Содержание
Как и чем нарезать внутреннюю резьбу. Требуемый инструмент, описание процесса
На этапах, предшествующих сборке резьбовых соединений с применением крепежных деталей, часто возникает необходимость нарезания внутренней резьбы в готовых изделиях и заготовках. Для болтов, винтов и шпилек в них предварительно сверлят отверстие требуемого диаметра, затем выполняется нарезание внутренней резьбы с заданными параметрами.
Инструмент для нарезания резьбы
В просверленных сквозных или глухих отверстиях внутреннюю резьбу нарезают специальным инструментом – метчиками. По назначению такой инструмент подразделяют на ручные, машинно-ручные, машинные и гаечные метчики. Метчик включает в свое конструктивное исполнение рабочую часть и хвостовик, торец которого имеет квадратное сечение для крепления воротка. Ручные метчики для нарезания метрической и дюймовой резьб производят наборами (комплектами) из двух или трех изделий. Для нарезания внутренней резьбы с шагом не более 3 мм применяют наборы из двух метчиков, а для резьб с шагом более 3 мм – наборы из трех. В комплектацию из трех инструментов входят черновые, средние и чистовые метчики, отличающиеся между собой длиной заборного конуса. Черновой и средний – имеют меньшие диаметры, чем чистовой, который изготавливают с полным профилем. На хвостовике каждого метчика нанесены одна, две или три риски, определяющие очередность использования каждого из них при нарезании внутренней резьбы в одном отверстии.
В комплектацию из трех инструментов входят черновые, средние и чистовые метчики, отличающиеся между собой длиной заборного конуса. Черновой и средний – имеют меньшие диаметры, чем чистовой, который изготавливают с полным профилем. На хвостовике каждого метчика нанесены одна, две или три риски, определяющие очередность использования каждого из них при нарезании внутренней резьбы в одном отверстии.
Отверстия для нарезания резьбы
Для сверления отверстия под нарезание внутренней метрической резьбы. выбирают сверло, диаметр которого приближенно рассчитывается по формуле: D = d – P, где d – диаметр внутренней резьбы, P – ее шаг. Например, нарезание метрической резьбы М10 с шагом 0.5, 0.75, 1.0, 1.25 и 1.5 миллиметра (для болтов, винтов или шпилек) потребует применения сверла с диаметром, соответственно, 9.5, 9.25, 9.00, 8.80 и 8.50 мм. А сверление отверстий для нарезания трубной резьбы в ¼ дюйма цилиндрической формы классов точности А и В выполняют сверлами с наружным диаметром 11,5 мм. В глухих отверстиях сверление выполняют на глубину, превышающую длину резьбовой части крепежной детали на 5-6 мм.
В глухих отверстиях сверление выполняют на глубину, превышающую длину резьбовой части крепежной детали на 5-6 мм.
Нарезание внутренней резьбы выполняют следующим образом. Деталь с готовым отверстием жестко закрепляют, например, в тисках. Затем рабочую часть чернового метчика покрывают смазкой, вставляют инструмент заборной частью в отверстие и плавным поворотом воротка начинают нарезать резьбу внутри детали. После одного-двух оборотов по часовой стрелке делают пол-оборота в обратную сторону для измельчения стружки и затем продолжают нарезание до полного входа метчика в отверстие. Такую же операцию выполняют средним и чистовым инструментом.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является
публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
© Компания Машкрепёж — основной поставщик крепежа в России, 1998-2019
Нарезание внутренней резьбы метчиком: технология, инструмент, диаметр отверстия
Перед нарезанием внутренней резьбы метчиком, предварительно готовится соответствующее отверстие. В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
Рис. 1. Конструкция метчика:
1 – заборная часть; 2 – калибрующая часть; 3 – стружечная канавка;
4 – хвостовик; 5 – квадрат
Максимально удобные условия по нарезанию резьбы метчиком предоставляются после подготовки отверстия методами зенкерования либо сверления. Вырезаемый металл в процессе изготовления резьбы частично выдавливается метчиком. Сечение внутри резьбы выходит больше сечения отверстия, которое образовалось от сверления. В момент подготовки отверстий способом сверления, перед нарезанием резьбы метчиком, сечения сверл выбираются по ГОСТ 19257 – 73.
