Шаг резьбы. Описание. Область применения. Резьба мелкая
Мелкий шаг резьбы - описание и различия
Болты, винты, гайки, шпильки, саморезы, шурупы, пробки и другой крепеж имеют основной и мелкий шаг резьбы. К основным видам резьб относятся:
- Метрическая
- Дюймовая
- Трубная
- Шурупная
- Трапецеидальная
Резьба имеет ряд элементов:
- профиль резьбы — это очертания впадин и выступов в сечении плоскостью, проходящей вдоль оси крепежного элемента;
- шаг резьбы — расстояние между двумя вершинами, измеренными вдоль оси крепежного элемента;
- угол профиля резьбы — угол между боковыми сторонами профиля резьбы, измеряемой в плоскости, проходящей через ось крепежного элемента;
- наружный диаметр резьбы — наибольший диаметр, измеряют по вершинам профиля, перпендикулярно оси крепежного элемента;
- ход резьбы — величина относительного осевого перемещения крепежного изделия с резьбой за один оборот.
Профиль метрической резьбы.
Р шаг резьбы, Н — высота витка резьбы, D — диаметр резьбы болта, D1 — внутренний диаметр резьбы гайки.
В машиностроении стран бывшего СССР наиболее употребляема метрическая резьба. Все крепежные метрические резьбы имеют треугольный профиль с углом при вершине 60 градусов.
Различают метрическую основную резьбу для крепежных изделий (ГОСТ 9150-81) и метрическую мелкую резьбу.
Метрическая мелкая резьба подразделяется:
- Мелкая резьба;
- Мелкая резьба 2:
- Супермелкая.
У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать разные шаги. Резьбу с мелким шагом обозначают, например, М10х1,25 или М14х1,5. Где М10 или М14 обозначает диаметр крепежного изделия, а 1,25 или 1,5 — шаг резьбы. Если вы покупаете крепежное изделие, где обозначен только диаметр, то шаг резьбы у этого изделия основной. Обычно мелкий шаг резьбы применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Мелкий шаг резьбы обычно применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Со склада вы можете приобрести следующие виды крепежа с мелким шагом резьбы:
Гайки
Гайки низкие шестигранные DIN 439, 936 аналог ГОСТов 5916, 5929;
Гайки шестигранные DIN 934 аналог ГОСТ 5915, 5927;
Гайки корончатые и прорезные DIN 935 аналог ГОСТов 5918, 5932;
Гайки корончатые и прорезные низкие DIN 937 аналог ГОСТов 5919, 5933;
Гайки круглые шлицевые ГОСТ 11871.
Болты с шестигранной головкой с неполной и полной резьбой класса прочности 8.8, 10.9 DIN 960, 961 аналог наших ГОСТов 7798, 7805
Штанги резьбовые DIN 976 (бывший DIN 975)
При заказе крепежа с мелким шагом резьбы используйте таблицу
| Шаг резьбы для основной и мелкой однозаходной резьбы | ||||
| Шаг резьбы P, мм | ||||
| Резьба | Основная резьба | Мелкая | Мелкая 2 | Супермелкая |
| 1 | 0,25 | 0,2 | - | - |
| 1,2 | 0,25 | 0,2 | - | - |
| 1,4 | 0,3 | 0,2 | - | - |
| 1,6 | 0,35 | 0,2 | - | - |
| 1,8 | 0,35 | 0,2 | - | - |
| 2 | 0,4 | 0,25 | - | - |
| 2,2 | 0,45 | 0,25 | - | - |
| 2,5 | 0,45 | 0,35 | - | - |
| 3 | 0,5 | 0,35 | - | - |
| 3,5 | 0,6 | 0,35 | - | - |
| 4 | 0,7 | 0,5 | - | - |
| 5 | 0,8 | 0,5 | - | - |
| 6 | 1 | 0,75 | 0,5 | - |
| 8 | 1,25 | 1 | 0,75 | 0,5 |
| 10 | 1,5 | 1,25 | 1 | 0,75 |
| 12 | 1,75 | 1,5 | 1,25 | 1 |
| 14 | 2 | 1,5 | 1,25 | 1 |
| 16 | 1,5 | 1,25 | 1 | |
| 18 | 2,5 | 2 | 1,5 | 1 |
| 20 | 2,5 | 2 | 1,5 | 1 |
| 22 | 2,5 | 2 | 1,5 | 1 |
| 24 | 3 | 2 | 1,5 | 1 |
| 27 | 3 | 2 | 1,5 | 1 |
| 30 | 3,5 | 2 | 1,5 | 1 |
| 33 | 3,5 | 2 | 1,5 | 1 |
| 36 | 4 | 3 | 1,5 | |
| 39 | 4 | 3 | 2 | 1,5 |
| 42 | 4,5 | 3 | 2 | 1,5 |
| 45 | 4,5 | 3 | 2 | 1,5 |
| 48 | 5 | 3 | 2 | 1,5 |
| 52 | 5 | 3 | 2 | 1,5 |
| 56 | 5,5 | 4 | 3 | 1,5 |
| 60 | 5,5 | 4 | 3 | 1,5 |
| 64 | 6 | 4 | 3 | 2 |
| 68 | 6 | 4 | 3 | 2 |
krepeg-optom.ru
Мелкая метрическая резьба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Мелкая метрическая резьба
Cтраница 1
