Содержание
Сварочный аппарат Спутник: характеристики, схема управления
Мини – автоматы для сварки сегодня стали популярными как среди дачников, так и среди владельцев загородных домов, где сварочный полуавтомат Спутник занимает достойное и почётное место благодаря низкой цене и улучшенными техническими характеристиками управления агрегата. Производителем оборудования является Красноярский завод «Мегаватт», который также производит дополнительное промышленное оборудование и технику. Электрическая схема сварочного полуавтомата Спутник является уникальной и основное предназначение устройства, это проведение сварочных работ с тонколистовым материалом, а также для проведения кузовных работ при ремонте транспортной техники.
Сварочный полуавтомат Спутник
Основное устройство прибора
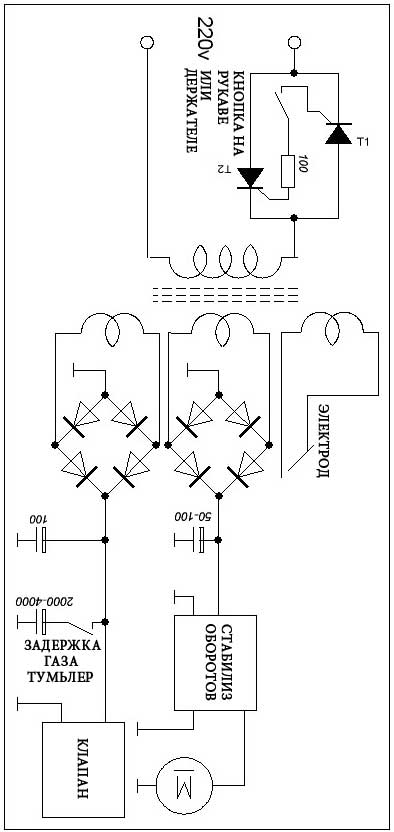
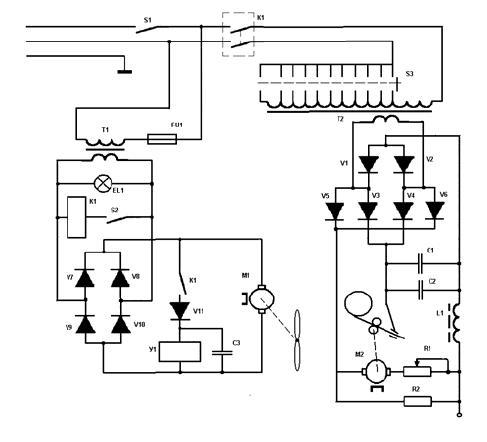
Рассматривая характеристики сварочного полуавтомата Спутник можно увидеть, что силовой контурный блок для питания, вырабатывая требуемый переменный ток для проведения производственных работ. Встроенный силовой выпрямитель производит преобразование переменной части встроенного тока в постоянный режим. Наличие встроенного дросселя эффективно компенсирует возникающие пульсации после проведения преобразования тока. При помощи блочного устройства управления можно включить или выключить прибор силового панели питания. Сварочный полуавтомат Спутник 200 имеет также универсальный встроенный пневмоклапан, который предназначен для подачи параметров защитного газа в зону проведения сварочных работ.
Наличие встроенного дросселя эффективно компенсирует возникающие пульсации после проведения преобразования тока. При помощи блочного устройства управления можно включить или выключить прибор силового панели питания. Сварочный полуавтомат Спутник 200 имеет также универсальный встроенный пневмоклапан, который предназначен для подачи параметров защитного газа в зону проведения сварочных работ.
При помощи рукава управления производится оперативное включение требуемого схемы управления, тем самым вы можете приступать к процессу сварки. На видимой части пульта управления системы расположены все доступные режимы управления за устройством, за исключением ведущей кнопки предназначенной для включения схемы управления. Кнопка расположена на ручке управления шланга.
Сварочный аппарат Спутник 175
Панель управления имеет следующие опциональные режимы:
- Режим регулировки для осуществления подачи электродной проволоки.
- Опция регулировки требуемой силы сварочного тока.

- Регулировка для работы аппарата по требуемому напряжению.
- Тумблер для выключения в общую сеть управления.
- Лампочка, сигнализирующая о включении устройства в сеть.
- Разъем специального назначения для включения шланга в сеть.
- Вывод, предназначенный для соединения провода или кабеля обратного тока (масса).
Принципиальные характеристики работы полуавтомата Спутник
Настоящее руководство по эксплуатации сварочного полуавтомата Спутник 200 указывает на следующие принципиальные характеристики работы устройства. При помощи встроенного рукава управления подаём в зону проведения сварочных работ защитный газ и электрод. По поверхности шва производится принудительное перемещение горелки со стороны оператора установки. Учитывая толщину поверхности свариваемого металла, сварщик самостоятельно регулирует силу тока на аппарате, а также принципиальную подачу электрода в место соединения или резки металла.
«Обратите внимание,
что расстояние от защитной трубки устройства горелки и до поверхности металла должно составлять не менее 7-14 мм.
 »
»Некоторые технические характеристики сварочный полуавтомат Спутник имеют ограничения. Обязательно потребуется соблюдать общий период работы и паузы по данным ПВ в технической таблице производителя инертного устройства. Если не соблюдать установленный режим паузы, аппарат может выйти из строя, и первым признаком неисправности станет неработающий дроссель. Придерживайтесь паузы в работе примерно 5 минут, при этом учитывайте следующие данные:
- До 70 А – 100% ПВ
- До 100 А – 80% ПВ
- До 140 А – 60% ПВ
Пример ПВ = 60%, этот показатель равен около 3 – х минут для всего периода сварки, далее делаем паузу на 2 минуты. Во время технологической остановки-паузы происходит постепенное охлаждение приборного устройства через вентиляционные отверстия на корпусе.
Для рабочей процедуры сварки рекомендуется применять омеднённую проволоку, которая имеет диаметр от 0,6 до 1,0 мм. При покупке оборудования, по умолчанию устанавливается проволока толщиной 0,8 мм. Строго запрещено использовать ржавую и гнутую проволоку. Также запрещено перемещать за шланг управления основной корпус сварочного полуавтомата.