Рис. 2. Нарезание резьбы метчиком:
а – установка метчика и воротка для нарезания резьбы; б – проверка положения метчика угольником; в – приемы нарезания внутренней резьбы; г – проверка качества резьбы соответствующим винтом
В случае, когда сечение просверленного для резьбы отверстия окажется меньше регламентированного ГОСТом, усилие на метчик резко увеличится. Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Нарезая внутреннюю резьбу на сверлильных станках, придерживаются таких общих правил:
- нежелательно производить нарезку резьбы внутри отверстий, полученных в результате штамповки либо литья. Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
- на станках для сверления при нарезании резьбы метчики необходимо закрепить в предохранительных плавающих, качающихся, самоцентрирующих, реверсивных патронах;
- в готовящихся отверстиях, где будет нарезаться резьба, со стороны захода метчика необходимо снять фаски под углом 60° на высоту не менее одного шага резьбы;
- в момент нарезания резьб с помощью сверлильных станков особо пристальное внимание уделяется регулировка передвижения шпинделя.
 Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению; - нарезая резьбу, используется смазка инструмента и его интенсивное охлаждение, поскольку на метчик в это время воздействуют большие нагрузочные режимы.
 Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
После окончания операции по нарезанию резьбы в отверстиях на сверлильных станках метчик из нарезанного отверстия выкручивается.
Рис. 3. Формы заборной части метчиков:
форма А — длинная заборная часть для обработки сквозных отверстий; форма В — средняя заборная часть и спиральная подточка для обработки сквозных отверстий; форма С — короткая заборная часть для обработки глухих отверстий; форма D — средняя заборная часть для обработки сквозных и глухих отверстий с длинным сбегом резьбы; форма Е — короткая заборная часть для обработки сквозных и глухих отверстий с коротким сбегом резьбы
Нарезание резьб в сквозных и глухих отверстиях технологически различны.
Закончив нарезание резьбы глухого отверстия, метчик из него удаляется только выкручиванием. Исходя из этого, резьба в нем нарезается только на станке, где есть возможность его реверсирования. Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Нарезая глухую резьбу на станке без реверса, используют для крепления метчиков специальный реверсивный патрон. В нем устроено предохранительное устройство соответствующего типа.
С целью предотвращения разрушения метчика при нарезании глухой резьбы, когда он достигнет края отверстия и упрется в дно, на станках с реверсивным механизмом используется специальный патрон, предохраняющий метчик. Глухие резьбы нарезаются машинными метчиками. У них малая заборная часть, равная трем шагам нарезаемой резьбы. Эта техника дает возможность нарезать резьбу максимально близко ото дна отверстия.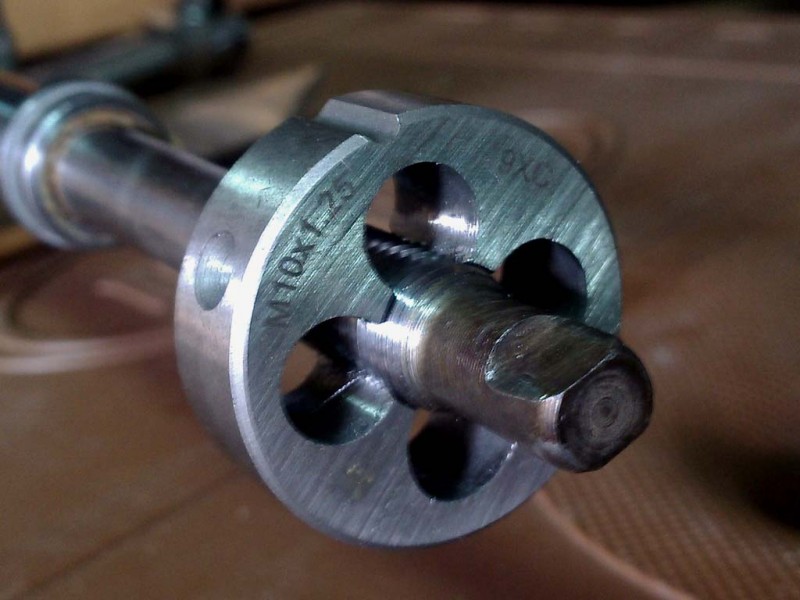
