Содержание
Ремонт ресанта саи 220 не включается
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Ресанта САИ 220 gp74 не включался
- Поломки и ремонт сварочных аппаратов Ресанта разных типов
- Ресанта саи 250 ремонт своими руками схема
- Ремонт сварочных аппаратов Ресанта в Москве и Подмосковье
- Ремонт сварочного инвертора Ресанта
- Сварочный инвертор ресанта саи 220 проф схема и неисправности
- ресанта саи 250 проф не включается
- Ремонт сварочных аппаратов
- Ресанта САИ 220 ПН
- Инвертор сварочный РЕСАНТА САИ 220. Делюсь опытом
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного аппарата Ресанта САИ-220А.
Ресанта САИ 220 gp74 не включался
Ремонт блока питания и драйвера. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Тогда смотрите здесь: Ремонт импульсного блока питания. И здесь: И снова ИБП. R напрямую соединен с ТПИ На нем напряжение есть, а на ТПИ нет? Это очень странно.
Может ситуация изменится. Тоже самое с инвертором. Какая плата не помню но драйвер точно такой же. Заменил на s который откуда то выдрал, снимал только один радиатор, чтобы подлезть к нему и о чудо все прекрасно заработало. Сгорели, а точно таких уже не продают. Эти резисторы просто так не сгорают, скорее всего погорело много чего кроме них. Работает что, инвертор? А дымить начинают когда варите? У меня Ресанта САИ включаешь в сеть запускается вентилятор,светодиоды и через сек вырубает автомат на 25а, а если в разрыв питания добавить нагрузку в 2киловата то сварочник работает есть 15в и на выходе 73 в не могу понять в чем дело, грешу на драйвер.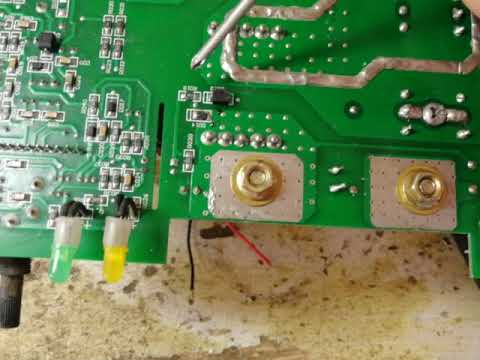
Извините долго не заходил вообщем я с проблемой разобрался причина была очень проста вылетел один из выпрямительных мостов. Лучше на форуме тему создайте, больше вероятности что кто ни будь подскажет, заодно и фотку неправильной «осцилогам» можете там выложить.
Добавлять комментарии могут только зарегистрированные пользователи. Меню сайта. Сайт про инверторы. Файлы — схемы инверторов. Статьи — ремонт инверторов. Блог — о том о сём. Форум — помощь с ремонтом. Обратная связь. КИТ Ремонт сварочных инверторов в Липецке и Липецкой области.
DataSheet Search! Почему люди пьют? Потому что наливают. По поводу. Для дезинфикции организма. Потому что, сука, алкоголики! Для храбрости. Мучает жажда и совесть. Потому что не жуётся. Потому что нахаляву. Без жидкости нельзя. Результаты Архив опросов.
Онлайн всего: 3. При копировании и использовании материалов сайта ссылка на сайт обязательна. Но надо отдать должное этому сварочному изделию, оно предпринимало ожесточенные попытки запуститься, загорались зеленый и желтый светодиоды, щелкало реле, начинали крутиться вентиляторы, однако буквально через секунду все выключалось и процесс повторялся заново. Были все основания предполагать неисправность в блоке питания.
Были все основания предполагать неисправность в блоке питания.
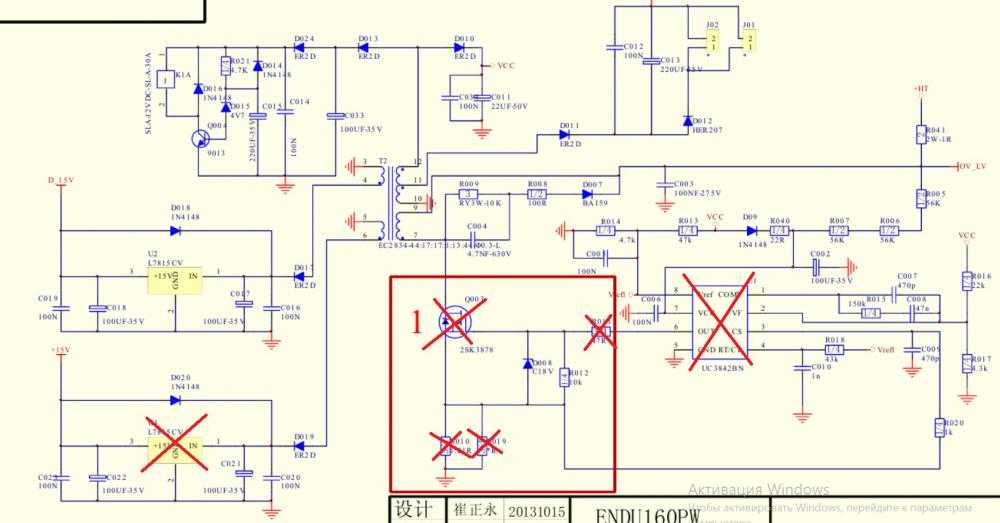
Импульсный питатель этого инвертора собран на TOP, и надо сказать был основательно перепахан предущим ремонтником в попытке найти дефект.
