Контактная точечная сварка: технология, преимущества. Ручная точечная сварка
Точечная сварка: аппараты, методы, советы
В настоящее время точечная сварка получила широкое распространение, как в промышленной сфере, так и быту, так как позволяет решать даже самые сложные задачи по своему прямому назначению.
На самом деле существует большое количество разновидностей сварочных процессов, каждый из которых характеризуется только своими энергоносителями, а также рабочими элементами и принципами проведения работ, у каждого своя технология.
Именно такая сварка наиболее часто используется в бытовых целях домашними мастерами.
Суть самого процесса состоит в том, что аппарат точечной сварки вырабатывает токовый импульс, который необходимо определенное время выдержать непосредственно на поверхности скрепляемых заготовок, в результате чего и происходит их точечная фиксация.
Как правило, время скрепления сварочной точки определяется визуальным способом, путем наблюдения за ней.

В этом случае прочностные характеристики самого соединения определяются, исходя из нескольких факторов одновременно, а именно, структуры материала, размеров точки, а также формы используемых электродов.
Также на качество соединения оказывает влияние сварочный ток, производимое усилие при сжатии, а также реальное состояние лицевой поверхности заготовки.
Данный тип сварки предназначен для скрепления меди, стали и многих других металлов, в том числе и нержавейки.
Особенности процесса сварки
Точечную сварку активно используют, как в промышленных целях, так и в бытовых.
На производстве, как правило, ее используют при необходимости сварить между собой всевозможные листовые заготовки из стали самых разных марок, в том числе нержавейки, меди, а также многих других категорий цветных металлов.
При помощи нее сваривают профильные заготовки различной толщины и формы, а также пересекающиеся стержни.
В домашних целях точечной сваркой в большинстве случаев пользуются при необходимости произвести ремонт самой разной бытовой техники, если требуется сварить кабель, а также для починки всевозможной кухонной утвари в виде кастрюль и тазов.
Следует отметить, что технология сварки точечного типа состоит из нескольких отдельных этапов. Принцип проведения работы всегда один и тот же.
Для начала заготовки из стали, нержавейки, меди, либо других металлов соединяются между собой в определенном положении, после чего помещаются в станок между электродами и тщательно прижимаются.
Далее запускается трансформатор, обеспечивающий необходимый нагрев металла до пластического состояния, в результате чего происходит требуемая деформация. О том, как сделать точечную сварку сварочным аппаратом полуавтоматом, рассказано на видео ниже.
Видео:
В промышленной сфере на крупных предприятиях в большинстве случаев используют оборудование автоматического типа, в домашних условиях пользуются сварочным полуавтоматом.
В некоторых случаях при использовании точечной сварки можно добиться скорости работы порядка шестисот точек в минуту.
Есть еще одна технология точечной сварки — лазерная, которая позволяет выполнять необходимые работы с большой точностью при максимальной прочности соединения.
Принцип точечной сварки состоит в сильном нагреве рабочих поверхностей металлов, в результате чего и происходит их плавление и далее образование однородной структуры.
Основную роль в сварочном процессе играет импульсная характеристика тока, которая и является основным параметром, обеспечивающим необходимый нагрев.
Также имеет значение при точечной сварке время, а также сила удержания заготовок, в результате которых металлическая структура кристаллизуется.
Данная импульсная сварка обеспечивает максимальную прочность швов при полной автоматизации самого процесса. К недостаткам можно отнести невозможность выполнить полностью герметичное соединение металлов между собой.
Некоторые характеристики
Исходя из названия, можно предположить, что при точечной сварке материал скрепляется между собой сразу в нескольких отдельных точках. Большое влияние на прочность самого соединения оказывает сразу несколько факторов.
Определяющими факторами в этом случае являются размеры и непосредственно структура самой точки. Кроме этого, большое значение играет материал электродов, параметры тока, а также передаваемое усилие сжатия.

