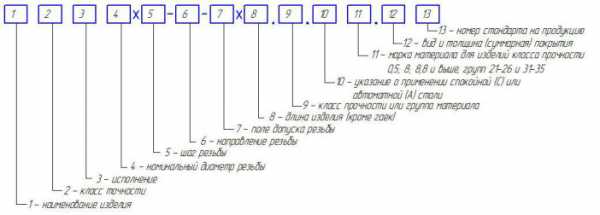
Особенности соединения металлоконструкций под водой посредством сварки. Как варят сваркой под водой
техника выполнения, необходимые материалы и инструменты, пошаговая инструкция и советы специалистов
Необходимость выполнения сварочных работ под водой может быть обусловлена разными причинами, как правило, связанными со строительными работами. Например, это может касаться монтажа конструкций гидростанций, портовых групп, мостов и т.д. Широко распространены и мероприятия по устройству трубопроводов. В любом случае сварка под водой применяется не первый год и по качеству результата немногим уступает стандартным техникам.
Принципы формирования сварочной дуги под водой

Применяются разные технологические методы организации сварочного процесса под водой. Кардинально различают два метода: с формированием искусственной газовой среды и с применением аппаратуры, обеспеченной эффективными изоляторами от воды. Наиболее надежным и производительным считается способ сварки в глубоководной камере, вмещающей в себя и самого сварщика, и рабочий узел. Образуется сухая среда, которая полностью исключает помехи со стороны влаги. Далее производится сварка под давлением воды с подключением барокомплекса, обеспечивающего коммуникационное снабжение камеры.
Качество работы соответствует самым высоким требованиям, но технически организовать такие условия достаточно сложно и дорого. Это могут себе позволить лишь крупные предприятия, работающие над масштабными проектами. Поэтому чаще используется метод дуговой сварки в газовом пузыре, образующемся при испарении воды и элементов расплавленного металла. В данном процессе важную роль будет играть покрытие электрода.
Требуемое оборудование и материалы

Сварка может производиться и на переменном, и на постоянном токе. Оборудование с расходниками подбирается под конкретные параметры дуги с расчетом на обеспечение защиты от замыкания и потери стабильности горения. К слову, среднее напряжение дуги должно составлять 30-35 В. Источниками питания выступают однопостовые и многопостовые аппараты, дополняемые традиционной комбинацией трансформаторов (генераторов) и преобразователей. Напряжение агрегатов при холостом ходе должно варьироваться в среднем от 70 до 100 В.
Особое внимание уделяется подбору электродов. Для сварки под водой в ручном режиме используют прутья толщиной 4-6 мм. Но самое главное – характеристики покрытия электродов. Как минимум это должен быть водонепроницаемый слой, пропитанный нитролаками, парафином, растворами целлулоида в ацетоне и синтетическими смолами с дихлорэтаном. Водолаз-сварщик обращается с электродом с помощью специального электрододержателя, по всей поверхности обеспеченного электроизоляцией.
Инструкция по выполнению гидросварки

Технология сухой сварки, при которой локализуется газовая среда. В рабочей зоне монтируется камера из портативных модулей, которые позволяют организовать сухую изолированную среду под водой. Сварка металла производится следующим образом:
- Через гибкий шланг, проходящий в камеру, подается электродная проволока.
- Параллельно начинается подача инертного газа, который будет защищать свариваемый участок и покрытие электрода.
- Водолаз-сварщик регулирует подачу проволоки с помощью тягового механизма.
- Через источники тока, находящиеся на поверхности, подается напряжение на дугу.
- Используя рабочую оснастку с электрододержателем, оператор начинает розжиг дуги и непосредственно термическое воздействие на металл.
Особенностью этого процесса по отношению к обычной сварке на суше можно назвать применение широкой группы контрольно-измерительных приборов, которые позволяют комплексно учитывать показатели давления, влаги и температуры в камере.
Инструкция по выполнению мокрой сварки

По этому методу может быть реализована и ручная, и полуавтоматическая сварка. При монтаже крупных конструкций обычно выполняется техника связки внахлест, а типовые операции термического воздействия позволяют обеспечивать угловые, тавровые и стыковые соединения металла. Как варят под водой сваркой по данной технологии? Техника основывается на способности электродуги поддерживать горение в искусственно созданном газовом пузыре в условиях активного охлаждения водой. Сварщик заключается в специальный водолазный костюм, получает снаряжение и необходимые подводки от оборудования, расположенного на поверхности. Далее процесс выполняется по стандартной технологии дуговой сварки. В полуавтоматическом режиме возможна автономная подача проволоки, что делает рабочий процесс непрерывным. Однако, этот метод связан с множеством недостатков – в их числе плохая видимость, сжатость дуги, получение пористого шва и т. д.
Особенности холодной сварки под водой
Данный метод исключает необходимость термического воздействия на металл в целях обеспечения расплава. Принцип действия заключается в химических процессах, которые активирует специальная паста. Это составы на однокомпонентной или двухкомпонентной основе, которые представляют собой высокоадгезивную клейкую смесь. В частности, для сварки под водой используют пластичные и водостойкие пасты с металлическими наполнителями. После выполнения замазки состав активируется, обеспечивая долговечную герметизацию рабочей зоны. Главным недостатком такой сварки можно назвать ограниченность применения. Данный метод подойдет лишь в качестве средства реставрации мелких повреждений в конструкциях и трубопроводах. Для соединения массивных металлических элементов подобные смеси недостаточно прочны.
