Содержание
как сделать, характеристики, особенности, правила применения
Время на чтение: 3 мин
2505
Сваривание элементов из легкоплавких металлов по трудоемкости можно сравнить с тугоплавкими. На первые и вторые оказывают влияние не только внутренние, но и внешние факторы.
Электроды для алюминия включает различные добавочные материалы, что упрощает работу с этим цветным металлом, создают дополнительную защиту.
Но и они не в состоянии избавить сварщика от всех предварительных аспектов, которые необходимо решить перед началом операции сварки.
Стержни по алюминию имеют широкое хождение не только на промышленных предприятиях, но и бытовых условиях — гараже, загородном доме, небольшой ремонтной мастерской.
Однако используя их дома для соединения деталей инвертором, можно столкнуться с определенными трудностями. И только правильно подобранный наплавочный материал и предварительная подготовка поможет качественно соединить конструкцию.
Содержание статьиПоказать
- Технические особенности электродов
- Выполнение сварки
- Выбор электрода
- Виды
Технические особенности электродов
youtube.com/embed/D2oiyAWb7iw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Толщина соединяемых деталей ограничена диаметром стержня, который, в основном, колеблется от 4 до 5 мм. Операции с более тонкими электродами сопряжены с трудностями в силу повышенной скорости плавления стержня.
Последний расплавляется в три раза быстрее стального. Исходя из этого, рекомендуется сваривать алюминиевые детали толщиной не менее 4 мм. Выпускаемая длина 3-х миллиметровых стержней — 22-30 см, 4-5 — 35-45 см.
Основными трудностями, которые возникают во время сварочного процесса алюминия, являются следующие факторы:
- оксидная пленка — формируется на поверхности стыкуемых элементов, причем температура плавления первой, более чем в три раза выше расплава самого алюминия — 2 000° C;
- быстрое окисление металла приводит к образованию тугоплавкой пленки, что усложняет получение цельного шва;
- чтобы предупредить растекание металла, следует применять теплопроводящие подкладки;
- присутствие в алюминиевых сплавах кремния способствует формированию кристаллизационных трещин;
- при случайной остановке операции на конце электрода и сварочной ванны возникает слой шлака, усложняющий повторное разжигание дуги;
- вследствие высокого показателя линейного расширения, происходит деформирование сварочного валика при его затвердевании.

Операции сварки с алюминием потребует повышения силы тока в 1,5 раза, по сравнению с другими металлами.
Выполнение сварки
Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Среди первых практикуются уайт-спирит, технический ацетон, растворители на основе ксилола и уайт-спирита — PC-1, PC-2. Щелочная ванна допускает нахождение детали в составе не больше 5 мин.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
- вода — 1 л;
- кальцинированная сода — 50 г;
- технический трехзамещенный фосфорнокислый натрий — 50 г;
- силикатный клей — 30 г.
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Подготовки перед сваркой потребуют и токопроводящие стержни для сварочной операции. Для получения качественного валика, электроды необходимо два часа выдержать в печи при температуре не менее 200° C.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.
Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
- шов освобождается от сформировавшейся корки шлака;
- валик поливается горячей водой;
- очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.
Выбор электрода
Выбирая токопроводящие стержни для сварки алюминия, необходимо обратить внимание на такие аспекты:
- Состав электрода должен соответствовать сплаву соединяемых элементов. Информация о первом указывается производителем на упаковке, сертификате.
- Толщина расходного материала не должна превышать толщину обрабатываемой детали больше чем на 1 мм. Нарушение правила приведет к прожогу элемента.
- Просушенные более раза сварочные стержни снижают прочность полученного валика. Сварка выполняется угольными, графитовыми либо вольфрамовыми электродами, что определяется способом операции.
Виды
Для сварочных операций с алюминием используется несколько видов стержней. Основными из них являются следующие группы:
- щелочно-солевая — OK 96. 10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
- OЗAHA — обеспечивают хороший показатель свариваемости и полученного валика на разных сплавах металла, можно варить не только горизонтальные, но и вертикальные швы;
- OЗA — CвA1, 3, 5, 10, для чистого алюминия и сплава с кремнием;
- УAHA — сплавов алюминия;
- вольфрамовые — с использованием регулируемой защитной атмосферы.