Строго запрещено использовать ржавую и гнутую проволоку. Также запрещено перемещать за шланг управления основной корпус сварочного полуавтомата.
Технические характеристики полуавтомата
Производитель предполагает разработку принципиальной схемы управления для сварочного полуавтомата Спутник М 140 ампер 220W, где присутствуют следующие рабочие данные:
Параметр | Значение |
| Рабочее напряжение сети | 380 В |
| Максимальный ток для сварки | 175 А |
Номинальное рабочее напряжение полуавтомата, В | 32 В |
| Режим работы для паузы ПВ | 60% |
| Частота для сети | 50 Гц |
| Допустимый диаметр для проволоки | 0,6- 1,2 мм |
| Скорость вылета электродной проволоки | 0-11 м\мин |
| Мощность потребления | Не более 3,5 кВт |
| Масса устройства | 85 кг |
| Габаритные данные, в мм | 1000х815х355 |
| Вариант регулировки для сварочного тока | ступенчатый |
Особенности управления устройства
Прибор для сварочных работ имеет удобную схему управления, предназначенное для проведение как резки, так и сварки любой толщины металла.
- Встроенный трансформатор, с силой тока 150А.
- Механическое устройство для подачи проволоки.
- Гибкий шланг для полдачи газовой среды.
- Бобина с намотанной проволокой.
- Панель управления аппаратом.
«Важно!
При работе со сварочным устройством предельное внимание необходимо конструкции полдачи проволоки в зону горения.»
Обязательно соблюдайте дистанцию для образования качественного сварного шва. На приборной панели имеется регулятор, который позволяет настроить рабочую скорость подачи электродной проволоки в зону горения. При выборе скорости, учитывайте что в зависимости от толщины металла, вы можете настроить скорость подачи от 0 до 11 см\минуту.
Техническое обслуживание устройства
При работе с устройством есть незначительные недостатки, так неправильная регулировка сварочного ока приводит к тому, основной компонент регулировки теряет свою значимость. Чтобы избежать этого, рекомендуется использовать только тот диаметр проволоки, который предназначен для конкретной толщины металла, в противном случае придётся постоянно менять и ремонтировать опциональный режим регулировки аппарата.
Кроме этого необходимо проводить хотя бы 1 раз в год, а лучше один раз в полгода техническое облуживание агрегата в специальном сервисном центре. Оператор установки должен самостоятельно следить не реже 1 раза в 2 недели за исправностью основных узлов сварочного устройства. Так, рекомендуется осуществлять обдувку аппарата под несильным давлением воздуха, иначе сильная подача воздуха может привести к полному разрушению электронной части схемы управления полуавтомата.
При работе со сварочным аппаратом соблюдайте основные правила техники эксплуатации, а также требуемые параметры по пожарной безопасности. Перед началом работы проверяйте изоляции кабелей и проводов сварочного полуавтомата. Оператор должен использовать специальные защитные средства при работе с полуавтоматом для проведения работ по сварке и резке металла.
Сварочный аппарат спутник
Главная » Статьи » Сварочный аппарат спутник
Сварочный аппарат Спутник
Мини — автоматы для сварки сегодня стали популярными как среди дачников, так и среди владельцев загородных домов, где сварочный полуавтомат Спутник занимает достойное и почётное место благодаря низкой цене и улучшенными техническими характеристиками управления агрегата.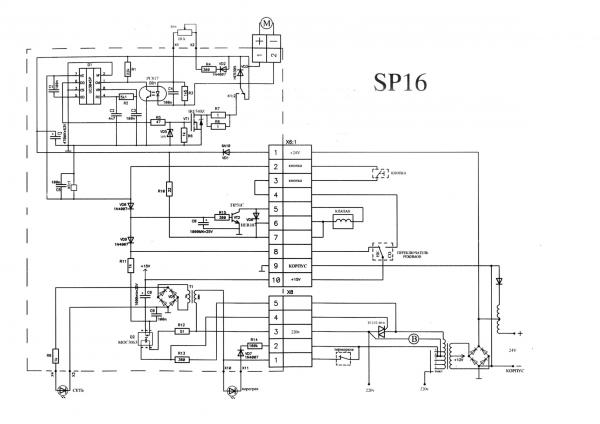 Производителем оборудования является Красноярский завод «Мегаватт», который также производит дополнительное промышленное оборудование и технику. Электрическая схема сварочного полуавтомата Спутник является уникальной и основное предназначение устройства, это проведение сварочных работ с тонколистовым материалом, а также для проведения кузовных работ при ремонте транспортной техники.
Производителем оборудования является Красноярский завод «Мегаватт», который также производит дополнительное промышленное оборудование и технику. Электрическая схема сварочного полуавтомата Спутник является уникальной и основное предназначение устройства, это проведение сварочных работ с тонколистовым материалом, а также для проведения кузовных работ при ремонте транспортной техники.
Сварочный полуавтомат Спутник
Основное устройство прибора
Рассматривая характеристики сварочного полуавтомата Спутник можно увидеть, что силовой контурный блок для питания, вырабатывая требуемый переменный ток для проведения производственных работ. Встроенный силовой выпрямитель производит преобразование переменной части встроенного тока в постоянный режим. Наличие встроенного дросселя эффективно компенсирует возникающие пульсации после проведения преобразования тока. При помощи блочного устройства управления можно включить или выключить прибор силового панели питания. Сварочный полуавтомат Спутник 200 имеет также универсальный встроенный пневмоклапан, который предназначен для подачи параметров защитного газа в зону проведения сварочных работ.
При помощи рукава управления производится оперативное включение требуемого схемы управления, тем самым вы можете приступать к процессу сварки. На видимой части пульта управления системы расположены все доступные режимы управления за устройством, за исключением ведущей кнопки предназначенной для включения схемы управления. Кнопка расположена на ручке управления шланга.
Сварочный аппарат Спутник 175
Панель управления имеет следующие опциональные режимы:
- Режим регулировки для осуществления подачи электродной проволоки.
- Опция регулировки требуемой силы сварочного тока.
- Регулировка для работы аппарата по требуемому напряжению.
- Тумблер для выключения в общую сеть управления.