Особенности выполнения электродуговой резки

Рабочий процесс в данном случае производится под высокими показателями сварного тока. При этом оборудование можно применять то же, что и при дуговой сварке. Электроды желательно использовать большего диаметра – порядка 5-7 мм и длиной до 700 мм. Резка выполняется по мере перемещения электрода в рабочей зоне. Начинать рекомендуется с отверстия или кромки, после чего стабильно поддерживать контур резки до его окончания. В случае с толстыми листами металла электродуговая сварка под водой выполняется плавным движением от верхней точки к нижней, и быстрым – при подъеме снизу вверх. Также учитывается следующая особенность: по мере увеличения толщины заготовки будет резко снижаться производительность оборудования с точки зрения электротермического воздействия. В то же время значительно вырастет расход электродов.
Сложности выполнения работ с позиции сварщика

Проблемы работы под водой обуславливаются целым комплексом факторов. В их числе можно назвать уже упомянутую плохую видимость, стесненность движений из-за снаряжения и давления, преодолением подводного течения и отсутствием надежных опорных точек. Все это сказывается на точности выполнения манипуляций с электродами и подключении оборудования. К наиболее распространенным и характерным дефектам сварки под водой относят плохой провар, наплывы и подрезы. Повышается и риск типовых негативных факторов, от которых на поверхности традиционно защищаются флюсом и газовыми изолирующими средами.
Заключение

Успешность производства подводных сварочных работ в наибольшей степени будет зависеть от качества их технической организации. Даже выбор метода термического воздействия не столь принципиален, так как все способы в разной степени основываются на принципе розжига и поддержания электрической дуги. Разве что сварка под водой с применением синтетических паст-герметиков имеет принципиальные отличия, хотя ее используют в исключительных случаях. Но и при таком способе важно учитывать мельчайшие организационные детали. К ним следует отнести качество рабочей оснастки, четкость выполнения подготовительных операций и слаженность действий всех членов монтажной бригады. Важно подчеркнуть, что подводная сварка требует участия целой группы специалистов помимо водолаза. Чаще всего рабочее оборудование остается на поверхности и значительная часть контрольно-регулирующих операций производится электромеханиками без участия сварщика.
fb.ru
Сварка под водой - обзор технологии с фото и видео
Сварка под водой — поистине уникальный технологический процесс, ведь, казалось бы, как можно совместить несовместимое? Но с развитием кораблестроения, нефтяной отрасли и строительством морских установок возникла необходимость в проведении сварочных работ под водой. Впервые возможность подводной сварки была опытно доказана советским ученым К.К. Хреновым, а впоследствии данная технология получила широкое применение при осуществлении строительных и ремонтных работ на глубине.
Сферы применения подводной сварки
Сварка под водой — неотъемлемая часть любых ремонтных или монтажных работ металлических конструкций и деталей, находящихся ниже ватерлинии:
- нефтяных трубопроводов, по которым передается нефть и газ в различные страны и регионы
- морских и речных судов, которые подвергаются коррозии, различным повреждениям во время шторма и боевых действий и т.п.
- причалов и портовых сооружений, значительная часть которых находится ниже ватерлинии
- буровых вышек, платформ или дамб
- специальных технических сооружений вокруг скважин на морском дне и т.д.
Для того чтобы понимать, каким образом возможно воплотить настолько сложные задачи, необходимо иметь представление о технологических особенностях и принципах подводной сварочной деятельности.
Принципы работы подводной сварки
Сварка под водой может быть произведена разными способами, технологически значительно отличающимися друг от друга — сухая и мокрая:
- Сухая подводная сварка подразумевает под собой использование дорогостоящего дополнительного оборудования, обеспечивающего создание вокруг сварочного объекта под водой условий, при которых можно использовать обычные сварочные аппараты, применяемые и на суше. Это может быть подводная камера, отсек с кислородом, бокс и т.д. Как это происходит, мы опишем ниже.
- Мокрая подводная сварка осуществляется специалистом-сварщиком непосредственно в водной среде с использованием только приведенного в работу электрода и собственных навыков и умений. Каким образом это происходит?
В данном случае применяется метод дуговой сварки, который является наиболее распространенным. Сварочная дуга во время работы на глубине выделяет много тепловой энергии и испаряет воду вокруг себя, что создает заполненную газом сферу, позволяющую ей гореть вне зависимости от слоя воды вокруг. При этом продукты сгорания поднимают вокруг себя взвеси, затрудняющие видимость сварочного шва специалисту. В свою очередь, данный вид сварки подразделяется на подвиды:
- Полуавтоматическая. Сварщик вручную регулирует направление автоматической подачи проволоки. К плюсам данного метода можно отнести его длительность и лучшую видимость при рабочем процессе, поскольку в данном случае производится намного меньше продуктов горения, чем при ручном методе.