Мелкие метрические резьбы с шагом 1 5мм в диапазоне диаметров от 12 до 52 мм и с шагом 2 мм в диапазоне диаметром от 56 до 150 мм составляют сортамент конструкционных шпиндельных резьб. С этими размерами резьб выполняются круглые гайки, шлицевые и с отверстиями на торце, широко применяемые для регулировки натяга деталей, монтируемых на валах и шпинделях. [1]
Мелкие метрические резьбы с шагом 1 5 мм в диапазоне диаметром 12 - 52 мм, с шагом 2 мм в диапазоне диаметров 56 - 150 мм составляют сортамент конструкционных шпиндельных резьб. С этими размерами резьб выполняют круглые гайки, шлицевые и с отверстиями на торце, широко применяемые для регулировки натяга деталей, монтируемых на валах и шпинделях. [2]
Мелкие метрические резьбы применяются для соединения в особых случаях, когда требуется большая плотность в нарезке. Длина нарезанной части болта делается обычно равной Id, где d - наружный диаметр резьбы в мм. Длиною болта считается расстояние от конца нарезки до головки болта. [3]
Мелкая метрическая резьба характеризуется коэффициентом измельчения k Р / РМ, где Р - шаг основной метрической резьбы; Рм - - шаг мелкой метрической резьбы. [4]
Мелкие метрические резьбы с шагом 1 5лш в диапазоне диаметров от 12 до 52 мм и с шагом 2 мм в диапазоне диаметром от 56 до 150 мм составляют сортамент конструкционных шпиндельных резьб. С этими размерами резьб выполняются круглые гайки, шлицевые и с отверстиями на торце, широко применяемые для регулировки натяга деталей, монтируемых на валах и шпинделях. [5]
Мелкая метрическая резьба применяется для улучшения контакта между шпилькой и гайкой. [7]
Мелкие метрические резьбы ( при длине свинчивания в восемь витков) - имеют три класса точности: 1 - й, 2 - й и 3 - й и, кроме того, три дополнительных класса для резьб с длиной свинчивания от 24 витков и выше. [8]
Для мелкой метрической резьбы, основной метрической резьбы большого диаметра и для трапецеидальной резьбы устанавливаются степени точности. Они обозначаются буквами латинского алфавита: для гайки - прописными, а для болта - строчными. [10]
Для мелких метрических резьб допуски наружного диаметра лежат в пределах 4-го и 5-го классов точности гладких изделий и одинаковы для всех степеней точности. [11]
Стандарты мелких метрических резьб установлены в настоящее время и Международной ассоциацией национальных органов стандартизации - ISA. По ISA нет только ряда, соответствующего 5 - й мелкой резьбе по ОСТ, а остальные 4 ряда В, - С, D и Е - охватывают меньшие интервалы диаметров, чем соответствующие им по ОСТ 1-я, 2-я, 3-я В 4-я мелкие резьбы. Так ряд С по ISA начинается с 8 мм, а по ОСТ 2-я мелкая резьба начинается с 6 мм, ряд D начинается С 24 мм, а 3-я мелкая с 8 мм, ряд Е - с 86 мм, а 4-я мелкая С 9 мм. По 1 - й мелкой резьбе и ряду В по ISA не совпадают шаги для даам. [12]
Для мелких метрических резьб установлены три основных класса точности - 1 - й, 2 - й, 3 - й и три дополнительных степени точности. [13]
Для мелких метрических резьб допуски наружного диаметра лежат в пределах 4-го и 5-го классов точности гладких изделий и одинаковы для всех степеней точности. [14]
Для мелких метрических резьб длины калибров приняты с установкой на длину свинчивания примерно 7 - 15 ниток в зависимости от диаметра. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Изменения шага, угла профиля и формы резьбы для повышения долговечности крепежа | Трубопроводы
Малость эффекта влияния шага резьбы крепежа на предел выносливости
Анализ данных экспериментальных исследований крепежных изделий показывает, что при одинаковом отношении R/P (R – радиус впадины резьбы, P – шаг резьбы) шаг резьбы практически не влияет на предел выносливости резьбовых соединений. Лишь для резьбы с диаметром 10 мм при R = 0 наблюдается небольшой (до 10 %) разброс результатов относительно среднего значения. При других значениях R/P разброс не превышает 2…5%. Это позволяет рассматривать резьбу как совокупность мелких выточек.