- Лампочка, сигнализирующая о включении устройства в сеть.
- Разъем специального назначения для включения шланга в сеть.
- Вывод, предназначенный для соединения провода или кабеля обратного тока (масса).
Принципиальные характеристики работы полуавтомата Спутник
Настоящее руководство по эксплуатации сварочного полуавтомата Спутник 200 указывает на следующие принципиальные характеристики работы устройства. При помощи встроенного рукава управления подаём в зону проведения сварочных работ защитный газ и электрод. По поверхности шва производится принудительное перемещение горелки со стороны оператора установки. Учитывая толщину поверхности свариваемого металла, сварщик самостоятельно регулирует силу тока на аппарате, а также принципиальную подачу электрода в место соединения или резки металла.
При помощи встроенного рукава управления подаём в зону проведения сварочных работ защитный газ и электрод. По поверхности шва производится принудительное перемещение горелки со стороны оператора установки. Учитывая толщину поверхности свариваемого металла, сварщик самостоятельно регулирует силу тока на аппарате, а также принципиальную подачу электрода в место соединения или резки металла.
«Обратите внимание,
что расстояние от защитной трубки устройства горелки и до поверхности металла должно составлять не менее 7-14 мм.»
Некоторые технические характеристики сварочный полуавтомат Спутник имеют ограничения. Обязательно потребуется соблюдать общий период работы и паузы по данным ПВ в технической таблице производителя инертного устройства. Если не соблюдать установленный режим паузы, аппарат может выйти из строя, и первым признаком неисправности станет неработающий дроссель. Придерживайтесь паузы в работе примерно 5 минут, при этом учитывайте следующие данные:
- До 70 А – 100% ПВ
- До 100 А – 80% ПВ
- До 140 А – 60% ПВ
Пример ПВ = 60%, этот показатель равен около 3 – х минут для всего периода сварки, далее делаем паузу на 2 минуты. Во время технологической остановки-паузы происходит постепенное охлаждение приборного устройства через вентиляционные отверстия на корпусе.
Во время технологической остановки-паузы происходит постепенное охлаждение приборного устройства через вентиляционные отверстия на корпусе.
Для рабочей процедуры сварки рекомендуется применять омеднённую проволоку, которая имеет диаметр от 0,6 до 1,0 мм. При покупке оборудования, по умолчанию устанавливается проволока толщиной 0,8 мм. Строго запрещено использовать ржавую и гнутую проволоку. Также запрещено перемещать за шланг управления основной корпус сварочного полуавтомата.
Технические характеристики полуавтомата
Производитель предполагает разработку принципиальной схемы управления для сварочного полуавтомата Спутник М 140 ампер 220W, где присутствуют следующие рабочие данные:
Параметр | Значение |
| Рабочее напряжение сети | 380 В |
| Максимальный ток для сварки | 175 А |
Номинальное рабочее напряжение полуавтомата, В | 32 В |
| Режим работы для паузы ПВ | 60% |
| Частота для сети | 50 Гц |
| Допустимый диаметр для проволоки | 0,6- 1,2 мм |
| Скорость вылета электродной проволоки | 0-11 м\мин |
| Мощность потребления | Не более 3,5 кВт |
| Масса устройства | 85 кг |
| Габаритные данные, в мм | 1000х815х355 |
| Вариант регулировки для сварочного тока | ступенчатый |
Особенности управления устройства
Прибор для сварочных работ имеет удобную схему управления, предназначенное для проведение как резки, так и сварки любой толщины металла.
- Встроенный трансформатор, с силой тока 150А.
- Механическое устройство для подачи проволоки.
- Гибкий шланг для полдачи газовой среды.
- Бобина с намотанной проволокой.
- Панель управления аппаратом.
«Важно!
При работе со сварочным устройством предельное внимание необходимо конструкции полдачи проволоки в зону горения.»
Обязательно соблюдайте дистанцию для образования качественного сварного шва. На приборной панели имеется регулятор, который позволяет настроить рабочую скорость подачи электродной проволоки в зону горения. При выборе скорости, учитывайте что в зависимости от толщины металла, вы можете настроить скорость подачи от 0 до 11 см\минуту.
Техническое обслуживание устройства
При работе с устройством есть незначительные недостатки, так неправильная регулировка сварочного ока приводит к тому, основной компонент регулировки теряет свою значимость. Чтобы избежать этого, рекомендуется использовать только тот диаметр проволоки, который предназначен для конкретной толщины металла, в противном случае придётся постоянно менять и ремонтировать опциональный режим регулировки аппарата.
Кроме этого необходимо проводить хотя бы 1 раз в год, а лучше один раз в полгода техническое облуживание агрегата в специальном сервисном центре. Оператор установки должен самостоятельно следить не реже 1 раза в 2 недели за исправностью основных узлов сварочного устройства. Так, рекомендуется осуществлять обдувку аппарата под несильным давлением воздуха, иначе сильная подача воздуха может привести к полному разрушению электронной части схемы управления полуавтомата.
При работе со сварочным аппаратом соблюдайте основные правила техники эксплуатации, а также требуемые параметры по пожарной безопасности. Перед началом работы проверяйте изоляции кабелей и проводов сварочного полуавтомата. Оператор должен использовать специальные защитные средства при работе с полуавтоматом для проведения работ по сварке и резке металла.
svarkaipayka.ru
Сварочные полуавтоматы «Спутник»
Российское предприятие Спутник организовано в 1987 году и с этого времени занимается производство сварочного оборудования. Его продукцию отличает невысокая стоимость, высокое качество и большой модельный ряд и наличие на складе завода – производителя.
Его продукцию отличает невысокая стоимость, высокое качество и большой модельный ряд и наличие на складе завода – производителя.
Сварочный полуавтомат Спутник – это один из наиболее популярных сварочных полуавтоматов, выпущенных одноименной фирмой.
Отличительные свойства сварочного аппарата Спутник:
- Простота в работе и обслуживании.
- Используется для соединения тонких листов стали из углеродистых соединений.
- Сваривание происходит посредством электрода, в качестве сварного материала рекомендуют использовать омедненную проволоку до 1 мм.