- Ручная. Сварщик использует электроды для подводной сварки, может свободно передвигаться и применять сварочное оборудование в труднодоступных местах.
Конечно, для проведения работ такой сложности используются не стандартное оборудование и расходные материалы, а специализированные, адаптированные под тяжелые условия применения. Каким требованиям они должны отвечать, рассмотрим далее.
Оборудование и расходные материалы для сварки на глубине
Сварочный процесс происходит в холодной воде с содержанием большого количества водорода. Для того чтобы компенсировать потерю тепла, дуге в водной среде необходимо более высокое напряжение, чем на суше, 30-35 В. Поэтому сварочные аппараты имеют напряжение 70-110 В. При сварочных работах может быть использован как переменный, так и постоянный ток. Наиболее часто используется постоянный ток с силой 180-220 А.
Электроды для сварки под водой имеют специальное водонепроницаемое покрытие (пленку), пропитанное водостойкими составами: парафином, нитролаками и т.д. Вес пленки должен быть не менее 150% от массы самого электрода, чтобы обеспечить надежную и длительную защиту стержня при работах в воде. Диаметр электрода составляет 4-6 мм.
Поверхность держателей и кабелей для такого вида работ герметична и обладает надежной электроизоляцией для обеспечения бесперебойной работы сварочной цепи.
Организация сварочного процесса под водой
Ранее уже упоминалось, что подводная сварка подразделяется на два основных типа: сухую и мокрую, принцип организации рабочего процесса которых значительно отличается друг от друга:
- Сухая сварка под водой. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат, времени, подготовки и специализированного дополнительного оборудования (краны, суда, контролирующие и измерительные приборы и т.п.). Подвиды сухой сварки на глубине:
- Сварка в сухой глубоководной камере или передвижном боксе. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат и специализированного дополнительного оборудования (краны, суда и т.п.). При данном методе под воду погружается или сооружается глубоководная герметичная камера («кессон»), которая также герметично закрепляется вокруг рабочей поверхности. Сварщик работает внутри данной конструкции, в которой поддерживается атмосферное давление путем наполнения ее газом и вытеснения воды. Качество швов и условия работы при данном виде сварки ничем не уступают тем, что проводятся на суше.
- Гипербарическая сварка. Сварочный процесс осуществляется в камерах, где поддерживается газовая среда, вытесняющая воду. Сам специалист-сварщик находится вне данного бокса, сварка производится посредством электродной проволоки. Самое главное условие, которое должно соблюдаться при данном виде сварки — это очень плотное прилегание сварочных элементов в месте соединения.
- Мокрая сварка под водой. При данном виде сварки и водолаз и рабочий объект находятся в водной среде. Никакого специализированного дополнительного оборудования (помимо сварочного) при данном методе не требуется. Это существенно экономит время, дает свободу передвижения сварщику и не требует дополнительных затрат. Качество швов же, к сожалению, ввиду особенностей сварки, проводимой непосредственно в воде, уступает сухой подводной сварке.
Требования к подводным сварщикам
Данная профессия сопряжена со многими трудностями и риском, требует от специалистов абсолютного соблюдения техники безопасности и определенных знаний и навыков. Для того чтобы стать подводным сварщиком, вам необходимо иметь диплом по специальности «сварщик» и диплом технического дайвера. Только имея на руках данные специализации, вы сможете поступить в школу подводных сварщиков, где вас обучат всем необходимым нюансам и умениям для дальнейшей работы по данной специальности.
Если у вас есть вопросы, связанные с данной темой, или, может быть, вы работаете по данной специальности, оставьте свой комментарий или поделитесь личным опытом.
Оценка статьи:
Поделиться с друзьями:
Поиск записей с помощью фильтра:
ГибкаЗащитаКовкаРезкаСваркаСверление
АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер/балка
АлюминийЛатуньМедьНержавейкаТитанЧугун
wikimetall.ru
сварной шов и тонкости подводной технологии
С появлением объектов жизнедеятельности человека, которые располагаются на водоемах – трубопроводов, мостов, причалов – появилась необходимость их обслуживания и ремонта. Для ремонта подводного металлического оборудования и конструкций часто используется сварка.
Каким бы странным это ни казалось, она успешно работает в условиях, где на первый взгляд ничего гореть не может, в том числе и сварочная дуга. На самом деле дуга горит, хоть и под водой, но в среде газа. А вот природа этого газа может быть различна, и зависит она от технологии и способов подводной сварки.

Сухой и мокрый способ
Подводная сварка может производиться двумя способами:
- сухим;
- мокрым.
Разница между способами улавливается уже в названии, но нюансов гораздо больше.
Сухой способ представляет собой сварку в искусственной созданной воздушной среде, то есть когда электрод и свариваемые детали полностью находятся в среде воздуха или иного газа.
Для этого применяют специальные камеры, боксы, которые могут быть настолько велики, что и сварщик, находясь внутри, производит работы по технологии практически ничем не отличающиеся от сварки на воздухе.
При использовании мокрого способа деталь, электрод, а зачастую и сварщик, и все остальное оборудование находится в воде, что, несомненно, осложняет производство работ.