 10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;Главным минусом последних считается тяжелый розжиг дуги.
Для несложных операций сварки электроды по алюминию можно изготовить собственными силами.
Это потребует следующих расходных материалов:
- Алюминиевая проволока длиной ± 30 см, диаметром — 3-4 мм;
- Обмазка, приготовленная из толченого мела и жидкого стекла.
Пастообразную смесь нанести равномерно на проволоку слоем 1-2 мм. После просыхания электрод готов к использованию.
необходимые материалы и процесс изготовления
Содержание:
- Необходимые материалы
- Процесс изготовления
- Электроды для алюминия
- Угольный электрод
- Оцинковка
- Точечная контактная сварка
- Интересное видео
Нельзя пожаловаться на небольшой выбор электродов в специализированных магазинах, однако существует такая интересная возможность, как сделать электроды для сварки своими руками. Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
- Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
- Жидкое стекло, играющее роль связующего звена.
- Порошок из мела или известняк.
- Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.
Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Процесс изготовления
Если нарезана проволока и измельчен мел, то можно приступать к изготовлению электродов. Разбираясь, как сделать электрод, следует понимать, что предварительно смешивать порошок мела и силикатный клей не обязательно.
Следует взять кусок проволоки, положить его на ровную горизонтальную поверхность, и обмазать набранным из банки с помощью кисти жидким стеклом.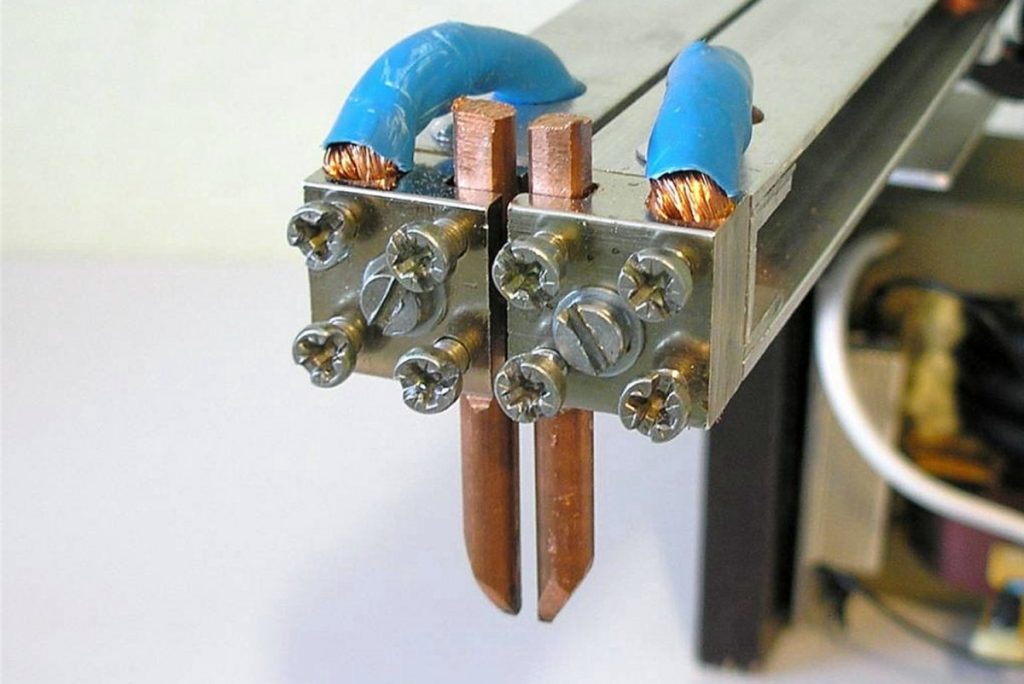 Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Вторым способом является предварительное приготовление обмазки, которую можно получить, смешав растолченный мел и жидкое стекло в виде силикатного клея. Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.
После того, как обмазка окончательно высохнет, полученный самодельный электрод необходимо подвергнуть прокалке. Осуществлять прокаливание следует в электрической духовке, включив режим проветривания. Время этого процесса составляет не менее получаса, а температура должна быть приблизительно 100 градусов. Это позволит обмазке загустеть и образовать прочную оболочку.