Преимущества мелкой резьбы
Повышение разрушающих нагрузок в крепежных соединениях с мелкой резьбой
Напряжения в стержне с такими выточками распределяются неравномерно лишь на небольшой глубине, прилегающей к вершине. В этом случае коэффициент концентрации напряжений зависит от отношения R/P и не зависит от отношения R/d. Если разрушающие напряжения в болте с мелкой резьбой одинаковые с крупной резьбой, то разрушающие нагрузки при мелкой резьбе выше за счёт большей площади. Например, для резьбы М10×1,5 площадь сечения А1= 55,1 мм2, а для резьбы М10×1 А1 - 62,4 мм2, т. е. на 13 % больше.
Стопорящие свойства крепежа с резьбой малого шага
Для накатывания мелкой резьбы требуются станки меньшей мощностью. Кроме того, крепёж с мелкой резьбой имеет более высокие стопорящие свойства. Благодаря указанным преимуществам мелкую резьбу широко применяют в машиностроении.
Таблица 1
| 45 | 8,650 | 7,300 | 80 |
| 60 | 9,026 | 8,020 | 55 |
| 75 | 9,144 | 8,490 | 65 |
| 90 | 9,374 | 8,874 | 85 |
Угол профиля и форма резьбы
Следствия уменьшения угла профиля резьбы крепежа
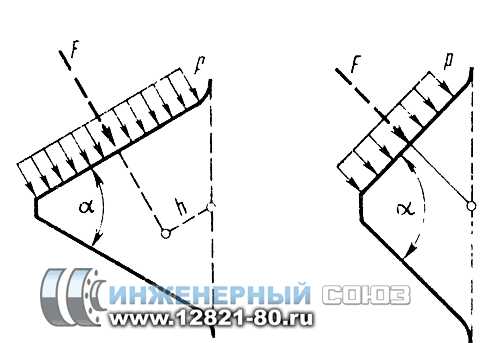
Рис. 1. Профили резьбы с разными углами α
При уменьшении угла профиля (за исходный угол профиля принят угол для метрической резьбы α = 60°) увеличивается рабочая глубина (перекрытие) витков и, как следствие, осевая податливость резьбы, которая способствует более равномерному распределению нагрузки между витками и разгрузке первого витка.
Следствия увеличения угла профиля крепежных деталей
При α > 60° также улучшается распределение нагрузки между витками, но уже за счёт увеличения радиальной податливости гайки. Результаты расчетов показывают, что нагрузка на первый виток резьбы М10 с α = 75° снижается на 17 % по сравнению со стандартной резьбой; при α = 90° уменьшение нагрузки составляет 35 %.
Наряду со снижением нагрузки при α > 60° существенно уменьшаются действующие в основании витков напряжения, связанные с изгибом. При α = 90° резьба получается как бы «безизгибной» (рис. 1), что существенно повышает прочность соединений.
Влияние угла профиля резьбы на сопротивление шпилек и болтов усталости
Влияние угла профиля резьбы на сопротивление усталости исследовалось И. А. Биргером и Г. Б. Иосилевичем. Испытывались шпильки М10 с α = 45, 60, 75 и 90° из стали 38ХА (σв - 1150 МПа).
Резьба на шпильках нарезалась на токарно-винторезном станке резцами с пластинами из твердого сплава Т15К6, заточенными на профилешлифовальном станке. Резьба в гайках нарезалась специальными метчиками. Профили исследованных резьб изображены на рис. 4.
Влияние угла профиля и формы резьбы
Как показывают результаты испытаний (табл. 1; рис. 2), увеличение угла профиля резьбы до α = 90° или уменьшение до α — 45° позволяет повысить предел выносливости соединения на 45 ,.. 55 %. Впервые резьба с α = 90° для болтов была предложена в работе Биргера.
Разрушение соединений происходит, как правило, на уровне или ниже опорного торца гайки, что свидетельствует о существенном уменьшении максимальных напряжений в сечении первого витка.
