Содержание
П6324 Пресс гидравлический одностоечный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6324
Производителем и головным разработчиком гидропресса П6324 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
Производителем пресса П6324, также, является Тамбовский завод технологического оборудования.
В настоящее время однокривошипный пресс П6324 производит ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» г. Кувандык
В настоящее время пресс П6324 производит, также, ООО СО «Прессмаш», г. Москва
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432 — пресс гидравлический рамный для пластмасс 1600 кН
- ДГ2434 — пресс гидравлический рамный для пластмасс 2500 кН
- ДГ2436 — пресс гидравлический рамный для пластмасс 4000 кН
- ДЕ2426 — пресс гидравлический рамный для пластмасс 400 кН
- ДЕ2428 — пресс гидравлический рамный для пластмасс 630 кН
- ДЕ2430 — пресс гидравлический рамный для пластмасс 1000 кН
- П6320 — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6320Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6324 — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6324Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6326 — пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН
- П6328 — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6328Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6330 — пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН
- П6334 — пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН
- ПД476 — пресс гидравлический рамный для пластмасс 1600 кН
П6324 Пресс гидравлический одностоечный.
 Назначение, область применения
Назначение, область применения
Машина П6324 разработана в 1977 году. Разработчик ПО Гидропресс г. Оренбург.
Пресс гидравлический одностоечный без гидроподушки П6324 предназначен для выполнения широкого круга работ: запрессовки — выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6324, усилием 250кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка — при оснащении правильным инструментом и правильным столом;
- точная правка — при оснащении устройством для точной правки и, при необходимости, правильным столом.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6324, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.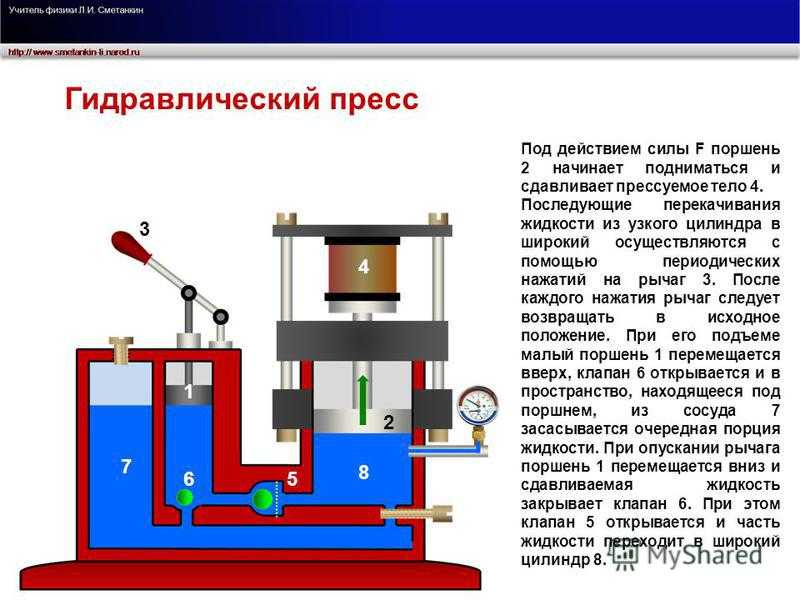
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр — поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 — пресс листоштамповочный, отбортовочный
- П60, П61, П63 — пресс одностоечный правильно запрессовочный
- П31, П34 — пресс одностоечный простого действия
- П33 — пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН |
|---|---|---|---|---|---|---|---|
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320Б — 100 кН, пресс одностоечный правильно запрессовочный
- П6328Б — 630 кН, пресс одностоечный правильно запрессовочный
- П6330 — 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 — 2500 кН, пресс одностоечный правильно запрессовочный
Места крепления инструмента гидропресса П6324
Места крепления инструмента гидропресса п6324
Общий вид гидравлического пресса П6324
Фото гидравлического пресса п6324
Фото гидравлического пресса п6324
Фото пресса п6324 с правильным столом
Расположение составных частей гидравлического пресса П6324
Расположение составных частей пресса п6324
Перечень составных частей пресса П6324
- Управление ножное — педаль
- Вставка
- Трубопроводы
- Цилиндр гидралический
- Электрооборудование
- Электрооборудование
- Панель гидравлическая
- Станина
- Управление ручное
- Гидропривод
- Боек
- Приспособление
- Стол правильный
Расположение органов управления гидравлическим прессом П6324
Расположение органов управления прессом п6324
Перечень органов управления гидравлическим прессом П6324
- Кнопка «СТОП»
- Сигнальная лампа «СЕТЬ»
- Кнопка «ПУСК»
- Автоматический выключатель на два положения «ОТКЛЮЧЕНО» и «ВКЛЮЧЕНО»
- Педаль управления
- Рукоятки управления
- Переналадка управления
- Регулировка давления
Система управления гидравлическим прессом П6324
Система управления гидравлическим прессом п6324
Управление прессом осуществляется рычажным механизмом и в зависимости от наладки может быть:
- I — двурукое управление прессом;
- II — однорукое управление прессом;
- III — ножное управление прессом.


Для осуществления хода штока цилиндра вверх и вниз золотник 16 панели, соединенный через рычаг 15, тягу 17, рычаг 2 с валом 7, будет перемещаться тогда, когда вал будет проворачиваться.
Для наладки 1 (двурукое управление) втулки 4 и 6 и рычаг 1 не связаны с валом 7. Когда обе рукоятки 18 опускаются вниз, то они через рычаги 19, тяги 20 и рычаги 3 соединенные со втулками 4 и 6, поворачивают их. Втулки 4 и 6 своими скосами поведут палец 5, соединенный на оси качания с валом 7, поворачивается. Вал 7, поворачивала через рычаг 2, тягу 17 и рычаг 15 опустит золотник 16 панели, а шток цилиндра будет перемещаться вниз. В наладке 1 работа одной рукоятки невозможна, так как палец 5 не повернет вал 7, а отклонится на своей оси по скосу втулок 4 или 6.
Для наладки II (однорукое управление) через окно в станине, закрытое крышкой, собачку 21 следует повернуть на ей оси, соединив с пазом рычага 3. Фиксация собачки осуществляется шариком, поджатым пружиной в засверленных отверстиях собачки.
При опускании правой рукоятки 18 вниз поворачивается рычаг 19, который через тягу 20 повернет рычаг 3, соединенный с собачкой с рычагом 2. Рычаг 2 через тягу 17, рычаг 15 переместит золотник 16 панели вниз—шток цилиндра будет двигаться вниз.
При одноруком управлении работа левой рукояткой исключена, потому что рычаги левой рукоятки не связаны с рычагом 2, а следовательно, и с валом 7.
Для наладки III (ножное управление) необходимо повернуть собачку 21 на своей оси, соединив ее с пазом рычага 1. Нажимая на педаль 9, через тягу 8, поворачиваем рычаг 1. соединенный с рычагом 2. Рычаг 2, поворачиваясь, через тягу 17 рычаг 15 переместит золотник 16 панели вниз. Шток цилиндра будет двигаться вниз.
При ножном управлении не исключено двурукое управление.
