Содержание
Штамповочные прессы в России — Биржа оборудования ProСтанки
- Главная
- Продажа
- Прессовое оборудование для металла
- Штамповочный пресс
Вы можете очень быстро сравнить цены штамповочного пресса и подобрать оптимальные варианты из более чем 17377 предложений
Реклама
Листогибочный гидравлический пресс HPB-K 30/1600
Механическая синхронизация цилиндров
Кол-во управляемых осей: до 2
Усилие: 30 тонн
Длина гиба: 1600 мм
Подробное описание и цена >>>
Реклама
Гидравлический листогибочный пресс HPB-K 80/3200
Механическая синхронизация цилиндров
Кол-во управляемых осей: до 2
Усилие: 80 тонн
Длина гиба: 3200 мм
Подробное описание и цена >>>
Реклама
Пресс гидравлический гибочный HPB-K 100/2500
Механическая синхронизация цилиндров
Кол-во управляемых осей: до 2
Усилие: 100 тонн
Длина гиба: 2500 мм
Подробное описание и цена >>>
Координатно-пробивной штамповочный пресс Finn-Power F5
Состояние: Б/У Год выпуска: 2000 Производитель: Finn Power
Координатно-пробивной штамповочный пресс Finn-Power F5с системой управления ЧПУ SIEMENS. Год выпуска: 2000Технические характеристики:Система управления Siemens Sinumerik 840 DМакс. рабочее давление…
Год выпуска: 2000Технические характеристики:Система управления Siemens Sinumerik 840 DМакс. рабочее давление…
08.04.2019
Санкт-Петербург (Россия)
3 800 000
Гидравлический штамповочный пресс 650 т
Состояние: Новый
Предлагаем гидравлический штамповочный пресс со следующими характеристиками:Номинальное усилие — 6500 тМакс. рабочее давление — 25 мПаХод главного цилиндра — 6500 кНМакс. ход поршня — 800 ммМакс….
13.01.2022
Москва (Россия)
236 158
кузнечно-прессовое оборудование отечественного к8340, кб8344, к8544
Состояние: Б/У Производитель: Россия
Купим кузнечно-прессовое оборудование отечественного и импортного производства, такое как горяче-штамповочные пресса усилием от 1000тн, модели К8540, К8042 производства Воронеж Тяжмехпрес;. ..
..
25.05.2016
Санкт-Петербург (Россия)
1 200 000
Координатно-пробивной пресс MURATEC Magnum M5000
Состояние: Новый Производитель: Murata (Япония)
Усилие пробивки 45 тонн. M5000 является символом новаторского и многолетнего технологического совершенства MURATEC с высокой надежностью при проектировании и производстве штамповочных прессов с…
30.07.2020
Москва (Россия)
Оборудование для изготовления профнастила С18 волна
Состояние: Новый
В наличии
Состав оборудования:Разматыватель(механический или автоматический -по желанию Заказчика)плита введения металластан профилегибочныйУстройство штамповочное (пресс)отрезное устройство…
22.01.2020
Бийск (Россия)
Радиально-поршневой насос Bieri BRK11 700BAR
Состояние: Новый Производитель: Bieri (Швейцария)
В наличии
Продам Сверхэффективный насос швейцарской фирмы фирмы Bieri, модель brk-11-3. 14-700-P-A600.Рабочий объем 3.14 куб.см. Скорость до 2000 оборотов. Идеально подойдёт для мощных прессовых…
14-700-P-A600.Рабочий объем 3.14 куб.см. Скорость до 2000 оборотов. Идеально подойдёт для мощных прессовых…
06.10.2020
Пенза (Россия)
19 550
Станок продольной и ручной поперчной резки металла модель 1300А,Китай
Состояние: Новый
Китайская компания ООО“Цзинь Бинь” занимается поставкой станков для профнастила и металлочерепицы уже много лет. У нас качественная продукция и хорошее обслуживание.Мы продаем много машин.Линия…
28.09.2020
Екатеринбург (Россия)
50 000
Оборудование для производства профнастила из Китая
Состояние: Новый Производитель: ООО « Цзинь Бинь» (Китай)
Чэндуская компания ООО « Цзинь Бинь» это компания с богатым опытом производства оборудования. Мы продаем много машин.Линия для производства профильной трубы,Оборудование для производства…
Мы продаем много машин.Линия для производства профильной трубы,Оборудование для производства…
28.09.2020
Екатеринбург (Россия)
50 000
Оборудование для производства модульной металлочерепицы Dachpol Egeria
Состояние: Новый Производитель: ООО « Цзинь Бинь» (Россия)
Состав оборудования:Разматыватель консольный гидравлическийплита введения металластан профилегибочныйУстройство штамповочное (пресс)отрезное устройство (автоматическое)система автоматического…
02.08.2021
Екатеринбург (Россия)
60 000
Линию для производства фланцев воздуховода 200-2000
Состояние: Новый Производитель: Китай
В наличии
Характеристики: Станок для гибки круглых фланцев: Модель: CFAH-2000 Мощность гидравлического двигателя: 11 кВтПитание: 380 В/ 50 ГцСкорость подачи материала: <10 м/минДиаметр фланца: 200-2000. ..