Нарезать резьбы в легированных пластичных сталях, у которых аустенитный состав и которые нелегко поддаются резанию, а также в легких, титановых, жаропрочных сплавах необходимо с учетом следующих специфических условий:
- если деталь, изготовленная из жаропрочного сплава, имеет нормальную жесткость, а после монтажа на станину станка она перпендикулярна к оси резьбы базовой поверхности, резьба в ней нарезается без использования кондуктора. Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
- нарезание резьбы в заготовках из жаропрочных сплавов сопровождается использованием метчиков с шахматным расположением зубьев. В сквозных отверстиях резьбу нарезают одним метчиком, в глухих – комплектами, состоящими из двух либо трех метчиков;
- метчик обязательно подлежит охлаждению, если резьба нарезается в деталях из жаропрочных сплавов. Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
- чтобы успешно нарезать резьбу в деталях из цинковых либо алюминиевых сплавов, мягких и пластичных, используются станки, где принудительная скорость подачи шпинделя по шагу резьбы. В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
- скорость нарезания резьбы в деталях из силуминовых сплавов рекомендуется в 1,2…1,5 раза больше, а охлаждение во столько же раз интенсивнее, чем стали;
- охлаждать метчики при нарезании резьб в деталях из легкосплавных материалов лучше всего керосином. Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
- бесканавочными метчиками, изготовленными из быстрорежущей стали, рекомендуется обрабатывать резьбу от М4 до М30 в деталях из титановых сплавов и труднообрабатываемых сталей аустенитного класса. Их стойкость намного выше по сравнению со стандартным.
 Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
 Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
Вернуться к списку
Как нарезать внутреннюю резьбу в 3 приема
Внутреннюю резьбу можно нарезать вручную (ручными метчиками) или станком (машинными метчиками).
Вы можете найти обзор того, какой внутренний метчик вам нужен для вашего приложения, в нашей статье 6 основных характеристик внутренних метчиков.
Необходимые инструменты
Для нарезания внутренней резьбы вам потребуются следующие инструменты :
- Защитные очки
- Спиральное сверло
(для сверления основного отверстия) - Зенковка 90°
(для углубления основного отверстия) - Внутренний метчик (ручной или машинный метчик)
- Для ручных метчиков: Разводной вороток
- Для машинных метчиков: ручная дрель (если применимо)
При наличии:
- Пробный квадрат
- Центровочный пуансон
- Молоток
- Режущий спрей для оптимального качества поверхности
Диаметр отверстия под керн
Если вы знаете какой метчик вам нужен, то следующий вопрос какой диаметр необходим для просверливания отверстия под керн.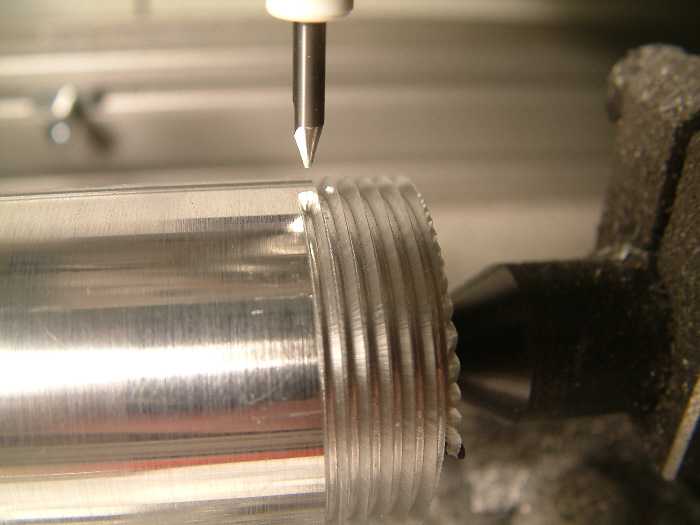
Внутренние метчики обозначаются в соответствии с номинальным размером. Например, метчик М 8 означает «метрический диаметром 8 мм».