В наладках I, II, III, отпустив рычаги 18 или педаль 9, пружины 10 и 14 через рычажные системы переведут золотник 16 панели в крайнее верхнее положение. Шток цилиндра будет двигаться вверх. Останов штока в верхнем положении осуществляется кулачком 11 через толкатель 12.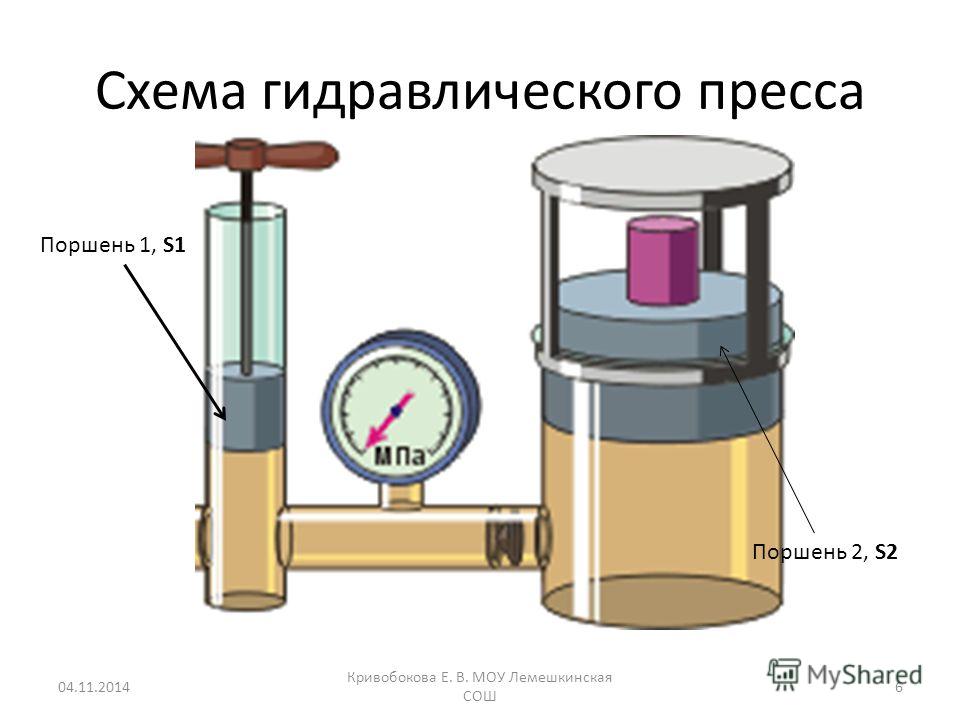
При нажатии кулачка 11 на толкатель 12 последний, воздействуя на рычаг 15, устанавливает золотник 16 панели в положение, открывая слив масла через панель в бак.
Шток останавливается. Перестановкой кулачка 11 на штанге по производить останов штока на любой высоте по ходу.
Работа двуруким управлением увеличивает безопасность на прессе, исключая случайные попадания рук под рабочие инструменты пресса
Гидроцилиндр пресса П6324
Гидроцилиндр пресса п6324
Цилиндр 6, поршневого типа, закреплен в станине гайкой 7. Поршень 5 уплотнен чугунными кольцами 4. Шток 8 направляется чугунной втулкой 9 и уплотняется манжетами 10, затяжка которых производится через фланец 11. Верхняя полость цилиндра закрыта крышкой 1, закрепленной гайкой 2 «Уплотняется крышка кольцом 3.
Запрессовочные работы производятся на столе, установленном на станине пресса, вставкой, закрепленной в штоке цилиндра (см. рис. 6, позиция 2).
Гидрооборудование пресса П6324
Гидрооборудование пресса (рис. 6) состоит из следующих узлов:
6) состоит из следующих узлов:
- Гидропривод — 10
- Гидропанель — 7
- Трубопроводы — 3
Гидропривод пресса П6324
Гидропривод пресса п6324
На стенке сварного бака 9 расположена насосная установка 10 с насосом Н-401, а на крышке бака 4 насосная установка 2 с насосом Г12-24
Магнитный фильтр 1 соединен со сливной трубой 8.
Внутри маслобака установлен маслоохладитель 7, служащий для охлаждения масла в баке. Охлаждающей жидкостью является, вода. Маслоохладитель на концах имеет штуцеры 6, Выведенные через переднюю стенку бака для входа охлаждающей воды. Маслоохладитель может быть соединен со специальной емкостью или водопроводом.
Система охлаждения улучшает работу пресса в эксплуатации, увеличивает срок его службы. Температура масла с включенным маслоохладителем при интенсивной работе пресса не превышает 50°С, что благоприятно отражается на работе подвижных частей пресса и уплотнений.
Заливка масла производится через горловину 3 по уровню маслоуказателя 5, а слив — через пробку 11.
Гидропанель пресса П6324
Гидропанель пресса п6324
Гидравлическая схема пресса П6324
Гидравлическая схема пресса п6324
Гидравлическая схема (гидросхема) пресса П6324. Смотреть в увеличенном масштабе
Схема электрическая гидравлического пресса П6324
Электрическая схема пресса п6324
Электрооборудование гидравлического пресса П6324 (рис. 12)
Электрическая схема обеспечивает кнопочное включение и отключение электродвигателей пресса.
Электродвигатели и цепь управления подключаются к сети 380 в, а местное освещение Л2 — от понижающего трансформатора «Тр» на 36 В.
Питание на схему подается автоматически выключателем В1, который служит также для защиты двигателя Ml от токов короткого замыкания. Автоматический выключатель расположен на тыльной стороне пресса.
Для защиты двигателя М1 от перегрузки предусмотрено тепловое реле РТ. Второй двигатель М2 от токов короткого замыкания и перегрузки защищен автоматическим выключателем B2, расположенным на панели внутри электрошкафа.
Для защиты цепей управления и сигнализации установлены плавкие предохранители ПР.
Управление прессом осуществляется с пульта управления, расположенного на фронтальной стороне пресса.
Панель с электроаппаратурой размещается в электрошкафу, расположенном внутри пресса с тыльной стороны.
Действие электросхемы
Перед запуском электродвигателей необходимо подать напряжение на схему. Для этого включается вводный автоматический выключатель В1, загорание лампы «Л1»—«СЕТЬ» на пульте управления сигнализирует о том, что напряжение на схему подано. Лампа «Л1» питается от трансформатора «ТР»
Для запуска электродвигателей нажать на кнопку «КНП — «ПУСК». Получает питание катушка магнитного пускателя «К». Магнитный пускатель срабатывает, и питание подается на электродвигатели.
Для отключения двигателя М2 при работающем двигателе Ml необходимо пользоваться автоматическим выключателем В2, находящимся на панели.
Для останова двигателей Ml и М2 необходимо нажать кнопку «КНС»—«СТОП». При этом цепь питания катушки магнитного пускателя нарушается и двигатели обесточиваются
При этом цепь питания катушки магнитного пускателя нарушается и двигатели обесточиваются
Читайте также: Производители кузнечно-прессового оборудования в России
П6324 Пресс гидравлический одностоечный. Видеоролик.