- Производимая сила тока может регулироваться вручную оператором, тем самым подбирается оптимальная скорость работы и зависит от толщины стали.
Сварочный полуавтомат Спутник выпускается в нескольких модификациях:
- Спутник 200, весом 82 кг и Спутник 350, весом 120 кг, работающие на 380В.
- Модели Спутник 2Г – 68 кг и Спутник М, 29 кг, работаю от обычной сети электропитания – 220Вт.
При длительной работе на Спутнике следует соблюдать некоторые перерывы в работе – до 5 минут, иначе возможен перегрев дроссельной заслонки, силового выпрямителя или выход из строя трансформатора.
Аппараты в основном используется в области ремонта автомобилей.
steelguide.ru
Сварочный аппарат Дачник
Для владельцев дачных участков, загородных домов, которые занимаются ремонтом или строительством, оптимальным вариантом оборудования для проведения работ по резке и пайке металлов станет сварочный аппарат Дачник. Прибор предназначен для проведения ручной дуговой сварки при помощи штучных электродов за счёт работы агрегата на постоянном токе. Агрегат разработан с учетом новейших технологий, где полностью реализованы инновации вида IGBT, которые позволяют снизить вес прибора, улучшить его основные технические и механические характеристики. Основной особенностью аппарата является его сравнительно малый вес и эффективные принципы управления.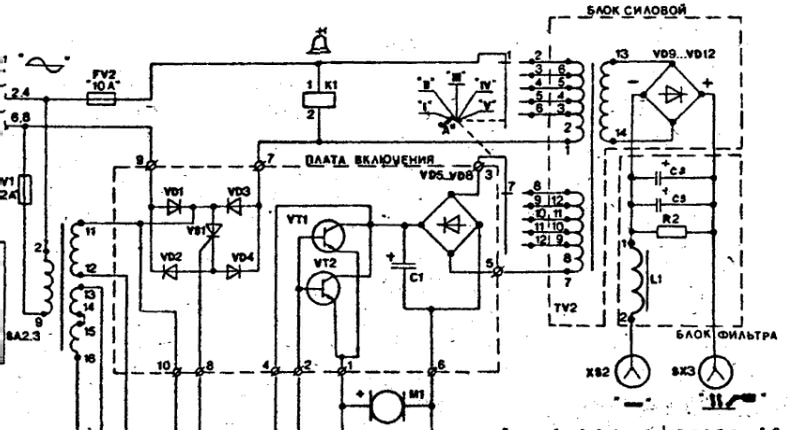
Сварочный аппарат Дачник 200
Достоинство сварочного инвертора Дачник
Производитель разработал уникальное сварочное оборудование, которые обеспечивает высокое качество сварного шва, и сварочный инвертор Foxweld имеет способность минимально разбрызгивать металл, за счёт встроенных инновационных опций управления оборудования. Агрегат оснащен интересными и доступными опциями, позволяющие эффективно получать сварной шов, не прибегая к сложным механизмам управления. В качестве примера, можно привести такие дополнительные опции сварочного инвертора Hot Start, Arc-Force и Anti-Sticking.
Изучая характеристики сварочного аппарата Дачник 200 можно заметить, что устройство имеет простую и интуитивно понятную панель управления, а также уникальную возможность работать на пониженном напряжении. Панель управления оснащена 2-мя светодиодными лампами, которые указывают на:
- Аппарат работает в режиме — «включено\выключено».
- Режим срабатывания термозащиты.
Интерфейс управления аппарата достаточно простой, не требует привлечения специалистов, достаточно изучить инструкцию по применению и строго соблюдать правила безопасности эксплуатации оборудования.
Технические характеристики Дачника
В настоящее время производитель предлагает 4 модели агрегата, которые имеют уникальные технические характеристики, в том числе:
- Дачник 160.
- Дачник 180.
- Дачник 200.
- Дачник 220.
В таблице приведены основные технические характеристики по каждой модели, которые установлены производителем.
Сварочный аппарат Дачник 160
Характеристика/модель | Дачник 160 | Дачник 180 | Дачник 200 | Дачник 220 |
| Напряжение В\Гц | 220/50 | 220/50 | 220/50 | 220/50 |
| Минимальное напряжение сети, В | 140 | 140 | 140 | 140 |
| Напряжение холостого хода, В | 80 | 80 | 80 | 80 |
| Диапазон для сварочного тока | 20-160 | 20-180 | 20-200 | 20-220 |
| Режим включения ПВ, % | 60 | 60 | 60 | 60 |
| Класс защиты | H/IP21S | H/IP21S | H/IP21S | H/IP21S |
| Размеры по габариту | 280*110*190 | 280*110*190 | 280*110*190 | 280*110*190 |
| Масса, кг | 3,5 | 3,5 | 3,5 | 3,5 |
Главное отличие каждой модели, это принципиальные данные по сварочному току
Подключение аппарата
Для того, чтобы приступить к работе, необходимо детально осмотреть прибор — сварочный аппарат Дачник 160 или другую модель.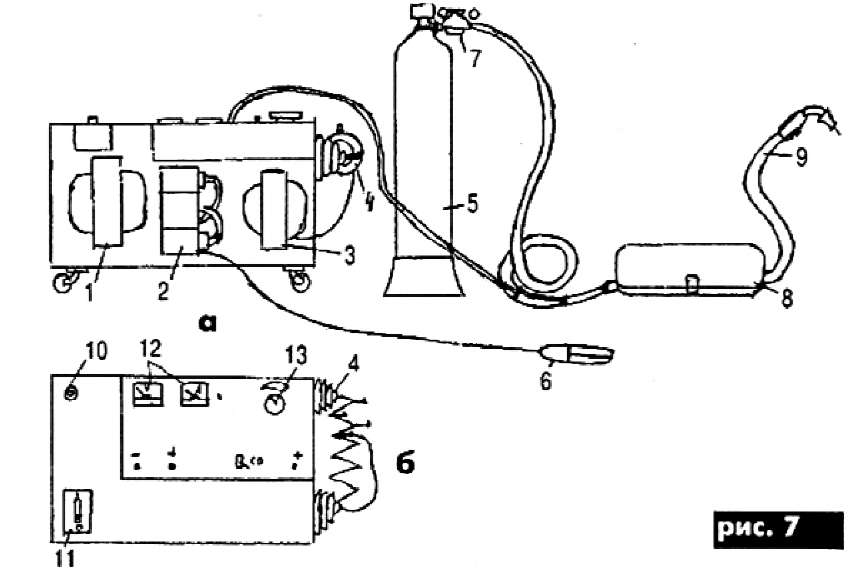 Рекомендуется проверять качество изделия непосредственно перед покупкой. Убедитесь в том, что продавец вам выдал гарантийный талон на эксплуатации оборудования, сроком, а 12 месяцев со дня покупки устройства. Установите прибор в месте, где есть хорошая вентиляция и приток воздуха, который обеспечит нормальное функционирование агрегата. Запрещено использовать фильтры, укрывать аппарат, а также создавать различные препятствия для вентиляции.