..
24.11.2021
Москва (Россия)
53 671
Линию для производства штукатурного сетчатого профиля FX-20
Состояние: Новый Производитель: Китай
Характеристики линии:Общая мощность: 10,2 кВтПитание: 380 В / 50 ГцСкорость проката: 10-20 м/минТолщина материала: 0,3-0,5 ммГабаритные размеры: 15000 x 2000 x 1500 ммВес: 4000 кгХарактеристики…
27.01.2022
Москва (Россия)
Линию для производства DIN-рейки
Состояние: Новый Производитель: Китай
Характеристики линии:Мощность: 6 кВтПитание: 380 В / 50 ГцСкорость проката: < 13 м/минМатериал: Оцинкованная стальТолщина материала: < 1 ммТребование к помещению: 9000 x 1000 x 1000 ммОбщий…
02. 02.2022
02.2022
Москва (Россия)
Листогиб И-1232 (бульдозер)
Состояние: Б/У Год выпуска: 1986
Предприятие реализует пресс гибочный И-1232 (горизонтальный гибочно-штамповочный пресс).По всем интересующим Вас вопросам — обращайтесь по телефону!
21.10.2022
Ростов-на-Дону (Россия)
Пресс гибочно-штамповочный горизонтальный (бульдозер) И1230
Состояние: Б/У
Пресс гибочно-штамповочный горизонтальный (бульдозер) И1230 Предназначен для гибки деталей с обжатием (правкой) в простых или многоручьевых штампах из различных профилей в холодном или горячем…
29.08.2013
Курск (Россия)
450 000
Пресса штамповочные КД 2328К и КД2128К
Состояние: Б/У Год выпуска: 1992
ПАО «Таганрогский металлургический завод» продает станки и оборудование б/у в том числе и пресса штамповочные КД 2328К и КД2128К 1992г. выпуска, в рабочем состоянии по цене 250…
выпуска, в рабочем состоянии по цене 250…
12.04.2017
Таганрог (Россия)
пресс П3845А калибровочно-штамповочный усилием 3150 тс
Состояние: Б/У Год выпуска: 1980
куплю пресс пресс П3845А калибровочно-штамповочный усилием 3150 тс Б/У.прошу фото и цену
01.11.2022
Москва (Россия)
штамповочную линию на пресса АВ6228 и ВРА90
Состояние: Б/У Год выпуска: 2020 Производитель: Таганрог (Россия)
продам штамповочную линию на пресса АВ6228 и ВРА 90 проверка в работе
21.07.2020
Старый Оскол (Россия)
100
Пресс штамповочно-пробивной MWM-1000/10001
Состояние: Новый Производитель: BMA (Россия)
Штамповочно-пробивной пресс MWM-1000/10001 разработан и произведен на производстве BMA. Успешно применяется для обработки погонажных изделий, обеспечивает пробивку отверстий любой формы.Максимальное…
Успешно применяется для обработки погонажных изделий, обеспечивает пробивку отверстий любой формы.Максимальное…
08.04.2021
Екатеринбург (Россия)
пресс горяче-штамповочный
Состояние: Б/У Год выпуска: 1967
Куплю пресс горяче-штамповочный усилием от 1000т, производства СССР или иностранного производства.