Технические характеристики пресса П6324
| Наименование параметра | П6320 | П6324 | П6326 | П6328 |
|---|---|---|---|---|
| Основные параметры | ||||
| Номинальное усилие пресса, кН (т) | 100 (10) | 250 (25) | 400 (40) | 630 (63) |
| Наибольший ход штока (ползуна), мм | 400 | 500 | 500 | 500 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 600 | 710 | 710 | 710 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса в правильном исполнении, мм | 420 | |||
| Расстояние от оси штока до станины (вылет), мм | 200 | 250 | 320 | |
| Скорость штока — рабочий ход, мм/сек | 20 | 24 | 10 | |
| Скорость штока — холостой ход, мм/сек | 125 | 125 | 220 | |
| Скорость штока — возвратный ход, мм/сек | 300 | 300 | 310 | |
| Размеры стола, мм | 500 х 380 х 57 | 630 х 480 | 710 х 560 | |
| Размеры проема в столе, мм | 125 | 160 | ||
| Размеры съемного правильного стола, мм | 1250 х 300 х 180 | 1600 х 360 х 250 | 1600 х 360 | |
| Масса съемного правильного стола, кг | 290 | |||
| Масса правильного инструмента, кг | ||||
| Высота стола над уровнем пола, мм | 800 | 620 | ||
| Номинальное рабочее давление жидкости основное, МПа (кгс/см²) | 16 (160) | 20 (200) | 25 (250) | |
| Электрооборудование | ||||
| Количество электродвигателей | 1 | 2 | 1 | |
| Электродвигатель главного привода, кВт (об/мин) | 3 (1500) | 7,5 (1450) | 13 | 11 |
| Габариты и масса пресса | ||||
| Габариты пресса (длина ширина высота), мм | 1450 х 810 х 2285 | 1600 х 935 х 2730 | 1600 х 1845 х 2348 | 1060 х 1800 х 2900 |
| Масса станка, кг | 1260 | 1587 | 3000 | 3390 |
- Пресс гидравлический одностоечный П-6324. Руководство по эксплуатации П-6324 РЭ, Тамбов
- Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я. М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
 Руководство по эксплуатации П-6324 РЭ, Тамбов
Руководство по эксплуатации П-6324 РЭ, Тамбов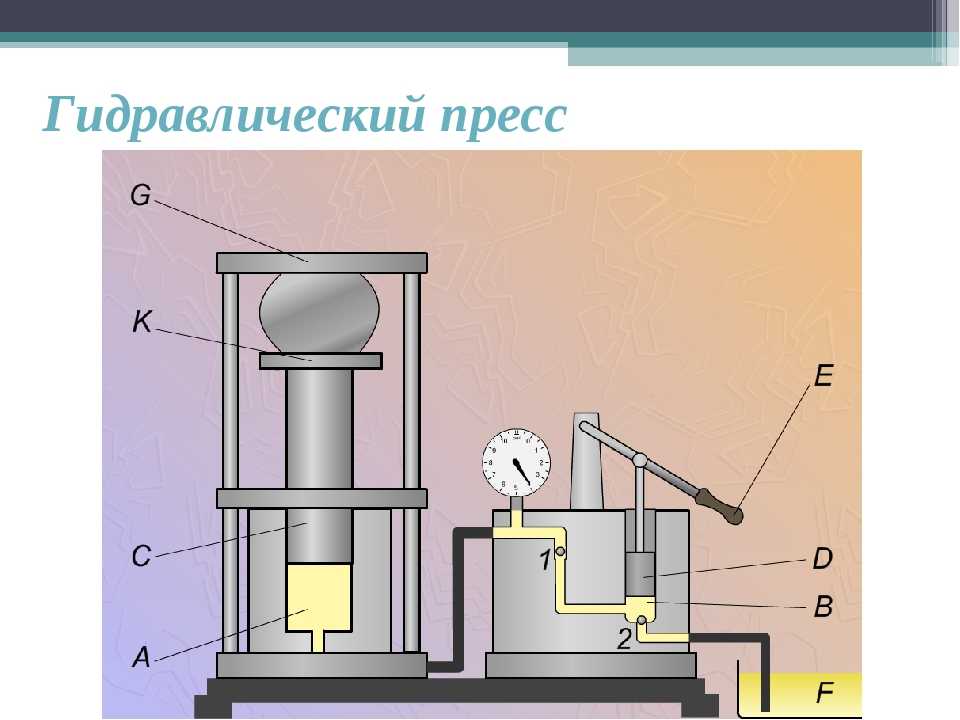 М. Технология кузнечно-штамповочного производства, 1966
М. Технология кузнечно-штамповочного производства, 1966Связанные ссылки. Дополнительная информация
Пресс 250-600 характеристики, неисправности, ремонт и модернизация | Мир гидравлики
Пресс 250-600 (1Э, 2Э, 4Э)
Гидравлический вулканизационный пресс 250-600 относится к оборудованию для производства РТИ. Предназначен для формования и вулканизации резинотехнических и асбестотехнических изделий.
Пресс 250-600 является прессом рамного типа, комплектация гидропривода установлена в доступных для обслуживания и настройки местах с правой и с левой стороны гидравлического цилиндра. Пресс комплектуется нагревательными плитами 600×600 мм индукционного или спирального типа, отличительной особенностью данного типа пресса является наличие в конструкции дифференциального гидравлического цилиндра в конструкцию которого входит силовой и вспомогательного цилиндры, данное конструктивное решение позволило существенно увеличить быстроходность данного цилиндра в рабочих режимах.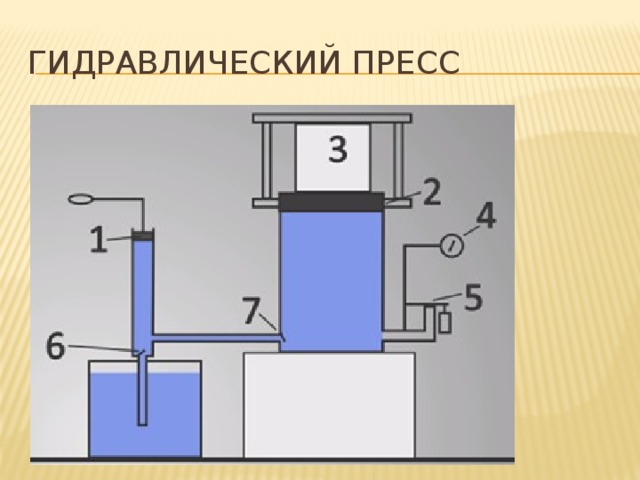
Характеристики пресса 250-600 (1Э, 2Э, 4Э)
Характеристики пресса | 250-600 1Э | 250-600 2Э | 250-600 4Э |
Номинальное усилие, тонны. | Не более 250 | ||
Номинальное рабочее давление гидропривода, МПа | Не более 32 | ||
Габаритные размеры нагревательных плит, мм | 600×600 | ||
Количество этажей пресса | 1 | 2 | 4 |
Источник нагрева плит пресса | Электрический | ||
Высота окон для прессформ, мм. | 125 | ||
Число нагревательных плит в прессе | 5 | ||
Температура нагрева плит, оС | До 250 | ||
Время в режиме вулканизации, минуты | 2-60 | ||
Время смыкания плит, секунды | 12 | ||
Время размыкания плит, секунды | 5-10 | ||
Время нагрева плит до 200 оС, минуты | 60 | ||
Гидроцилиндр ход плунжера максимальный, мм | 500 | ||
Диаметр плунжера, мм | 320 | ||
Вместимость гидробака, литры | 90 | ||
Масло гидравлической системы | ИГП-30 | ||
Замена гидравлического масла в прессе, периодичность, месяцы | 12 | ||
Установленное безотказное время работы пресса, часы не менее | 2000 | ||
Установленная наработка на отказ, часы не менее | 3000 | ||
Средний ресурс капитального ремонта, часы не менее | 60000 | ||
Основными элементами пресса 250-600 являются
- Рама сварного типа
- насос зидропривода
- Гидравлический цилиндр (схема 1)
- Клапан наполнения пресса 250-600 (схема 2)
- Блок клапанов (схема 3)
Схема 1.
|
Схема 2. (фото)
Схема 3. (фото)
Помимо всех плюсов в эксплуатации, скорость движения гидравлического цилиндра, компактность и т.д. Эксплуатирующие организации сталкиваются с необходимостью периодических ремонтов.
Неисправности пресса
Пресс 250-600 не набирает давление или неисправности пресса 250-600-2 (4)э
В данной статье рассмотрены часто встречающиеся неисправности пресса 250-600-4э, с которыми к инженерам нашей компании обращаются представители организаций занимающиеся производством РТИ, имеющие в своих производственных мощностях пресса производства Тамбовполимермаш 250-600-4Э (2Э) (усилием 250 тонн).
Ввиду того что в данной статье затронуто описание работы гидравлического оборудования разных модификаций пресса 250-600-4Э (2Э) в приложение к описанию вам предоставлены:
Чертеж цилиндра пресса 250-600-4э
Гидравлическая схема пресса 250-600-4Э ( с насосом 50НС6,3 Ухл4)
Гидравлическая схема пресса 250-600-4Э ( с насосом Н401У Ухл4)
Различия в модификациях прессов гидравлических 250-600-4э (2Э)
По типу применяемого гидравлического насоса существует две модификации
- С гидравлическим насосом 50НС6,3 Ухл4 и электродвигателем 4 КВт.
- С гидравлическим насосом Н401У Ухл4 и электродвигателем 7,5 КВт.

Разница между данными модификациями состоят в типах применяемых гидравлических насосов и принципе работы в соответствии с гидравлическими схемами.