Рекомендуется проверять качество изделия непосредственно перед покупкой. Убедитесь в том, что продавец вам выдал гарантийный талон на эксплуатации оборудования, сроком, а 12 месяцев со дня покупки устройства. Установите прибор в месте, где есть хорошая вентиляция и приток воздуха, который обеспечит нормальное функционирование агрегата. Запрещено использовать фильтры, укрывать аппарат, а также создавать различные препятствия для вентиляции.
«Важно!
Перед началом работы следует убедиться в исправности агрегата, нужно проверить изоляцию кабелей, проводов для держателя электродов, проверьте сечение сварочных проводом требуемому минимальному и максимальному току, согласно технической документации.»
- Дли провода до 5 метров, сечение должно быть не менее 16 мм2.
- Для длины от 5 до 20 метров, требуемое сечение должно быть не менее 25 мм2.
Правила для эксплуатации сварочного устройства
Производитель разработал правила эксплуатации для сварочного аппарата Дачник 180 мини.
Сварочный аппарат Дачник 180
Она содержат следующие рекомендации:
- Эксплуатация устройства проводится только в сухом помещении, максимальная влажность окружающей среды не более 90%.
- Сварочный аппарат Дачник 200 мини можно эксплуатировать при температуре от -10С до +40С.
- Запрещено применять аппарат в условия сильной влажности, не допускается попадание влаги и прочих осадков внутрь прибора.
- Запрещено применять аппарат в условиях сильной запылённости помещения, а также в местах скопления агрессивных газов. Не рекомендуется применять прибор в местах проведения шлифовальных и прочих работ, которые выделяют опасную воздушную смесь, которая может привести к взрыву и выхода из строя оборудования.
Обязательно соблюдайте все меры предосторожности, и при необходимости держите под рукой все материалы, способствующие предупреждению распространения огня.
Применение электродов
Согласно рекомендации производителя, используются электроды штучного типа, категории ММА.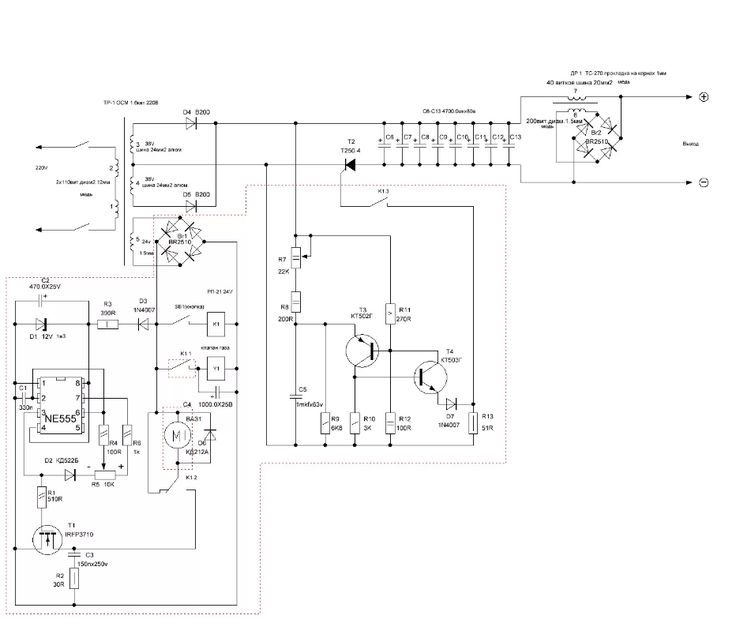 В целом допускается применение электродов, как для постоянного тока, так и для переменных характеристик силового тока. Можно использовать в работе электроды с различным покрытием.
В целом допускается применение электродов, как для постоянного тока, так и для переменных характеристик силового тока. Можно использовать в работе электроды с различным покрытием.
Категория электрода | Общие свойства | Марки |
| С покрытием рутиловым | Простота в использовании, легкий при розжиге, имеет достаточно устойчивое горение | МР–3С, ОЗС–12 LE Omnia 46 AS R–143 Boehler Fox OHV |
| Основное покрытие | Отличные механические свойства, рекомендуется для сварки ответственных конструкционных решений | УОНИ 13 / 55 LE Basic One AS B–248 Boehler Fox EV50 |
При применении электродов обращайте внимание на средние показатели сварочного тока, которые используются для каждой марки электродов по отдельности.
Сварка аппаратом Дачник 220
Правила технического обслуживания
Производитель агрегата рекомендует проводить техническое обслуживание устройства, где предусмотрены следующие критерии:
- Для работы агрегата используйте только чистый сжатый воздух.
- Если вы эксплуатируете устройство в помещении с сильной запылённостью, не реже двух раз в месяц проводите обдувку прибора от грязи и пыли.
- При проведении обдувки не используйте сильное давление, иначе это может повредить основные узлы аппарата, что может привести к его выходу из строя.
- Попроверяйте техническое состояние мест подключения агрегата. Клеммы должны быть идеально чистыми, при необходимости проводите зачистку при помощи обычной наждачной бумаги.
- Строго запрещено попадание влаги и воды на внутренние элементы сварочного устройства.
Если вы не планируете использовать прибор в работе длительное время, предусмотрите для него специальное место хранение, где нужно избегать попадание пыли и влаги. Рекомендуется 1 раз в 12 месяцев проводить техническое обслуживание сварочного инвертора в специализированном сервисном центре, где специалист выявит проблемные места и устранит возможные неисправности.
