Siemens Sinumerik
Рядом стоящие шкафы современных систем управления двух промышленных роботов FANUC R200iB
Числовое программное управление (ЧПУ) означает компьютеризованную систему управления, считывающую инструкции специализированного языка программирования (например, G-код) и управляющую приводами металло-, дерево- и пластмасообрабатывающих станков и станочной оснасткой.
Станки, оборудованные числовым программным управлением, называются станками с ЧПУ. Помимо металлорежущих (например, фрезерные или токарные), существует оборудование для резки листовых заготовок, для обработки давлением.
Интерпретатор системы ЧПУ производит перевод программ из входного языка в команды управления главным приводом, приводами подач, контроллерами управления узлов станка (включить/выключить охлаждение, например). Для определения необходимой траектории движения рабочего органа в целом (инструмента/заготовки) в соответствии с управляющей программой (УП) используется интерполятор, рассчитывающий положение промежуточных точек траектории по заданным в программе конечным.
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC, — отражающим эволюцию развития систем управления оборудованием.
- Системы типа NC (англ. Numerical control), появившиеся первыми, предусматривали использование жестко заданных схем управления обработкой — например, задание программы с помощью штекеров или переключателей, хранение программ на внешних носителях. Каких-либо устройств оперативного хранения данных, управляющих процессоров не предусматривалось.
- Более современные системы ЧПУ, называемые CNC (англ. Computer numerical control), основаны на системе управления построенной на
- микроконтроллере
- программируемом логическом контроллере
- управляющем компьютере на базе микропроцессора.
Программа для оборудования с ЧПУ может быть загружена с внешних носителей (например, магнитной ленты, перфорированной бумажной ленты (перфоленты)дискеты или флеш-накопителей) в собственную память (либо временно, до выключения питания — в оперативную память, либо постоянно — в ПЗУ, карту памяти или другой накопитель: жёсткий диск или твердотельный накопитель). Помимо этого, современное оборудование подключается к централизованым системам управления посредством заводских (цеховых) сетей связи.
В системе управления, кроме самой программы, присутствуют данные других форматов и назначения. Как минимум, это машинные данные и данные пользователя, специфически привязанные к конкретной системе управления либо к определенной серии (линейке) однотипных моделей систем управления.
Наиболее распространенный язык программирования ЧПУ для металлорежущего оборудования описан документом ISO 6983 Международного комитета по стандартам и называется «G-код». В отдельных случаях — например, системы управления гравировальными станками — язык управления принципиально отличается от стандарта. Для простых задач, например, раскроя плоских заготовок, система ЧПУ в качестве входной информации может использовать текстовый файл в формате обмена данными — например DXF или HPGL.
Несколько станков с ЧПУ могут объединится в гибкую автоматизированную производственную систему (ГПС), которая в свою очередь может быть дополнена гибким автоматизированным участком (ГАУ) и войти в состав автоматической линии (производства масштаба участка либо цеха).
1. Аппаратное обеспечение
В качестве CNC-контроллеров в настоящее время обычно используется оборудование на основе DSP-процессоров или программируемых логических контроллеров. Важной характеристикой CNC-контроллера является количество осей (каналов), которые он способен синхронизировать (управлять) — для этого требуется высокая производительность и соответствующее ПО. Для передачи данных между исполнительным механизмом и системой управления станком обычно используется промышленная сеть (например, CAN, Profibus, Industrial Ethernet). В качестве исполнительных механизмов используются сервоприводы, шаговые двигатели.
2. Программное обеспечение
Разработка управляющих программ в настоящее время выполняется с использованием специальных модулей для систем автоматизированного проектирования (САПР) или отдельных систем автоматизированного программирования(CAM), которые по электронной модели генерируют программу обработки.
3. История
В СССР первые станки с ЧПУ для комплексной автоматизации мелкосерийного и серийного производства были спроектированы в ЭНИМС и были удостоены "Гранд-при" на выставке в Брюсселе в 1958 году. [1]
В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ отечественного производства 2Р22 и Электроника НЦ-31.