17.05.2022
Самара (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по штамповочному прессу почти как на Авито и TIU
Видео штамповочного пресса
SAHINLER HPS 40 Пресс гидравлический штамповочный C-образный
Пресс гидравлический штамповочный C-образный HPS 40 предназначен для штамповки и правки до формовки и протяжки.
| Характеристики | Значение |
|---|---|
| Мощность двигателя | 4 кВт |
| Габариты | 2500x1500x1000 мм |
| Вес | 1500 кг |
Россия, Казахстан, Белоруссия, Узбекистан, Армения, Киргизия, Таджикистан — доставка в любой город и другие страны ЕАЭС и мира.
Имя должно быть не менее :error символов.
Не правильный E-mail.
Название должно быть не менее :error символов.
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Сообщение отправлено
Пожалуйста, заполните форму правильно.
Отправка…
Капча недействительна.
Повторите попытку позже.
ПРОИЗВОДСТВО
Компания Sahinler выпускает оборудование, производство которого осуществляется с использованием передовых технологий.
ТОЧНОСТЬ
Качество станков компании Sahinler, позволяет получать изделия, полностью соответствующие заданным в чертежах параметрам.
ПРИМЕНЕНИЕ
Использование оборудования компании Sahinler позволяет заключить обработку металла в полный технологический цикл.
Станки для полировки труб
BTS-70, BT-70 и др.
3-x валковые гибочные машины
3R HS, MRM-H и др.
Кромкозагибочные машины
EFM 6, SDK и др.

4-x валковые гибочные машины
4R HMS, 4R HSS и др.
Прессы для производства днищ
DEP и др.
Универсальные гидр. прессы
AT, AT-S и др.
Зиговальные станки
IBKS, TK и др.
Правильные прессы
DPM, DK-S и др.
Ковальные молоты
SM и др.
Горизонтальные прессы
HP 40, HP 22 и др.
Дисковые ножницы
IDK 1, IDK 3. 5 и др.
C-образные прессы
HKP, HKP-Z и др.
Пробивные машины
HPM и др.
Гидравлические пресс-ножницы
HKM/HPM 115 NC и др.
Станки для гибки профиля
HPK, PK и др.


Имя должно быть не менее :error символов.
Не правильный E-mail.
Название должно быть не менее :error символов.
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Сообщение отправлено
Пожалуйста, заполните форму правильно.
Отправка…
Капча недействительна.
Повторите попытку позже.
адрес для заявок: [email protected]
(7273)495-231
(3955)60-70-56
(8182)63-90-72
(8512)99-46-04
(3852)73-04-60
(4722)40-23-64
(4162)22-76-07
(4832)59-03-52
(423)249-28-31
(8672)28-90-48
(4922)49-43-18
(844)278-03-48
(8172)26-41-59
(473)204-51-73
(343)384-55-89
(4932)77-34-06
(3412)26-03-58
(395)279-98-46
(843)206-01-48
(4012)72-03-81
(4842)92-23-67
(3842)65-04-62
(8332)68-02-04
(4966)23-41-49
(4942)77-07-48
(861)203-40-90
(391)204-63-61
(4712)77-13-04
(3522)50-90-47
(4742)52-20-81
(3519)55-03-13
(495)268-04-70
(8152)59-64-93
(8552)20-53-41
(831)429-08-12
(3843)20-46-81
(3496)41-32-12
(383)227-86-73
(3812)21-46-40
(4862)44-53-42
(3532)37-68-04
(8412)22-31-16
(8142)55-98-37
(8112)59-10-37
(342)205-81-47
(863)308-18-15
(4912)46-61-64
(846)206-03-16
(8342)22-96-24
(812)309-46-40
(845)249-38-78
(8692)22-31-93
(3652)67-13-56
(4812)29-41-54
(862)225-72-31
(8652)20-65-13
(3462)77-98-35
(8212)25-95-17
(4752)50-40-97
(4822)63-31-35
(8482)63-91-07
(3822)98-41-53
(4872)33-79-87
(3452)66-21-18
(8422)24-23-59
(3012)59-97-51
(347)229-48-12
(4212)92-98-04
(8352)28-53-07
(351)202-03-61
(8202)49-02-64
(3022)38-34-83
(4112)23-90-97
(4852)69-52-93
Задайте вопрос прямо сейчас:
Извините, сервис временно недоступен.
Некорректный номер.