Существуют различные режимы точечной сварки, которые позволяют выполнять необходимые работы, исходя из поставленных задач.
На сегодняшний день контактная точечная сварка постоянно совершенствуется и видоизменяется, что делает ее перспективным методом, позволяющим эффективно соединять между собой заготовки из стали, меди и других металлов.
Аппарат точечной сварки представляет собой своеобразный сварочный станок, который оснащен инвертором, в его состав обязательно входит трансформатор, а также специальные клещи.
На промышленных предприятиях, как правило, используют автоматические устройства, в быту пользуются полуавтоматом.
И пользование ручным полуавтоматом, и полностью автоматическая и даже лазерная типы сварок обязательно должны полностью соответствовать ГОСТ.
Характерной особенностью данного вида сварки полуавтоматом является то, что при помощи него можно сваривать как листы стали и меди, так и нержавейки. Не играют роли размеры и толщина заготовок, а также их предназначение.
Если используется лазерная сварка, то удается добиться максимальной прочности и точности соединений.
В настоящее время лазерная сварка широко используется в самолетостроении, автомобильной промышленности, кораблестроении для сварки стали, меди, нержавейки и многих других металлов.
В условиях небольших мастерских пользуются полуавтоматом, который обязательно имеет трансформатор и отвечает стандартом ГОСТ.
В промышленных целях в большинстве случаев применяется машина контактной точечной сварки, в состав которой также входит трансформатор, а также конденсаторная установка, по стандартам ГОСТ.
Несмотря на некоторые различия сварки полуавтоматом, схема и принцип точечной сварки всегда одинаковы. Электроды для точечной сварки производят преимущественно из бронзы с небольшим добавлением кадмия или хрома.
Сам процесс точечной сварки можно увидеть на видео, которое размещено ниже.
Видео:
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
Конденсаторная сварка является полным аналогом точечной и обеспечивает скрепление мелких деталей. Используется конденсаторная сварка там, где нужна точность — чаще всего в ремонте техники.
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Виды и типы аппаратов
Существует несколько методов, при которых можно сделать сварное соединение данного типа, а именно, мягкий и жесткий. Исходя из этого, и подбираются аппараты, соответствующие ГОСТ.
В настоящее время для данного типа сварки в специализированных магазинах предлагается большой выбор соответствующих аппаратов, на каждый из которых установлена своя цена.
Цена на сварочный аппарат зависит, в том числе, и от того, какой именно трансформатор установлен. В большинстве случаев на предприятиях установлен станок для данного типа сварки, цена которого достаточно высокая.
Такой станок позволяет выполнять большой объем работы с самым разным металлом. Также станок для данного типа сварки имеет большие функциональные возможности и высокий потенциал работы.
Кроме этого, на крупных предприятиях используется и лазерная сварка, цена которой также находится на высоком уровне.
В бытовых целях используют более компактные аппараты, в состав которых входят трансформатор определенной мощности и, соответственно, клещи.
Цена на такие мини устройства определяется, исходя из его функциональных возможностей и марки производителя. И станок, и компактный сварочный аппарат обеспечивают точечное соединение меди, стали, нержавейки, а также многих других металлов.
Наиболее востребованной машиной считается споттер, цена которого достаточно доступная. В таких агрегатах отсутствуют специальные клещи, а ток передается через вывод, подсоединенный непосредственно к детали и электроду.
Видео:
Споттер имеет компактные размеры, притом, что прижимное усилие заготовкам передается ручным методом. Его основным достоинством является низкая цена при возможности осуществлять соединение стали, меди, а также нержавейки.
Схема работы споттера достаточно примитивная, при этом качество работы полностью отвечает ГОСТ. В данном устройстве установлен достаточно мощный трансформатор, который и обеспечивает необходимое напряжение.
На видео, которое размещено выше, показана схема работы ручного споттера. При покупке ручного устройства следует учитывать, что цена определяется, исходя из нескольких условий, в том числе и от того, какой именно трансформатор установлен.
Более профессиональное оборудование, такое как лазерная сварка или специальный станок, как правило, в домашних условиях не используется, так как цена на него достаточно высокая.
Советы и рекомендации
Трансформатор для данного типа сварки имеет некоторые отличия от остальных. В данном случае производится точечный нагрев поверхности металла, который обеспечивают специальные клещи, в которых установлены электроды.
При выполнении данного вида соединения размеры металлических листов не играют роли, кроме этого, работы могут вестись, в том числе, и с нержавеющей сталью. При выборе аппарата для домашнего использования главным фактором не должна быть его цена.
Рекомендуется, прежде всего, обратить внимание на функциональные возможности устройства, а также прочностные характеристики соединения.
Также имеет значение и производительность агрегата, и наличие автоматизации самого процесса.
Все устройства данного типа отличаются доступностью выполнения необходимых работ, даже при отсутствии соответствующей квалификации, что делает их доступными и популярными среди домашних мастеров.
Собрать такое устройство можно и самостоятельно.
В этом случае потребуется соответствующий трансформатор, который сможет обеспечить необходимый электрический импульс, а также материал, из которого изготовятся клещи.
Все необходимые элементы следует собрать по определенному принципу и схеме, и если всю работу выполнить не только правильно, но и в соответствии с технологией, то можно будет получить устройство, которое обеспечит прочное соединение между собой самых разных металлов.
О том, как самостоятельно собрать аппарат точечной сварки в домашних условиях, подробно рассказано на видео, которое размещено ниже.
Видео:
rezhemmetall.ru
Аппарат для точечной сварки своими руками
Аппарат для точечной сварки является незаменимым инструментом во многих технологических процессах, обеспечивающим надежное соединение деталей. На качество полученного результата оказывают влияние такие факторы как величина тока, тип материала, площадь соединения и размеры электродов.

Описание
Точечная сварка применяется как в промышленных, так и бытовых условиях. Она оптимально подходит для работы с гнутыми профилями, изделиями из стали и цветных металлов. Данная методика обеспечивает высокую прочность шва и экономичность. Помимо этого, возможно использование при ремонте кухонного оборудования и различных инструментов.
Процесс основывается на совмещении отдельных элементов и их фиксации. После чего при помощи электрического тока производится нагрев деталей. Особое внимание уделяется относительному расположению элементов в необходимой точке, которое сохраняется во время всего рабочего процесса. Детали становятся одним целым в результате плавления материала, возникшего под воздействием теплового импульса.
Типы
Механический аппарат для точечной сварки имеет ручное управление и требует установки величины тока перед каждым использованием. Главным преимуществом является простая конструкция и возможность изготовления в домашних условиях. Они приобрели наибольшее распространение и нашли применение во многих отраслях.
Автоматические инструменты позволяют получать соединения с минимальное количество брака. При этом для работы не требуются особые навыки и снижаются трудозатраты.
В промышленности активно используются пневматические и гидравлические приборы.
Достаточно высокой стоимостью отличается инвентарный аппарат для точечной сварки, но он приобрел широкое распространение благодаря возможности подключения к бытовой сети, обширному набору функций и компактным размерам.
Несмотря на то, что переносные агрегаты несколько уступают стационарным, они обеспечивают получение качественного шва при минимальных затратах на покупку оборудования. При этом можно работать с металлом толщиной до 6-7 мм.

Основные элементы
Сварочный аппарат точечной сварки можно сделать в домашних условиях. Наибольшую популярность приобрели устройства с нерегулируемой величиной тока. Подобный аппарат управляется за счет электрического импульса, длительность которого изменяется при помощи специального реле или выключателя.
Одним из главных элементов является трансформатор, который обеспечивает получение необходимого уровня тока. Для этой цели можно воспользоваться катушкой от микроволновой печи, которая имеет подходящие характеристики и отличается доступностью. Такой самодельный аппарат для точечной сварки подойдет для работы с металлическими деталями толщиной в 1-2 мм. При возможности для большей эффективности стоит выбирать трансформаторы от мощных микроволновых печей. Стоит отметить, что в бытовой технике данного вида магнетрон работает при напряжении в 4000 В. Поэтому провода трансформатора имеют большую толщину, а количество витков на вторичной обмотке существенно меньше, чем на первичной.
Обмотка
Провода вторичной обмотки в трансформаторе удаляются при помощи ножовки или стамески, в некоторых случаях приходится прибегать к высверливанию. Не рекомендуется выбивать обмотку, чтобы не повредить кабели. При наличии шунтов их также необходимо снять, так как они способствуют ограничению тока.
Новая вторичная обмотка производится после извлечения необходимых деталей. При помощи медного кабеля с сечением не менее 100 мм² можно добиться оптимальных показателей напряжения. В некоторых случаях требуется снятие внешней изоляции, которая не позволяет сделать походящую обмотку. Ее можно заменить на тканевую изоленту, при этом для снижения сопротивления используются кабели с меньшей длиной.
Для бытовых нужд, как правило, достаточно трех витков, с увеличением их количества повышается величина тока устройства. Также дополнительную мощность можно получить за счет установки нескольких трансформаторов.