Примечания
- Основные этапы научной деятельности ОАО «ЭНИМС» - www.enims.ru/corp.html
Литература
- Сосонкин В. Л., Мартинов Г. М. Системы числового программного управления. Учебное пособие для вузов. Изд. Логос, 2005 г., 296 стр. ISBN 5-98704-012-4
- В. Л. Сосонкин, Г. М. Мартинов Программирование систем числового программного управления. Изд. Логос, Университетская книга, 2008 г., 344 стр. ISBN 978-5-98704-296-8
- Босинзон М. А. Современные системы ЧПУ и их эксплуатация. Учебник для нач. проф. образования Изд. Academia, 2009 г. ISBN 978-5-7695-6060-6
- Ловыгин А. А., Васильев А. В. Современный станок с ЧПУ и CAD/CAM система. Изд. Эльф ИПР, 2006 г., ISBN 5-900891-60-7
wreferat.baza-referat.ru
Токарные станки ЧПУ — реферат
При необходимости в дополнительной подаче масла нажимают кнопку «Толчок
смазки». При этом масло поступает в течение всего времени нажатия кнопки.
В коллекторе системы смазывания предусмотрено 5 выходных магистралей: по линии а масло подается на переднюю наклонную поперечную направляющую каретки; по линии б — через медную трубку в каретке на призматическую продольную направляющую каретки и нижнюю переднюю планку каретки; по линии в — к задней плоской направляющей и нижней задней планке каретки: по линии г — к заднему опорному подшипнику винта поперечного перемещения; по линии д — к задней прямоугольной поперечной направляющей каретки.
Консистентной смазкой смазывают подшипники опор винта продольного перемещения, подшипник передней опоры винта поперечного перемещения, винтовые пары продольного и поперечного перемещения, а также подшипники автоматической головки. На винтовых парах продольного и поперечного перемещения, правой опоре винта поперечного перемещения, а также в корпусе универсальной автоматической головки для этой цели имеются пресс-масленки 8, 9, 10. Места консистентной смазки обозначены знаком « + » (см. 19.31). Механизм автоматической инструментальной головки смазывают маслом индустриальным И-ЗОА.
После подключения станка и проведения пусконаладоч-ных работ производят подготовку станка к работе. Проверяют положение и надежность крепления кулачков аварийного ограничения хода на продольной и поперечной линейках положение и надежность крепления задней бабки на станине. С помощью накидных ключей контролируют легкость перемещения суппортной группы в продольном и поперечном Направлениях. С помощью рукоятки переключения устанавливают диапазон (нижний) частот вращения шпинделя.
В режиме «Ручное управление» проверяют работу всех механизмов станка: переключения диапазонов перемещения суппорта в продольном и поперечном направлениях, на быстром ходу и рабочих подач; аварийных и блокировочных электропереключателей; подачи масла вращения шпинделя в каждом из трех диапазонов, в том числе на максимальной частоте (не менее 30 мин).
После проверки правильности работы станка в ручном режиме управления устанавливают требуемый инструмент и проверяют работу станка при обходе контура вхолостую без установки заготовки.
Проводят привязку инструмента в соответствии с указаниями в сопроводительной документации на УЧПУ и в инструкции по программированию. Протачивают пробную деталь, предпочтительно резьбовой валик по программе, проведенной в руководстве по эксплуатации.
После замеров контрольных размеров производят требуемую корректировку введенных данных управляющей программы с помощью клавиатуры системы управления. Схемы технологических возможностей станка приведены на 19.32 при оснащении различными головками. Не допускается включать неработающий более часа станок на частоту вращения шпинделя выше 1500 об/мин без предварительного разогрева станка на частоте 800 об/мин в течение 15 мин.
В качестве режущего инструмента используют стандартные резцы (25х25х Х150) со сменными твердосплавными пластинами или напайные резцы того же типоразмера, а также осевой инструмент — резцедержатели с цилиндрическим хвостовиком диаметром 50 мм, закрепляемые в переходных блоках на дисках головок УГ9321 и УГ9325 или непосредственно в диске головки УГ9324. Для использования осевого инструмента с корпусным хвостовиком (конус Морзе № 2 и № 3) предусмотрены переходные втулки.
В комплект поставки станка входят несколько резцов, используемые при запуске и освоении станка в эксплуатации, а также комплект вспомогательного инструмента (переходные втулки, а также инструментальные блоки для головок УГ9321и УГ9325).