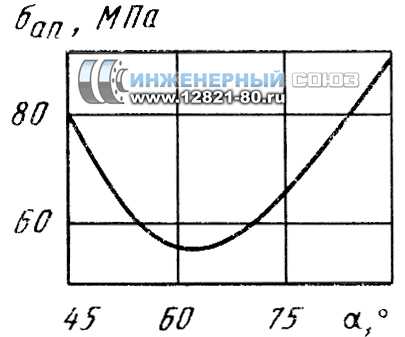
Рис. 2. Зависимость предела выносливости крепежных соединений от угла профиля резьбы
По данным Р. Б. Хейвуда, долговечность болтов с α = 90° в 10 раз больше, чем стандартных.
Резьба с α = 90° может быть рекомендована для ответственных конструкций объектов энергетики, соединений фланцев технологических трубопроводов высокого давления, когда необходим очень высокий предел выносливости (особенно для нарезанных резьб). Изготовление резьбы с малой высотой профиля при α = 90° легче, чем резьбы с профилем стандартной формы.
Нецелесообразность увеличения угла профиля резьбы крепежа выше 90°
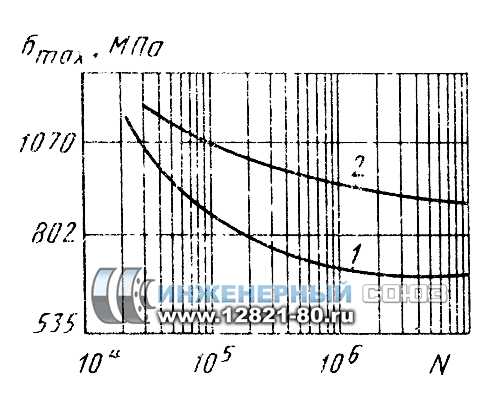
Рис. 3. Кривые изменения максимального напряжения для соединений с обычным (1) и асимметричным (2) профилями резьбы
Отметим, что увеличение угла профиля резьбы свыше 90° может привести к разрушению тела гайки из-за высокой радиальной нагрузки. Смещения усилий к оси стержня и уменьшения напряжений от изгиба витков можно достичь при выполнении на болтах (шпильках) резьбы с несколько большим, чем на гайках, углом симметричного профиля α = 62 ... 65°, а также при изготовлении резьбы с асимметричным профилем . Резьба гайки должна иметь при этом стандартный профиль, а для обеспечения свинчиваемости и взаимозаменяемости следует несколько увеличить зазоры по среднему диаметру. Асимметричный профиль резьбы болта применяется в Великобритании и США. По данным Хирониса, такая резьба выдерживает значительные напряжения (рис. 3).
Отметим, что применение гаек, резьба которых имеет увеличенный угол α или асимметричный профиль, может привести к снижению сопротивления усталости.
Зарубежные исследования различных профилей резьбы крепежа
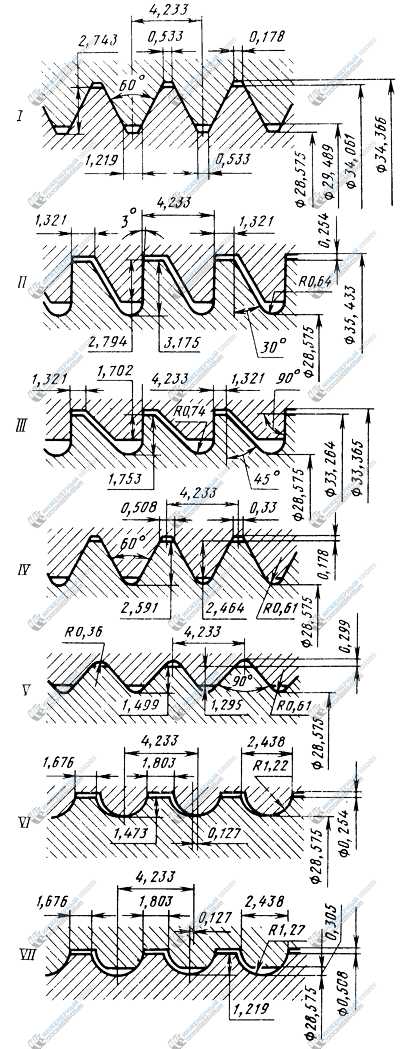
Рис. 4. Профили резьбы
Влияние угла профиля и формы резьбы на долговечность крепежных соединений изучалось Итоном. Профили исследованных резьб показаны на рис. 4.
Резьбы крепежа с профилями I и IV, наиболее распространенные в США, имели α = 60°.
Резьбы крепежных изделий с профилями II и III упорные, причем в первом случае угол наклона рабочей стороны резьбы равен 3°, нерабочей 30°, а во втором случае соответственно 0 и 45°. Рабочая высота профиля III меньше, чем профиля II.