Для сварки под водой от сварщика требуется высокая квалификация, к тому же еще необходимы навыки водолаза. Этот способ стоит рассмотреть подробнее, потому что при нем и используются все принципы подводной сварки.
В результате сварки обоими способами шов получается разного качества. При использовании мокрого способа качество ниже. Но, в отличие от сухого, этот способ требует меньших затрат на оборудование и занимает меньше времени.
Технология
Суть такого явления, как сварка под водой, объясняется тем, что при горении дуги, выделяется газ, который образует пузырь. Обволакивая электрод и свариваемые детали, газ высвобождает пространство для горения дуги.
В результате все тепло, выделяемое ею, расходуется на разогрев и плавление металла, который активно сопротивляется этому, охлаждаясь постоянно окружающей водой.
Температура ее в отдельных случаях может доходить и до отрицательных значений, если вода насыщена достаточным количеством солей.
Газ, выделяемый при горении дуги, частично является продуктом сгорания металлов. Некоторая его доля (водород и кислород) образуюся при разложении воды под действием электрического тока и высокой температуры.
Пузыри газа постоянно стремятся вверх, обладая меньшим весом и плотностью, чем вода, а в зоне сварки постоянно образуется новая порция газа.
Форма шва
Из-за всплывающего в беспорядочном движении газа, а также из-за продуктов сгорания, находящихся в нем (сажи, дыма), видимость в зоне сварки сильно затруднена.
Это обстоятельство определяет особенности конструкции швов при сварке под водой. Они производятся в виде тавров, то есть, когда соединяемые детали располагаются относительно друг друга под углом, близким к прямому. Если же соединяемые детали должны располагаться в одной плоскости, то сваривают их не встык, а внахлест.
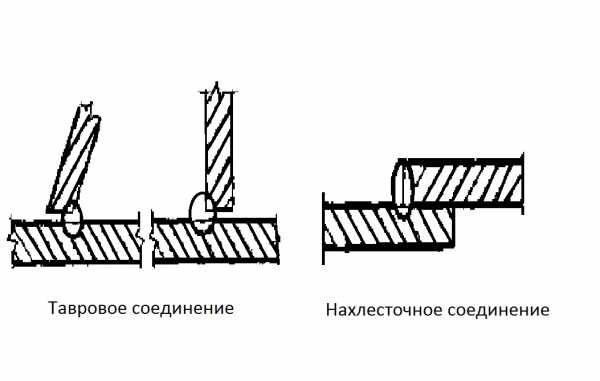
Эти виды швов дают возможность работать электродом под водой даже при отсутствии достаточной видимости, ориентируясь по кромке соединяемых деталей, как бы «на ощупь».
Напряжение и ток
Напряжение, при котором производят сварку под водой, должно быть достаточно высоким, обеспечивающим устойчивое горение дуги. Как правило, оно варьируется в пределах 30-35 В.
Для подачи такого напряжения на глубину, требуются сварочные аппараты, способные «выдавать» напряжение 80-120 В и сварной ток 180-220 А. Подводная сварка может производиться как постоянным, так и переменным током, но лучшие результаты получаются при использовании постоянного тока.
При увеличении глубины, на которой производятся сварочные работы, интенсивность горения дуги, а так же качество получаемых швов не изменяется. Необходимо только повышение напряжения для устойчивого горения. Поэтому возможности сварки под водой технически ничем не ограниченны. Предел глубины устанавливается только возможностями человеческого организма сварщика и устойчивостью оборудования для подводного использования.
Полуавтоматический способ
В силу того, что во время сварки в воде присутствует большое количество водорода, шов получается пористым. Одновременно отрицательное действие оказывает усиленное охлаждение материала водой.
Шов получается хрупким, неустойчивым на изгиб. Для получения удовлетворительного результата приходится при расчете конструкций учитывать большой запас прочности и надежности.
Сварка под водой в среде аргона не дает ощутимого эффекта, так как лишь немного снижает содержание водорода в шве.
Хороший результат дает применение полуавтоматической сварки с применением порошковой проволоки. Она имеет меньший диаметр, чем электрод.
При сварке полуавтоматом можно организовать постоянную и непрерывную механизированную подачу проволоки, что в сочетании с применением неплавящихся электродов позволит получить однородные швы большой длины.
Сварочная проволока не имеет покрытия, и поэтому контролировать процесс сварки под водой становится легче.
Материалы и оборудование
Силовое оборудование для сварки под водой – трансформаторы, преобразователи – могут ничем не отличаться от применяемых для обычной сварки. Исключение составляют конструкции, работа которых предусмотрена на большой глубине. Иногда изменена система охлаждения таких аппаратов.
Шланги и кабели
Шланги и кабели необходимо тщательно подбирать и проверять их целостность. Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Сварка очень часто проводится в морской воде, содержание солей в которой высоко. Такая вода является хорошим проводником электричества, поэтому при негерметичных кабелях возможна его утечка, что может оказать отрицательное воздействие на качество дуги.
Скафандр
Очевидно, что для защиты сварщика необходимо подводное снаряжение. Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
В соленой воде дуга может загореться на приличном расстоянии от металла, даже не касаясь его. А так как в воде может установиться положительная проводимость между свариваемой деталью и скафандром сварщика, то при небольшом расстоянии между электродом и скафандром может возникнуть разряд.