На 12-позиционной головке возможна установка 12 радиальных резцов для обработки в центрах с использованием инструментов-дублеров; 6 блоков для осевого инструмента для обработки внутренних поверхностей деталей диаметром до 320 мм; 3 блоков (через 120°) и 6 резцов
для полной обработки деталей диаметром до 320 мм при подрезке торцов диаметром до 225 мм; 4 блоков на соседних позициях и 4 резцов для полной обработки, включая подрезку торца, деталей диаметром до 320 мм.
При 8-позиционной головке при установке 4 блоков для осевого и 4 блоков для радиального инструмента возможна полная обработка деталей диаметром до 250 мм и диаметром до 320 мм при подрезке торца в диапазоне диаметров 110— 320 мм; подрезку торца от 0 до диаметра 320 мм можно производить одним резцом при снятии блоков для осевого инструмента с двух соседних позиций.
Токарный станок модели МК6713С5.
Токарный станок — специальный патронный станок повышенной точности модели МК6713С5 с ЧПУ (19.33) предназначен для изготовления в автоматическом режиме деталей типа дисков различной конфигурации, а также для нарезания резьб. Станок оснащен системой ЧПУ Н22-1М.
Станок модели МК6713С5 имеет один шпиндель, оснащен крестовым суппортом и резцедержателем на шесть инструментов. Станок имеет литую чугунную станину, на которой размещены основные части станка. Накладные направляющие (в виде массивных брусьев прямоугольной фор
мы) жестко прикреплены к станине. Передняя направляющая в зоне резания закрыта стальным щитком, задняя — открыта. Обе направляющие с правой стороны закрыты телескопическими щитками.
Кинематическая схема станка представлена на 19.34. От электродвигателя постоянного тока с тиристорным приводом вращения через клиноременную передачу передается на вал. Электродвигатель по программе, считанной с перфоленты, автоматически обеспечивает любую из девяти частот вращения. Блок зубчатых колес 2 = 26; 72 и 50 на валу // и блок
зубчатых колес 2 = 61 и 25 и на валу /// позволяют автоматически получить (в сочетании с двигателем) 36 ступеней частот вращения шпинделя. Блоки зубчатых колес перемещаются вдоль валов и с помощью гидроцилиндров, управляемых с пульта ЧПУ.
Вращение от вала на вал передается зубчатой парой 2 = 28 и 72 или зубчатой парой z = 50 и 50, от вала на вал III— зубчатой парой 2 = 26 и 74 или зубчатой парой 2 = 50 и 50, от вала на шпиндель (вал IV) вращение передается парой 2 = 61 и 67 или парой 2 = 25 и 103.
Для нарезания резьб имеется вал V, соединенный муфтой с датчиком резьбонаре-зания.
Суппортная группа состоит из каретки, перемещающейся по накладным направляющим станины, и поперечного суппорта, перемещающегося по накладным направляющим каретки. Передняя нижняя направляющая каретки, воспринимающая боковые нагрузки и обеспечивающая прямолинейность продольного перемещения в горизонтальной плоскости, сделана удлиненной в сторону шпиндельной бабки, что позволяет не только увеличить отношение длины направляющей к ширине, но и резко снизить давление на кромки.
Прямолинейность перемещения поперечного суппорта в горизонтальной плоскости обеспечивается только левой направляющей типа «ласточкин хвост».
Привод поперечного и продольного перемещения состоит из зубчатой передачи 2 = 30 и 120, гидроусилителя с шаговым двигателем и передачи винт — гайка качения. Зазор в зубчатой передаче выбирается перемещением крышки относительно корпуса редуктора.
Резцедержатель — шестипозиционный, автоматический, с вертикальной осью вращения установлен на поперечном суппорте (19.35). Поворот резцедержателя осуществляется следующим образом. Гидроцилиндр 7 по команде с пульта ЧПУ поднимает резцовую головку 2, при этом плоскозубчатая полумуфта 3 выходит из зацепления с полумуфтой 5. Затем начинает работать гидромотор 9 поворота резцедержателя, который с помощью червячной пары б поворачивает головку 2 и пару зубчатых колес 4 (с передаточным отношением 1:1) на заданную позицию, что контролируется контактом /. Выбор позиции инструмента происходит по команде с пульта ЧПУ.