Но поиски, по всей видимости, оказались безуспешными. Учитывая неоднозначность дефекта и предыдущие попытки ремонта, поиск несправности мог затянуться, поэтому выпаиваем силовые транзисторы, пока они живые, кстати их тоже пытались менять безрезультатно , и пробуем запустить аппарат без них. Результат несколько озадачил. Скачать видео x Все стало выглядеть еще веселее, если не сказать — смешнее. Примерно от 70 вольт блок питания инвертора нормально запускался только, естественно, горел желтый светодиод защиты и до вольт нормально работал, но выше вольт начиналась дискотека со световыми и звуковыми эффектами.
Блоку питания чего-то не хватает, что-бы запуститься. Сам он неисправен или во вторичках проблемы? Но надо с чего-то начинать, попробуем уменьшить ток потребления вторичек, отпаиваем вентилятор и включаем инвертор.
Скачать видео x И свершилось чудо, дискотека прекратилась и инвертор нормально включился. Значит дефект не в блоке питания? А где? Вобщем поиск еще мог бы долго продолжаться если бы неисправная деталь сама себя не выдала. Внимательно посмотрев представленное выше видео на 42 секунде, сквозь вентилятор, можно заметить легкую струйку дыма идущую со стороны драйвера.
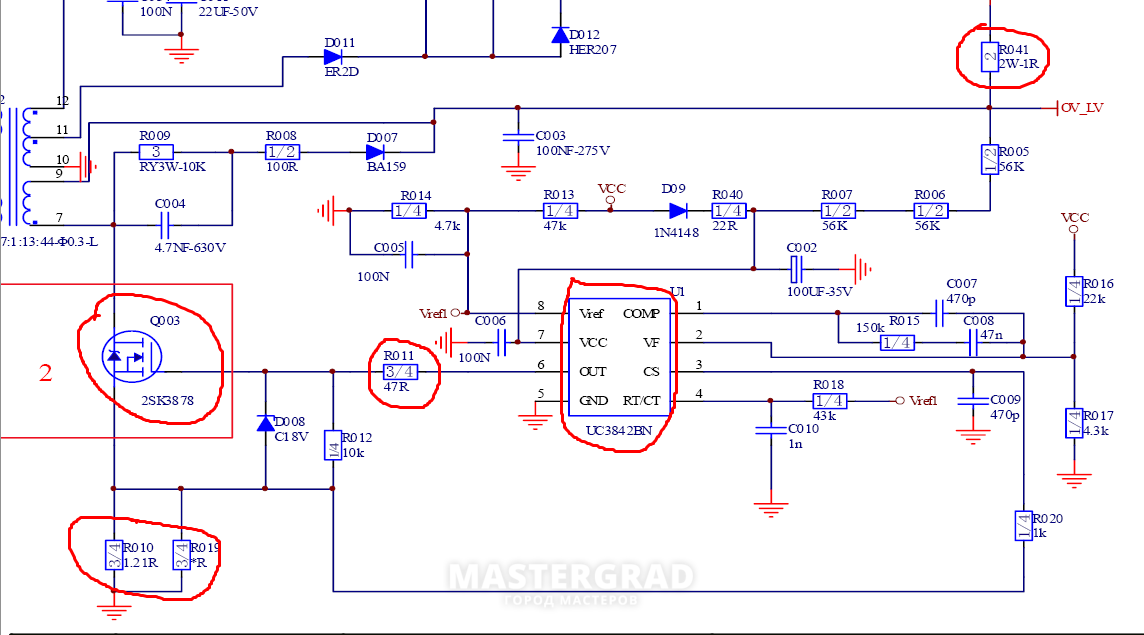
Дальше было проще, после непродолжительной прозвонки деталей драйвера был найден виновник всех этих шабашей и дискотек. Транзистор 4Q3 был пробит насквозь, стоит он во вторичной обмотке трансформатора гальванической развязки — ТГР.
Вот этот недостойный представитель семейства электронных компонентов, своей безвременной кончиной, и нарушил нормальную работу инвертора. Меняем его. Припаиваем вентилятор на место и включаем сварочник. Внешнее проявление дефекта бывает далеко неоднозначно и иногда может завести прямо в противоположную, от неисправной детали, сторону. Судя по перепаханному блоку питания после предыдущего ремонта.
Ремонт сварочных инверторов Ресанта и других производителей. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые 1. У меня Ресанта САИ включаешь в сеть запускается вентилятор,светодиоды и через сек вырубает автомат на 25а, а если в разрыв питания добавить нагрузку в 2киловата то сварочник работает есть 15в и на выходе 73 в не могу понять в чем дело, грешу на драйвер Может и драйвер. Прогулка по Липецку Липецк и его достопримечательности
Поломки и ремонт сварочных аппаратов Ресанта разных типов
Может у кого такой аппарат есть, глядишь и пригодится когда! Встретил меня вчера знакомый армянин и спрашивает, а не ремонтирую ли я сварочные аппараты? Выпаял его и что я вижу, этот гад стрельнул снизу. Позвонил клиенту, что бы приезжал за аппаратом…После как забрал, смотрю звонит, ну думаю опять не работает, а нет позвонил, поблагодарить, все работает как часы P. За фото извиняйте, фоткал тем что под руку попало И во всем этом мне помогал Шнурок. Вот такая версия, ресанта САИПН плата gp, не могу найти схему на эту версию апарата, может у кого есть.