Резьба крепежных деталей с профилем V имела α = 90°.
Резьбы с профилями VI и VII предназначены для воспринятая переменных нагрузок. Исключение контакта по вершинам витков резьбы с профилем VII, как показали результаты экспериментов, повысило долговечность соединений, но снизило прочность при испытании на срез. Такую резьбу используют в США для соединений, нагруженных тяжелыми динамическими нагрузками. Шпильки изготовляли из марганцево-никелевой стали (σв = 668…730 МПа). Испытания проводили при нулевом цикле напряжений.
Относительная прочность резьбовых соединений
В табл. 2 приведены данные об относительной прочности резьбовых соединений (за единицу принята прочность резьбы с α = 60° и плоскосрезанной впадиной). Как показывает анализ этих данных, профиль (VI и VII), образованный дугой окружности и исключающий контакт между вершиной резьбы гайки и впадиной резьбы шпильки, позволяет на 60% повысить предел выносливости соединений. При использовании упорной резьбы и резьбы с α = 90° значение σап повышается незначительно (до 10 %). Это объясняется влиянием ударных нагрузок из-за увеличенных радиальных зазоров при отнулевом цикле напряжений. Предел выносливости этих соединений можно повысить путем предварительной затяжки крепежа.
Таблица 2
| Профиль резьбы | База испытаний, число циклов | ||
| 105 | 106 | 107 | |
| I | 1,00 | 1,00 | 1,00 |
| II | 1,09 | 1,01 | 0,98 |
| III | 1,06 | 1,14 | 1,07 |
| IV | 1,21 | 1,18 | 1,22 |
| V | 1,04 | 1,05 | 1,09 |
| VI | - | 1,25 | 1,12 |
| VII | 1,31 | 1,51 | 1,60 |
Переменные средний диаметр и шаг
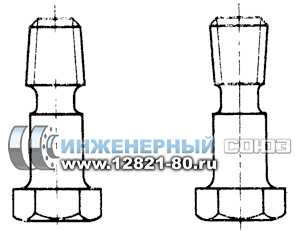
Рис. 5. Болты прямой и обратной конусности
Изменив радиус впадины или профиль резьбы, можно эффективно снизить концентрацию напряжений от местной нагрузки на витки.
Для улучшения распределения нагрузки нужно таким образом изменить средний диаметр по высоте гайки, чтобы контакт витков начинался вблизи свободного торца гайки. Р. Хейвудом установлено, что прямая конусность 1:50 при увеличении среднего диаметра от торца к головке болта (рис. 5) снижает долговечность соединений c 105 до 6×104 циклов. Обратная конусность 1:100 повышает долговечность до 1,8×105, а при большей конусности (1:50) — до 2,1×105 циклов.
Применение гаек с коническим заходом
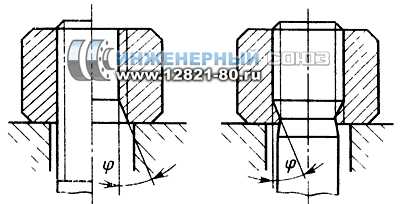
Рис. 6. Резьбовые соединения с усечёнными нижними витками
Отметим, что использование резьбы c переменным средним диаметром ограничено требованием недопущения в резьбе больших зазоров, поэтому в паре с конусным болтом предпочтительно применять конусную гайку.
Разновидностью этого метода является усечение (коррекция) витков резьбы гайки в наиболее нагруженной области до нарезания резьбы или после него. Угол φ принимают равным 10…15°. Согласно данным Лутандера и Вальгрена, при усечении нижних витков гайки на 12° предел выносливости повышается на 20%. Такое же увеличение получено Г. Вигандом при усечении под углом 10°.
Рекомендации по применению гаек c коническим заходом приведены в работе Р. А. Уолкера и Г. Майера. Гайка с увеличенным шагом дает более равномерное распределение нагрузки. По данным Р. Хейвуда, долговечность соединения гайки с 11,85 витками и болта с 12 витками на 1" повышается c 105 (для обычного соединения) до 5,8×105 циклов, причем разрушения всегда происходят значительно глубже опорной поверхности гайки, что свидетельствует о более равномерном распределении нагрузки между витками.
Степень влияния шага гайки и прочность ее материала
Переменный шаг в сочетании с углом профиля α = 90° способствует существенному повышению долговечности. Степень влияния увеличенного шага гайки зависит от прочности её материала при растяжении. В случае невысокой прочности происходит перераспределение нагрузки вследствие пластических деформаций и нижние витки начинают работать аналогично виткам обычной гайки. Рекомендуется использовать болты и гайки из одного материала.