Прекрасно, если полученные электроды можно будет тут же проверить на имеющемся оборудовании, и при необходимости внести в процесс изготовления коррективы.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным.
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции.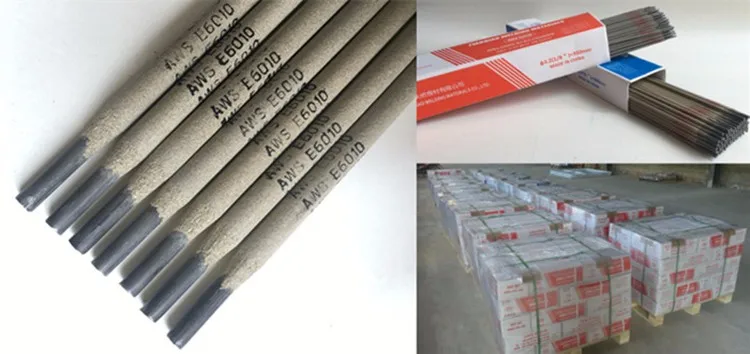 Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Угольный электрод
Изготавливая угольный электрод своими руками, в качестве основного стержня следует выбирать пруток, изготовленный из угля или кокса. Могут быть включены и другие добавки. Процесс изготовления разделяется на приготовлении смеси, ее формирования и просушки.
Оцинковка
Цинковый электрод служит источником электронов при гальванизации, которые поступают во внешнюю цепь. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Чтобы выполнить цинковый электрод своими руками, придется совершить ряд особых действий. Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Точечная контактная сварка
Точечная или иначе контактная сварка — это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.
Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Интересное видео
Можете ли вы сварить алюминий? Вот как это сделать…
Да! Алюминий можно сваривать. Это сложнее, чем сварка стали палочкой, и внешний вид готового соединения может быть менее художественным. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Поскольку это более сложная и менее привлекательная процедура, некоторые говорят, что сварка алюминия электродом невозможна или не стоит затрачиваемых усилий.
Но они пораженцы и просто не правы.
Итак, давайте рассмотрим эту тему поближе, и мы должны начать с обзора того, почему сварка алюминия отличается и более требовательна.
Проблемы при сварке алюминия стержнем
Многие проблемы при сварке алюминия связаны с его высокой теплопроводностью и низкой температурой плавления.
Добавьте к этому проблемы, связанные с химическим составом, и мы получим множество уникальных проблем, связанных с алюминием, которые необходимо решить.
Мощность сварщика
Первая из этих проблем связана с мощностью вашего сварочного аппарата.
Так как алюминий так хорошо проводит тепло, тепло очень быстро уходит от соединения в окружающий алюминий. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Также…
Вы должны иметь возможность изменять выходную мощность сварочного аппарата, чтобы получить нужный нагрев.
Он должен быть достаточно высоким, чтобы обеспечить необходимое тепло. Для сварки алюминия потребуется больше мощности, чем для стали той же толщины.
Вам нужна короткая дуга
Другая проблема связана с низкой температурой плавления алюминия.
Поскольку тепло отводится от места соединения очень быстро, трудно добиться нужной температуры в сварочной ванне.
Лужа схватывается быстрее, чем обычно, из-за невероятно эффективной теплопроводности алюминия. Это означает, что вы должны держать короткую дугу и двигаться быстрее, чем ожидалось.
Требуемая короткая дуга создает еще одну проблему при сварке алюминия…
Ваша палка может «замерзнуть» в луже. Требуется некоторая практика, чтобы избежать расплавления электрода-стержня в быстро остывающей ванне и добиться более быстрого движения, необходимого в самый раз.
Грубый внешний вид
Многие пользователи считают внешний вид одной из наиболее важных «проблем» или вопросов.
Когда вы свариваете алюминий, вы обычно используете положительный электрод постоянного тока («DCEP») или обратную полярность, что приводит к большему разбрызгиванию флюса, чем обычно.
Но брызги — это лишь одна из эстетических проблем. Короткая, быстро движущаяся дуга может быть неустойчивой и обычно дает бусину, противоположную сложенным десятицентовикам.