Что нужно знать
Аппарат точечной сварки, своими руками из микроволновки собранный, требует использования электродов во вторичных цепях. В случае применения двух трансформаторов с одинаковой мощностью их необходимо соединить кабелями толщиной в 10 мм, концы которых подсоединяются к электроду. Необходимо соблюдать осторожность при подключении первичной и вторичной обмоток, чтобы предотвратить короткое замыкание.
При недостаточном размере окна магнетрона, которое затрудняет добавление витков кабеля, и одновременном использовании трансформаторов с высокой мощностью, рекомендуется последовательное соединение вторичных обмоток. Направление намотки должно быть согласованным, при несоблюдении данного правила высока вероятность получения противофазы и, как следствие, нулевого выходного напряжения.
Напряжение
На трансформаторах одноименные выводы обозначаются символом или буквой. При отсутствии каких-либо опознавательных знаков рекомендуется воспользоваться вольтметром для проверки. Необходимо подать напряжение на первичные обмотки, подсоединив устройство к вторичным. В случае соединения обмоток разноименными выводами вольтметр покажет напряжение. Это происходит в результате того, что первичная обмотка дает напряжение на вторичную, где оно преобразовывается и удваивается.
При соединении пары обмоток одноименным выводом напряжение на вторичных намотках будет противоположным и вольтметр покажет нулевое значение.
Для того, чтобы сделать аппарат точечной сварки более мощным, можно использовать несколько трансформаторов, при этом стоит учитывать показатели сети. Суммарное напряжение устройств не должно превышать установленное значение. Оптимальным вариантом станет сила тока в пределах 1000-2000 А.

Электроды
Электроды лучше всего изготавливать из медных стержней, имеющих достаточную толщину, при этом диаметр должен соответствовать параметрам провода. Со временем электроды меняют свою форму и становятся непригодными для работы, поэтому их необходимо систематически подкачивать. Рекомендуется уменьшить количество соединений и длину кабеля, идущего от трансформатора к электроду, для увеличения мощности. Оптимальным вариантом станет подключение электродов к наконечникам, изготовленным из меди, и зафиксированным на концах проводов. Для предотвращения окисления меди в точках соприкосновения нужно спаять детали, также это упростит дальнейшую очистку. Стоит отметить, что для уменьшения потерь можно использовать обжим.

Управление
Аппарат точечной сварки для аккумуляторов зачастую оснащается винтовым зажимом, обеспечивающим дополнительное усилие во время работы. Управление устройством производится при помощи рычага или переключателя. Особое значение имеет качественное закрепление электродов, которое необходимо для нормального функционирования. В работе будет более удобным аппарат с возможностью стационарного закрепления и достаточной массой. Переключатель должен быть надежным и длинным.
Подключение кнопки выключателя производится только к первичной обмотке, в этом случае сохранится целостность контактов и будет предотвращено дополнительное сопротивление.
На устройствах с рычажным принципом управления выключатель устанавливается на прижиме, таким образом, появляется возможность управления процессом сварки одной рукой.
Включаются и выключаются аппараты точечной ручной сварки только при сжатых электродах. Рекомендуется установить принудительную вентиляцию, которая позволит работать без регулярных перерывов и отслеживания уровня нагрева токопроводов и электродов.
Получение качественного соединения возможно только при знании всех тонкостей процесса, в частности, необходимо уметь определять этапы готовности по внешним характеристикам и оттенку материала, иметь опыт работы с токовым импульсом. Скорость перемещения электродов должна находиться на одном уровне в течение всего процесса сварки.

Безопасность
Особое значение имеет соблюдение норм безопасности во время работы, так как неисправный аппарат для точечной сварки может нанести вред здоровью и испортить обрабатываемые изделия. Также необходимо придерживаться следующих требований:
- использование специальной маски для защиты лица и глаз от брызг металла и искр;
- изоляция соединительных и электрических кабелей;
- отсутствие легковоспламеняющихся материалов и жидкостей рядом с местом проведения сварки;
- применение рукавиц и перчаток для защиты от ожогов;
- регулярное проветривание помещения, обеспечивающее очищение воздуха от вредных газов;
- наличие средств для тушения пожара;
- защита деревянных поверхностей (напольное покрытие, стол) от попадания искр.

Особенности процесса
Не стоит забывать про подготовительные работы, необходимые для получения качественного сварного шва. Используемые элементы предварительно очищаются от пыли и грязи при помощи щеток и специальных составов. Точечная сварка из сварочного аппарата своими руками всегда включает в себя несколько основных этапов, к числу которых относятся следующие:
- размещение соединяемых элементов в необходимом положении;
- прижатие деталей между электродами;
- нагрев до появления пластичности, позволяющей деформировать металл.
Стоит отметить, что во время работы возможно появление точки непровара, возникающей по причине отсутствия литого ядра либо его малых размеров. Отслеживание данного дефекта бывает затруднительно, при этом он может привести к следующим последствиям:
- образование вмятин и раковин;
- плавление поверхностей элементов;
- сквозное прожигание материала
- пористая структура сварного ядра.
fb.ru
Технология точечной сварки своими руками: схемы (фото и видео)
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане.