Иногда применяют гайки с утопленной резьбой. В таких соединениях нижний виток болта более податливый, что снижает нагрузку. Гайка с прорезями по впадинам резьбы, которые увеличивают их податливость и улучшают распределение нагрузки. Однако на практике такую конструкцию реализовать крайне сложно.
Заключение
Стремление конструкторов к разработке крепежных изделий, применяемых для соединительных деталей трубопроводов, направлено на поиск геометрических характеристик конструкции, обеспечивающих наивысшую надёжность резьбового соединения для заданных условий эксплуатации.
Список литературы
- Иосилевич Г. Б., Строганов Г. Б., Шарловский Ю. В. Затяжка и стопорение резьбовых соединений.. – М. : Машиностроение, 1985. – 224 c.
- Якушев А. И., Мустаев Р. Х., Мавлютов Р. Р. Повышение прочности и надежности резьбовых соединений.. – М. : Машиностроение, 1979. – 214 c.
- Белозерова З.Л., Ращепкин К.Е., Ясин Э.М. Надёжность магистральных нефте- и продуктопроводов // Транспорт и хранение нефти и нефтепродуктов: Обз. инф. - М.: ВНИИОНГ, 1971....
- Sproat R. Z., Walker R. A. Radiused-root threads-are they realey better // Assembly Engng. 1965. N 4..
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
www.12821-80.ru
Мелкая метрическая резьба - Большая Энциклопедия Нефти и Газа, статья, страница 2
Мелкая метрическая резьба
Cтраница 2
Когда применяются мелкие метрические резьбы. [16]
Основные размеры мелких метрических резьб не приводятся полностью, но могут быть определены по специальной таблице на стр. Таблицы допусков как по мелким метрическим, так и по основным крепСжным резьбам относятся только к наиболее распространенным скользящим посадкам резьбы. [17]
Для нарезания трубных и мелких метрических резьб используют комплект из двух метчиков. [18]
Шаги по мелким метрическим резьбам построены с измельчением, связанным определенной пропорцией с шагами основной крепежной резьбы. Так, при шаге основной к епежной резьбы 6 мм первая мелкая резьба имеет шаг 4 мм, вторая мелкая - 3 мм, третья мелкая - 2 мм, четвертая-1 5 мм и пятая мелкая - 1 мм. [19]
Шаги по мелким метрическим резьбам построены с измельчением, связанным определенной пропорцией с шагами основной крепежной резьбы. Так, при шаге основной крепежной резьбы 6 мм первая мелкая резьба имеет шаг 4 мм, вторая мелкая - 3 мм, третья мелкая - 2 мм, четвертая - 1 5 мм и пятая мелкая - 1 мм. [20]
Для наружной третьей мелкой метрической резьбы определить предельные размеры стержня, соответствующие номинальному диаметру резьбы 80 мм. [21]
В СССР для мелких метрических резьб ( ОСТ 1256) группы длин свинчивания объединяются в зависимости от числа ниток п на длине свинчивания: первая группа - до 8 ниток, вторая - от 8 до 24 и третья - свыше 24 до 48 ниток. [22]
В СССР для мелких метрических резьб ( ОСТ 1256) группы длин свинчивания объединяются в зависимости от числа ниток п па длине свинчивания: первая группа - до 8 ниток, вторая - от 8 до 24 и третья - свыше 24 до 48 ниток. [24]
Для обычных соотношений мелких метрических резьб и длины свинчивания в 8 витков значения резьбовой единицы резьб с мелким и крупным шагом примерно одинаковы. [25]
В СССР для мелких метрических резьб ( ОСТ 1256) группы длин свинчивания объединяются в зависимости от числа ниток п на длине свинчивания: первая группа до 8 ниток, вторая от 8 до 24 и третья свыше 24 до 48 ниток. [26]
Общесоюзными стандартами установлены также мелкие метрические резьбы, которые отличаются от основной метрической резьбы более, мелким шагом при одинаковом наружном диаметре. [27]
У плашек для нарезания мелкой метрической резьбы по ОСТ НКТП 4120, 4121 и 4122 предусмотрена односторонняя торцовая выточка ( фиг. Ее глубина установлена равной от 2 до 5 мм, в зависимости от номинального диаметра: нарезаемой резьбы. [28]
У плашек для нарезания мелких метрических резьб предусмотрена односторонняя торцовая выточка. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Мелкая резьба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Мелкая резьба
Cтраница 1
Мелкие резьбы применяют в резьбовых соединениях, подверженных переменным и знакопеременным нагрузкам, а также в тонкостенных деталях. [2]
Мелкая резьба на шпинделе и особая форма золотника ( удлиненный конус с малым углом у вершины или цилиндр с треугольными продольными вырезамк) в регулирующих вентилях позволяют плавно регулировать поступление аммиака ( фреона) в испаритель. Особенностью конструкции фреоновых вентилей особой герметичности является наличие над сальниковой грундбуксой ввертного колпачка, предотвращающего утечку фреона. [3]
Мелкие резьбы с шагом до 3 - 4 мм обычно нарезаются одним чистовым резцом, более крупные - последовательно несколькими резцами. [4]