Видео: пример сварки аппаратом Дачник
 youtube.com/embed/55wddaE9_0I»>
youtube.com/embed/55wddaE9_0I»>
svarkaipayka.ru
Сварщик Машиностроение и машиностроение (включая изготовление и сварку)
Сварщики режут, соединяют и придают форму листам или секциям металла, применяя сильное нагревание с помощью электрического или газового оборудования. Края металла плавятся, а затем соединяются вместе по мере охлаждения, создавая неразъемное соединение.
Работа
Существует три основных типа сварки: ручная (с использованием ручного оборудования), полуавтоматическая и полностью механизированная, поэтому работа может варьироваться.
В зависимости от отрасли, в которой вы работаете, вы можете быть:
- изучение технических чертежей и выбор наилучшего метода сварки для работы
- убедиться, что пластины или секции для соединения или резки имеют правильную форму и расположение
- ручная сварка деталей с использованием таких методов, как ручная дуговая сварка металлическим электродом (MMA), дуговая сварка с флюсом (FCA), кислородно-ацетиленовая сварка или сварка вольфрамовым электродом в среде инертного газа (TIG)
- сварка деталей полуавтоматическим методом, таким как сварка металлов в среде инертного газа (MIG) с использованием аргона или гелия
- сварка деталей с использованием механизированных процессов, таких как контактная сварка (точечная сварка) или лазерная и ультразвуковая сварка
- проверка и проверка разрезов и соединений, которые вы делаете, иногда с использованием радиографических или ультразвуковых методов
- очистка и обезжиривание свариваемых деталей с помощью проволочных щеток, шлифовальных машин или растворителей
- , специализирующихся на одном или двух методах сварки.

Pay
Приведенные ниже цифры являются ориентировочными. Реальная заработная плата может варьироваться в зависимости от:
- место работы
- размер компании или организации, в которой вы работаете
- спрос на работу.
Современный ученик может начать с Национальной минимальной заработной платы (NMW). В настоящее время ставка ученичества для лиц моложе 19 лет или 19 лет и старше в первый год их ученичества составляет 4,81 фунта стерлингов в час (1 апреля 2022 г.). Некоторые работодатели могут платить своим ученикам больше.
Заработная плата квалифицированных сварщиков обычно составляет от 10 до 18 фунтов стерлингов в час, в зависимости от квалификации специалиста. Премии и доплаты за сменную работу являются обычным явлением.
Условия
- Условия работы различаются. Например, одни сварщики работают в помещении, на фабриках или в мастерских, другие снаружи, на стройках, верфях или нефтяных вышках.
- На фабрике или в мастерской вы можете работать за ширмами, чтобы защитить других рабочих от яркого света. В противном случае вы могли бы работать на открытом воздухе в любую погоду или в стесненных условиях.
- Вам придется носить затемненные очки или головной щиток, чтобы защитить глаза. Вы также должны носить другое защитное снаряжение, такое как комбинезон, фартук, перчатки, наушники и каску.
- Вы должны быть очень осторожны, чтобы избежать случайных травм.
- Возможно, вам придется путешествовать по разным местам и проводить некоторое время вдали от дома.
- Многие фирмы работают посменно, и могут быть возможности для сверхурочной работы.
Статус занятости рабочей силы
Данные LMI на базе LMI for All
Начало работы
- Вы можете пройти курс инженерного обучения (FA) (уровень 6 SCQF), находясь на уровне S5 или S6 в школе. Вступительные требования варьируются в зависимости от колледжа, но обычно вам нужно 3 предмета в Национальном 5, включая английский язык и математику. Некоторые колледжи также просят физику.
- Вы можете пройти курс современного ученичества в инженерии.
- Обычно вам нужно 3-4 предмета в Национальном 4 или 5, предпочтительно включая английский язык, математику и естественные или технологические предметы.
- Возможно, вам также придется сдать вступительный тест, чтобы узнать, насколько вы подходите для такого рода работы.
- Рабочие в строительном секторе должны иметь карточку схемы сертификации строительных навыков (CSCS) и, возможно, паспорт Национальной группы безопасности подрядчика заказчика (CCNSG) для работы на стройплощадке.
- Вам нужна физическая сила и выносливость, так как работа может включать в себя стояние на коленях, сгибание и подъем.
- Могут потребоваться водительские права.
 Некоторые колледжи также просят физику.
Некоторые колледжи также просят физику. Имеются вакансии сварщиков как на предприятиях тяжелого машиностроения и верфях, так и на предприятиях легкого машиностроения. Также могут быть рабочие места в строительстве, на транспорте, в гражданском строительстве и в нефтегазовой отрасли.
Уровни образования рабочей силы (Великобритания)
Данные LMI на базе EMSI UK
Job Outlook Scotland
Employment
LMI data powered by EMSI UK
Job Outlook Scotland
Scotland
2022
3765
0.3 %
FALL
2027
3755
LMI data powered по EMSI UK
Что для этого нужно?
Вы должны быть:
- точным и методичным в своем подходе
- забота о здоровье и безопасности
- хорошо решает проблемы
- способен понимать технические чертежи.
Вам необходимо иметь:
- хорошую координацию рук и глаз
- практические и технические способности
- хорошие навыки работы в команде и способность работать самостоятельно
- хорошие навыки концентрации
- навыков счета для расчета измерений.
Обучение
- Обучение проводится в рамках современного ученичества с обучением на рабочем месте, а также во время учебы в колледже.
- Вы будете работать в направлении SVQ Fabrication and Welding Engineering на уровне 6 SCQF.
- После обучения вы также должны пройти квалификационный тест сварщика, прежде чем вы сможете начать работать сварщиком.
- Существуют различные тесты в зависимости от типа сварки, которую вы выполняете.
- Институт сварки проводит курсы обучения сварке и квалификации для контроля и испытаний.
Приступая к работе
- Набравшись опыта, вы сможете получить повышение до мастера, прораба или супервайзера, а затем до начальника производственного цеха.