Ожидайте звонка на введенный номер.
front/header.call_free_error
Заказать обратный звонок
мы перезвоним Вам в рабочее время
Настоящее соглашение является официальным документом OOO «Новые Технологии», ОГРН 1131690023178, ИНН 1656069657 (далее – Администратор) и определяют порядок использования посетителями (далее — Посетитель) сайта Администратора и обработки информации, получаемой Администратором от Посетителя.
- Соглашение может быть изменено Администратором в одностороннем порядке в любой момент, без какого-либо специального уведомления Посетителя Сайта.
- В случае, если при использовании Посетителями Сайта Администратору будет сообщена какая-либо информация, относящаяся прямо или косвенно к определенному или определяемому физическому лицу (далее – Персональные данные), ее последующая обработка будет осуществляться в соответствии с законодательством Российской Федерации. В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
- Посетитель понимает и соглашается с тем, что предоставление Администратору какой-либо информации о себе, не являющейся контактной и не относящейся к целям, обозначенным Администратором Сайта (не относящейся к деятельности Администратора, к продвигаемым им товарам и/или услугам, к условиям сотрудничества Администратора и Посетителя Сайта), а равно предоставление информации, относящейся к государственной, банковской и/или коммерческой тайне, информации о расовой и/или национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни Посетителя Сайта или иного третьего лица запрещено.
- В случае принятия Посетителем решения о предоставлении Администратору какой-либо информации (каких-либо данных), Посетитель обязуется предоставлять исключительно достоверную и актуальную информацию. Посетитель Сайта не вправе вводить Администратора в заблуждение в отношении своей личности, сообщать ложную или недостоверную информацию о себе.
- Администратор принимает меры для защиты Персональных данных Посетителя Сайта в соответствии с законодательством Российской Федерации.
- Администратор не проверяет достоверность персональной информации, предоставляемой Посетителем Сайта, и не имеет возможности оценивать его дееспособность. Однако Администратор исходит из того, что Посетитель предоставляет достоверную персональную информацию и поддерживает эту информацию в актуальном состоянии.
- Администратор вправе запрещать Посетителю доступ к Сайту или к отдельным частям Сайта.
- Посетитель в соответствии с ч. 1 ст. 18 Федерального закона «О рекламе» дает Администратору свое согласие на получение сообщений рекламного характера.
- Согласие может быть отозвано субъектом персональных данных или его представителем путем направления письменного заявления ООО «Новые Технологии» или его представителю по адресу: 420030 Казань, Адмиралтейская д. 3 к.4 п.1026.
- В случае отзыва субъектом персональных данных или его представителем Согласия на обработку персональных данных, ООО «Новые Технологии» вправе продолжить обработку без разрешения субъекта персональных данных при наличии оснований, указанных в пунктах 2 — 11 части 1 статьи 6, части 2 статьи 10 и части 2 статьи 11 Федерального закона №152-ФЗ «О персональных данных» от 26.06.2006 г.
- Настоящее Согласие действует все время до момента прекращения обработки персональных данных по причинам, указанным в п. 9 данного документа.
 В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27.
В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
07.2006 № 152-ФЗ «О персональных данных».
 3 к.4 п.1026.
3 к.4 п.1026.Штамповочные прессы для металла | Металлообрабатывающий пресс
Гидравлические и сервомашины для высокоточной штамповки
Металлоштамповочные прессы, также известные как металлообрабатывающие прессы или прессы для металлообработки, используют сопряженные наборы штампов для формирования, придания формы, маркировки и резки металла. Штамповка — это универсальный термин в области металлообработки, который охватывает такие области применения, как штамповка и вырубка, тиснение, перфорация, чеканка и чеканка и даже общее формование. Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формируемых материалов. Добавление тепла к операции штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формируемых материалов. Добавление тепла к операции штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
Гидравлические прессы и прессы с линейным сервоприводом идеально подходят для штамповки металлов, поскольку они работают с полной нагрузкой на протяжении всего хода, а не только в нижней мертвой точке (НМТ). Такая гибкость формования особенно важна при штамповке высокопрочных металлических сплавов. Кроме того, такие технологии, как клапаны предварительного заполнения и короткий ход, могут использоваться на гидравлических прессах для обработки металлов давлением для увеличения скорости во время цикла. Точность и программируемость жизненно важны для создания наиболее эффективной операции штамповки и защиты ваших инструментов и оборудования от ненужного износа.