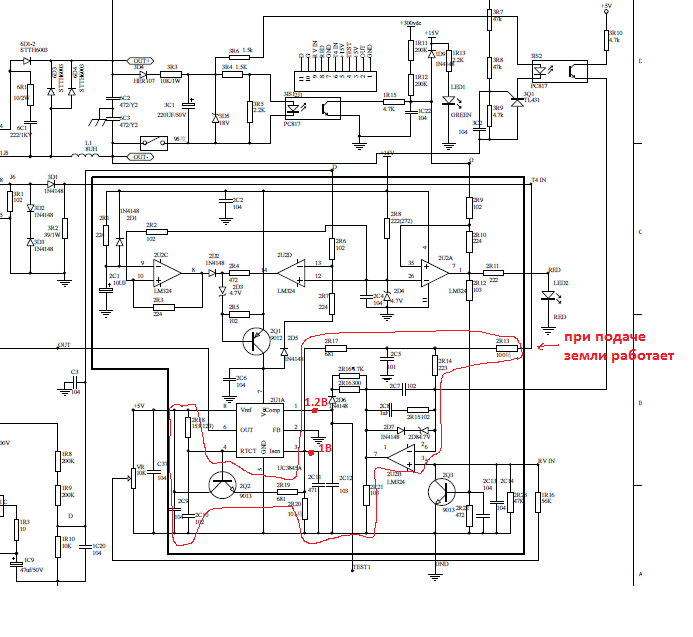
Если аппарат не включается то в первую очередь смотрим резистор 2W22ом R затем с обратной стороны резисторы смд R и.
Ресанта саи 250 ремонт своими руками схема
Тема в разделе » Сварочные аппараты «, создана пользователем orca , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Ремонт сварочных аппаратов Тема в разделе » Сварочные аппараты «, создана пользователем orca , Метки: ремонт сварочного аппарата ремонт сварочного инвертора ремонт электроинструмента сварка сварочник сварочный инвертор своими руками электроинструмент. Регистрация: Alrub Участник. Alrub ,
Ремонт сварочных аппаратов Ресанта в Москве и Подмосковье
Ресанта САИ gp74, не включался. Аппарат не включается, но присутствует световое и музыкальное сопровождение, индикация моргает и щелчки. Транс целый, обмотки звонятся. Вентиляторы отпаивал, idfr в норме. Что не так??
Что не так??
Самое подробное описание: ресанта саи ремонт своими руками схема от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе. Аппарат, без сомнения, внушает уважение.
Ремонт сварочного инвертора Ресанта
Обычно после такого издевательства вся силовая начинка испускает дым и ремонт аппарата уже становится нереентабельным но этот аппарат вышел из завода в рубашке. Значит есть шанс на успешный запуск. Ну ок. Очищаем от канифоли и запускаем через лампочку Вы наверное удивлены тем что сварка выжила после ?
Сварочный инвертор ресанта саи 220 проф схема и неисправности
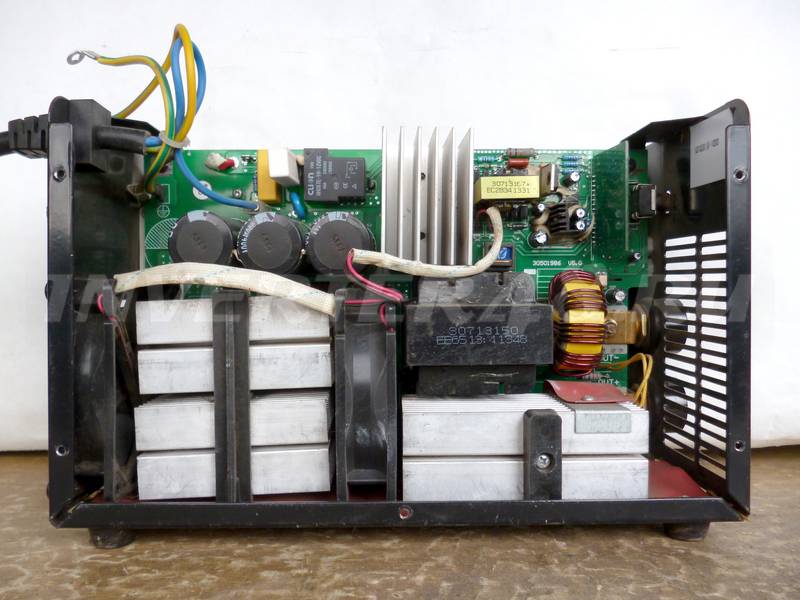
Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов , оценят всю мощь по внешнему виду электронной начинки. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,
Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,
Если аппарат не включается то в первую очередь смотрим резистор 2W22ом R затем с обратной стороны резисторы смд R и.