Мелкие резьбы с шагом от 1 до 1 5 мм чаще всего шлифуют без предварительного нарезания. [5]
Мелкие резьбы применяют в резьбовых соединениях, под верженных переменным и знакомеременным нагрузкам, а также Е тонкостенных деталях. [7]
Мелкая резьба по ОСТ 2411 применяется в точных ходовых винтах, дает меньшие ошибки перемещения вследствие деформации. [8]
Мелкие резьбы нарезают на токарно - винторезном станке без предва ритель-ного фрезерования. [9]
Мелкие резьбы с шагом до 1 мм могут быть прошлифованы сразу по целому материалу, без предварительного нарезания резьбы резцом. [10]
Мелкие резьбы у термообрабатываемых валов получают сразу на резьбошлифовальных станках. [11]
Подобно мелкой резьбе при извлечении самонарезающих винтов происходит срез резьбы в отверстии, и повторное соединение с помощью винтов того же размера становится невозможным. Если требуется крепежные элементы удалять или заменять, то рекомендуется в ПМ вводить металлические вставки ( см. ниже в этом разделе) или чтобы ступица имела больший размер, достаточный для размещения винта со следующим в ряду большим диаметром. Винты большего диаметра могут быть использованы при выполнении ремонтных работ и для создания больших стягивающих усилий, чем при первоначальной установке. [13]
Нарезка мелких резьб производится хорошо. [14]
Применение мелких резьб облегчает стопорение; позволяет уменьшить перепады диаметров валов и пр. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Мелкая резьба - Большая Энциклопедия Нефти и Газа, статья, страница 4
Мелкая резьба
Cтраница 4
Для уменьшения числа пазов следует использовать мелкие резьбы. [47]
Пример обоэвачення метрической 3 - й мелкой резьбы диам. [48]
Особенно экономично изготовлять регулируемые скобы для мелкой резьбы, так как часто величина шага в довольно большом диапазоне диаметров остается постоянной. [49]
При необходимости получить на пластмассовых деталях мелкую резьбу наиболее целесообразно пользоваться режущими инструментами или применять металлическую резьбовую арматуру. [50]
Если разрушающие напряжения в болте с мелкой резьбой одинаковые с крупной резьбой, то разрушающие нагрузки при мелкой резьбе выше за счет большей площади. [51]
В точных приборах для резьбовых соединений применяются метрические крупные и мелкие резьбы. В отдельных случаях находит еще применение дюймовая резьба-нормальная и трубная, а также круглая резьба для соединения тонкостенных, давленых или штампованных деталей. Окулярная многоходовая резьба ( ГОСТ 5359 - 50) применяется преимущественно в оптических приборах. [52]
В муфтовом резьбовом соединении герметичность достигается применением мелкой резьбы соответствующей длины и поперечного сечения, а также специальных смазок, не растворяющихся в перекачиваемом продукте и обладающих большой вязкостью при рабочих условиях. В цапковом соединении герметичность обеспечивается металлической прокладкой, которая зажимается накидной гайкой между специально обработанными поверхностями соединяемых труб, а также специальными смазками. [54]
Шпильку скрепляют с винтбм 3, имеющим мелкую резьбу. Микрометр имеет две переключающиеся передачи и диск с нониусом, с помощью которых можно отсчитать перемещение винта, равное 0 001 мм. [55]
Кипарис, туя и можжевельник хорошо поддаются мелкой резьбе. Остальные хвойные для мелкой резьбы менее пригодны, так как прямослойная древесина имеет склонность к скалыванию. Из-за четкого крупного рисунка годовых слоев мелкие фасонные штапики ( раскладки) из хвойных пород невыразительны. [56]
Условное обозначение шпилек, обозначения 1-я и 2-я мелкие резьбы, размеры Л & я / не соответствуют ГОСТ 9150 - 59 па резь5ы, так как ОСГ 20001 - 38 не пер смотрен. [57]
Основными особенностями конструкции ручного регулирующего вентиля являются: мелкая резьба на шпинделе; большой ход шпинделя; специальная форма клапана, обеспечивающая постепенное увеличение проходного сечения при его подъеме. [58]
В некоторых литейных сплавах, например силуминах, мелкие резьбы с малым шагом получаются недостаточно прочными, а поэтому в деталях, отлитых из этих сплавов, применять мелкие резьбы нежелательно. [59]
Страницы: 1 2 3 4
www.ngpedia.ru
Шаг резьбы. Описание. Область применения :: SYL.ru
Практически любая отрасль современной человеческой деятельности активно сопряжена с применением самого различного оборудования. Само собой разумеется, что абсолютно все механизмы и машины имеют большое количество крепежных элементов, в числе которых резьбовые соединения занимают доминирующую позицию. Существует несколько параметров, по которым рассчитываются и выбираются данные виды соединений. Мы же будем говорить о таком важнейшем с технической точки зрения критерии, как шаг резьбы.