Электроды и проволока
Отдельного внимания заслуживают электроды для подводной сварки. Они должны быть выполнены из материала, не подверженного воздействию воды. Сварка под водой производится электродами из малоуглеродистой стали.
Обмазка покрывается специальными составами, препятствующими ее разрушению длительное время, создавая на поверхности водонепроницаемый слой.
В качестве таких составов могут применяться парафин, воск, растворенный в ацетоне целлулоид. Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
При сварке полуавтоматом используется сварочная проволока следующих марок – СВ-08Г2С, ППС-АН1.
Затрудненные условия производства работ требуют правильной организации рабочего места, и соблюдения всех мер безопасности. Рабочее место должно быть выбрано таким образом, чтобы волны и течения не оказывали помех сварщику.
Рядом с местом работ не должно быть плавающих незакрепленных предметов. Смена электродов должна производиться только при выключенном питании.
Соблюдение всех правил и технологии подводных сварочных работ позволит получить отличные результаты при устройстве и ремонте гидросооружений, судов, монтаже подводного оборудования.
svaring.com
Сварка под водой или подводная сварка
В основе дуговой подводной сварки лежит устойчивый принцип горения в газовом пузыре, который имеет место при сильном охлаждении окружающей среды. Образование пузыря становится возможным посредством улетучивания и деления газов, воды жидких металлов. Около горящей дуги происходит выделение значительного числа газов. Это вызывает частичное выделение газов в виде пузырьков. Вода, в свою очередь, в дуге делится на водород и кислород. Кислород вместе с металлом образуют окислы.
Чем объясняется стабильное горение под водой? Такое явление основывается на принципе минимума энергии Штеенбека – относительное охлаждение любого элемента дуги возмещается увеличением уровня энергии, которая выделяется на участке. Компенсирование тепловых потерь происходит под высоким напряжением (35 вольт).
Сварка под водой выполняется с использованием постоянного и переменного тока. Постоянный ток делает дугу намного устойчивей, нежели, переменный.

История открытия подводной сварки
Доказательства горения дуги под водой, с теоретической точки зрения, было известно еще в 80 годах XIX столетия. А вот практическое обоснование было продемонстрировано в 1932 году советским инженером К.К. Хреновым. Середина 30 годов ознаменовалась использованием ручной дуговой сварки для множества работ. Такой вид применялся для ремонта парохода, носивший название «Уссури».
Особенности сварки под водой
Людям далеких от такой сферы деятельности подобный процесс кажется удивительным, и непонятным. Также он противоречит законам физики, однако, именно эта особенность дает право сварки на существование. За счет испарения воды и выделения газа образуется пузырь, в котором и происходит горение дуги. Без сомнения, подводный способ характеризуется повышенными требованиями к изоляции: Как известно, любая вода, в том числе и морская выступает отличным проводником. Поэтому для того чтобы не допустить потери электричества все провода нуждаются в тщательном изолировании. Подобные требования выдвигаются и к технике безопасности.
Применение подводной сварки
Подводная сварка нашла применение в следующих сферах:
- в строительстве гидротехнических сооружений;
- возведение подводной части трубопроводных, судовых и других конструкций.
Разновидность сварки под водой
На сегодня известно четыре основных способа подводной сварки:
- в сухой глубоководной камере;
- в рабочей камере;
- в портативном сухом боксе;
- мокрая сварка.
Процесс подводной сварки в сухой обстановке
Такая разновидность предполагает содержание в камере не только сварщика, но и сварного узла. Процесс сваривания в глубоководной камере характеризуется высоким качеством сварных швов. Однако, используемые камеры крупные и массивные. Для ее сооружения потребуется большое количество дополнительных денежных средств и вспомогательного оборудования. Для того чтобы создать естественную среду, камера непосредственно устанавливается на места, где будут соединяться трубы. После помещения уплотнений между трубой и камерой, а также пневматической заглушки, происходит вытеснение морской воды с помощью газа. После того как вода была вытеснена сварка выполняется в сухой среде.
Понятие «сварка в сухой среде» означает процесс сваривания, который происходит под высоким давлением и в абсолютно изолированной среде от воды.
Сухая гидросварка
Для выполнения такой разновидности сварки, прежде всего, должна присутствовать стабильная сухая газовая среда вокруг мест сваривания и сварочной головки. Это становится возможным за счет использования специальных камер, изготовленных на заказ или невесомых портативных боксов. Что характерно, в этих случаях полуавтоматическая сварка, основываясь, на работу электродной проволоки происходит в сухой среде.
Мокрая сварка под водой
Она может быть выполнена в двух режимах:
- ручном;
- полуавтоматическом.
Соединение ручной сваркой может быть выполнено внахлестку, угловым, иногда стыковым, но чаще всего используется способ опирающегося электрода. Горение дуг при таком способе характеризуется устойчивостью. Подобным способом можно заварить швы, не завися от пространственного положения. Многообещающим выступает полуавтоматический вариант, в котором комбинируется механическая подача проволоки в зону дуги с подвижностью и глобальностью ручного варианта. За счет механической подачи проволоки становится возможным длительное время выполнять подводную сварку без перерывов.
weldering.com
Подводная сварка: виды, характеристика способа
Подводная сварка необходима для процесса устранения разного рода деформации деталей, находящихся на определенной глубине. Данная разновидность сварочного процесса применима при ремонтах морского и речного судна, гидротехнических работах. Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Находясь под водой, качества проплавки металла под действием сварочного давления возрастают. Вследствие трудной переносимости человеческим организмом глубины, сварочные действия при погружении ниже 100 метров невозможны.