ресанта саи 250 проф не включается
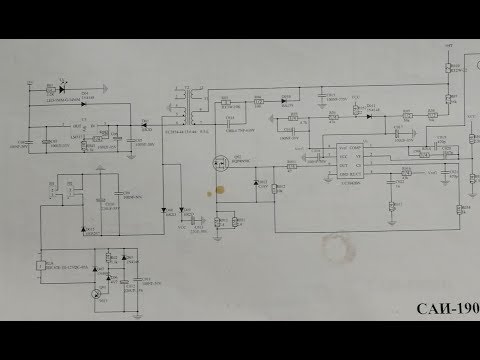
Автор: 12aleks71 , 15 июля, в Ресанта. Схемотехника силовой части и управления «стандартная» — тип Prestige. Проверять работу дежурного питания — на UC и полевике.
Ремонт сварочных аппаратов
ВИДЕО ПО ТЕМЕ: Ресанта САИ 250 не включается
Ремонт блока питания и драйвера. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые.
Диагностика — бесплатная! Любое устройство, вне зависимости от его конструкции и предназначения, может выйти из строя.
Ресанта САИ 220 ПН
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т. Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т. Одним словом, такой сварочный малыш везде пригодится. Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома.
Инвертор сварочный РЕСАНТА САИ 220.
 Делюсь опытом
Делюсь опытом
И снова ИБП. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Категории
|
|
Главная
» Особенности эксплуатации сварочных инверторов.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Сварочный инвертор — сложный электронный механизм, который и требует аккуратного обращения. Если не соблюдать элементарные правила эксплуатации — это может привести к преждевременной поломке аппарата или к его некорректной работе.
Подготовка устройства к работе
Инвертор обязательно должен быть подготовлен к работе соответствующим образом и должны выполняться следующие действия:
1. Перед включением инвертора в сеть, в первую очередь необходимо подключить заземление, кабель с электродержателем к силовым клеммам. Перед проведением этой операции убедитесь, что сварочный инвертор находится в выключенном состоянии.
2. Подключаем инвертор к сети питания и проверяем, что регулятор тока находится на минимальном токе.
3. После включения проводим настройку показателя рабочего тока поворотом ручки-регулятора. Сила тока подбирается исходя из толщины электрода и детали.
4. После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
Особенности эксплуатации сварочного инвертора
-
Не включайте инвертор после резкого перепада температур. Например, в теплом помещении после перевозки в холодную погоду. Это приводит к образованию конденсата на электронных элементах и в последующем к выходу из строя инвертора. -
Если инвертор долгое время стоял без работы рекомендуется включить его в сеть и дать поработать на холостом ходу не менее 30 минут. -
Используйте бытовые сетевые удлинители малого сечения (до 1мм) с осторожностью. Розетка и проводка, к которой подключается инвертор, должна быть по мощности не менее 16А. -
При работе инвертора от электрогенератора включайте аппарат только после выхода генератора на штатный режим. А выключение производите до отключения генератора. Мощность используемого генератора должна превышать потребляемую мощность в 1,5 раза. Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН -
При работе инвертора в местах с большой запыленностью рекомендуется время от времени продувать его сжатым воздухом.
 Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
Возможные неисправности сварочных инверторов и их причины
Все поломки сварочного инвертора можно разделить на две группы. Первая — поломки, связанные с некорректной работой электроники аппарата. И вторая — неисправности из за неправильного выбора режима. Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Рассмотрим подробнее, по какой причине может произойти неисправность или некорректная работа аппарата.
Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание искр происходит при неправильно подобранном токе сварки.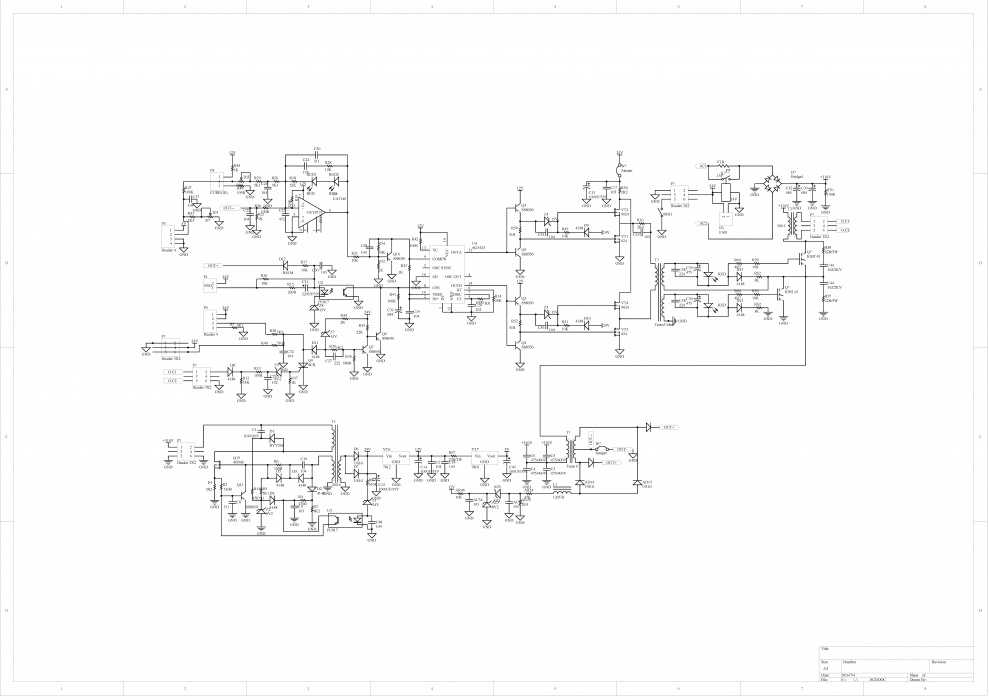 Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.
Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.
Залипание сварочного электрода может происходить по ряду причин:
-
во время процесса сварки произошло снижение напряжения в сети, а инвертор по техническим характеристикам не рассчитан на это. Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик. -
убедитесь, что инвертор подключен к сети или к удлинителю с сечением не менее 2,5мм. -
залипание может происходить при плохо зажатых кабельных вставок в панельных гнездах. Они зажимаются поворотом по часовой стрелке. -
возможная причина подгорание контактов в соединениях питающей сети. -
плохой контакт электрода с рабочей поверхностью. Это может произойти вследствие окисления на поверхности детали. Необходимо прекратить сварку и зачистить поверхность. -
причина залипания — слишком длинный удлинитель (более 30метров), а в технических характеристиках аппарата не указана возможность работы в таких условиях.
Конечно, о таких нюансах лучше позаботиться еще при выборе инвертора и купить модель, которая рассчитана на удлинение провода, например Ресанта САИ 220ПН. Но если уже поздно и нет возможности использовать менее короткий удлинитель, используйте сечение провода не менее 4мм.
Отсутствует сварочный процесс при включенном аппарате. Это может происходить по двум причинам:
-
отсутствует масса на поверхности свариваемой детали или плохой контакт зажима «массы» и детали. Для исправления необходимо восстановить контакт. -
повреждение сварочных кабелей. Проверьте и восстановите целостность кабелей.
 Для исправления необходимо восстановить контакт.
Для исправления необходимо восстановить контакт.
Отсутствует реакция аппарата на включение в сеть:
-
слишком низкое напряжение в сети -
неправильно выбранный автоматический выключатель в щитке. Слишком маломощный автомат не выдерживает нагрузку инвертора и отключается в момент включения инвертора.
Загорается индикатор перегрева при сварке. Причина этому превышение режима продолжительности включения (ПВ). Индикатор перегрева включается при нагреве свыше 80°С. Для исправления ситуации, прекратите процесс сварки и дайте аппарату остыть до отключения индикатора.
Самопроизвольное отключение инвертора в процессе работы может быть причиной срабатывания температурной защиты. Это происходит в случае перегрева аппарата. Отключите инвертор из сети и дайте остыть не менее 30-40мин.
Ремонт электронных поломок инвертора лучше доверить специалисту. И при покупке старайтесь отдать предпочтение известным торговым маркам оборудования, которые пользуются спросом и имеют отзывы покупателей. Так вы избежите покупки некачественной техники и приобретете именно ту, которая прослужит долго и уверенно.
Мы советуем отдать предпочтение торговой марке «Ресанта» — ведущему производителю сварочных аппаратов и электротехники. Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Все модели сварочных инверторов «Ресанта» Вы можете приобрести в нашем интернет-магазине или в специализированном магазине техники г Екатеринбурга по адресу ул. Новостроя 1А, офис 105.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.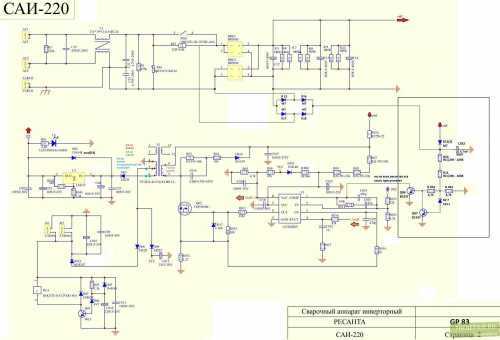
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.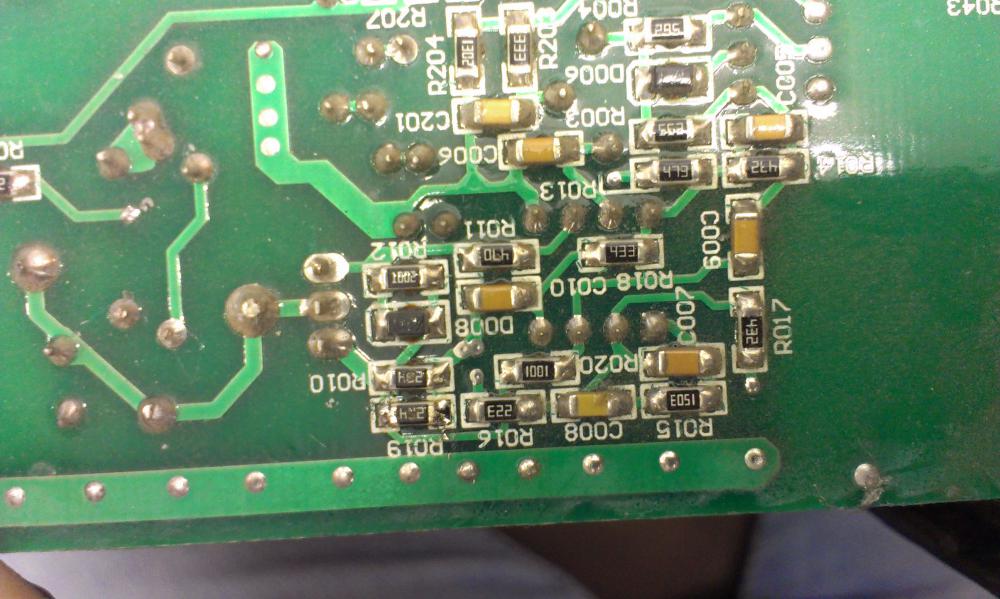
Авторские права защищены.