Комплектация пресса 250-600-4Э
Конструктивно данные модификации прессов приблизительно одинаковые по комплектации и принципу работы, состоят из гидравлического насоса, предохранительного клапана гидравлической системы модификации с насосом Н401У применяется предохранительный клапан МКП 10 32 1 11 трубного монтажа, производства республики Армения, данный гидравлический клапан имеет ряд аналогов в следствии чего с заменой по причине выхода из строя сложностей не возникает , в модификации с насосом 50НС6,3 применяется предохранительный клапан модульного монтажа КПМ 6/3 В4, данный гидравлический клапан имеет ряд аналогов в следствии чего с заменой по причине выхода из строя сложностей не возникает, примером аналогов является клапан МКПВ 6/3м В3 производства Белоруссии, так-же существует ряд зарубежных аналогов данного клапана. Клапан разности давления используемый в данных прессах применяется для регулирования давления подвода к перезарядчикам и настройки давления открывания клапанов наполнения КНС и клапана КУ(рис.2) или КО (рис.3).
Клапан разности давления используемый в данных прессах применяется для регулирования давления подвода к перезарядчикам и настройки давления открывания клапанов наполнения КНС и клапана КУ(рис.2) или КО (рис.3).
В гидравлической систему пресса используется гидравлический распределитель Ду=10- 574 схемы, в основном это гидрораспределитель ВЕ10 574А Г24 (или В110) вольт на гидравлических схемах (рис.2 и 3) видно последовательность его работы, управляющий сигнал поступающий на управление катушкой соленоида переключает распределитель из нулевого положения и объединяет подвод с основного потока к полости клапана КУ(рис.2) или КО (рис.3) которая под действием давления выдаваемого насосом открывается позволяя проходить рабочей жидкости к полости цилиндра быстрого хода и далее по схеме работы блока клапанов. При разгрузке пресса данный гидрораспределитель находясь в нейтральном состоянии пропускает рабочую жидкость для открывания клапана наполнения КНС и клапана КУ(рис.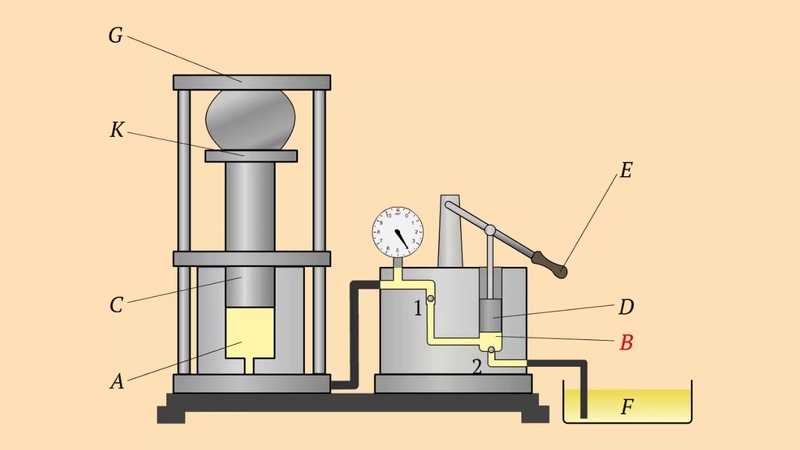 2) или КО (рис.3).
2) или КО (рис.3).
Главными элементами гидравлической системы пресса 250-600-4Э являются блок клапанов и клапан наполнения слива, и именно с ними связаны большинство неисправностей приводящих к отказу системы в следствии выработки седел, направляющих, сопрягаемых поверхностей. Существует несколько модификаций данных элементов различных по монтажу и сторонами подключения к гидравлической системе, в целом же конструктив всех типов реализует аналогичный функционал и для реализации гидравлической схемы может применяться любой вид данных клапанов вне зависимости от типа используемого гидравлического насоса.
Описание работы (после нажатия на кнопку пуск)
При нажатии кнопки пуск управления прессом поступает электрический сигнал на включение электродвигателя и соленоида гидравлического распределителя, при этом если гидравлика работает правильно, гидроцилиндр пресса начинает движение вверх. Скорость движения гидравлического цилиндра пресса 250-600 вверх до смыкания плит с установленными прессформами осуществляется за счет цилиндра быстрого хода, являющегося центральной частью главного цилиндра, в реализации данного функционала участвуют блок клапанов и клапан наполнения- слива, цилиндр быстрого хода подымает гидравлический цилиндр, во время этого движения происходит разряжение давления в раскрывающейся полости главного цилиндра, по мере его увеличения происходит открытие клапана наполнения который объединяет полость гидравлического цилиндра и ёмкость гидравлического бака расположенного выше для наполнения цилиндра, в момент остановки ускоренного движения вверх и смыкания прессформ подводной поток из гидравлического бака отсекается в следствии выравнивания давления происходит опускание запорного клапана в седло расположенное в корпусе клапана наполнения КНС, далее рабочая жидкость давлением свыше настройки пружины клапана КД 1 (рис.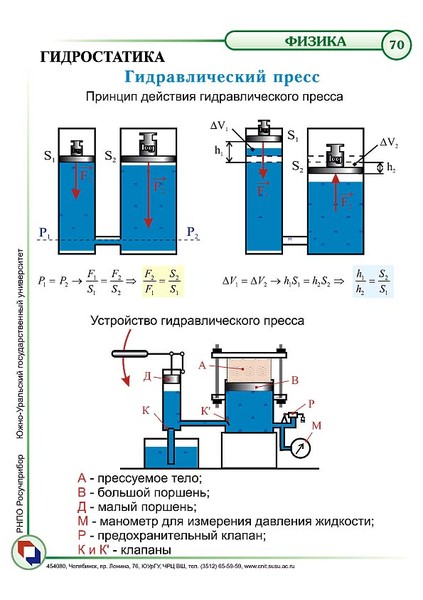 2) или КД (рис.3) начинает воздействовать высоким давлением на площади основного цилиндра и цилиндра быстрого хода, по параметрам установленным на манометре ЭКМ подаётся сигнал на отключение электродвигателя и питания управления соленоидом гидравлического распределителя. Происходит выдержка под давлением по параметрам установленным на реле времени (режим вулканизации), по завершению времени вулканизации реле подаёт сигнал на включение электродвигателя (разгрузка пресса) рабочая жидкость через распределитель воздействует на элементы открытия клапанов, происходит опускание главного цилиндра за счет собственного веса (возврат в исходное состояние).
2) или КД (рис.3) начинает воздействовать высоким давлением на площади основного цилиндра и цилиндра быстрого хода, по параметрам установленным на манометре ЭКМ подаётся сигнал на отключение электродвигателя и питания управления соленоидом гидравлического распределителя. Происходит выдержка под давлением по параметрам установленным на реле времени (режим вулканизации), по завершению времени вулканизации реле подаёт сигнал на включение электродвигателя (разгрузка пресса) рабочая жидкость через распределитель воздействует на элементы открытия клапанов, происходит опускание главного цилиндра за счет собственного веса (возврат в исходное состояние).
Часто встречающиеся неисправности
Ускоренное движение вверх, если по какой то причине ускоренного движения не происходит, т.е. пресс 250-600 нет ускоренного хода.