По окончании поворота резцовой головки 2 контакт / подает сигнал на реверс гидромотора 9. Реверсирование осуществляется до фиксированного положения. Затем происходит зажим резцовой головки гидроцилиндром. Конечное положение головки контролируется конечным выключателем 8.
Крепление резцовых блоков к поверхностной части резцовой головки осуществляется вручную с помощью эксцентриковых зажимов. Охлаждающая жидкость подается к каждому резцу индивидуально через каналы в резцовой головке и трубки. Включение и выключение подачи охлаждающей жидкости — автоматическое (по команде с пульта ЧПУ).
Винтовые шариковые пары поперечного и продольного перемещения отличаются только длиной винтов. Крепление гаек к корпусу каретки и суппорту осуществляется с помощью клиньев. Регулирование шариковой винтовой пары (19.36) производится следующим образом. Снимают щиток 3 и, ослабив один из винтов 2, затягивают второй. При этом штырь / перемещается, поворачивая гайку 4. Поворот винта 2 на 360° обеспечивает осевой натяг в 0,05 мм.
Регулирование положения путевых кулачков на продольной и поперечной линейке показано на соответственно. На каждой линейке выполнены два паза для установки кулачков. Кулачки воздействуют на блоки путевых электропереключателей, установленных на каретке. Кулачки ограничения хода предназначены для аварийного отключения подачи. Они воздействуют на штоки конечных выключателей за 5—8 мм до положения механического ограничения хода. По команде этих кулачков (при ошибке программиста или наладчика) отключается подача в соответствующем направлении без удара о смежные детали. При этом система программного управления и станок не отключаются и информация о положении суппорта, поступающая от датчиков обратной связи, сохраняется в памяти системы ЧПУ. Кулачки 2 и 3 дают команду на предварительное замедление перемещений суппорта и каретки станка.
В станке применена автоматическая централизованная система смазывания коробки скоростей от шестеренного насоса, который установлен на панели, являющейся одновременно крышкой резервуара, прикрепленного к левому торцу станины. Примерно через 1 мин после включения электродвигателя главного движения и сблокированного с ним двигателя насоса масло поступает в маслоуказатель, что свидетельствует о нормальной работе систем смазывания.
Из коробки скоростей масло через сетчатый фильтр и магнитный патрон сливается в резервуар. Если масло перестало поступать в маслоуказатель, необходимо остановить станок и очистить фильтр. Количество масла в резервуаре контролируется через маслоуказатель. Смазывание направляющих каретки и станины, а также шариковых винтовых пар осуществляется автоматически от станции. Включение насоса станции происходит при включении станка и в дальнейшем осуществляется по команде моторного реле времени через каждые 60 мин.
При включении насоса станции масло под давлением подается в систему смазывания суппортной группы. Включение подачи масла происходит через 3—5 с. За это время необходимая порция масла поступает ко всем точкам смазывания суппортной группы. Смазывание всех механизмов редукторов перемещений осуществляется при работе станка разбрызгиванием. Количество масла в редукторах контролируется визуально через маслоуказатели.
Включение гидропривода осуществляется нажатием кнопки «Пуск» гидроагрегата. Работа гидропривода происходит в соответствии с подачей электрических команд г. от пульта управления к электромагнитам реверсивных золотников и к шаговым двигателям гидроусилителей.
Список использованной литературы.
- Инструментальная оснастка с ЧПУ.
В. А. Маслов.
- Краткий справочник технолога-машиностроителя.
П. П. Серебреницкий.
- Металлорежущие станки.
Н. С. Колев.
- Станки с ЧПУ.
Ю. Н. Кузнецов.
- Современные системы ЧПУ и их эксплуатация.
С. Г. Энтелис.
Содержания.
Введения. 1.
- Характеристика завода ,,Дагдизель’’. 4.
- Инструментальное оснастка токарных станков с ЧПУ. 7.