Устранение неполадок при дуговой сварке: пошаговые решения
Это простое в использовании руководство по устранению неполадок при дуговой сварке. Просто найдите проблему в оглавлении слева или сопоставьте одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование низкокачественного защитного газа со слишком высоким уровнем влажности. Влага в воздухе также может вызвать проблемы.
- Нечистое оборудование
- Нечистые материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменения параметров сварки
- Поверхностное загрязнение
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электродов и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования другого оборудования в магазине или неправильное напряжение
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект сварного шва
Поиск и устранение неисправностей дуговой сварки по проблеме
Деформация
Почему возникает деформация:
| Как это исправить:
|
Шаг 1.
 Проверить усадку наплавленного металла.
Проверить усадку наплавленного металла.
- Надлежащим образом закрепите детали или прихватите детали, чтобы избежать усадки.
- Заготовка или отдельные детали с учетом усадки сварного шва.
- Проковать наплавленный металл, пока он еще горячий.
Шаг 2. Проверить равномерный нагрев деталей.
- Для тяжелых конструкций желателен предварительный подогрев.
- Иногда бывает полезно перед сваркой снять деформации при прокатке или формовании путем снятия напряжений.
Шаг 3. Проверьте последовательность сварки.
- Изучить конструкцию и разработать определенную последовательность сварки.
- Предотвратить чрезмерный локальный нагрев за счет распределительной сварки.
Сварочные напряжения
Шаг 1. Проверьте чрезмерную жесткость соединений.
- Небольшое перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволит всем деталям двигаться как можно дольше.

Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки и процедуры обратного шага или пропуска.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Этап 3. Если не существует неблагоприятных условий, напряжения могут быть присущи любому сварному шву, особенно в тяжелых деталях.
- Удалите каждый наплавленный металл.
- Готовое изделие для снятия напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) в течение 1 часа на каждые 1,0 дюйма (25,4 см) толщины.
Деформация тонких листов
Деформация ацетиленового сварного шва Поиск и устранение неисправностей
Деформация дуговой сварки Предложения по устранению неисправностей
Почему это происходит:
| Решения:
|
Шаг 1.
 Проверьте усадку наплавленного металла.
Проверьте усадку наплавленного металла.
- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте, нет ли чрезмерного локального нагрева в месте соединения.
- Предотвратить чрезмерный локальный нагрев пластин, прилегающих к сварному шву, путем быстрой сварки.
Шаг 3. Проверьте правильность подготовки соединения.
- В свариваемых деталях не должно быть избыточного корневого отверстия в стыке свариваемых деталей.
- Кромки молоткового соединения тоньше, чем остальные пластины перед сваркой. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте специальную прерывистую или переменную последовательность сварки и отступайте или пропускайте процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить крепление деталей.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Поиск и устранение неисправностей ацетилена Плохой внешний вид сварного шва
Плохой внешний вид сварного шва Поиск и устранение неисправностей дуговой сварки
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1. Проверьте технику сварки на правильность манипуляций с током и электродом.
- Убедитесь, что используется надлежащая технология сварки для используемого электрода.
- Не используйте чрезмерный сварочный ток.
- Всегда используйте однородное переплетение или скорость перемещения.

Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также для положения, в котором должен выполняться сварной шов.
Шаг 3. Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые сварные швы электродами, расположенными вниз (плоским положением), если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки шва.
- Тщательно подготовьте все соединения.
Трещины в сварных швах
Как устранить трещины в сварных швах под напряжением
- Неправильная температура сварки
- Чрезмерная нагрузка на сварной шов
- Химическая атака
- Стержень и основной материал разного состава
- Окисление или деградация сварного шва
- Используйте рекомендуемую температуру сварки
- Возможность расширения и сжатия
- Оставайтесь в пределах известной химической стойкости и рабочих температур материала
- Использовать аналогичные материалы и инертный газ для сварки
- См. рекомендуемое приложение
 рекомендуемое приложение
рекомендуемое приложениеШаг 1. Проверьте соединение на наличие чрезмерной жесткости.
- Измените процедуру сварки и перепроектируйте конструкцию, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между тяжелыми пластинами. Увеличьте размер сварного шва дополнительным присадочным металлом.