Это может являться следствием потери производительности гидравлического насоса, повреждения или выработка на манжете цилиндра быстрого хода -позволяющим наполнять цилиндр быстрого хода и полость главного цилиндра одновременно, реже может являться следствием подклинивания главного цилиндра — при котором для движения главного цилиндра в верх требуется давление приближенное — равное или более настройки переключение клапана КД 1 (рис.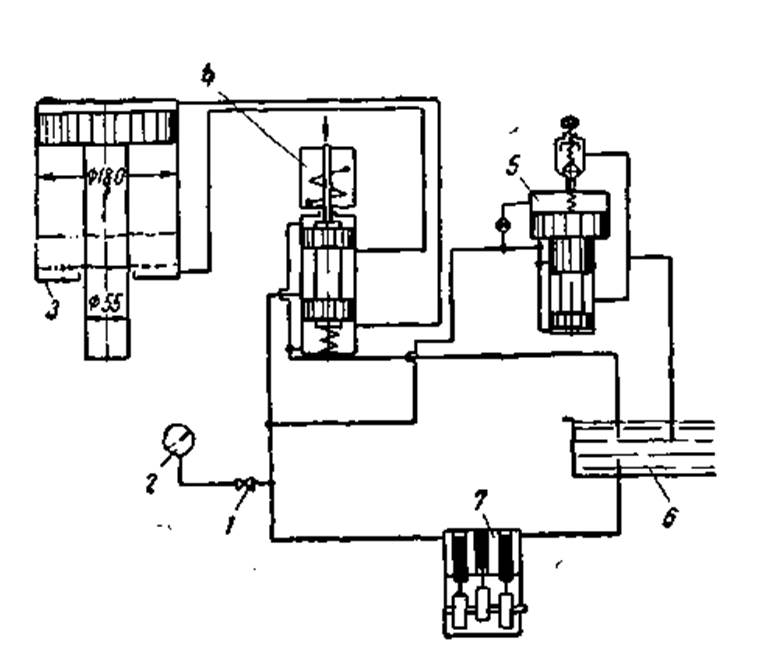 2) или КД (рис.3), ускоренный ход так-же не происходит при неправильной настройке данных клапанов — ниже усилия поднятия веса главного цилиндра, для модификации с насосом 50НС6,3 может быть неисправен клапан КО (рис.2) позволяющий пропускать поток в канал наполнения полости главного цилиндра в обход клапана КД1.
2) или КД (рис.3), ускоренный ход так-же не происходит при неправильной настройке данных клапанов — ниже усилия поднятия веса главного цилиндра, для модификации с насосом 50НС6,3 может быть неисправен клапан КО (рис.2) позволяющий пропускать поток в канал наполнения полости главного цилиндра в обход клапана КД1.
Набор рабочего давления пресс 250-600-4Э
Если по какой то причине набор рабочего давления пресса 250-600-4Э не происходит !!!
После смыкания плит пресса 250-600-4Э и набора давления переключения клапана давления на набор рабочего давления в главном цилиндре (определяется визуально по манометру высокого давления ЭКМ) Отсутствие высокого давления является следствием потери герметичности в клапане наполнения слива, через который гидравлическое масло вместо полости главного цилиндра уходит обратно в гидравлический бак, причинами выхода из строя данного клапана может быть зависание расположенного в корпусе штока клапана в следствии попадания загрязнения.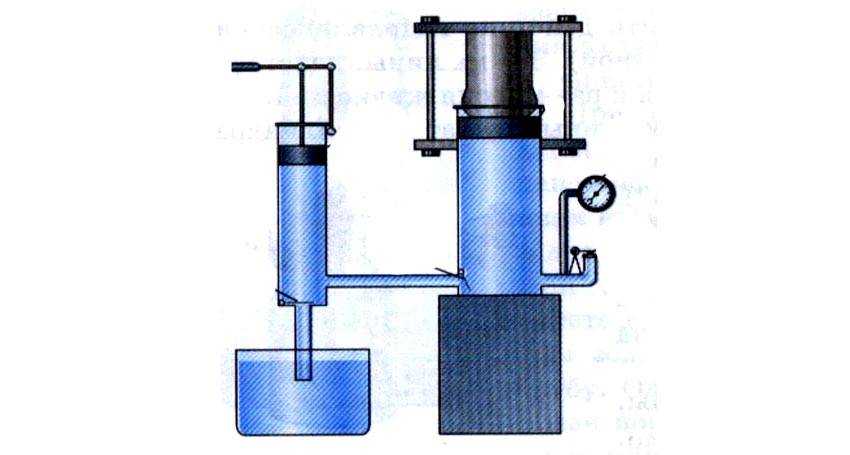 повреждения или выработки.
повреждения или выработки.
Рабочее давление набралось но… после выхода на режим вулканизации сбросилось.
Причинами сброса набранного рабочего давления является:
Потеря герметичности клапана КУ(рис.2) или КО (рис.3) который является гидравлическим замком встроенным в блок клапанов.
Отсутствие герметичности в седле запорного элемента клапана КНС.
Наличие повреждения манжеты главного гидравлического цилиндра, определяется визуально в следствии пропускания рабочей жидкости в области прижимного кольца на гидравлическом цилиндре.
Команда на разгрузку поступила но цилиндр не опускается
Данная неисправность возникает в гидравлических вулканизационных прессах 250-600 в следствии ряда возможных причин, неисправен клапан КД 2 (рис.2) или КГ (рис.3) или данный клапан настроен на давление менее необходимого для открытия запорных клапанов в клапанах КУ(рис. 2) или КО (рис.3), и КНС, давление настройки данного клапана 50бар.
2) или КО (рис.3), и КНС, давление настройки данного клапана 50бар.
Так-же данная неисправность может быть причиной повреждения резиновых манжет (уплотнения) в клапане КНС и КУ(рис.2) или КО (рис.3) установленных на поршне отвечающем за открывание клапана, в следствии чего рабочая жидкость вместо открывания данных клапанов перетекает через них в канал Т связанный с гидравлическим баком.
Причиной может являться неисправный гидравлический распределитель препятствующий прохождению потока в заданном направлении.
Наиболее часто встречающейся причиной является всё-же неисправность элемента отвечающего за раскрытие пресса находящегося в блоке клапанов, элемент КУ(рис.2) или КО (рис.3), определяется это визуально, если в момент раскрытия пресса давление на манометре ЭКМ сбросилось, а гидравлический цилиндр находится в верхнем положен (не опускается) это означает то что он заперт давлением оставшимся в цилиндре быстрого хода, за сброс с которого отвечает данный клапан вместе с гидравлическим распределителем посредствам которого рабочая жидкость возвращается в гидробак.
После нажатия на кнопку пуск пресса 250-600 включается электродвигатель но движения цилиндра вверх не происходит.
Возможной неисправностью является обрыв провода управления катушкой соленоида, выход из строя катушки соленоида, заклинивание золотника распределителя .
Пресс долго переключается на набор высокого давления, при этом слышен характерный шипящий звук.
Неправильная настройка клапана КД 1 (рис.2) или КД (рис.3), или выработка на штоке клапана и сопрягаемом отверстии.
Повреждение манжеты
Настройка скорости движения вверх цилиндра пресса 250-600-4Э (смывание плит)
Настройка скорости перемещения осуществляется клапаном КД 1 (рис.2) или КД (рис.3), давление настройки клапана должно быть больше давления необходимого для подъема веса главного гидравлического цилиндра, если давление настройки будем ниже необходимого то рабочая жидкость вместо цилиндра быстрого хода будет подаваться в полость цилиндра быстрого хода и полость главного цилиндра, следствием этого будет очень медленное движение цилиндра вверх, давление настройки раскрытия данного клапана 90-100 бар.
Наружные течи по гидравлическому цилиндру пресса 250-600
Наружные утечки по гидравлическому цилиндру возможны по нескольким причинам, главной из них является повреждение манжеты главного цилиндра, при появлении утечек масла замените манжету, прежде чем менять проведите визуальный осмотр, т.е. определите место течи- это важно !!! Если течь происходит по внутренней стороне манжеты сопрягаемой с движущейся частью цилиндра данную течь устранит замена манжеты, если течь по торцевому соединению прижимного кольца т.е. с боку корпуса цилиндра то при замене манжеты необходимо очистить от загрязнения наружную сторону посадочного места манжеты и произвести осмотр на наличие механических повреждений , при наличии из необходимо устранить.