Даже при большом опыте короткая, быстро движущаяся дуга может создать менее привлекательные бусинки.
Кроме того, оксид магния обесцвечивает сустав.
В основном это происходит из-за того, что используется неправильный наполнитель. Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже.)
Деформация и прожоги
Поскольку количество тепла, нагнетаемого в металл, может быть высоким, деформация более тонких деталей может стать проблемой.
Кроме того, при использовании более тонкой заготовки нередко происходит прожигание металла или даже расплавление больших участков соединения.
Правильный нагрев сварочной ванны требует некоторой практики, и даже опытные сварщики время от времени прожигают тонкий алюминий.
Растрескивание
Теплопроводность и состав сплава алюминия также могут вызывать растрескивание.
Горячее и холодное растрескивание является постоянной проблемой, и выбор хорошего наполнителя имеет жизненно важное значение.
Сварщики часто предварительно нагревают алюминий с помощью ацетиленовой горелки, чтобы «выровнять» тепловое расширение и сжатие металла во время сварки, что также помогает предотвратить коробление.
Но предварительный нагрев также помогает замедлить проблему «затекания» тепла, что позволяет образоваться и проникнуть в лужу, улучшить текучесть и обеспечить более прочный сварной шов с меньшей пористостью.
Специальные электроды
Еще одна «проблема» при сварке алюминия электродами связана с хранением специальных электродов, которые вам понадобятся.
Алюминиевые электроды покрыты специальным флюсом, очень чувствительным к влаге.
Храните эти алюминиевые электроды в сухом защищенном месте, иначе они быстро испортятся. Таким образом, получение и обслуживание «свежих» электродов может быть проблемой.
Также стоит отметить, что алюминиевые стержневые электроды дороги. Так что, если вы ищете дешевый ремонт, сварка электродом может быть не такой экономичной, как вы думаете.
Подготовка поверхности важна
Если этот список еще не был достаточно длинным, есть еще одна проблема с алюминием, о которой мы должны упомянуть…
Этот металл образует уникальный слой оксида алюминия на поверхности при воздействии воздуха.
Защищает алюминий и предотвращает его ржавление, поэтому полезно. Но это также затрудняет привязку чего-либо к нему.
По этой причине правильная очистка алюминиевого соединения перед сваркой имеет первостепенное значение.
Лучшие процессы для сварки алюминия
Для быстрого ремонта в полевых условиях электродуговая сварка может быть простым и быстрым методом выполнения работы.
Но это не лучший способ сварки алюминия.
Сварочные аппараты MIG и TIG производят более привлекательные и «чистые» сварные швы с алюминием.
Вы лучше контролируете нагрев более тонкой бумаги, что помогает предотвратить коробление, растрескивание и прожоги.
Сварка алюминия MIG
Для сварки MIG требуется алюминиевая проволока. Эту мягкую, легко сгибающуюся проволоку трудно протолкнуть через кабель горелки MIG без запутывания или образования птичьих гнезд.
По этой причине многие предпочитают использовать шпульный пистолет, который является более надежным способом подачи алюминиевой проволоки в сварной шов в качестве присадочного материала.
Еще одна вещь, о которой следует помнить при сварке MIG, вам нужен защитный газ. (На рынке нет порошковой алюминиевой проволоки.)
Это не проблема в магазине, но в полевых условиях может быть трудно таскать большой тяжелый баллон с газом на сварочном аппарате. Баллон с газом не нужен при сварке электродом.
Читать далее : Сварка алюминия методом МИГ – Руководство для начинающих
Сварка алюминия методом ВИГ
Сварочные аппараты ВИГ производят самые красивые сварные швы на алюминии. Если вам нужны эти профессиональные сложенные десятицентовики, используйте этот процесс.
Но сварщики TIG также нуждаются в защитном газе, и их использование более суетливо, чем сварочные аппараты. Вы должны использовать обе руки, а TIG медленнее палки.
Таким образом, при использовании аппаратов для сварки MIG и TIG вы получаете более красивые валики. Но поскольку они используют защитный газ, оба не являются хорошим выбором на открытом воздухе на ветру.