Диаметр спирального сверла для нарезания резьбы рассчитывается следующим образом:
Диаметр отверстия = диаметр метчика — шаг резьбы
Пример с M8:
Диаметр отверстия = 8 мм — 1,25 мм = 6,8 мм
Диаметр кернового отверстия округляется до одного десятичного знака. В нашей таблице (PDF) вы найдете все распространенные размеры резьбы и соответствующие диаметры для спирального сверла.
Порядок работы
1. Просверлите колонковое отверстие (спиральным сверлом)
Сначала необходимо просверлить колонковое отверстие спиральным сверлом.
Если хотите, можете использовать кернер, пробивая молотком центр в нужном месте. Это упрощает центрирование и горячее нарезание резьбы спиральным сверлом.
Если у вас есть спрей для резки, используйте его здесь. Распылите на спиральное сверло режущий спрей. Это увеличивает срок службы сверла и улучшает качество поверхности.
Распылите на спиральное сверло режущий спрей. Это увеличивает срок службы сверла и улучшает качество поверхности.
Правильный диаметр спирального сверла указан в следующей таблице (PDF).
2. Зенковка основного отверстия (зенковка)
Затем используйте зенкер 90°, чтобы раззенковать отверстие и сделать фаску. Размер зенковки должен быть на 10% больше диаметра метчика.
Это улучшит вход в отверстие при нарезании резьбы. Это также предотвращает выдавливание первой и последней нити из отверстия.
3. Нарезание внутренней резьбы (ручной метчик)
В качестве последнего шага вставьте метчик в вороток (шариковый метчик или держатель инструмента с трещоткой) и нарежьте резьбу.
Осторожно вверните метчик в отверстие керна.
При использовании наборов метчиков вы должны следовать последовательности метчиков (коническая, вторая и последняя метчики) . Определить порядок можно по кольцам на хвостовике:
- конусность — одно кольцо
- второй — два кольца
- выпускной кран — без кольца
, а также режущие кромки от грубой до тонкой.
Чтобы нарезать прямую внутреннюю резьбу, вы можете использовать примерный угольник и расположить его под прямым углом к метчику.
Здесь вы снова можете использовать режущий спрей.
Снижается трение между стружкой и режущими кромками метчика и, следовательно, необходимый крутящий момент. Это обеспечивает лучшее удаление стружки.
Примечание: При нарезании резьбы вручную сверло следует повернуть на третий оборот после двух оборотов, чтобы сломать стружку. Это снижает нагрузку на сверло, и свежая смазка достигает режущих кромок.
Обрезав резьбу, открутите метчик в обратном направлении.
Сделано: Резьба сошла с ума
В своем видео MrHandwerk также подробно описывает в своих видеороликах, как нарезать внутреннюю резьбу, например, в стальной цепи.
3. Нарезать внутреннюю резьбу (машинный метчик)
В завершение затянуть метчик на машине и нарезать резьбу.
Медленно и прямо вставьте метчик в отверстие керна с соответствующей скоростью.
Здесь вы снова можете использовать режущий спрей.
Снижается трение между стружкой и режущими кромками метчика и, следовательно, необходимый крутящий момент. Это обеспечивает лучшее удаление стружки.
После нескольких оборотов метчик втягивается в заготовку и нарезает резьбу.
После отвода остановите машину, переключитесь на противоположное направление и перезапустите машину. Затем метчик проходит через уже нарезанную резьбу.
Готово: Резьба создана.
Anleitung
Скачать инструкцию в формате PDF (0,6 МБ)
Резюме и заключение
В принципе, нить можно легко обрезать.
Все, что вам нужно знать, это какой внутренний метчик вам нужен и хотите ли вы нарезать резьбу вручную или на станке .
При выборе внутреннего метчика важно учитывать, сверлите ли вы сквозное или глухое отверстие. Наша подробная статья 6 о характеристиках внутренних метчиков с первого взгляда может помочь вам выбрать правильный метчик.
Это приводит к требуемому внутреннему метчику и соответствующему размеру спирального сверла и зенкера .
Если вы нарезаете резьбу вручную, убедитесь, что сверло повернуто на третий оборот после двух оборотов (чтобы сломать стружку).