После замены манжеты главного цилиндра течь не устраняется или возобновляется через короткое время эксплуатации
- Замените установленную манжету на качественную (смените поставщика или производителя манжет)
- При замене устанавливайте манжеты только проверенных производителей, так-же возможно установление манжеты данного размера из полиуретана (из практики служат более долгое время по отношению к резиновым)
- Если течь масла по штоку гидравлического цилиндра возобновилась через короткое время эксплуатации проведите следующие работы:
— Извлеките все прессформы из окон пресса, переведите рабочий режим пресса из режима автомат в ручной и начните смыкание пресса с нагревательными плитами практически до самого верха оставив при этом не сомкнутое пространство примерно 50-70 мм, отключите движение вверх, гидравлический цилиндр при этом остановится и опускаться не будет т. к. находится в запертом состоянии.
к. находится в запертом состоянии.
При помощи любого подручного инструмента попытайтесь подвигать шток из стороны в сторону за основную плиту верней части штока, замеряйте свободный ход в разные стороны по завершению опустите шток в исходное состояние.
Демонтируйте манжету и осмотрите её внутреннюю часть на наличие повреждений, особенно уделяя внимание стороне в которую был максимальный свободный ход, наличие повреждений свидетельствует о необходимости замены бронзовой втулки расположенной в полости главного цилиндра.
Из практики небольшой люфт в несколько мм, в верхней точке и отсутствие повреждений говорит о том что замены втулки не требуется, если манжета повреждена, то как правило это выглядит так что большинство ремонтных служб полагают что манжета исправна. Для справки- в основном повреждается не рабочая часть манжеты. При наличии повреждений замените манжету.
Существует ещё ряд возможных неисправностей которые являются совокупностью разных причин, определяются на основании диагностики работы пресса 250-600
Что характерно
По статистике обращений с заявками на ремонт гидравлического привода данного пресса, есть определенная закономерность, большинство прессов были введены в эксплуатацию более 20 лет назад, в следствии чего гидравлическая система имеет выработку по всем элементам, часто неисправности являются комплексными, большинство наших заказчиков уже многократно проводили самостоятельные ремонты, с устранением неисправности на короткий срок, притирка клапанов и т. д., хотелось бы обратить внимание на то что притираемые клапана изначально термически обработаны. Термическая обработка при изготовлении данных элементов носит не объемный, а поверхностный характер, притирая данные клапана вы удаляете верхний термически обработанный слой высвобождая в сопряжение посадочного места клапана сталь без термически обработанного слоя. Результат такого восстановления либо кратковременный либо отсутствует с самого начала, попытки изготовления отдельно штока клапана дорогостоящие и малоэффективные в следствии того что ответной рабочей частью клапана является корпус, который за многие годы эксплуатации приработался под геометрические размеры с элементами износа старого штока клапана.
д., хотелось бы обратить внимание на то что притираемые клапана изначально термически обработаны. Термическая обработка при изготовлении данных элементов носит не объемный, а поверхностный характер, притирая данные клапана вы удаляете верхний термически обработанный слой высвобождая в сопряжение посадочного места клапана сталь без термически обработанного слоя. Результат такого восстановления либо кратковременный либо отсутствует с самого начала, попытки изготовления отдельно штока клапана дорогостоящие и малоэффективные в следствии того что ответной рабочей частью клапана является корпус, который за многие годы эксплуатации приработался под геометрические размеры с элементами износа старого штока клапана.
Резюме: Если уж менять то клапан в сборе.
Так-же вам возможно будет полезна следующая информация, где инженер нашей компании описывает функционал пресса после проведенной модернизации пресса 250-600-4Э:
Описание функционала (нажать ссылку для просмотра) — https://youtu. be/89HemYkSp2k
be/89HemYkSp2k
Сталкиваясь в процессе работ с выходом из строя главных гидравлических блоков пресса 250-600-4Э аналогов которым не существует наша компания при проведении модернизаций использует данные блоки собственного производства, при выходе из строя гидравлических элементов пресса 250-600-4Э их можно приобрести в нашей компании.
Блоки клапанов (нажать ссылку для просмотра)
http://mirgidravliki.ru/shop/klapan-napolneniya-pressa-250-600-4/
http://mirgidravliki.ru/shop/blok-klapanov-pressa-250-600-4e/
Варианты модернизаций пресса 250-600 (нажать ссылку для просмотра)
http://mirgidravliki.ru/shop/category/gidravlika-pressa-250-600-4e/
Так-же в нашей компании вы можете приобрести иные комплектующие для ремонта пресса 250-600-4Э
- Клапан разности
- Насосы гидравлические ( Н401У, 50НС6,3, Бг12-42)
- Клапан предохранительный
- фильтр
- Манометры
- Гидрораспределитель для пресса 250-600
- Шкаф электроавтоматики на базе ПЛК с программой работы пресса, на выбор предоставляется 3 вида возможного управления (управлением с панели ПЛК, отдельное управление с лицевой части пресса, или отдельное управление с лицевой части пресса с панели тачскрин)
ЗИП
В нашей компании вы можете купить комплект уплотнений, манжета главного цилиндра 1-340×320-2а, манжета цилиндра быстрого хода 1-78×63-2а, манжета поршня клапана наполнения 1-60×50-2a , манжета поршня блока клапанов 1-40×30-2a, кольцо уплотнительное торца цилиндра быстрого хода 145-150-30-2-3, кольца уплотнительные для монтажа гидрораспределителя 013-016-19 и иные уплотнения гидравлического оборудования.
Если вы хотите провести модернизацию пресса 250-600-4Э силами нашей организации, по вопросам сотрудничества обращайтесь по контактным телефонам Инженерно проектного центра Мир Гидравлики+7 (4852) 33-82-08, +7 (910) 973-82-08или на e-mail:[email protected]
Пример проведенной модернизации.
Ссылки для просмотра видео (нажать ссылку для просмотра)
Перед модернизацией — https://youtu.be/h9qFbx3rO4A
После модернизации часть 1 — https://youtu.be/3sPx7gsh0uA
После модернизации часть 2 — https://youtu.be/XjjJLUB-62g
Описание функционала — https://youtu.be/89HemYkSp2k
Так же существует ещё похожая модификация пресса выпускавшаяся под названием пресс PHG 60-212, отличительной особенностью данного пресса является цельный гидравлический цилиндр и индивидуальная гидростанция, на базе комплектующих ORSTA, но об этом в другой раз.
Рис.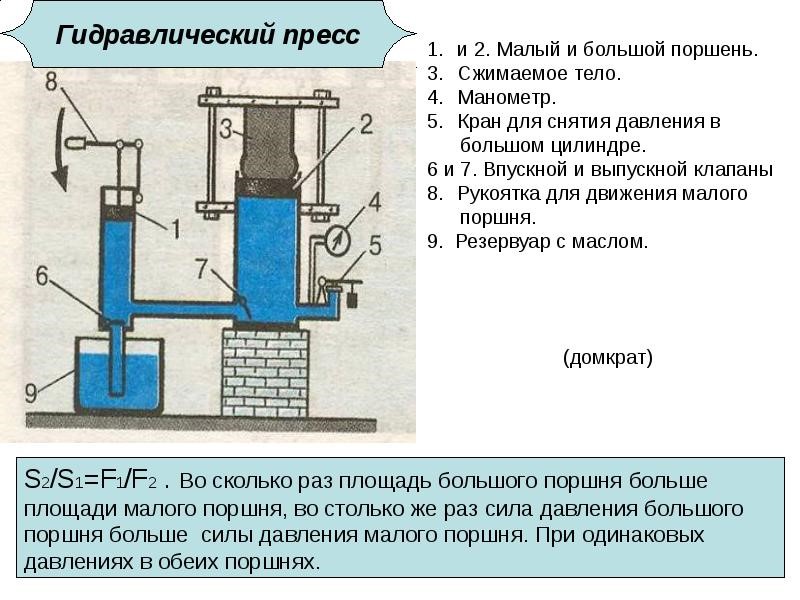 1 Гидравлический цилиндр пресса 250-600-4Э сборочный чертеж (для увеличения нажать на фото )
1 Гидравлический цилиндр пресса 250-600-4Э сборочный чертеж (для увеличения нажать на фото )
Рис.2 Схема гидравлическая пресса 250-600-4э с насосом 50НР6,3 (для увеличения нажать на фото )
Рис.3 Схема гидравлическая пресса 250-600-4э с насосом Н401У (для увеличения нажать на фото )
С уважением Инженерный центр «Мир Гидравлики»
Страница в разработке
Гидравлический пресс: основные компоненты, конструкция, работа и применение
от редакции
Содержание
Что означает гидравлический пресс?