Хотя для алюминия я бы предпочел использовать сварку MIG или TIG, а не аппарат для сварки электродом, на аппараты для сварки электродом не так сильно влияет слабый или умеренный ветер в полевых условиях.
Кроме того, сварочный аппарат легче освоить и использовать.
Таким образом, несмотря на то, что сварочные аппараты MIG и TIG являются лучшим выбором для алюминия во многих ситуациях, сварка алюминия электродами имеет свое применение.
Как сварить алюминий с помощью сварочного аппарата
Сварка алюминия электродом выполняется в соответствии с большинством основных «правил» сварки электродом. Но есть некоторые моменты, характерные для сварки алюминия палкой, и их стоит рассмотреть.
1. Проверьте свой сварочный аппарат
Сварка алюминия электродом начинается с проверки мощности вашего сварочного аппарата.
Он должен иметь переменную выходную силу тока, чтобы вы могли регулировать температуру. Вы захотите иметь возможность изменять мощность усилителя в зависимости от толщины алюминия и диаметра используемого электрода.
Кроме того, ваш сварочный аппарат должен быть в состоянии обеспечить достаточную силу тока для верхнего конца используемого электрода (обратитесь к спецификациям производителя электрода).
2. Выберите правильный электрод
Используемый электрод имеет решающее значение.
Обычно используется электрод 4043 (подобно этим), но есть и другие варианты в зависимости от свариваемого алюминиевого сплава.
Для электрода 3/32 дюйма требуется 50–80 ампер, для электрода 1/8 дюйма требуется 80–130 ампер, а для электрода 5/32 дюйма требуется 100–160 ампер.
Убедитесь, что у вас достаточно электродов. Вам понадобится больше, чем вы думаете, и планируйте часто менять электроды во время работы. Они быстро сгорают.
3. Проверьте толщину алюминия
Сварка алюминия электродом хорошо подходит для более толстых материалов. Но с более тонким материалом это становится случайным.
Некоторые говорят, что они могут уменьшить толщину только до 1/4 дюйма, но другие считают, что можно уменьшить толщину до 1/8 дюйма.
Если вы хотите сделать тоньше, я предлагаю вам попробовать несколько тестовых сварных швов, чтобы определить, сможете ли вы сварить материал.
4. Подготовка поверхности
Необходимо удалить защитный слой оксида алюминия, чтобы обеспечить прочное соединение соединительных деталей.
Проволочные щетки из нержавеющей стали обычно используются, но шлифовальная машина не рекомендуется.
Шлифовальные машины, как правило, просто «вворачивают» оксидный слой в алюминий, что не помогает.
Таким образом, проволочная щетка из нержавеющей стали, легкая шлифовка или химические методы очистки работают лучше всего.
5. Правильная сборка
Хорошо подгоните детали, чтобы не было значительных зазоров, которые потребуют лишнего наполнителя.
Сварка алюминия электродом достаточно прочная, не создавая дополнительных проблем.
6. Настройки сварочного аппарата
Используемый ток должен соответствовать выбранному вами электроду (рекомендуемые настройки начального тока см. в разделе выбора электрода выше).
Каждый производитель электродов указывает рекомендуемый ток для своих алюминиевых электродов.
Кроме того, для большинства электродов требуется установка положительного электрода постоянного тока («DCEP»).
Обязательно перепроверьте полярность и правильность ее установки для используемого электрода.
Если вы обратитесь к «калькуляторам» электродов в Интернете, вы обнаружите, что сварка алюминиевых электродов не популярна.
Алюминий не включен ни в один из этих калькуляторов или таблиц. Таким образом, вы должны использовать диапазон, указанный для электрода, в качестве отправной точки. Затем настройте параметры усилителя, чтобы получить подходящее проникновение для свариваемой толщины.
7. Получите правильное движение дуги
Движение дуги может быть личной проблемой для некоторых.
Многие советуют плести кончик, и лучше сделать несколько пробных запусков, чтобы определить, что лучше всего подходит для вас. А вообще надо двигаться быстро , быстрее обычной сварки стали.
Некоторые считают, что это трудно сделать правильно. Но если двигаться слишком медленно, можно прожечь заготовку.