Шаг 3. Проверьте каждую остановку процедуры сварки.
- Не делайте сварки в нитках. Наплавляйте металл сварного шва в полном размере короткими участками длиной от 8,0 до 10,0 дюймов (от 203,2 до 254,0 мм). (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы могли двигаться как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает уменьшить высокие усадочные напряжения, вызванные локальной высокой температурой.
- Заполните все кратеры в конце сварочного прохода, перемещая электрод назад по готовому сварному шву на короткое расстояние, равное длине кратера.

Шаг 4. Проверьте качество сварных швов.
- Убедитесь, что сварные швы прочные и сплавление хорошее. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки соединений.
- Подготовьте швы с равномерным и надлежащим раскрытием корня. В некоторых случаях необходимо открытие корня. В других случаях может потребоваться усадка или прессовая посадка.
Подрез
Шаг 1. Проверьте настройку сварочного тока.
- Используйте умеренную скорость сварки и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, может возникнуть подрез.
- б. Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.
- с. Если электрод находится слишком близко к вертикальной пластине при выполнении горизонтального углового шва, это приведет к подрезу на вертикальной пластине.

Неполный провар
Поиск и устранение неисправностей Неполный провар
Пример плохого провара
Провар дуговой сварки Предложения по поиску и устранению неисправностей
2 Почему неполное выполнение:
| Решения:
|
Шаг 1.
 Убедитесь, что электрод предназначен для используемого положения сварки.
Убедитесь, что электрод предназначен для используемого положения сварки.
- Электроды следует использовать для сварки в том положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва имеются надлежащие корневые отверстия.
- Если возможно, используйте резервную планку.
- Сколоть или вырезать заднюю часть соединения и наплавить в этой точке валик металла сварного шва.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной разделке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток для получения надлежащего провара. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Контролируйте скорость сварки, чтобы проникнуть в нижнюю часть сварного соединения.
Пористые сварные швы
Поиск и устранение неисправностей Пористость дуговой сварки
Поиск и устранение неисправностей пористых сварных швов
Почему возникают пористые сварные швы:
| Решения:
|
 Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более качественные сварные швы, чем другие. Убедитесь, что используются правильные электроды.
Шаг 2. Проверьте текущие настройки и процедуру сварки.
- Сварной шов, выполненный из нескольких нитей, может содержать небольшие отверстия. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Лужение дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более прочные сварные швы.

Шаг 4. Проверьте, не загрязнен ли основной металл.
- В некоторых случаях причиной может быть основной металл. Проверьте это на наличие сегрегаций и примесей.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неокрашенные электроды дают хрупкие сварные швы. Если требуются пластичные сварные швы, следует использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте чрезмерный сварочный ток, так как это может привести к крупнозернистой структуре и окисленным отложениям.
Шаг 3. Проверьте наличие основного металла с высоким содержанием углерода или сплава, который не был принят во внимание.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный, поскольку его микроструктура не очищается последовательными слоями металла шва.
- б. Сварные швы могут поглощать легирующие элементы из основного металла и становиться твердыми.
- с. Не сваривайте металл, если его состав и характеристики не известны.
Плохая сварка плавлением
Плохая сварка плавлением
Плохая дуговая сварка плавлением Поиск и устранение неисправностей
Плохая сварка плавлением Причины:
| Решения:
|
Шаг 1. Проверьте диаметр электрода.

- При сварке швов с узкими канавками используйте электрод, достаточно маленький, чтобы доставать до дна шва.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток, чтобы наплавить металл и проникнуть в пластины.
- Более тяжелые пластины требуют более высокого тока для данного электрода, чем легкие пластины.
Шаг 3. Проверьте технику сварки.
- Убедитесь, что плетение достаточно широкое, чтобы полностью оплавить боковые стенки соединения.
Шаг 4. Проверьте подготовку шва.
- Наплавленный металл должен сплавляться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают сварку, которая менее устойчива к коррозии, чем основной металл.
- Защитные дуговые электроды обеспечивают сварку, которая более устойчива к коррозии, чем основной металл.
- Для лучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.

Шаг 2. Проверьте, соответствует ли наплавленный металл коррозионной жидкости или атмосфере.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, коррозионная стойкость которых равна или выше, чем у основного металла.
Этап 3. Проверка металлургического эффекта сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь, что анализ стали и процедура сварки верны, чтобы сварка не вызывала выделения карбида. Выпадение карбида – это подъем углерода на поверхность зоны сварки. Это условие можно исправить отжигом при 19от 00 до 2100°F (от 1038 до 1149°C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки, чтобы предотвратить коррозию в процессе эксплуатации.

Хрупкие соединения
Этап 1. Проверьте закалку основного металла на воздухе.
- В сталях со средним содержанием углерода или некоторых сплавах зона термического влияния может быть твердой в результате быстрого охлаждения. Предварительный нагрев от 300 до 500°F (149до 260°C) следует прибегать перед сваркой.
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы склонны к отжигу в зонах сильного термического влияния.
- Снятие напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным при обработке специальных сталей, но в зоне термического влияния обычно содержится твердый сплав.