При ручной и машинной резке следует использовать спрей для резки если возможно. Это увеличивает срок службы метчика и улучшает качество поверхности.
В одной из следующих статей мы расскажем, как вырезать внешняя резьба . Затем вы можете вкрутить элемент во внутреннюю резьбу.
Если у вас возникли проблемы с поиском подходящего крана, свяжитесь с нами.
Изготовление резьбовых отверстий: рекомендации по резьбовым отверстиям
Нарезание резьбы — один из наиболее важных процессов механической обработки. Он используется для создания резьбы, которая используется для скрепления материалов и компонентов.
Резьбовые отверстия очень распространены в производстве. Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Но нарезать резьбу не так просто, как мы думаем. Поэтому важно узнать обо всех доступных технологиях машинного нарезания резьбы, чтобы вы могли сделать лучший выбор для своих проектов. Следующая информация поможет вам лучше понять, как нарезать резьбу.
Что такое резьбовое отверстие?
Резьбовое отверстие представляет собой отверстие с резьбой или резьбой с внутренней резьбой. Это круглое отверстие, используемое для нарезания резьбы и сверления. Для создания резьбы на стенках просверленного отверстия можно использовать процесс нарезания резьбы, и он происходит в области и месте, где болты и гайки не могут работать, например, в металлах.
Иногда резьбовые отверстия также называют резьбовыми. Этот тип отверстия используется, когда необходимо соединить две детали вместе с помощью крепежного элемента, такого как винт или болт.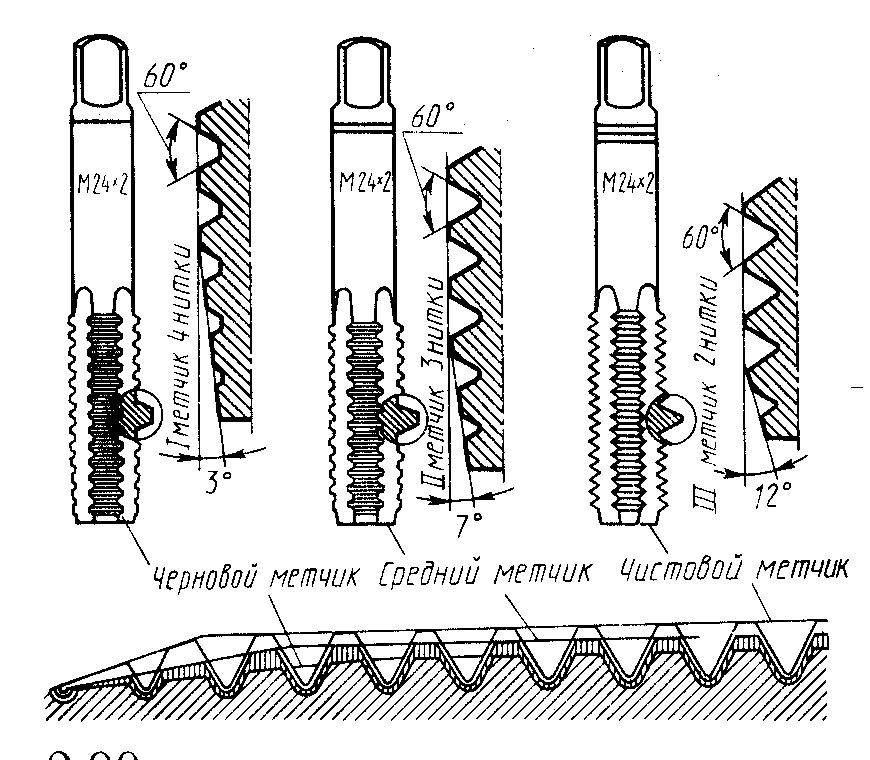 Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Что такое резьбовое отверстие?
Резьбовое отверстие — это тип отверстия, который используется для создания внутренней резьбы. Он создается путем сверления отверстия в материале, а затем с помощью метчика нарезается резьба в стенках отверстия. Резьбовые отверстия обычно встречаются в металлических компонентах, которые необходимо скрепить вместе, например, в случае гайки и болта.