Двигайтесь слишком быстро, и вы не получите надлежащего провара, что приведет к слабому сварному шву.
Также нужно держать короткую дугу.
Сварщики, не умеющие сваривать алюминий электродом, находят это странным, так как вы должны держать наконечник достаточно близко, чтобы почувствовать, как флюс на электроде «волочится» по сварному шву.
Чтобы стать мастером, нужна практика, так что запланируйте несколько пробных сварных швов. Вам нужно пройти по тонкой линии, где вы почти вплавляете электрод в ванну, но не подходите достаточно близко к металлу, чтобы оплавить наконечник в сварочной ванне.
8. Используйте правильный угол
Угол наклона электрода может быть индивидуальным, но он не должен быть слишком крутым.
Также необходимо наклонить электрод так, чтобы угол был направлен к конечной точке.
9. Конец сварного шва
Кратеры представляют собой проблему на концах алюминиевых сварных швов. Не просто убегайте в конце сварки.
Выделите время в конце сварки, чтобы немного вернуться назад и заполнить место соединения.
Если у вас образовалась одна или две кратеры ближе к концу сварного шва, вам нужно будет подправить свою работу и вернуться, чтобы заполнить эти кратеры.
Кратеры могут быть отправными точками для образования трещин, которые затем распространяются по всей длине сварного шва.
10. Очистка
Будьте готовы к некоторым работам по очистке. Сварной алюминий получает достаточное количество брызг, которые необходимо очистить.
Чтобы не констатировать очевидное, но шлак тоже нужно почистить.
Вы обнаружите, что шлак от алюминиевых сварных швов особенно трудно удалить. Итак, будьте готовы.
Можно ли сваривать алюминий сварочным аппаратом?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия с помощью электродуговой сварки, многие люди просто пришли к выводу, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Можно ли сваривать алюминий с помощью сварочного аппарата? Да, можно сваривать алюминий с помощью сварочного аппарата. Поскольку это может привести к беспорядку, лучшими методами являются:
- TIG переменным током
- TIG постоянного тока
- Сварка MIG
Существует множество факторов, которые следует учитывать при рассмотрении возможности сварки стержнем алюминиевой заготовки. Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Без соответствующих мер предосторожности вы можете обречь себя на неудачу. Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки электродами.
Содержание
Лучшие методы сварки алюминия
Наилучший метод для максимального контроля над процессом сварки алюминия – это сварка TIG переменным током (вольфрам в инертном газе) с использованием смеси гелия или аргона. Это самый чистый и медленный метод, гарантирующий, что останется очень мало беспорядка (что делает его идеальным кандидатом, особенно для сварки тонкого алюминия).
Сварка ВИГ на постоянном токе также приемлема для алюминиевых деталей.
Однако, этот метод больше рекомендуется для более толстых заготовок из-за большей глубины проникновения . Используйте гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
У вас есть возможность использовать аргон и флюс при использовании этого метода на алюминии, но есть небольшой шанс, что вы получите положительный опыт с:
- Видимость во время сварки.
- Подготовка сварочного оборудования и заготовки.
- Уборка рабочего места/заготовки.
В-третьих, сварка MIG (металл в среде инертного газа). Это значительно быстрее, чем TIG, но с некоторыми компромиссами. У вас будет ограниченная степень контроля над процессом, поскольку основной металл не будет плавиться без добавления присадочного металла.
Тем не менее, процесс не потребует ни двухтактного, ни золотникового пистолета, если правильно отрегулированы следующие элементы:
- Параметры сварки. These settings include:
- Speed of the wire feed
- Flow rate of the gas
- Type or mixture of gases
- Voltage
- Straightness of кабель MIG
- Натяжение приводного ролика
Сварить алюминий можно, и, возможно, к удивлению многих, это можно сделать даже с помощью сварочного аппарата постоянного тока (он работает лучше, чем вы могли ожидать! ).
Что нужно знать о сварке алюминия стержнем
Алюминиевый стержень имеет обратную полярность DCEP (положительный электрод постоянного тока). Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет склонность к разбрызгиванию.
Когда он начнет остывать, он станет похож на грязь. Не пугайтесь, если вы наблюдаете подобное впервые — это вполне нормально для данного процесса.