Точечная сварка — это вид контактной сварки, который применяется в основном для соединения листового материала.
Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Виды сварки и особенности
Электросварка бывает двух основных типов: дуговой и контактной. В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов.
Классификация основных видов сварки.
Другой вид электросварки — это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок. Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др.
Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата.
Схема точечной сварки.
Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов. Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой. После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки — размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Вернуться к оглавлению
Преимущество и недостатки точечной сварки
К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Недостатком точечной сварки является отсутствие герметичности сварочного шва.
Вернуться к оглавлению
Устройство для самостоятельной сварки
Принципиальная схема аппарата для точечной сварки.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй — к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер — по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры — это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Вернуться к оглавлению
Самодельный аппарат для точечной сварки
Для изготовления аппарата точечной сварки потребуется трансформатор.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора (инвертора), который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора.
Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной — с меньшим. Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Самое главное — сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку. Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока 700-800 ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево. Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса.
Заключительный этап сборки прибора — это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях.
На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию. Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси. С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала. Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
expertsvarki.ru
Точечная сварка своими руками: схема, принцип работы (видео)
21 сентября 2015
Просмотров: 7824
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
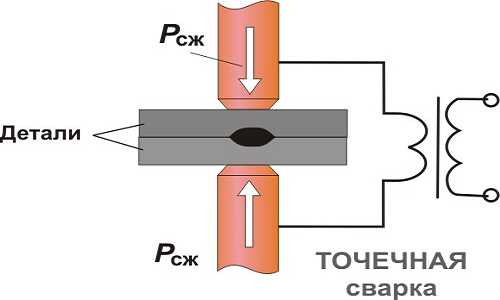
Схема самодельной точечной сварки.
Точечная сварка своими руками — это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса
Схема создания сварочного аппарата на основе старого трансформатора.
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта — применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части — источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер — роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
Принцип работы точечной сварки.
- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- нож;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
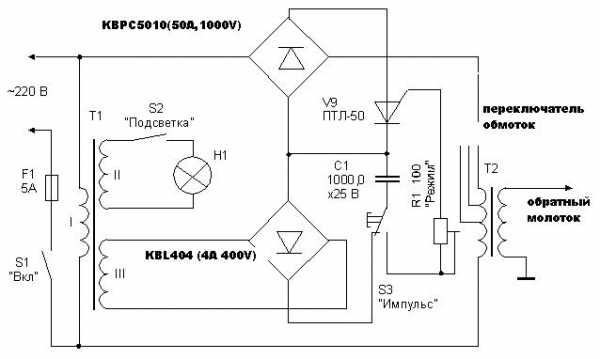
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Схема изготовления точечной сварки.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков — 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора — важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков — 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение — 220В, вторичное напряжение — 15В, ток — до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола — 42-45 мм, ширина ручки 50-55 мм, длина ручки — 100-110 мм.
http:
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке — 4 штуки, в стволе и задней части — по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru
Метод точечной сварки для кузовов и мелких деталей: технология, применения, приспособления
 Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Базируется он на возможности выполнения сварочного шва на соединяемых металлических частях при помощи электродов.Нужной силы ток (он зависит от толщины металла) дает возможность нагреваться и расплавляться металлу в частях соприкосновения его с электродами, после чего и происходит образование шва.
Точечный способ сварки мелких деталей
 В месте соприкосновения электрода с металлом образуется сварное ядро, и именно в нем усилия, прилагаемые к электроду, делают металлические части после нагревания и расплавления соединенными между собой и более крепкими.
В месте соприкосновения электрода с металлом образуется сварное ядро, и именно в нем усилия, прилагаемые к электроду, делают металлические части после нагревания и расплавления соединенными между собой и более крепкими.
Именно это ядро во время точечной контактной сварки является самым важным и чтобы соблюсти при таком методе качество, прочность и нужные размеры, стоит знать:
- Перед началом работ поверхность должна быть очищена от ржавчины, краски, масла и других загрязнений.
- Безошибочно выбранный режим силы тока позволит справиться с работой достойно.
- Усилие, прилагаемое во время сварки, прямо пропорционально диаметру электрода.
Выбираете сварочный аппарат для работы с разными типами металлов? Читайте о видах сварочных аппаратов и сравнение их характеристик.
А если вам нужен простой компактный аппарат для дома, смело выбирайте инвертор. Узнаете здесь подробнее о параметрах и потребляемой мощности сварочного инвертора.
Технология точечной сварки мелких деталей
 Технология точечной сварки одна из самых сложных, требующих высокой квалификации специалиста, но она позволяет одновременно заваривать несколько слоев металла.
Технология точечной сварки одна из самых сложных, требующих высокой квалификации специалиста, но она позволяет одновременно заваривать несколько слоев металла.
Когда же электрод будет прикасаться к металлу только с одной стороны, тогда заваривать можно не больше двух частей за один раз.
Односторонняя точечная сварка широко используется, как в приборостроении, так и в машиностроении.
За счет уменьшения значения сварочного тока при шунтировании, но увеличения силы расплавления нижнего листа металла, повышается качество его соединения с верхней деталью. При таком способе используется циклы сварки.
- Номинальное усилие сжатия электродов на процент от 40 до 80 дает первоначальный нагрев верхней детали. При этом происходит ее электрическое сопротивление.
- После нагрева, второй сварочный импульс дает возможность току выполнить в месте сварки соединение нужного размера, опять-таки при номинальном усилии сжатия. Но во время этого цикла значение тока шунтирования, соприкасающегося с верхней деталью, уменьшается.
Когда задействован только один импульс сварочного тока, используется его плавное нарастание в мягком режиме при повышении усилий сжатия электродов. Метод более экономичный, но настолько же не практичный.
Низкое сопротивление при шунтировании не дает возможности качественного проплавления нижней детали, что, в конечном итоге, ухудшает качество соединения.
Для контактного соединения деталей самыми действенными являются аппараты с жидкостным охлаждением, где температура электродов постоянно снижается водой, при этом электроды для точечной сварки обязаны иметь высокую стойкость рабочей поверхности.
Соединение мелких частей точечной сваркой
 Специалисты, умеющие запаять мелкие детали, что возможно только методом точечной сварки, – на вес золота. Аппараты для ручной точечной сварки стоят недешево, есть далеко не у всех, да и соблюсти технологию, когда прогревается нижняя деталь до определенной температуры, достаточно сложно.
Специалисты, умеющие запаять мелкие детали, что возможно только методом точечной сварки, – на вес золота. Аппараты для ручной точечной сварки стоят недешево, есть далеко не у всех, да и соблюсти технологию, когда прогревается нижняя деталь до определенной температуры, достаточно сложно.