Технический термин
Шаг резьбы – расстояние, которое измеряется между парой верхних точек двух соседних витков. Эта дистанция измеряется параллельно оси самой резьбы. С этой целью используются такие инструменты, как резьбомер, метчик с аналогичным шагом, штангенциркуль. Помните, что их применение требует наличия определенных специфических знаний и навыков, но полученные с их помощью результаты замеров будут высокоточными и наиболее правильными.
Резьба. Разновидности. Особенности
Самой редкой резьбой является дюймовая. Ее профиль – треугольник с углом при вершине 55 градусов. На сегодняшний день она не применяется при проектировании нового оборудования, а используется лишь в качестве запасных частей к старым механизмам.
Трубная цилиндрическая – резьба дюймовая, только шаг у нее мелкий. Нарезается исключительно на трубах диаметром не более шести дюймов.
Упорная резьба применяется с целью передачи значительных усилий, которые действуют в одном направлении (например, прессы, домкраты и т.д.).
Резьба трапецеидальная имеет профиль в виде трапеции с углом тридцать градусов. Ее симметричный профиль дает возможность эксплуатировать ее в реверсивных винтовых механизмах.
Круглая резьба также стандартизирована. Применение ее довольно ограничено. Основными направлениями ее эксплуатации являются: крюки подъемных кранов, водопроводная арматура, механизмы, работающие в агрессивной среде.
Применяются также трубная коническая и трубная цилиндрическая резьбы.
Некоторые сведения о метрической резьбе
Именно этот вид резьбы является основным. Ее профиль представляет собой треугольник с равными сторонами с углом профиля равным 60 градусам. Шаг метрической резьбы может быть как крупным, так и мелким, который в свою очередь разделяется на три категории: резьба мелкая, резьба мелкая 2, супермелкая. Следует помнить, что если было принято решение приобрести крепёжное изделие, то необходимо обратить внимание на обозначение резьбы. В случаях когда указан лишь диаметр, подразумевается, что шаг метрической резьбы является основным. Данная резьба характеризуется также еще и тем, что при соединении с ее помощью будет обеспечен зазор между вершиной резьбового профиля болта и впадиной профиля гайки.
Соединение тонкостенных деталей
Для того чтобы обеспечить надёжное и прочное скрепление узлов, имеющих достаточно малую толщину стенок, а также для компенсации действия различных динамических нагрузок (вибрации, ударов и прочего) применяют мелкий шаг резьбы. Объясняется это тем, что такие резьбы обладают несколько меньшей собственной высотой профиля и углом подъема. Кроме того, имеет место повышенное самоторможение.
Особенности некоторых монтажных операций
Закрепление различных деталей, узлов и механизмов с помощью болтов и шпилек - это, пожалуй, самый распространённый вид соединений в современной технике. Но перед тем как выполнять подобные работы, необходимо обратить пристальное внимание на все комплектующие и их размеры, а в особенности на шаг резьбы болта. Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования. В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Например, достаточно часто применяемый шаг резьбы 1, он является обычным для болтов диаметром 8 миллиметров. Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.
Важные нюансы
Шаг резьбы по принятым международным нормам и стандартам в машиностроении измеряется в миллиметрах. Хотя и здесь есть свои особенности, которые заключаются в том, что у некоторых видов резьбы шаг может выражаться количеством витков на один дюйм ее длины.
В заключение хотелось бы отметить – расчет и подбор резьбовых соединений, вопреки общественному мнению, должен все же осуществляться исключительно профильными специалистами, поскольку от правильности полученных данных будет зависеть работоспособность и надёжность механизмов и конструкций и, соответственно, безопасная работа людей, их эксплуатирующих и обслуживающих.
www.syl.ru