Разновидность подводного сварочного процесса
Сварка под водой подразделяется на несколько способов ее проведения:
-
ручной метод с помощью дуги;
-
полуавтомат;
-
в кабине водолаза, рабочем отсеке;
-
в боксе на определенной глубине;
-
в небольшом отсеке с кислородом.
Часто применимыми из вышеуказанных способов являются:
Сварка в герметичном боксе считается действием дорогостоящим и сложным, требующим присутствия специального оборудования: крана, судна. Данный трудоемкий процесс позволяет получить в итоге неотличимый от исходного шов.
Гидросварка осуществляется в камерах небольшой площади, в которую поступает сухой газ. Сварка при этом проводится с помощью задействования электродной проволоки. Отличительными показателями подводной сварки являются требования к степени прижатия деталей.
Процесс соединения заготовок должен производиться в герметичном боксе. При этом используется смесь инертного газа, который методом вытеснения вытолкнет воду на поверхность, что обеспечит работу без воды.
Специальные приборы для подводной сварки контролируют изменение температуры внутри рабочей зоны. Дистанционный блок, размещаемый на поверхности воды, позволяет устанавливать необходимую подачу мощности и влиять на процесс сварочного периода.
Выбор способа
Сварка под водой подразделяется на такой тип: ручная дуговая и полуавтоматическая. Технологический процесс соединения металла подбирается в зависимости от рабочих условий. Сварка полуавтоматом основана на сочетании механической подачи электрода с режимом ручного метода, что влияет на время проведения процесса и ее стабильности.
Выбранная электронная проволока в качестве соединительного материала имеет небольшие диаметры, позволяющие равномерному распределению их по поверхности исходных заготовок. Увеличить функцию соединения и получить равномерный стык может использование аргона в равном соотношении с углекислым газом. При этом потребуется свести к минимуму содержание водорода в металлоконструкции. Проволока в виде порошка послужит защитным барьером от внешнего влияния, которое повышает прочность соединения, и ее задействование в подводной сварке незаменимо.
Сварка под водой способствует равномерному горению газа, образуя пузыри, находящиеся в водном испарении и в продуктах металлического плавления. Процесс окисления получается в результате химического взаимодействия металловолокон и продуктов водного распада.
Выбор электродов
Подводная сварка электродной проволокой, покрытой защитным составом, заключается в розжиге дуги в газовом вакууме, что образуется в ходе испарения и распада жидкости. Электрод имеет покрытую пленкой втулку, которая производит бесперебойное горение дуги и стойкость вакуума вокруг рабочей зоны.

Вес пленки, содержащейся по всей длине электрода, должен составлять 150% от стержневой массы. При сварке под водой используются переменный и постоянный энергоимпульс. Чаще всего предпочтение отдается мощности в 180А, в случае дуговой мощности — до 35В.
Перенапряжение ликвидируется водным охлаждением. Глубина проплавки металлоконструкций максимальна, и отличается от процесса на поверхности. Сварочное действие возможно при любых положениях исходного материала. Шов при подводном процессе имеет уплотненную структуру на стальном участке, что гарантирует прочность и долговечность.
Среди отрицательных показателей данной технологии можно отметить низкие показатели ударного действия, загибочный угол и наплавку металла на стыковую зону.
При подводных сварных работах применяется электродная проволока на основе низкого содержания углерода. Такого рода материал имеет высокую плотность, совпадающую с электродным материалом для работы на суше.
Для работы на глубине марка электродов должна иметь показатели, указывающие на защитную пленку, которая имеет стойкость к влаге. Водонепроницаемость материала способствует долговечной прочности свариваемых деталей. Изоляция и герметизация электрокабелей системы спайки способствует сохранению электрического напряжения в цепи.
Также среди недостатков сварки под водой является пропуск при создании шва, его смещение и наплавка, не встречающиеся при работе на поверхности. Для качественной работы требуется иметь соответствующий материал и профессиональные навыки сварщика.
Похожие статьиgoodsvarka.ru
Сварка подводная (видео)
Для ремонта трубопроводов и других металлоконструкций, находящихся под водой, требуется сварка подводная. Технологии проведения таких работ и их качество в настоящее время требуют усовершенствования. Если почитать различные рефераты по данной теме, то можно узнать, что существует несколько методов подводной сварки. К ним относятся:
- сухая подводная сварка в глубоководной камере;
- сухая сварка в компактном боксе;
- мокрая сварка.

Существует несколько способов подводной сварки, которые отличаются по своей технологии.
Осуществление сварочного процесса
Глубоководная камера предназначена для ремонта крупных объектов. Это дорогостоящий метод, т. к. требует дополнительное использование судов, кранов и т. д.