Те, кто способны справляться с пайкой деталей ноутбука, компьютера, владеют и техникой точечной сварки аккумуляторов. Она нужна тогда, когда в какой-нибудь прибор нужен аккумулятор, возможно, нестандартной формы. Выполнить его можно путем соединения обычных батареек.
Самый простой, но не правильный способ, – это спаивание банок обычным паяльником. Такая конструкция не прослужит долго, а еще, скорее всего, выведет из строя устройство, так как сильный нагрев аккумулятора обеспечен.
Правильный способ – это сверхточное точечное заваривание. Именно так можно обеспечить надежный контакт между своеобразными банками батареи. Провод должен быть присоединен к батарее лепестками, которые затем будут припаяны к аккумулятору.
Самостоятельная точечная сварка в домашних условиях может быть выполнена при помощи самодельного аппарата. На промышленных предприятиях мощные профессиональные аппараты способны выполнять по 600 точек в минуту.
Умельцы изготавливают качественные аппараты из трансформатора микроволновой печи. Из него удаляют вторичную высоковольтную обмотку, магнитные шунты. Затем несколько новых деталей, прочное соединение их с основой – и аппарат готов.
Для скрепления небольших металлических изделий отлично подойдет холодная сварка. Читайте про применение холодной сварки в быту.
Соединение полипропиленовых труб осуществляется их нагревом и сплавлением. По этому адресу описаны методы применения аппарата для сварки полипропилена.
При проведении сварочных работ с использованием сварочной проволоки нужно удостовериться, что такой расходный материал соответствует обрабатываемому металлу. В этой статье приведены рекомендации по работе со сварочной проволокой нержавейкой.
Точечная сварка алюминия
 Проще всего соединить алюминиевые детали шовным способом или точечной сваркой. Но высокая электрическая проводимость этого металла влечет за собой его сильный перегрев, поэтому во время работы очень часто используются теплоизолирующие стальные прокладки.
Проще всего соединить алюминиевые детали шовным способом или точечной сваркой. Но высокая электрическая проводимость этого металла влечет за собой его сильный перегрев, поэтому во время работы очень часто используются теплоизолирующие стальные прокладки.
Точечная сварка алюминия предполагает, что эти прокладки не будут привариваться к деталям.
Перед началом работ, алюминиевые детали зажимают прессом точечной машины и обеспечивают постоянное, но небольшое, электрическое сопротивление той пленки оксидов, что образуется при нагревании алюминия. Его средняя величина – до 300 мкОм.
При этом точечная сварка алюминия и его сплавов нуждается в токе большой мощности. Когда необходимо заварить алюминиевые детали толщиной до 3 миллиметров, диаметр точечного ядра будет от 8 до 11 миллиметров.
Схемы точечной сварки, в том числе и алюминия, предполагает протекание тока без шунтирования от верхней детали к нижней.
Точечная сварка по кузову
 Мастера знают, как тяжело сделать точечную сварку на кузове, когда к нужному участку не подобраться с обратной стороны. В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
Мастера знают, как тяжело сделать точечную сварку на кузове, когда к нужному участку не подобраться с обратной стороны. В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
Металл нагревается до плавления, ток сразу же отключается, а расплавленный металл, сжимаясь, образует стержень. Сварочное ядро при соблюдении технологии и после шлифовки не оставляет следа.
Точечная сварка для кузовных работ проводится споттером. Для одностороннего соединения, работы выполняются в такой последовательности:
- Выделение тепла в точке контакта.
- Поступление тока.
- Выравнивание локальной части поверхности.
- Повторение этапа с выделением большого тепла и так далее.
Работая со сварочным аппаратом нужно обязательно пользоваться защитным щитком. Сварочный щиток хамелеон обеспечит удобство использования и полную защиту глазам.
Современные сварочные аппараты могут подключаться даже к комнатной розетке. На этой странице можно прочитать рекомендации о том, как использовать сварочный аппарат в домашних условиях.
Работая со сварочным оборудованием важно понимать его внутреннее устройство. Читайте тут про устройство сварочного полуавтомата.
Медленное выравнивание вмятины, буквально по миллиметрам, не разрушает целостности металла. Можно проводить заваривание кузова и другим способом.
В этом случае принцип работы точечной сварки следующий:
- Стыкование деталей, их зажим между двумя электродами.
- Пронизывание толщины всех деталей электрическим током на протяжении нужного времени.
- Прессование во время выключения подачи тока, в этот момент продолжается усилие по сжатию, что дает возможность равномерному затвердеванию металла.
Во время таких работ очень важно правильно определить режим точечной сварки, при котором не произойдет перегрев нижней детали и не образуется дыра в поверхности.
Сварка конденсаторная
 Конденсаторная точечная сварка – осуществляется за счёт использования ранее запасенной энергии. Данная энергия накапливалась в конденсаторах во время их зарядки от выпрямителя. Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Конденсаторная точечная сварка – осуществляется за счёт использования ранее запасенной энергии. Данная энергия накапливалась в конденсаторах во время их зарядки от выпрямителя. Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Разновидности:
Без трансформаторная. В процессе конденсатор подключен непосредственно к деталям. Его разряд начинается в то время, когда происходит удар по верхней детали.
Начинается оплавление торцов, в результате чего они соединяются. Используется такой вид при стыковом методе.
Трансформаторная. Здесь конденсаторы разряжаются на первичную обмотку трансформатора, а детали зажаты между электродами вторичной цепи. Трансформаторная разновидность применяется при точечном и шовном методе заваривания деталей.
Из других методов можем посоветовать плазменную сварку, которая способна работать с металлом больше толщины. А также более функциональную и универсальную сварку полуавтомат.
Точечная сварка – это высокотехнологический метод заваривания деталей, доступен он, в основном профессионалам. Но при неукоснительном соблюдении технологии, результат должен быть весьма достойным и, что немаловажно, места таких соединений будут абсолютно незаметны.
Читайте также:
- Особенности аргонодуговой сварки Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет […]
 Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
metallmaster.org
Точечная сварка - выполнение аппарата своими руками
О такой процедуре, как сварка, слышал каждый человек. При этом далеко не все знают, что есть немало разновидностей данного процесса, в каждом из которых присутствует достаточно много разновидностей энергоносителей, на данный момент без которых просто невозможно обойтись.Но как точечная сварка своими руками может быть осуществлена? На данный момент большой популярностью пользуется один вид качественной сварки, который очень часто используется обычными мастерами – это точечная сварка. При осуществлении данного процесса стоит знать, что качество соединения прямо зависит от опыта мастера, а также от качества используемого в процессе соединения деталей оборудования, аппарат должен быть выполненным профессионально.
Особенности процедуры точечной сварки
В настоящее время данный процесс достаточно широко используется, как в промышленности, так и в обычных домашних мастерских. В производственной сфере подобный вид деятельности используется для сваривания следующих элементов:
- Разнообразные листовые заготовки;
- Детали, выполненные стали, металла разной толщины, а также цветных металлических сплавов;
- Профильные заготовки – уголки, швеллеры и двутавры;
- Пересекающиеся металлические стержни.
Что касается быта, то самодельная сварка просто незаменима в процесс ремонта современной кухонной бытовой техники, при бытовых и профессиональных работах с присутствующим кабелем и для починки разнообразной утвари.