Резьбовое отверстие во многом похоже на направляющее отверстие. Оба используются для создания резьбы в заготовке, чтобы можно было вставить винт или болт. Ключевое различие между ними заключается в том, что резьбовое отверстие уже имеет резьбу, и для создания сопрягаемой резьбы требуется только инструмент, в то время как направляющее отверстие необходимо сначала просверлить, прежде чем в него можно будет нарезать резьбу.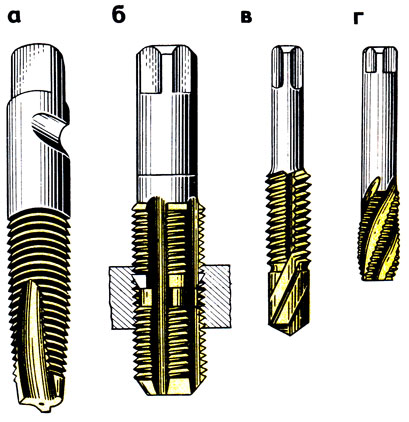
Важность создания резьбового отверстия
Резьбовые отверстия являются неотъемлемой частью деталей машин, и для добавления отверстия можно использовать станок с ЧПУ. В процессе нарезания резьбы можно создать резьбу на стенках просверленного отверстия. Машинный винт не может создавать свою собственную резьбу. Если вы хотите вкрутить винт в металлический материал, вам нужно резьбовое отверстие и добавить резьбовые элементы в процесс станка с ЧПУ.
Каждая функция будет соответствующим образом добавлена к резьбовым частям, и большинство потоков могут выбирать в зависимости от своих функций. Давайте посмотрим, почему важно создать резьбовое отверстие.
1. Соединение
Если вы хотите вкрутить болт или винт в металл, это может позволить более надежно соединить две детали. Резьба может навсегда прикрепить болт, гайку и винт к металлу.
2. Простота транспортировки
Резьбовое отверстие облегчает сборку мелких деталей и изделий для транспортировки, что значительно снижает трудозатраты.
3. Простая эксплуатация
Может обеспечить место для резьбовых соединений и резьбовых отверстий. Вы можете легче ввинтить винт или болт в металл, не делая направляющее отверстие.
Вы можете создать резьбу на внутренней стороне просверленного отверстия, и это займет меньше времени, чем процесс сверления болта, гайки или винта в дереве. Резьба по отверстию может соответствовать требованиям вашего проекта, независимо от того, нужно ли вам сквозное или глухое отверстие.
Как сделать отверстие перед нарезанием резьбы?
Очень важно иметь прямые, качественные отверстия соответствующего размера для нарезания резьбы в процессе изготовления отверстий. В современном оборудовании фактор сверления (негабаритного) в основном устраняется, но он имеет большое значение в процессе изготовления отверстий, поэтому очень важно подумать, как сделать отверстие перед нарезанием резьбы.
Резьбовое отверстие образовано с помощью сверла для метчика и сверла. Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Некоторые слесари до сих пор пользуются старыми правилами и стандартами и таблицами сверления резьбовых отверстий. Одним из примеров резьбы является то, что они используют матрицу 17/32 и метчик для 5/8-11, эти проценты резьбы иногда усложняют работу. Поэтому необходимо тщательно изучить стандарт резьбы и использование различных инструментов для нарезания резьбы, прежде чем нарезать резьбу.
Прежде чем делать резьбовое отверстие, вы можете получить различные варианты размера направляющего сверла и размера резьбы под метчик, найти специалиста, который разбирается в сверлении метчика, и различные размеры резьбы могут иметь большое значение для вашего проекта.
Что такое глухие и сквозные отверстия?
Существует два типа отверстий для определения резьбовых отверстий. Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Глухое отверстие : Это отверстие имеет определенную глубину и не может проходить через всю заготовку. Глубину нужно фиксировать отдельно. Дно отверстия может заканчиваться плоской поверхностью или заканчиваться конусом.
Сквозное или сквозное отверстие : Сквозное отверстие может проходить через всю заготовку. Глубина сквозного отверстия — это толщина конкретной стенки. Используя болт, винт и гайку, вы должны использовать сквозное отверстие для удобства процедуры.