Гидравлический пресс – это механический пресс, в котором используется гидравлический цилиндр для создания силы сжатия.
Гидравлические системы используют закон Паскаля, который гласит, что
Внешнее статическое давление, приложенное к замкнутой жидкости, распределяется или передается равномерно по всей жидкости во всех направлениях.

Проще говоря, мы можем сказать, что давление, прикладываемое к замкнутой жидкости, передается без изменения величины в каждую точку жидкости. Давление в любой точке жидкости одинаково во всех направлениях.
Закон Паскалей определяется формулой F=P*A
где
F= приложенная сила,
P= передаваемое давление
A= площадь поперечного сечения
В гидравлическом прессе действует тот же принцип. используется для подъема тяжестей с приложением гораздо меньшей силы.
Main components of Hydraulic Press System
The main component of the hydraulic press are
- Hose
- Hydraulic Motor
- Reservoir Tank
- Direction Control Valve
- Pressure relief valve
- Pressure gauge
- Limit switch
- Гидравлический цилиндр
- Прижимная плита.
Основные компоненты системы гидравлического пресса |
| Основные компоненты системы гидравлического пресса |
Шланг
Гидравлический шланг используется для подачи гидравлической жидкости к гидравлическим компонентам или между ними.
Гидравлический двигатель
Гидравлический двигатель используется для перекачки гидравлической жидкости в системе. Двигатель обычно оснащен насосом для перекачки.
Подробнее: Различные типы гидравлических насосов.
Резервуар
Гидравлическое масло хранится в резервуаре.
Клапан управления направлением
Клапан управления направлением (DCV) используется для управления направлением привода/цилиндра. Как правило, в гидравлическом прессе используется DCV с ручным управлением.
Подробнее: Клапаны управления направлением и их типы
Клапан сброса давления
Используется для регулирования давления в системе.
Концевой выключатель
Используется для контроля положения поршня цилиндра. Это предотвращает перемещение цилиндра после заданной точки.
Гидравлический цилиндр
Это механический привод, который используется для создания однонаправленной силы за счет однонаправленного хода.
Подробнее: Различные типы гидравлических цилиндров.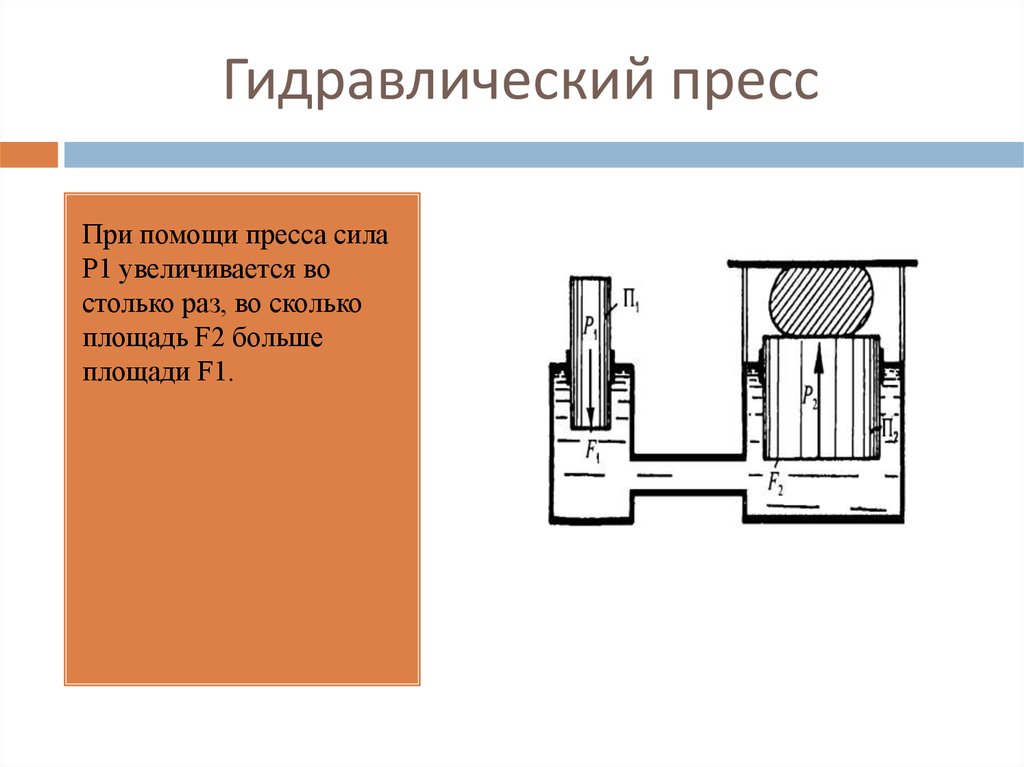
Принципиальная схема и моделирование гидравлического пресса
В части моделирования красные линии обозначают линии давления контура. Это означает, что если линия становится красной, через нее протекает гидравлическая жидкость, которая отвечает либо за ход вперед, либо за ход назад.
Мы использовали измерительную схему, которая регулирует скорость прямого хода цилиндра, изменяя регулировку расхода клапана управления потоком, который регулирует поток масла, идущего к головной части цилиндра.
Следует отметить, что управление потоком в данном контуре осуществляется только в прямом направлении. При обратном ходе обратный поток из цилиндра проходит через обратный клапан.
Подробнее: Цепь счетчика | Преимущества, недостатки и применение
Принцип работы гидравлического пресса
| Принцип работы гидравлического пресса |
Давление в гидравлическом прессе основано на силе статической жидкости, которая основана на законе силы тока Паскаля. передается одинаково во все стороны.
Гидравлический пресс состоит из двух разных цилиндров двух разных диаметров.
Один цилиндр меньшего диаметра содержит поршень, а другой цилиндр большего диаметра содержит поршень.
Эти два цилиндра соединены трубой/шлангом, который содержит гидравлическую жидкость, через которую передается давление.
При воздействии на поршень меньшей силы F в жидкости создается давление.
По закону Паскаля это давление передается одинаково во все стороны и действует на баран. Таким образом, Ram толкается вперед, и более тяжелые предметы можно легко поднимать.
Применение гидравлических прессов
- Обрабатывающая промышленность
Гидравлические прессы широко используются для складывания и формовки автомобильных деталей. Тормозные колодки, уплотнительные элементы, вкладыши, футеровки кузова грузовика, электрические разъемы и изоляторы, детали подачи топлива и т. д. являются частями автомобиля, изготовленными с использованием гидравлических прессов.
- Производство электрических деталей
Они широко используются для сборки корпусов и переключателей, используемых в коммутационных станциях. Термостаты также изготавливаются с помощью гидравлического пресса.
- Военное применение
Прессы используются на большинстве баз ВВС.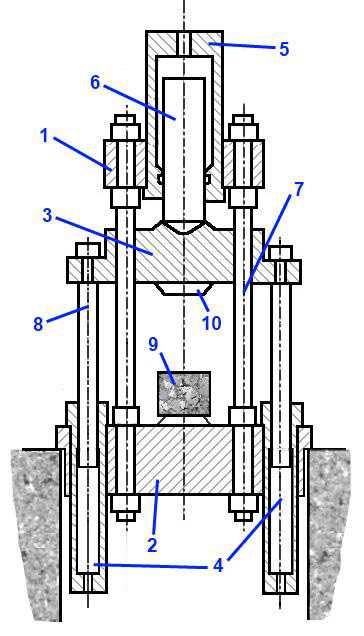 Они обычно используются для загрузки снарядов.
Они обычно используются для загрузки снарядов.