Суть процесса точечной бытовой качественной сварки
Основа процесса точечной профессиональной сварки заключается в нескольких основных этапах:
- Детали конструкции совмещаются в необходимом положении.
- Помещаются между установленными электродами и плотно прижимаются друг к другу.
- Осуществляется нагревание деталей пока не будет достигнуто состояние пластичности.
- Пластическая деформация деталей.
В процессе использования качественного автоматического современного оборудования в производственных условиях частота сварочного процесс часто достигает примерно 600 точек всего за одну минуту.
Важно! Для качественной бытовой и производственной сварки в обычных условиях требуется придерживаться неизменного скоростного режима в процессе перемещения электродов. Не менее важно обеспечить определенную постоянную величину производимого давления, а также сделать точный контакт деталей, которые соединяются.
Детали в процесс подобной сварки нагреваются благодаря быстрому прохождению тока, как кратковременный импульс. Обычно он отвечает за полное расплавление обрабатываемого металла в области воздействия электродов. Кроме того, отвечает за формирование общего конструкционного жидкого ядра обрабатываемых деталей, у которых параметры диаметры могут варьироваться от 4 до 10 мм.
К основным преимуществам данного процесса можно отнести механическую прочность полученных в результате точечных швов, возможность полной автоматизации подобной работы, а также присутствуют высокие показатели экономичности. Все это может быть достигнуто в том случае, если грамотно сделать сварочный аппарат и осуществлять такой процесс, как контактная точечная сварка.
к меню ↑Самодельное сварочное бытовое устройство
Для качественной профессиональной точечной сварки в домашних мастерских требуется изготовить особый аппарат. Стоит отметить, что данные устройства, как правило, предлагаются самой разной конструкционной конфигурацией, начиная от относительно небольших по размерам моделей, которые относятся к категории переносных и заканчивая довольно габаритных аппаратов.
Основой работы данного устройства является создание качественного электрического импульса, который проваривает два элемента определенной металлической детали. Для его создания потребуется наличие относительно небольшого трансформатора. Необходимо просто подсоединить к самой нижней его обмотке деталь, которая будет свариваться.
При желании выполнить более мощный сварочный аппарат по такому процессу, как сварка точечная, его можно изготовить полностью своими руками, при этом используя тех же деталей, а также узлов. К ним можно отнести тиристора, сварочного трансформатора, качественного полупроводникового современного тиристора и современного реле времени. Единственное отличие будет заключаться в более мощном по работоспособности трансформаторе.
к меню ↑Изготовление основного агрегата
Относительно простым в процессе изготовления является обычный сварочный аппарат, работающий на переменном токе с нерегулируемыми параметрами и показателями силы тока. Преимуществом данного устройства является то, что управление процессом производится при помощи изменения параметров длительности основного электрического быстрого импульса с использованием профессионального реле времени.
 Важно! Основным конструкционными составляющим элементом любого современного оборудования, предназначенного для точечной бытовой сварки, является наличие именно силового трансформатора, обладающего достаточно большим коэффициентом проводимой трансформации.
Важно! Основным конструкционными составляющим элементом любого современного оборудования, предназначенного для точечной бытовой сварки, является наличие именно силового трансформатора, обладающего достаточно большим коэффициентом проводимой трансформации.
Если для осуществления работ может потребоваться мощный сварочный аппарат, можно задействовать два и более устройства, то есть трансформатора. Можно объединить два совершенно одинаковых по параметрам трансформатора, а также сделать специальный аппарат для оперативного и качественного сварочного процесса с достаточно тяжелыми и толстыми металлами.
Важно! Следует помнить, что очень мощный сварочный трансформатор в состоянии вызвать серьезное напряжение в сети со всеми вытекающими последствиями – миганием лампочек и срабатыванию механических предохранителей. Именно по этой причине не стоит применять очень мощные устройства, но обычные, компенсировав силу тока увеличением сварочного цикла по времени.
к меню ↑Конструкционные особенности электродов
При изготовлении электродов обычно используются специальные стержни, выполненные из меди. Необходимо помнить о том, что чем по размерам толще электрод, тем на более лучший результат в работе придется рассчитывать. Идеально, если диаметр у детали будет не меньше данного параметра провода.
Для самодельных, своими руками сделанными аппаратов, которые не отличаются особыми высокими показателями мощности, идеально подойдут жала от паяльников, но только достаточно высоких показателей мощности. Такие электроды требуется время от времени профессионально подтачивать, так как они теряют свою форму. После полной сточки, электроды можно заменить на новые, чтобы аппарат продолжил свою работу.
к меню ↑Органы аппаратного управления
Единственными элементами управления данного оборудования обычно являются рычаги и выключатели. Между данными электродами определенная сила сжатия должна быть таковой чтобы обеспечить максимально тесный контакт деталей в их положении между электродами.
Стоит помнить о тома, что при работе с достаточно толстыми листами, которые свариваются, сила сжатия должна быть на порядок больше. Данное усилие можно создать посредством зажима, который может быть рычажно-вытяжным и просто рычажным. Также возможны и иные методы, но они требуют применения самого разного оборудования.
к меню ↑Подводя итоги
Как видно из всего сказанного выше, сделать сварочный аппарат своими руками, что очень удобно, так как, несмотря на большой выбор данных устройств, сложно найти то, что будет по всем параметрам соответствовать всем требованиям, которые необходимы домашним мастерам.
Именно по этой причине многие принимают решение собрать аппарат для сварки самостоятельно. Все что необходимо сделать – поинтересоваться у профессионалов, как осуществляется процесс, составить самостоятельно или силами профессионалов схему данного аппарата, требуется приготовить определенные детали, предназначенные для сборки и узлы и непосредственно сам паяльник.
Похожие статьиgoodsvarka.ru
Контактная точечная сварка: технология, преимущества
Всем людям известно, что такое сварка металлических деталей. Однако не все знают, что существует большое разнообразие методов и способов сварочного соединения с использованием различных энергоносителей. Точечное соединение металлов является разновидностью контактного вида сварки. Она отличается от других тем, что в ней отсутствует сварной шов, а стыковка деталей производится несколькими точками. Наиболее широкое применение это соединение получило на промышленных предприятиях, но и домашние умельцы стараются освоить контактную точечную сварку, технологию и преимущества ее использования.
Принцип контактного соединения
Принцип контактной сварки заключается в быстром разогреве материала до температуры плавления и непосредственного образования структуры металла однородного характера в месте соединения.
Импульсный характер тока в процессе сварки и время его воздействия на поверхность заготовок играют основную роль в нагреве места соединения. Хорошего качества сварной точки можно достичь только при плотном и надежном удержании деталей на время кристаллизации расплавленной металлической структуры.
При использовании автоматической точечной сварки на производстве возможно достижение скорости действий до шестисот контактов в минуту.
Технология сварки
В промышленном производстве контактная сварка используется в основном для соединения листового металла из цветных сплавов, различных марок стали, а также пересекающейся арматуры и заготовок профильного типа (уголок, швеллер). В домашних условиях часто приходится применять этот вид сварки при ремонте бытовой техники, устройстве металлической ограды, сварки сетки для строительства.
Процесс контактной точечной сварки можно условно разделить на несколько этапов:
- Перед началом работы нужно подготовить заготовки. Производить зачистку поверхности по всей плоскости соединения, как у сварки, сплошным швом необязательно. Достаточно будет зачистить предполагаемые места стыковки с помощью металлической щетки или мелкой наждачной бумаги. Остатки краски или жировых пятен удаляют специальным раствором.
- Далее, подготовленные детали необходимо соединить между собой в нужном положении.
- После этих операций нужно заготовки установить между электродами и плотно прижать друг к другу.
- Следующий этап подразумевает основной процесс работы. Включается аппарат точечной сварки, который производит нужный разогрев металла до пластического состояния и производит необходимую деформацию точки сварки.
На промышленных предприятиях чаще всего применяется оборудование, способное совершать сварку в автоматическом режиме. А в бытовых условиях эффективнее использование полуавтоматической точечной сварки.