В чем разница между сверлением и нарезанием резьбы?
Основное отличие сверления от нарезания резьбы состоит в последовательности и выполнении функций и сверла. Этот процесс происходит сначала для того, чтобы сделать круглое и гладкое отверстие с помощью сверла, что называется сверлением.
Формирование резьбового отверстия завершается с помощью метчикового сверла и сверла, в которых направляющее сверло сначала формирует отверстие, а затем может нарезать резьбу с помощью метчикового сверла. Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Это круглое и гладкое отверстие делается в этом процессе, а с другой стороны, когда отверстие просверливается, происходит процесс нарезания резьбы. сделайте резьбу, нанеся метчик на внутреннюю часть отверстия.
За исключением этих процессов, создание резьбы может выполняться и размещаться снаружи цилиндрического объекта в процессе высечки с использованием штампа. Резьба на болте является одним из примеров высечки.
Три типа метчиков для нарезания резьбы
Основные типы метчиков: пробковый метчик, конический метчик, нижний метчик.
Эти типы используются и предназначены для выполнения определенной функции или цели и могут специально прокручиваться вокруг любой проделанной в них дыры.
Конические метчики
Конические метчики имеют конический наконечник и небольшой угол к резьбе, который также называется фаской. Обычно первые семь-десять нитей формируются не полностью. Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Если отверстие, в которое необходимо нарезать резьбу, очень большое или если материал очень твердый, не рекомендуется использовать конусный метчик. В этих случаях лучше использовать спиральный метчик. Конические метчики также не рекомендуются для глухих отверстий (отверстий, которые не проходят через материал насквозь).
Врезные метчики
Врезные метчики располагаются между конусом и нижним метчиком, и по этой причине их также называют «вторыми метчиками». Метчикам со штепсельными вилками требуется большее усилие для поворота, так как они нарезают больше резьбы за один раз.
Пробковые метчики — лучший пример ремонта резьбы, требующей небольшой фиксации. Метчики-пробки идеально подходят для нарезания отверстий глубже, чем резьба конических метчиков.
В некоторых случаях не рекомендуется использовать заглушку. Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Нижний метчик
Нижний метчик — это тип метчика, который начинается со дна отверстия. Он используется, когда не хватает места, чтобы открыть кран сверху. Нижний метчик позволяет нарезать резьбу до дна сквозного отверстия. Этот тип касания также полезен для исправления ошибок, допущенных при постукивании сверху. Он в основном используется для:
Нарезания резьбы или нарезания резьбы в неглубокое глухое отверстие
Глубокая резьба и мелкое отверстие
Нарезание резьбы в новом отверстии
Нижний метчик — это специальный инструмент, который может быть доступен не во всех размерах, поэтому важно проверить его перед началом проекта.
Советы и рекомендации по резьбовым отверстиям
Резьбовые отверстия считаются необходимыми для добавления механически закрепленных деталей к машинам. Детали, обработанные на станке с ЧПУ, будут сильно повреждены, если вы попытаетесь добавить и заставить лом неправильным образом. Таким образом, тщательное рассмотрение и планирование перед обработкой резьбового отверстия имеют важное значение и помогут вам избежать некоторых ненужных проблем.
1. Методы изготовления резьбовых отверстий: нарезка и формовка
Вы можете сделать внутреннюю резьбу в резьбовых отверстиях двумя способами:
с помощью формовочного метчика
с помощью режущего инструмента
Хотя оба эти метода дают Тот же результат, вы должны учитывать некоторые факторы, чтобы выбрать один из этих методов, таких как размер резьбового отверстия, токарные станки, твердость материала, а также глухое или сквозное отверстие.
1: Размер резьбового отверстия. Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
2: Для твердых материалов — Вы можете использовать метчик для резки твердых и прочных материалов для твердых материалов. Рифление режущего метчика позволяет смазке течь по траектории и дает металлической струже больше места для режущей кромки.
3: Для мягкого материала. Используйте формовочные метчики для цветных мягких металлических материалов, таких как латунь, свинец, сталь и алюминий. Формовочные метчики могут создавать внутреннюю резьбу в более мягких металлах без поломки. Это связано с тем, что режущее действие происходит медленнее и лучше контролируется, что помогает предотвратить повреждение материала.