Проблемы штамповочных прессов для металла
Три основные проблемы, связанные с прессами, используемыми для штамповки, — ударная нагрузка, точность и эффективность.
Удар прорыва — это внезапное высвобождение силы в нижней части хода, когда матрица пробивает материал. Он часто характеризуется громким гулом и/или вибрацией и может вызвать чрезмерную нагрузку на пресс и инструменты. Технология Active Leveling Control компании Beckwood нейтрализует эффекты резкого удара и пружинения, продлевая срок службы инструмента и защищая раму пресса.
Точность и эффективность часто являются распространенными проблемами, поскольку штамповка металла в основном выполняется на механических прессах, которые достигают полного тоннажа только в нижней точке хода (НМТ). Вот почему Beckwood предлагает прессы для обработки металлов давлением с сервоэлектрическим приводом. Сервоэлектрические прессы исключают коленчатый вал и маховик и используют электричество по требованию для создания усилия в любой точке хода. Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей.
Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей.
Альтернативы механическим штамповочным прессам
Хотя механические штамповочные прессы обеспечивают самые высокие скорости среди всех методов прессования, они несколько ограничены с точки зрения гибкости формования и склонны к двойному удару и залипанию в нижней мертвой точке (НМТ). Чтобы справиться с этими проблемами, Beckwood разработала новую линейку линейных сервопрессов, которые достигают полного тоннажа в любом месте на протяжении всего хода. Это устраняет BDC и обеспечивает непревзойденную гибкость формовки на скоростях производственного уровня. Узнайте больше о штамповочных прессах с линейным сервоприводом…
Узнайте о горячем тиснении в этой статье Stamping Journal .
Узнайте больше о преимуществах сервопрессов
Устройство гидравлического пресса
Изучение технологии гидравлического пресса и анатомии пресса, а также его преимуществ, ограничений, конструкции, типов рам, сроков, советов по выбору, вариантов автоматизации и лучших применений может принести максимальную пользу от пресса. Изображения: Greenerd
Изображения: Greenerd
Прессы всех типов — механические, пневматические, сервоприводные и гидравлические — имеют свое место и обладают уникальными преимуществами. Однако за последние 50 лет гидравлические прессы стали более полезными. Современные гидравлические прессы быстрее и надежнее, чем когда-либо, а технология претерпела значительные изменения и усовершенствования. Улучшения в уплотнениях, насосах, шлангах и муфтах почти устранили утечки и свели к минимуму техническое обслуживание.
Изучение технологии гидравлического пресса и устройства пресса, а также его преимуществ, ограничений, советов по выбору и вариантов автоматизации может принести наибольшую пользу от пресса.
Анатомия гидравлического пресса, типы
Структура пресса. Основные компоненты и особенности конструкции гидравлического пресса:
1. Цилиндр. Цилиндр в сборе состоит из цилиндра, поршня, плунжера, набивки и уплотнений. Диаметр поршня и давление масла определяют усилие (тоннаж), которое может создать пресс.
2. Рамка. Рама является основной конструкцией пресса, содержащей цилиндры и рабочие поверхности.
3. Контроль хода. Длина хода может быть установлена для любого расстояния в пределах хода цилиндра в управлении ходом. Регулировки включают верхнюю часть хода, точку предварительного замедления и нижнюю часть хода.
4. Зазор горловины. Расстояние от вертикальной осевой линии домкрата до элемента рамы за станиной называется зазором горловины. Это расстояние определяет максимальный размер детали, которая может быть расположена так, чтобы центральная линия детали находилась под центром плунжера.
5. Дневной свет. Это вертикальный зазор от верха надрессорной балки до нижней части домкрата в его максимально поднятом положении. Этот термин иногда путают с термином «высота закрытия механического пресса». Высота закрытия — это зазор над станиной при полностью опущенном плунжере. Дневной свет описывает максимальную производительность пресса по вертикали.
Дневной свет описывает максимальную производительность пресса по вертикали.
Исследование анатомии гидравлического пресса: 1) цилиндр, 2) рама, 3) управление ходом, 4) зазор в горловине, 5) дневной свет, 6) станина, 7) валик, 8) управление двумя ладонными кнопками и 9) рабочая высота — позволяет понять его форму и функции. Это С-образный пресс.