Режимы проведения работы
В зависимости от условий соединения и максимальной мощности сварочного аппарата длительность нагрева точки стыка деталей может изменяться от миллисекунд до нескольких десятков секунд. Так, при проведении своими руками точечной сварки углеродистых сталей, которые легко закаливаются и способны образовывать трещины, время нагрева желательно увеличить, для более медленного последующего остывания металла.
А вот нержавейку лучше сваривать с малой продолжительностью разогрева поверхности. Это делается для уменьшения возможности нарушения антикоррозийного покрытия металла.
Плотный контакт изделий в местах сварки обеспечивает необходимое давление между электродами. Это сжатие полностью зависит от толщины материала и характеристик свариваемого металла. Величина давления по окончании сварки имеет огромное значение, так как отвечает за образование мелкозернистой структуры материала в точке сварки и приближает прочность контактов к прочности основного металла.
Улучшение кристаллизации расплавленного металла достигается за счет небольшой задержки силы давления после прохождения импульса тока.
Преимущества точечного соединения
По сравнению со многими другими видами соединений, совершаемая своими руками точечная сварка имеет целый ряд преимуществ:
- В процессе сварки не нужно применять дополнительные материалы (флюс, газ).
- Так как соединение проводится без использования газа, то и вредные испарения отсутствуют.
- Отсутствие шлаков и отходов в процессе работы.
- Коэффициент полезного действия контактной точечной сварки гораздо выше обычной стыковки деталей.
- Возможность добиться за короткий промежуток времени высокого качества соединения.
- Многие сварщики считают этот способ самым гигиеничным по сравнению с другими технологиями сварки.
При соблюдении всех правил работы очень легко добиться надежного и аккуратного соединения изделий, даже для новичка.
Недостатки метода
Наряду с преимуществами точечной сварки, существуют и некоторые минусы использования этого способа. К ним можно отнести следующее:
- Практически невозможно получить прочное соединение разнородных металлов.
- Возможность разбрызгивания металла при воздействии мощного импульса тока.
- Механизм сжатия заготовок и устройство головки для сварки имеют сложную конструкцию при одновременном креплении в нескольких местах.
- Также при многоточечном соединении приходится усложнять конструкцию электродов.
Требования к электродам
Электроды предназначены для замыкания электрической цепи через свариваемые поверхности металла. Основным материалом для изготовления электродов являются электролитическая холоднокатаная медь и ее сплавы на вольфрамовой основе, а также специальная бронза с содержанием кобальта или кадмия. Все эти металлы отвечают основной характеристике электрода — стойкости, т. е. сохраняют размеры, свойства и форму при большом нагреве их поверхности (до 600 ℃).