Конечно, разные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами палочек, которые вы будете использовать.
Такая степень вариации, естественно, обусловлена прежде всего составом флюса. Тем не менее, полезно знать риски и особенности процесса заранее.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
youtube.com/embed/_g-IWPYNIeI?start=5&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
- Прежде чем приступить к сварке, вы можете убедиться, что сварка будет немного чище, непосредственно нагревая алюминий с помощью горелки с науглероживающим пламенем.
- Примечание: Преднамеренное применение такого сильного нагрева приводит к образованию копоти на поверхности заготовки.
- Вернитесь к нейтральному пламени.
- Вернуть концентрированное тепло алюминию.
- Когда сажа рассеется, заготовка достигла 400 ֯F.
Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны помнить следующее:
- Алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь.
- Алюминий имеет оксидный слой, который для достижения наилучших результатов можно удалить проволочной щеткой из нержавеющей стали.
- Многие люди используют свой шлифовальный круг, предназначенный для углеродистой стали, на своих алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл. Это также происходит при использовании высокоскоростной проволочной щетки. Лучшие способы удалить этот слой включают в себя:
- Filing the metal with light sanding pressure
- Chemical etching
- Hand wire brushes
- Многие люди используют свой шлифовальный круг, предназначенный для углеродистой стали, на своих алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл. Это также происходит при использовании высокоскоростной проволочной щетки. Лучшие способы удалить этот слой включают в себя:

How Stick Welding Works
When welding aluminum, remember that the recommended positioning для работы находится под углом прямо к желаемому участку (не вверх, вниз или под другим углом).
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости перемещения. Сварка также требует короткой дуги, так что помните об этом во время работы. Вот еще несколько ключевых деталей, которые необходимо знать о сварке электродом:
- Что происходит во время сварки электродом: При сварке электродом ток течет через электрод на заготовку. Заготовку можно считать отрицательным электродом, а палочку — положительным электродом. Когда палка отрывается от заготовки, создается дуга. Чем ближе к заготовке вы держите палку, тем короче будет дуга.
- Как электрод и флюс работают вместе: По мере того, как стержень расходуется в процессе сварки, металл приплавляется к металлу. Флюс защищает расплавленный металл во время сварки, защищая его от атмосферных газов.
- Как работает дуга для сварки деталей: Дуга, возникающая при электрическом соединении между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
 По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.Вот почему сварка стержнем подходит и для алюминиевых деталей. Хотя химия работает точно так же, по общему признанию, процесс отличается, прежде всего, своей беспорядочностью и тенденцией к получению неэстетичного сварного шва.
(Вот почему вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить тусклые результаты. 4043 Настоятельно рекомендуется использовать электродные стержни.)
Процесс сварки алюминия электродами в целом очень похож на сварку другие металлы, но помните об этих факторах во время работы. Прежде чем вы начнете, вам нужно немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончик палочки о твердую поверхность, чтобы выдержать часть электрода (особенно при использовании алюминиевого электрода).
Похожие материалы: Нужен ли вам шпулемет для сварки алюминия?
Что следует помнить о сварке электродом
Во время сварки держите электрод как можно ближе к заготовке, избегая замерзания стержня (чтобы электрод не застрял в охлаждающей ванне металла)..jpg)
Чтобы этого не произошло, вы должны просто плавать стержень, не приближая его слишком близко к заготовке и не слишком замедляя скорость во время сварки.
(Вот почему для этого типа сварки рекомендуется высокая скорость перемещения.)
Это может занять некоторое время, так как сварка электродом, также известная как дуговая сварка металлическим электродом или SMAW, известна .
Это второе название немного больше раскрывает эту кривую обучения, так как оно дает сварщику полный контроль над электродом. Хотя алюминий можно сваривать электродуговой сваркой, это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
| Плюсы | Минусы |
|---|---|
| Сварочное оборудование относительно дорогое, хотя защитный газ не требуется, так что это финансовый компромисс. | Очень грязный для алюминиевых деталей. |
Этот метод по-прежнему хорошо работает на окрашенных или ржавых металлических деталях.
|