6. Кровать. Станина — это плоская стационарная обработанная поверхность, которая поддерживает валик и штампы.
7. Больстер. Это пластина или конструкция, установленная на станине, к которой крепится инструмент. Большинство гидравлических прессов сконструированы таким образом, что валик является съемным.
8. Управление двумя кнопками на ладони. Это распространенный метод приведения в действие гидравлических прессов. Обе кнопки должны быть нажаты одновременно, чтобы опустить плунжер, что требует от оператора использования обеих рук.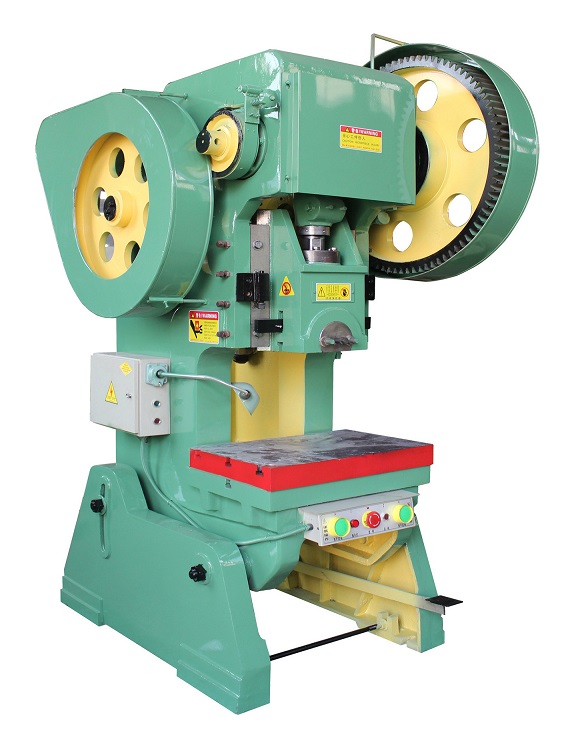 Цепи управления включают функции неповторения и защиты от привязки.
Цепи управления включают функции неповторения и защиты от привязки.
9. Рабочая высота. Расстояние от пола до верха валика является рабочей высотой.
Тип рамы. Многие из этих типов гидравлических рам аналогичны рамам механических прессов:
- Скамья. Компактный и экономичный жим лежа быстро и легко настраивается. Он используется в различных работах, от операций с одним циклом до компонентов автоматизированных ячеек. Как правило, его грузоподъемность составляет от 3 до 50 тонн.
- С-образная рама. Пресс с открытым зазором и С-образной рамой рассчитан на долгий срок службы в многосменном промышленном производстве с усилием от 10 до 500 тонн. Его называют С-образным из-за его С-образной формы. Этот тип кадра имеет тенденцию «зевать». Приложения, которые не могут выдержать эту характеристику зевоты, должны быть переведены на другой стиль прессы, например, на четыре поста или на прямую сторону (см. ведущее изображение ).
 ведущее изображение ).
ведущее изображение ).Четырехстоечный. Этот мощный производственный пресс рассчитан на непрерывную работу. В нем используются четыре прочные колонны большого диаметра с уступами, чтобы связать раму вместе (см. 9).0023 Рисунок 1 ). Эти колонны большого диаметра точно направляют движущуюся плиту или пресс-ползун. Это обеспечивает исключительно стабильное выравнивание верхней и нижней матрицы, сводит к минимуму отклонение и устраняет «откидывание назад». Любое отклонение, которое происходит в этом стиле жима, происходит прямо вверх и вниз. Он также позволяет загружать пресс с любой из четырех сторон, что позволяет легко интегрировать его в производственные линии и производственные ячейки.
- Прямая сторона. Разработанный для удовлетворения самых строгих требований, прямосторонний пресс имеет превосходную конструкцию рамы (см. Рисунок 2 ). Как правило, пресс состоит из сварной коронки, ползуна и станины, которые крепятся болтами, сваркой или стяжками к большим стальным плитам, называемым боковыми плитами. В отличие от конструкции с четырьмя стойками, в которой рама полностью состоит из четырех колонн, пресс с прямой стороной поддерживается двумя боковыми пластинами из стальных плит и стяжками, чтобы уменьшить степень растяжения рамы под нагрузкой. Для вырубки в тяжелых условиях обычно требуется, чтобы конструкция со стяжками выдерживала сильный удар при прорыве материала. Пресс может работать на высоких скоростях и способен производить миллионы циклов в год.