Чтобы уменьшить износ электродов в процессе работы, необходимо позаботиться об их интенсивном водяном охлаждении.
Сечение электрода должно соответствовать размеру сварной точки. Увеличение диаметра электрода приводит к значительному снижению уровня нагрева в точке сварки.
Аппарат для контактной сварки
Современные производители выпускают множество моделей различных сварочных аппаратов точечной сварки. Стоимость таких моделей зависит от набора функциональных возможностей устройства, поэтому каждый сварщик должен решить самостоятельно, для каких целей оно приобретается.
Стандартный сварочный аппарат включает в себя:
- преобразующий трансформатор тока;
- зажим универсальный сварочный;
- реле включения и выключения;
- регулятор продолжительности и силы тока;
- устройство для сжатия электродов.

Простые бытовые аппараты для точечной сварки могут не иметь регулятора силы сжатия, поэтому сварщику приходится самому производить настройку этого параметра, опираясь на свои знания и опыт.
Все оборудование можно классифицировать:
- По принципу размещения электродов — друг напротив друга и параллельно.
- По способу проведения работ - на агрегаты автоматические и ручные.
- По методу перемещения - на аппараты подвесные, мобильные или стационарные.
На промышленных предприятиях работа выполняется с помощью высокоточного автоматического оборудования. А вот для дома вполне подойдет и аппарат точечной сварки, сделанный своими руками.
Применение сварки для аккумуляторов
В бытовых и компьютерных приборах в настоящее время широко используются литий-ионные аккумуляторные батареи, исправная работа которых зависит от качественного соединительного контакта. В домашних условиях лучше изготовить точечную сварку для аккумулятора своими руками, ведь цена заводских агрегатов доступна не всем умельцам.
Конечно, технические характеристики таких устройств будут уступать заводским приборам, но для бытового использования окажутся вполне пригодными. Главное, при изготовлении точечной сварки для аккумуляторов последовательно и очень внимательно отнестись ко всем требованиям, предъявляемым к самодельному прибору.
Принцип крепления контакта к аккумулятору
Большой мощности импульса для хорошего соединения клемм аккумулятора не потребуется. Поэтому прежде чем решить вопрос, как сделать точечную сварку, нужно понять, почему нельзя применять пайку контактов батарейки. Суть дела в том, что клеммы элементов питания боятся перегрева, а работа паяльником подразумевает высокий нагрев поверхности лепестка.
Такую проблему способна решить изготовленная своими руками точечная сварка для аккумуляторов, которая может создать мощный импульс тока до 400–800 А. Этого будет вполне достаточно для выполнения сварки.

Целостность контакта и надежность соединения будут зависеть от длительности импульса (35-100 миллисекунд). В случае более продолжительного воздействия пластина может прогореть, что приведет к потере прочности.
Сделать агрегат для сварки можно из обычного аккумулятора для автомобиля, но все же более функциональным будет аппарат, сделанный своими руками для точечной сварки из микроволновки.

Сварочный аппарат из печи СВЧ
Ключевым элементом любой контактной сварки является трансформатор, который преобразует входное напряжение до необходимого уровня. Поэтому идеально по характеристикам подойдет трансформатор для точечной сварки из микроволновки.
Если есть старая микроволновая печь, то сначала нужно аккуратно изъять детали из нее. Эта процедура будет выглядеть следующим образом:
- Осторожно производят демонтаж корпуса микроволновки и извлекают трансформатор из конструкции.
- Так как вторичная обмотка изготовлена из провода малого сечения, ее придется удалить. Производить эту операцию нужно с помощью зубила и маленького молотка, при этом нельзя повредить первичную обмотку.
- Далее потребуется удалить магнитопровод. Здесь придется приложить больше усилия, так как на некоторых моделях он выполнен методом сварки.
- Следующим действием нужно намотать новую вторичную обмотку. Для намотки подойдет провод с сечением от 10 мм.
- На сердечник трансформатора добавляем два или три витка провода, чтобы на выходе было напряжение 2 В.

Для увеличения мощности при изготовлении своими руками точечной сварки из микроволновки потребуется произвести установку второго, аналогичного трансформатора, соединив его в электрическую цепь с первым.
Требования к самодельным электродам
Чаще всего в качестве электродов используются жала от паяльника, которые предварительно затачиваются под конус. При отсутствии таких деталей можно использовать обыкновенную медную проволоку сечением 2–5 мм. Обслуживание и монтаж таких частей аппарата имеют свои нюансы:
- Чтобы сохранять необходимую форму, электроды нужно постоянно подтачивать, так как они в процессе работы интенсивно подвергаются износу.
- Периодически жало нужно подчищать от налета. А при полном износе его придется заменить.
- Чтобы не терять мощность, провода, подходящие к электродам, должны быть короткими.
- На токовые провода лучше надеть наконечники.
Последний этап сборки
Чтобы функциональность самодельного устройства была полной и безопасной, нужно установить выключатель в систему прижима. Тумблер подключается к первичной обмотке трансформатора и крепится на рукоятке рычага прижима.
Для бытового использования достаточно применения рычага длиной около 60 см, который позволит увеличить усилие рук в десятки раз.
И конечно же, необходимо продумать крепление точечной сварки из микроволновки к рабочему столу. Наиболее оптимальной считается фиксация аппарата с помощью струбцины, что позволит перемещать его в нужное место для работы.

Некоторые дефекты контактной сварки
Лучше всегда учиться любому делу на ошибках других. Поэтому необходимо ознакомиться с возможными дефектами, которые могут возникнуть во время сварки:
- Трещины на поверхности могут появиться из-за нарушения температурного режима работы.
- При сварке изделий внахлест могут происходить разрывы по кромке соединения, если сварная точка располагается близко к краю.
- Из-за некачественных электродов может получиться частичный или полный непровар места сварки.
- А вот от малого диаметра электродов могут на контакте появляться вмятины.
- И конечно же, у начинающих сварщиков самая распространенная ошибка - это прожог поверхности, который может случиться при слабом сжатии электродов.
- Из-за большой длительности импульса и сильного тока могут образоваться внешние и внутренние трещины.
- Если электроды установлены неверно по отношению к свариваемым пластинам, то может произойти смещение ядра.
Несмотря на то, что приобрести оборудование для точечной сварки не представляет никакой сложности, все же сделанный своими руками аппарат будет помощником, который полностью соответствует требованиям домашнего умельца. А чтобы сделать такой аппарат самостоятельно, не понадобится много материалов и денег.
fb.ru