- После дальнейшего обучения вы сможете перейти на уровень технического специалиста, занимающегося неразрушающими испытаниями или инспекционными работами.
- Некоторые сварщики работают на внештатной основе, а также могут быть возможности в проектах за границей.
Видео
Предоставлено Careersbox
Контакты
Следующие организации могут предоставить дополнительную информацию.
Совет по обучению инженерно-строительной отрасли (ECITB)
Веб-сайт:
Твиттер:
@ECITB_Skills
Фейсбук:
https://www.facebook.com/ECITB/
Enginuity (ранее SEMTA)
Тел.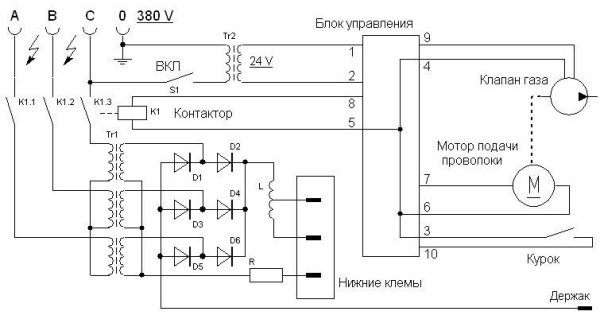 : 0845 643 9001
: 0845 643 9001
Эл. адрес:
[email protected]
Веб-сайт:
https://enginuity.org/
Твиттер:
@Enginuity_Org
Фейсбук:
https://www.facebook.com/EnginuityOrg
GoConstruct
Веб-сайт:
https://www.goconstruct.org
Твиттер:
@GoConstructUK
Фейсбук:
https://www. facebook.com/goconstructuk
facebook.com/goconstructuk
Институт сварки (TWI)
Тел.: 01223 899000
Веб-сайт:
http://www.theweldinginstitute.com
Твиттер:
@WeldingInst
Фейсбук:
https://www.facebook.com/TheWeldingInstitute/
Была ли эта статья полезной?
Пожалуйста, помогите нам улучшить Planit, оценив эту статью.
Советы по выбору сварочной горелки
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества сварки и производительности, а также для устранения дорогостоящих простоев.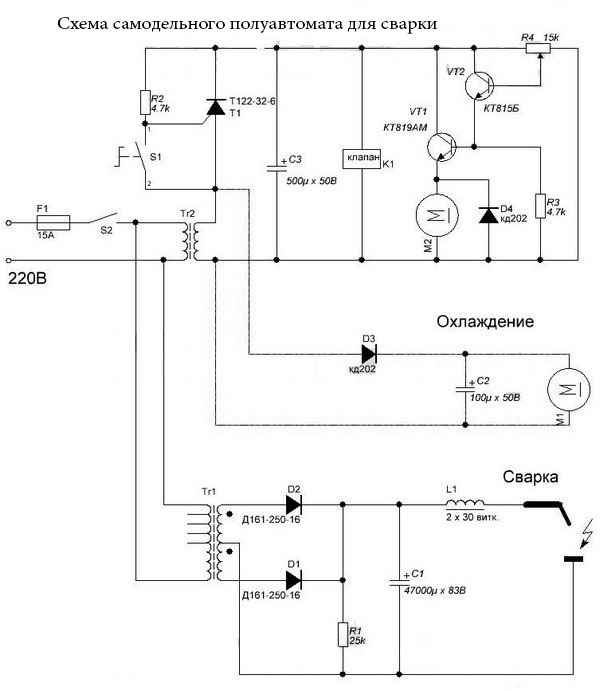 В том числе сварочные пистолеты. Изображение предоставлено Tregakiss
В том числе сварочные пистолеты. Изображение предоставлено Tregakiss
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев. В том числе сварочные пистолеты.
Во многих случаях производители используют сочетание сварочных процессов и пистолетов. Например, в тяжелом оборудовании и общем производстве часто используется полуавтоматическая сварка вместе с роботизированной сваркой. В нефтегазовой отрасли и судостроении преобладают полуавтоматическая сварка и стационарная автоматизация. Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Эти технологические смеси, однако, могут создавать проблемы с точки зрения выбора пистолета. Вот почему важно знать, какие характеристики сварочной горелки лучше всего использовать для достижения желаемых результатов сварки и максимальной эффективности.
Рабочий цикл и сила тока
Одним из наиболее важных факторов для всех пистолетов — полуавтоматических, роботизированных и стационарных автоматических — является выбор правильного рабочего цикла. Рабочий цикл — это количество времени в 10-минутном периоде, в течение которого пистолет может работать, не перегреваясь. В случае полуавтоматического сварочного пистолета это точка, в которой сварочная ручка становится неприятно горячей.
Производители оценивают свое оружие по-разному. При выборе любого типа оружия важно, чтобы желаемый рабочий цикл соответствовал тому, что будет фактически доставлено. Пистолеты рассчитаны на 60% и 100% рабочий цикл. Если для операции требуется продолжительное время горения дуги, хорошим вариантом может быть выбор пистолета со 100% рабочим циклом. Это позволит сваривать в течение полных 10 минут, не перегреваясь и не перегреваясь, что может привести к отказу горелки.
Использование пистолета с правильной силой тока также имеет решающее значение и должно соответствовать требованиям применения. Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические сварочные горелки
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы.
Тип рукоятки обеспечивает удобство сварщика. Некоторые производители пистолетов предоставляют возможность индивидуальной настройки своего продукта, позволяя сварщику выбирать стиль, который он или она предпочитает. Прямые и изогнутые ручки являются распространенными вариантами. Вентилируемые ручки также доступны для уменьшения тепла.
Ищите сварочные пистолеты с механическими компрессионными фитингами, так как они более долговечны и их можно отремонтировать в случае повреждения. Пистолеты с обжатыми фитингами ремонту не подлежат.
Пистолеты с обжатыми фитингами ремонту не подлежат.
Другие характеристики пистолета, которые следует учитывать при выборе:
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы. Изображение предоставлено Tregakiss
- Кабели питания: Выберите максимально короткий кабель, чтобы предотвратить перекручивание, которое может привести к проблемам с подачей проволоки. Более короткие кабели также, как правило, легче и удобнее для оператора сварки и являются хорошим выбором, если пространство внутри сварочной камеры ограничено или в крепежных элементах для работы.