- Строительство самолетов
В аэрокосмической промышленности они используются для формовки металлов и процессов изготовления машин. Щетки стеклоочистителей, узлы зубчатых колес, панели корпуса самолета и крылья изготавливаются с использованием гидравлических прессов.
- Операции обработки металлов давлением
- Операции глубокой вытяжки
- Штамповка
- Штамповка
- Формовка
- Штамповка
- Ковка
Гидравлический машинный пресс: работа, типы, детали, схема,
Гидравлический пресс представляет собой машинный пресс, создающий сжимающее усилие за счет использования гидравлического цилиндра. Это устройство, которое используется для подъема тяжестей с приложением гораздо меньшей силы.
Гидравлический пресс изобрел Джозеф Брама в Англии. Он выполнил проект в 17 -й век (1795 год). Bramah, который также разработал материал для смыва унитаза, используемый в нашей повседневной жизни.
Прочтите: Все, что вам нужно знать о сверлильном станке
Работа гидравлического пресса основана на законе Паскаля. Этот закон гласит, что интенсивность давления в статической жидкости передается одинаково во всех направлениях.
Содержимое
- 1 Принцип работы
- 2 Применение гидравлического пресса
- 3 Детали
- 3.1 Подпишитесь на нашу рассылку новостей
- 4 Типы
- 5 Спецификация
- 6 Преимущества и недостатки гидравлического пресса
- 6.1 Преимущества:
- 6.2 Недостатки:
- 6 9.3ly Share!
Принцип работы
Принцип работы гидравлического пресса достаточно интересен и прост. Как упоминалось ранее, он использует закон Паскаля для своей работы. Два цилиндра разного диаметра. Первый цилиндр большего диаметра несет плунжер, другой маленький цилиндр несет плунжер.
Эти два цилиндра соединены трубой, в которой находится жидкость, по которой передается жидкость. Всякий раз, когда небольшое усилие прикладывается к поршню в направлении вниз, создается давление. Это давление создается жидкостью, находящейся в контакте с плунжером.
Всякий раз, когда небольшое усилие прикладывается к поршню в направлении вниз, создается давление. Это давление создается жидкостью, находящейся в контакте с плунжером.
Давление одинаково передается во всех направлениях, и пусть поршень играет свою роль в направлении вверх. В то время как более тяжелый вес, размещенный на поршне, движется вместе с ним.
Вы можете просмотреть видео ниже, чтобы получить полное представление о том, как работает гидравлический пресс:
Применение гидравлического пресса
Ниже приведены области применения гидравлического пресса:
Благодаря широкому применению этого пресса, он используется для преобразования любого металлического блока в лист. Станок используется для штамповки, ковки, обжимки, формовки, глубокой вытяжки, штамповки, обработки металлов давлением.
Некоторые другие области применения включают:
- Термопласты
- RTM (трансферное литье смолы)
- Композиты
- Литье из углеродного волокна
- GMT (перенос стеклянных матов) и
- SMC (листовые формованные композиты)
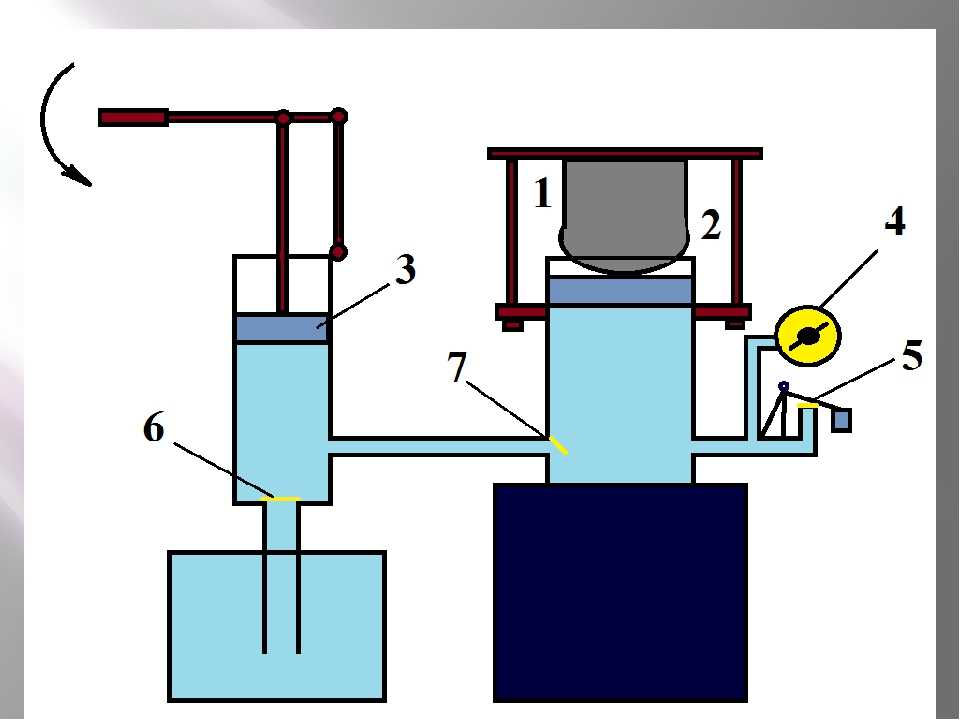
Детали
Защитная дверца: защитная дверца представляет собой корректирующие ворота, которые позволяют зафиксировать любую заготовку при повреждении.
Концевой выключатель : эта часть предотвращает перемещение предмета в механизме. Он механически управляется движением объекта.
Клапан ручного управления : помогает выполнять операцию вручную с помощью клапана.
Предохранительный клапан: предохранительный клапан используется для сброса или регулирования давления всякий раз, когда оно превышает предел клапана.
Манометр : эта часть используется для измерения давления.
Гидравлический цилиндр : представляет собой механический привод, который используется для создания однонаправленной силы за счет однонаправленного хода.
Масляный бак : это резервуар, который используется для хранения и подачи гидравлического масла.
Присоединяйтесь к нашей рассылке новостей
Проходная пластина: эта пластина высокой прочности используется для оказания давления на заготовку.
Жиклерное отделение : заготовка размещается в этой части так, чтобы ее можно было прижать. Его можно подогнать под любую форму и размер изделия.
Его можно подогнать под любую форму и размер изделия.
Типы
Гидравлические прессы делятся на пять различных типов, которые играют свою эффективную роль в зависимости от функции. К ним относятся:
Четырехколонный гидравлический пресс: этот тип отличается широкими возможностями, что делает его пригодным для большинства операций прессования, таких как гибка, штамповка и т. д.
Универсальный гидравлический пресс: штамповка, ковка и т. д. Без каких-либо внешних креплений.
Одностоечный гидравлический пресс: также известен как C-тип. Он имеет только один столбец и фрейм c-типа, как и было названо.
Горизонтальный гидравлический пресс: давление прикладывается горизонтально или параллельно оси машины. Заготовка остается между вертикальной пластиной.
Вертикальный гидравлический пресс: в отличие от одностоечного пресса, этот тип имеет две колонны и перекладину, соединенную с колоннами. Тем не менее, давление применяется вертикально.
Тем не менее, давление применяется вертикально.
Прочтите: Все, что вам нужно знать о строгальном станке
Спецификация
Гидравлический пресс может быть указан в соответствии со следующими параметрами:
- Вертикальное или нисходящее движение.
- Рамка, которую они несут.
- Максимальная нагрузка прессования.
- Возвратная емкость машины.
- Номер цилиндра внутри машины.
- Ход поршня.
- Типы цилиндров одинарного или двойного действия.
- Скорость ползуна в мм/сек.
- Электроэнергия, потребляемая машиной в кВт. Наконец,
- Метод работы (автоматический или полуавтоматический).
Преимущества и недостатки гидравлического пресса
Преимущества:
Ниже приведены преимущества гидравлического пресса:
- Он работает прохладно и тихо, потому что меньше движущихся частей.
- Создается высокое давление.