Все основные процессы подводной сварки отличаются от аналогичных процессов при сварке на воздухе следующими параметрами:
Для осуществления этого процесса в камеру помещаются элементы, которые необходимо сваривать, а затем выкачивают воду. Для совершения работ водолаз-сварщик входит внутрь камеры и начинает варить, как при обычных условиях на суше. Используется обычное оборудование. Дополнительно применяются технологии для уничтожения продуктов горения, газоанализирующая установка и др.
Подводная сварка в глубоководной камере возможна на глубине до 300 м. Погружение на большую глубину является опасным, поэтому следует соблюдать осторожность и опускаться ниже только при крайней необходимости. Технологий, которые бы заменили водолазов-сварщиков в подобных условиях, пока не придумали.
Метод глубоководных камер невозможно использовать на мелководье, т.к. суда с необходимым оборудованием не смогут добраться до места назначения.
Сухое сваривание в компактном боксе также позволяет работать на большой глубине, но с меньшими объектами. Для подводного сваривания нужна сухая газовая среда, которая обеспечивается компактными камерами. Такие камеры изготавливаются из прозрачного материала и называются гидробоксами. Бокс должен быть герметичным, чтобы во время работы туда не попала вода. Сварщик в водолазном костюме опускается под воду и управляет дугой через специальное отверстие в боксе. Контролировать процесс позволяют прозрачные стенки. Такие боксы обычно изготавливают специально для определенного заказа, учитывая все особенности будущей работы.
Вернуться к оглавлению
Виды мокрого сваривания
Схема поста для ручной подводной сварки и оборудование.
Мокрое сваривание бывает двух видов: ручное дуговое и полуавтоматическое. Ручная подводная сварка основывается на возможности горения дуги в газовом пузыре, несмотря на воду вокруг него. Пузырь газа появляется от испарения воды, пара и плавящегося металла.
Во время сваривания, образуется множество газов, из-за чего давление в пузыре повышается. Облако, образуемое продуктами сгорания, создает трудности контроля дуги.
Сваривание под водой проводят при постоянном или переменном токе, это необходимо, чтобы компенсировать тепловые потери от охлаждения водой. Дуга горит лучше на постоянном токе, переменный ток создает пузырь газа только при замыкании.
Чтобы работать на больших глубинах, необходимо повысить напряжение и увеличить ток. В этом случае давление окружающей среды не повлияет на горение дуги.
Подводную сварку можно проводить в соленой и пресной воде. Однако стоит учитывать, что в соленой воде дуга горения возникает между электродом и любым металлом, даже если электрод его не коснулся. По этой причине нельзя направлять электрод на снаряжение водолаза.
Вернуться к оглавлению
Ручная дуговая сварка под водой
Режимы ручной подводной сварки.
Чаще всего сваривание под водой проводят методом опирающегося электрода. Детали при этом соединяют внахлест, под прямым углом (образуя Т-образную форму), с углом между поверхностями деталей выше 30°, и иногда методом стыка.
В этом случае дуга горит непрерывно. Сохраняя угол наклона электрода, сварщик проводит дугой поперек шва. Таким образом удобно сваривать в любом положении. Чтобы сделать вертикальный шов, необходимо начинать варить сверху вниз. Электрод наклоняется в направлении ведения сварки. Во время сваривания методом опирающегося электрода, нужно устанавливать силу тока выше, чем на суше.
Электроды для подводной сварки используют толщиной 4-6 мм. Их пропитывают специальными растворами: парафином, синтетическими смолами и т. д. Это обеспечивает их водонепроницаемость.
При сварке под водой необходимо использование специальных электродержателей, которые хорошо электроизолированы.
Замену электрода можно производить только тогда, когда ток отключен.
Вернуться к оглавлению
Полуавтоматическая дуговая сварка под водой
Сваривание осуществляется путем автоматической подачи проволоки к дуге горения. Ее преимуществом является длительность процесса сваривания. Во время работы создается меньше продуктов горения, что позволяет без помех наблюдать за созданием шва.
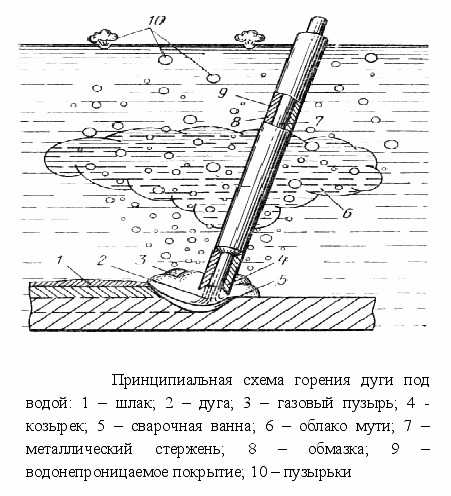
Принципиальная схема горения дуги под водой.
По сравнению с ручной сваркой, качество полуавтоматических швов значительно хуже. Швы сваривания выходят слишком узкими, пористыми и с посторонними включениями.
Улучшить качество помогает применение углекислого газа, помогающего защитить дугу горения. Благодаря этому уменьшается количество выделяемого водорода при сварке.