- Триггеры: Доступно несколько стилей, в том числе стандартные, с блокировкой, с двойным нажатием и двойным расписанием. Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
- Горловина пистолета: Доступны гибкие и вращающиеся варианты для повышения комфорта и обеспечения доступа к труднодоступным сварным швам. Те, у которых меньше изгиб, как правило, уменьшают вероятность проблем с подачей проволоки.
 Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.Оператору сварки может потребоваться некоторое время методом проб и ошибок, чтобы подобрать горелку, подходящую для работы, и наиболее предпочтительную горелку. Общение с членами команды или руководством может помочь.
Роботизированные сварочные горелки
Роботизированные сварочные горелки доступны в обычном и сквозном исполнении с различной силой тока, причем последние сегодня наиболее популярны. Как следует из названия, роботизированные сварочные пистолеты со сквозной рукой пропускают кабель питания через руку робота, а не через руку, как в обычном пистолете. Эта функция помогает уменьшить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах управления кабелем.
При выборе сварочной горелки со сквозным плечом ключевое значение имеет правильная длина кабеля, чтобы избежать скручивания или перекручивания, которые возникают при слишком длинном кабеле. Если кабель слишком короткий, он может растянуться и привести к преждевременному выходу из строя. Производители обычно предлагают сквозные пистолеты с заданной длиной кабеля, которая может быть согласована с конкретной моделью робота. Однако, если монтажный кронштейн механизма подачи изготовлен по индивидуальному заказу или устройство подачи установлено в нестандартном положении, требования к длине пистолета могут измениться для кабелей, проходящих через руку.
Длина и угол шейки являются дополнительными факторами, влияющими на выбор роботизированной сварочной горелки. Производители обычно предлагают грифы короткой, средней и большой длины с углами от 180 до 45 градусов. Также доступны опции по специальному заказу, отвечающие требованиям к центральной точке инструмента (TCP).
Важно учитывать варианты крепления для защиты пистолета и дополнительные технологии, которые могут повысить его производительность.
- Муфта: Эта электронная периферия крепится к роботу для защиты его и пистолета от повреждений в случае столкновения с инструментами или деталями. Он останавливает робота, чтобы можно было оценить любой ущерб и проверить TCP перед возобновлением производства. Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
- Твердое крепление: Это альтернатива муфте для удержания роботизированного пистолета GMAW на месте на роботах с программным обеспечением для обнаружения столкновений.
- Продувка воздухом: Эта дополнительная функция продувает сжатым воздухом переднюю часть роботизированной сварочной горелки, очищая ее от мусора. Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
Если компания впервые внедряет роботизированную сварку, обязательно, чтобы выбор роботизированной сварочной горелки был частью процесса планирования. Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.
Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.
Стационарные автоматические сварочные горелки
В отличие от роботизированных сварочных горелок, которые прикрепляются к руке робота, перемещающегося вокруг неподвижной детали, фиксированные автоматические сварочные горелки остаются на одном месте, пока деталь движется. Например, трубу можно прокатывать, пока пистолет сваривает соединение. Либо пистолеты можно установить в держатель и перемещать по линейному сварному шву с помощью закаточной машины.
Длина шейки ключевая для стационарного автоматического пистолета. Он должен быть достаточно длинным, чтобы полностью достать до детали и обеспечить правильный доступ к сварному соединению. Большинству ружей требуется горловина от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шейки. Самый распространенный угол — 180 градусов, но грифы также доступны с изгибами на 22, 45 и 60 градусов.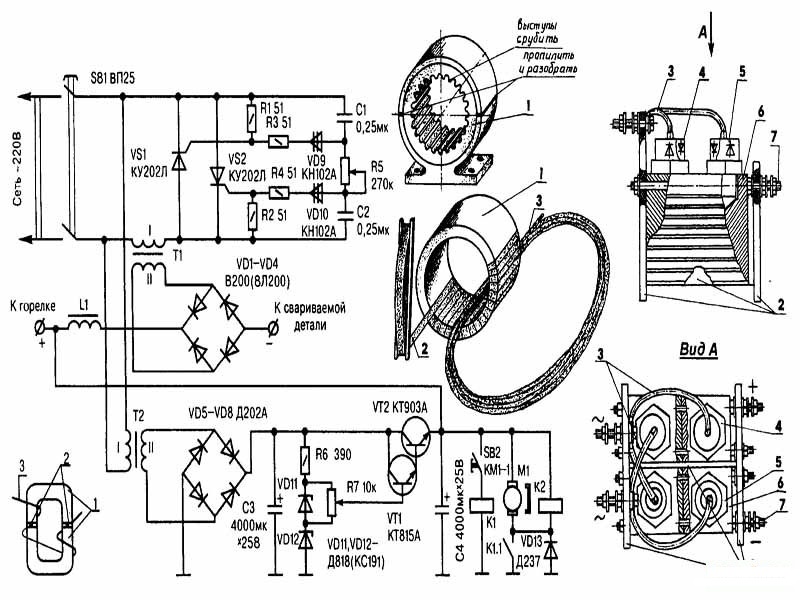
Длина кабеля также важна. Расстояние от механизма подачи проволоки может варьироваться в зависимости от свариваемой детали. Обычно питатель устанавливается на стрелу, для чего может потребоваться кабель длиной до 15 футов. В других ситуациях питатель может быть установлен прямо на инструменте. В этом случае доступны бескабельные автоматические стационарные горелки, которые состоят из горелки, горловины и штыря питания, который подключается непосредственно к механизму подачи проволоки.
Прочее
Помимо выбора необходимых функций для полуавтоматических, роботизированных и стационарных автоматических сварочных горелок, важно учитывать расходные материалы. В частности, системы расходных материалов, которые можно использовать с каждым из этих типов пистолетов, могут помочь оптимизировать запасы и предотвратить ошибки при установке. Например, если используется один тип и размер контактного наконечника, риск ошибки оператора при переключении исключается. Это, в сочетании с правильными функциями сварочной горелки, может значительно помочь минимизировать время простоя и повысить эффективность на протяжении всей операции сварки.