 В отличие от конструкции с четырьмя стойками, в которой рама полностью состоит из четырех колонн, пресс с прямой стороной поддерживается двумя боковыми пластинами из стальных плит и стяжками, чтобы уменьшить степень растяжения рамы под нагрузкой. Для вырубки в тяжелых условиях обычно требуется, чтобы конструкция со стяжками выдерживала сильный удар при прорыве материала. Пресс может работать на высоких скоростях и способен производить миллионы циклов в год.
В отличие от конструкции с четырьмя стойками, в которой рама полностью состоит из четырех колонн, пресс с прямой стороной поддерживается двумя боковыми пластинами из стальных плит и стяжками, чтобы уменьшить степень растяжения рамы под нагрузкой. Для вырубки в тяжелых условиях обычно требуется, чтобы конструкция со стяжками выдерживала сильный удар при прорыве материала. Пресс может работать на высоких скоростях и способен производить миллионы циклов в год.- С направляющими. Пресс с направляющей стрелы предназначен для противодействия последствиям нецентральной нагрузки. Жесткие стальные рамы с направляющими с направляющими обеспечивают параллельность в тяжелых условиях нагрузки.
- Воздух над маслом. Воздушно-масляный пресс имеет четырехстоечную конструкцию. Он прикладывает усилие в тиски в течение секунд, минут или часов, поддерживая тоннаж в течение почти любого промежутка времени с помощью воздушного компрессора (см. 9).0023 Рисунок 3 ). Используется в основном для ламинирования. Он также подходит для применений, требующих воздействия на продукт в течение длительного времени. Он не подходит для типичных операций штамповки, так как имеет цилиндр одностороннего действия и не подходит для операций, требующих выдвижения/зачистки. Кроме того, он является обратным, что обычно не очень полезно для большинства обычных приложений. При низкой первоначальной цене и минимальных эксплуатационных расходах этот пресс обладает мощностью обычного гидравлического пресса за небольшую часть стоимости.
 9).0023 Рисунок 3 ). Используется в основном для ламинирования. Он также подходит для применений, требующих воздействия на продукт в течение длительного времени. Он не подходит для типичных операций штамповки, так как имеет цилиндр одностороннего действия и не подходит для операций, требующих выдвижения/зачистки. Кроме того, он является обратным, что обычно не очень полезно для большинства обычных приложений. При низкой первоначальной цене и минимальных эксплуатационных расходах этот пресс обладает мощностью обычного гидравлического пресса за небольшую часть стоимости.
9).0023 Рисунок 3 ). Используется в основном для ламинирования. Он также подходит для применений, требующих воздействия на продукт в течение длительного времени. Он не подходит для типичных операций штамповки, так как имеет цилиндр одностороннего действия и не подходит для операций, требующих выдвижения/зачистки. Кроме того, он является обратным, что обычно не очень полезно для большинства обычных приложений. При низкой первоначальной цене и минимальных эксплуатационных расходах этот пресс обладает мощностью обычного гидравлического пресса за небольшую часть стоимости.Гидравлические прессы могут быть изготовлены с большей площадью стола и станинами или с меньшими станинами, чем стандартные. Этот 900-тонный четырехстоечный гидравлический пресс двойного действия оснащен главным ползунком с 700-тонным амортизирующим ползунком и 60-дюймовым прессом. на 60 дюймов. кровать.
- Пользовательский. Если стандартная конструкция пресса не соответствует вашим потребностям, может потребоваться пресс, адаптированный для вашего применения.
 Если стандартная конструкция пресса не соответствует вашим потребностям, может потребоваться пресс, адаптированный для вашего применения.
Если стандартная конструкция пресса не соответствует вашим потребностям, может потребоваться пресс, адаптированный для вашего применения.Общие термины, функции для прессы
Знакомство с этими терминами улучшит ваше понимание гидравлического пресса:
- Держатель заготовки: Контролируемое усилие для удержания краев заготовки при операции глубокой вытяжки, похожее на подушку штампа.