Хороший метод защиты дуги разработали в институте им. Е. О. Патона. Специальная порошковая проволока сохраняет дугу от влияния окружающей среды. Она создает непрерывное горение дуги, получая при этом качественные и прочные швы.
Для подводного сваривания применяются автоматы различного типа. Они позволяют сваривать металл толщиной от 4 мм на глубине до 60 м. Для работы автомата требуется сила тока около 300 А. Проволока толщиной 1,6 мм подается со скоростью до 22 см/с. Сварка под водой может составить около 2,5 часов.
Материалы для подводного сваривания:
- сварочная проволока;
- электродержатели;
- водолазное снаряжение;
- электроды для сварки под водой толщиной 4-6 мм;
- сварочный электроагрегат.
Вернуться к оглавлению
Процесс подводного сваривания
Водород и кислород выделяются при разложении воды во время сварки. Они находятся возле дуги и значительно влияют на сварные швы. Водород хорошо взаимодействует с жидким металлом, что делает швы хрупкими, а кислород вступает со сталью в реакцию окисления. Возникающие окислы влияют на качество шва, оставаясь внутри него, они ухудшают его пластичность. Часть окислов может всплывать на поверхность.
Так как детали сварки находятся под водой, то это влияет на теплоотдачу стали. Она становится выше, что приводит к закаливанию металла в зоне термической обработки.
Столб дуги сжимается под воздействием высокого давления и охлаждения воды. Также это приводит к повышению его температуры. Из-за этого электродный металл может перегреться.
Выполнение сварочных работ под водой значительно отличается от обычных условий. Сварщик-водолаз во время работы находится под гидростатическим давлением, а кроме того, его действия стесняет водолазный костюм. Плохая видимость, течение и многие другие обстоятельства значительно влияют на качество сварки под водой. Швы не всегда могут быть выполнены идеально.
Однако мокрое сваривание имеет множество положительных моментов: она не требует больших финансовых затрат, может проводиться в короткие сроки, а также во многих труднодоступных местах, где другие виды сварки проводить невозможно.
Подводную сварку рекомендуется проводить на постоянном токе. Переменный ток делает дугу неустойчивой, что является небезопасным.
Для подводной сварки подходят те же агрегаты, которые используют на суше. Чтобы увеличить мощность агрегата, можно соединить их, применяя одну дугу горения.
Вода является хорошим проводником электричества, поэтому следует учитывать, что касание электрода любого металлического предмета приведет к зажиганию дуги. А случайное прикосновение к водолазному снаряжению может прожечь его насквозь.
Перед проведением работ, необходимо принять все меры безопасности, обеспечивающие водолазу наиболее возможную комфортность во время сварки. Перед проведением сварочных работ необходимо изучить приложенную к аппарату инструкцию и соблюдать технику безопасности.
expertsvarki.ru
Технологии сварки под водой
Технология дуговой сварки под водой основана на способности дуги к устойчивому горению в пузыре газа и при активном охлаждении водой. Газовый пузырь возникает при разложении и испарении воды, газов и паров расплавленного металла и электродного покрытия.
При горении дуги происходит выделение большого количества газов, что, в свою очередь, ведет к росту давления в пузыре и постепенному выделению газа на поверхность в виде пузырьков. В сварочной дуге вода распадается на кислород и свободный водород; при этом кислород вступает в соединение с металлами с образованием оксидов. Продукты сгорания обмазки электрода и металла образуют в воде взвеси, которые состоят в большей мере из окислов железа и затрудняют наблюдение за дугой.
Сварка под водой выполняется при постоянном или переменном токе. При постоянном токе дуга более устойчива, чем при переменном. Еще перед возбуждением дуги постоянный ток разлагает воду, в то же время переменный ток начинает разлагать воду с образованием газового пузыря только при коротком замыкании под влиянием высокой температуры.
При увеличении глубины, на которой проводятся работы, возрастает и давление окружающей среды, но устойчивость дуги не становится меньше, а напряжение и сварочный ток возрастают. Сварка проводится, как в речной пресной, так и в морской соленой воде. Источниками питания могут быть одно- и многопостовые агрегаты, трансформаторы и сварочные преобразователи с напряжением холостого хода в пределах 70-110 В.
При ручной дуговой сварке используются под водой электроды 4-6 мм в диаметре. Их покрытие делается водонепроницаемым при помощи пропиток такого состава, как нитролаки, парафин, синтетические смолы в дихлорэтане, целлулоид в ацетоне и др. При подводной сварке также применяют особые электрододержатели с надежной изоляцией всей поверхности. Сварочная цепь с прямым и обратным кабелями, а замена электрода происходит только при выключенном сварочном токе.
При сварочных работах под водой опирающимся электродом выполняются тавровые, и угловые соединения, а также внахлестку (стыковые довольно редко). Таким способом возможно сварить шов в любом пространственном положении. При сварке в нижнем положении под водой сила тока устанавливается выше, чем в обычных условиях, Сила тока уменьшается на 10% в вертикальном положении и на 15% — в потолочном.
Проведение сварочных работ под водой сложнее, чем на воздухе не только из-за плохой видимости, но из-за неудобного снаряжения, стесненности движений возможной неустойчивости из-за влияния подводных течений.
art-assorty.ru