Магнитная продувка
Шаг 1. Проверьте отклонение дуги от ее нормального пути, особенно на концах стыков и в углах.

- Убедитесь, что земля правильно расположена на рабочем месте. Размещение земли в направлении отклонения дуги часто бывает полезным.
- Полезно разделить землю на две или более частей.
- Сварка в направлении, в котором дует дуга.
- Держите короткую дугу.
- Изменение угла наклона электрода относительно изделия может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке переменным током.
Брызги
Брызги сварки Пример
Шаг 1. Проверьте свойства используемого электрода.
- Выберите правильный тип электрода.
Шаг 2. Проверьте, не слишком ли велик сварочный ток для используемого типа и диаметра электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверьте на наличие сколов.
- Окрасьте детали, прилегающие к сварным швам, побелкой или другим защитным покрытием. Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
- Электроды с покрытием дают более крупные сколы, чем электроды без покрытия.
 Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
Это предотвращает приваривание сколов к деталям, и их можно легко удалить.Чрезмерный расход электрода
Дуговая сварка Устранение неполадок расхода электрода
Причины необычного расхода электрода:
| Решения:
|
Загрязнение электрода
Причины загрязнения электрода:
| Решения:
|
Заготовка имеет загрязнение вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы со сварочным напряжением
Проблемы со сварочным напряжением:
| Решение:
|
 Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.
Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электрода:
| Решение:
|
Размеры электродов или геометрия
Поиск и устранение неисправностей дуговой сварки Геометрия или размеры электродов
Причины проблемы:
| Решение:
|
Сварочные кабели
Дуговая сварка Поиск и устранение неисправностей сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
 Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинами
Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинамиПроблемы с запуском дуги
Дуговая сварка Поиск и устранение неисправностей, когда сварочная дуга не запускается
Причины затрудненного зажигания сварочной дуги:
| Решения:
|
Дуга не передается
Дуговая сварка Поиск и устранение неисправностей, когда дуга не передается
Причины, по которым дуга не передается:
| Решения:
|
Прочие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши лучшие сварочные аппараты
Электробезопасность: Ответы по охране труда широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей до болезней, эргономики и продвижения по службе.
 ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Что нужно знать об электросварке?
Соблюдайте правила электробезопасности, чтобы предотвратить опасность поражения электрическим током.
Электричество, используемое при сварке, доступно как:
- однофазный, 120 В (В) или 240 В; и
- трехфазный 575 В в Канаде и 480 В в США.
Никогда не подключайте американский трехфазный источник питания напрямую к канадскому трехфазному входу напряжения. Вы уничтожите трансформатор и, возможно, поранитесь.
Убедитесь, что максимальное значение сварочного тока соответствует используемому сварочному электроду.
Блоки питания
Все блоки питания должны соответствовать требованиям стандарта CSA C22. 1-15 Канадского электротехнического кодекса, 23-е издание, 2015 г. (в Канаде) или ANSI/NFPA 70 (2014 г.) Национального электротехнического кодекса (в США) или вашей местной электроэнергетической компанией или другим соответствующим органом.
1-15 Канадского электротехнического кодекса, 23-е издание, 2015 г. (в Канаде) или ANSI/NFPA 70 (2014 г.) Национального электротехнического кодекса (в США) или вашей местной электроэнергетической компанией или другим соответствующим органом.
Каковы общие опасности поражения электрическим током?
Поражение электрическим током
Человеческое тело проводит электричество. Даже слабые токи могут вызвать серьезные последствия для здоровья. Судороги, ожоги, мышечный паралич или смерть могут возникнуть в зависимости от силы тока, протекающего через тело, его пути и продолжительности воздействия.
Национальный институт безопасности и гигиены труда (NIOSH) сообщает, что стандартные рабочие напряжения создают токи, проходящие через тело человека, в миллиамперном (мА) диапазоне (1000 мА = 1 ампер). Расчетное воздействие переменного тока частотой 60 Гц, проходящего через грудную клетку, показано в таблице 1.
Расчетные эффекты 60 Гц токи переменного тока | |
1 MA MALEBEL | |
1101110111099110 11011109 1110 09110 ГОДОВЫЙ МАКСИОН. | |
20 мА | Паралич дыхательных мышц |
100 мА | Пороговая фибрилляция желудочковой фибрилляции |
2 А. *Контакт с током силой 20 миллиампер может привести к летальному исходу. Для сравнения, обычный бытовой автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер. Завершение цепи через тело
Какие меры предосторожности следует предпринять, чтобы предотвратить поражение электрическим током?
Что делать в случае поражения электрическим током?
Документ последний раз обновлялся 18 декабря 2018 г. Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности. Что новогоОзнакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено. Нужна дополнительная помощь?Свяжитесь с нашей информационной линией безопасности 905-572-2981 Бесплатный номер 1-800-668-4284 Расскажите нам, что вы думаетеКак мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам. Отказ от ответственности Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. |
 схватить и «отпустить»
схватить и «отпустить»

 Убедитесь, что у вас хорошая опора, и вы не поскользнетесь и не упадете, пытаясь переместить пострадавшего.
Убедитесь, что у вас хорошая опора, и вы не поскользнетесь и не упадете, пытаясь переместить пострадавшего.