Список использованной литературы. 21.
student.zoomru.ru
Реферат, Токарные станки с ЧПУ
ВУЗ, город:
ПГТА
Предмет: Теория автоматического управления (ТАУ)
Реферат по теме:
Токарные станки с ЧПУ
Страниц: 21
Автор: Егоров Руслан
2011 год
Содержание
Введение…...….3
1. История токарного станка...4
2. Работа на токарных станках с ЧПУ...10
3.Подсистема резцов для станков с ЧПУ….12
4. Описание системы...…18
Литература…...21
Выдержка
Технический прогресс связан с непрерывно усложняющейся технологией производства, с повышением точности изготовления изделий и их качества при все более сложном процессе их обработки. Поскольку большинство производственных машин оснащается электроприводами, то возрастание требований к этим машинам ведет к ужесточению требований к электроприводу, на который возлагается задача осуществления сложных перемещений рабочих органов механизма. В процессе реализации этих перемещений возникает необходимость разгона, торможения, реверса электропривода, а также поддержания постоянства регулируемой величины. Управление технологическим процессом в соответствии с указанными требованиями производится управляющей вычислительной машиной, выдающей на систему управления электроприводом неких управляющих воздействий.
Список использованной литературы
1. Справочник по электрическим машинам в 2 т./ Под ред. Копылова И.П., М.:Энергоатомиздат.,1988 г.
2. Постаушкин В.Ф. Следящие системы. : Учебное пособие к курсовому проекту. — Челябинск, ЧПИ, 1981 г.
3. Лебедев А.М. Следящие электроприводы станков с ЧПУ. М.: Энергоатомиздат.,1988 г.
4. Башарин А.В. и др. Управление электроприводами. : Учебное пособие для ВУЗов., Л.:Энергоиздат.,1982 г.
5. Справочник по автоматизированному электроприводу / Под ред. Елисеева Е.А. — М. 1983 г.
6. Бесекерский В.А., Изранцев В.В. Системы автоматического управления с микроЭВМ — М.:Наука, 1987 г.
7. Волков Н.И., Миловзоров В.П. Электромашинные устройства автоматики — М.: В.Ш., 1986 г.
Книги для самоподготовки по теме "Токарные станки с ЧПУ" - Реферат
Компоновки металлорежущих станков, У/П
ISBN 5276011141,9785276011141
Кинематика металлорежущих станков, У/П
ISBN 5276010226,9785276010229
Металлорежущие системы машиностроиельных производств, У/П
ISBN 5276010773,9785276010779
Т. 16 : Металлургия и металлообработка
Business Information Agency , 2013
ISBN 5246009580,9785246009581
Станки и инструмент
1985
ISBN
Станки инструментального производства, М/П
ISBN 527600627X,9785276006277
Статьи по теме для самостоятельной работы
Токарный станок по металлу. История и детали. - РИА ОмскПресс
Использование станков для шлифовки заготовок возникло достаточно давно. А уже ближе к 1500 годам появились станки с металлическими центрами, а также имелся люнет, который можно было крепить на любом месте между центрами. Сегодня, это усовершенствованные станки, которые предназначены для обработки заготовленных деталей выполненных из металла. Как работает токарный станок по металлу. Прежде... далее
Токарные станки с ЧПУ по металлу - Новости
Токарные станки с ЧПУ по металлу Основные характеристики токарных станков с ЧПУ:. ось шпинделя может располагаться в горизонтальной или вертикальной плоскостях. направляющие - в вертикальном, горизонтальном или наклонном положении. по типу выполняемых работ выделяют следующие типы: центровые, патронные, патронно-центровые, карусельные. Основные базовые элементы токарных станков с ЧПУ:.... далее
токарный станок с ЧПУ V760EX - B2Blogger.com
com — пресс-релизная платформа (релизоприёмник) для размещения корпоративных новостей и пресс-релизов с целью распространения их в интернете и придачи им максимальной видимости в Сети. Платформа позволяет размещать пресс-релизы по принципу search engine visibility, когда материалы распространяются по новостным агрегаторам и доступны через поиск в течение получаса после размещения. Размещение... далее
Обработка на токарных станках - Сайт города Домодедово
Компьютеризированная система ЧПУ - это система управления станка, с помощью программы компьютера. Оснащен графический монитор, где отображаются программы, NC, информация об инструменте, информация корректирующие инструменты, параметры обработки, правильность программы. Управлением называется обработка деталей с применением цифровой информации, а также генерация сигналов управления движением... далее
nadfl.ru