2. По возможности используйте стандартный размер резьбы
Размер резьбы, используемой в станках с ЧПУ, имеет большое значение. Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Существует несколько распространенных размеров резьбы, включая 1/4–20, 3/8–16 и 1/2–13. Каждый из этих размеров соответствует разным диаметру и шагу, что помогает гарантировать, что резьба будет правильно насажена на желаемый объект. Кроме того, существуют также метрические размеры резьбы. Наиболее распространенными метрическими размерами являются M6 x 1,0, M8 x 1,25 и M10 x 1,5.
Процесс обработки не требует специального инструмента или материала при использовании стандартных размеров резьбы. Кроме того, это также помогает сократить время обработки и расход материала и делает этот процесс экономически эффективным.
3. Подходящий диаметр резьбового отверстия
Необходимо убедиться, что диаметр резьбового отверстия должен находиться в пределах заготовки или детали. Внешний диаметр резьбового отверстия должен быть больше внутреннего диаметра. Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Обрыв резьбы может произойти через бок детали, если резьбовое отверстие находится близко к краю детали. Обрыв резьбы может привести к поломке режущего инструмента или метчика, что приведет к нарушению чистоты поверхности.
4. Обратите внимание на наклонные поверхности
Нарезание резьбы на наклонных поверхностях может быть затруднено. Вы можете добавить резьбовое отверстие в существующую наклонную поверхность, создав плоскую поверхность путем обработки карманов. От этой плоской поверхности добавляется резьбовое отверстие.
Но, в случае отсутствия наклонной поверхности, то, во-первых, перед обработкой наклонной поверхности необходимо добавить в деталь резьбовое отверстие. Вы должны убедиться, что глубина резьбового отверстия должна соответствовать дизайну после добавления угловой поверхности.
5. Типы резьбовых отверстий
Резьбовые отверстия делятся на два типа. Оба типа отверстий требовали определенных соображений при проектировании детали. Это делается для обеспечения обработки обоих резьбовых отверстий.
Это делается для обеспечения обработки обоих резьбовых отверстий.
Кроме того, он также предотвращает взаимодействие резьбовых отверстий с другими деталями. Ниже приведены основные типы резьбовых отверстий:
Глухие резьбовые отверстия
Глухие резьбовые отверстия не проходят через деталь полностью, а доходят до конкретных частей. Глухие отверстия останавливаются после достижения определенной глубины. Если резьбовое отверстие создается с помощью концевой фрезы, то отверстие может заканчиваться на плоской поверхности. Если отверстие не полностью проходит через материал, вы знаете, что это просверленное отверстие. Но, если он создается с помощью традиционной мельницы, он может заканчиваться конусом. Если требуется дотянуть всю резьбу до дна глухого резьбового отверстия, это делается с помощью метчика.
Размеры глухого отверстия
Диаметр отверстия указан для спецификации глухого отверстия. Это также требует измерения для управления глубиной. Определяется оставшееся количество материала или непосредственно указывается глубина отверстия для контроля глубины.
Сквозное отверстие с резьбой
Сквозное отверстие полностью проходит через деталь. Резьбовые отверстия присутствуют на обеих сторонах детали или заготовки. Толщина детали определяется, если режущий инструмент или метчик не могут нарезать резьбу на все глубокое отверстие.
Необходимо рассмотреть следующие варианты, если режущий инструмент или метчик не могут нарезать резьбу с одной стороны отверстия.
Продолжайте добавлять резьбу, пока это не позволит режущий инструмент или метчик. Обратите внимание, что в части отверстия нет резьбы.
Продолжайте добавлять резьбу с обеих сторон до тех пор, пока это не станет возможным с помощью режущего инструмента или метчика. Вы должны учитывать, что нити, встречающиеся с обеих сторон, могут не совпадать.
6. Глубина отверстия
Глубокие резьбовые отверстия представляют собой уникальные проблемы обработки по сравнению с более мелкими резьбовыми отверстиями. Увеличенная глубина резьбы увеличивает время контакта между инструментом и заготовкой, что приводит к большему нагреву и требует большей силы резания.