- Подушка штампа: Гидравлический или воздушный цилиндр, расположенный под балкой и станиной, обеспечивающий равномерное удержание заготовки при глубокой вытяжке. Подушки также снимают готовые детали с пуансона или штампа.
- Дистанционный реверсивный переключатель: Регулируемый концевой выключатель для установки глубины хода, при которой поршень реверсирует.
- Таймер задержки: Регулируемый таймер для установки продолжительности задержки в нижней части хода. Таймер может использоваться для других функций, таких как синхронизация последовательности движений пресса.
 Таймер может использоваться для других функций, таких как синхронизация последовательности движений пресса.
Таймер может использоваться для других функций, таких как синхронизация последовательности движений пресса.- Теплообменник: Устройство, прикрепленное к масляному резервуару для циркуляции воды или воздуха для поддержания надлежащей рабочей температуры масла.
- Нокаут: Устройство, снимающее деталь с пуансона или штампа.
- Плита: Плита, иногда нагреваемая, прикрепленная к подвижному или неподвижному элементу пресса.
Этот пресс с прямой стороной имеет направляющую стрелу для противодействия эффектам нецентральной нагрузки.
- Переключатель реверса давления: Регулируемый переключатель для установки давления, при котором поршень реверсирует.
Преимущества гидравлического пресса
- Экономия времени при настройке и переналадке. Поскольку полная мощность гидравлического пресса может быть достигнута в любой точке хода, нет необходимости определять точное место максимальной грузоподъемности.

- Гибкость для различных применений. Один гидравлический пресс может выполнять множество работ в пределах своего тоннажа, включая крупносерийное производство. Распространенными областями применения являются глубокая вытяжка, уменьшение оболочки, выпячивание уретана, формование, вырубка, прокалывание, крепление, штамповка, выпрямление, сборка и запрессовка. Они также используются для формовки порошкового металла, формовки абразивных кругов, склеивания, протяжки, калибровки шариков, прессования пластика и резины и трансферного формования. Прессовая посадка используется для насаживания подшипника на вал без каких-либо механических креплений, удерживающих его на месте. Как правило, отверстие в подшипнике на несколько тысячных дюйма меньше диаметра вала, на который он напрессован, что позволяет осуществлять неподвижную или вращающуюся прессовую посадку.
Кроме того, программируемые логические контроллеры (ПЛК) и другие электронные элементы управления повысили скорость и гибкость гидравлического пресса. Благодаря новым компьютерным интерфейсам и системам мониторинга гидравлические прессы можно использовать в передовых компьютерно-интегрированных производственных системах.
Благодаря новым компьютерным интерфейсам и системам мониторинга гидравлические прессы можно использовать в передовых компьютерно-интегрированных производственных системах.
- Встроенная защита от перегрузки. Это избавляет от беспокойства о перегрузке или поломке пресса или поломке штампа. Когда гидравлический пресс достигает установленного давления, это все давление, которое есть. Предохранительный клапан открывается на этом пределе, и опасность перегрузки отсутствует.
Встроенная защита от перегрузки распространяется и на инструменты. Если они сконструированы таким образом, чтобы выдерживать определенную нагрузку, нет опасности повредить их из-за перегрузки. Размеры инструментов могут быть рассчитаны на то, чтобы выдерживать нагрузку конкретной работы, а не конкретного пресса. Давление пресса может быть установлено в соответствии с работой. Отсутствие ударов, ударов и вибрации способствует увеличению срока службы инструмента.
- Снижение эксплуатационных расходов, увеличение времени безотказной работы. Гидравлические прессы относительно просты, имеют всего несколько движущихся частей и полностью смазываются потоком масла под давлением. Поломки случаются нечасто, но если и случаются, то обычно незначительные. Типичные элементы планового технического обслуживания включают замену набивки, электромагнитных катушек и иногда клапана. Эти детали не только недороги, но и легко заменяются без разборки всей машины.
 Гидравлические прессы относительно просты, имеют всего несколько движущихся частей и полностью смазываются потоком масла под давлением. Поломки случаются нечасто, но если и случаются, то обычно незначительные. Типичные элементы планового технического обслуживания включают замену набивки, электромагнитных катушек и иногда клапана. Эти детали не только недороги, но и легко заменяются без разборки всей машины.
Гидравлические прессы относительно просты, имеют всего несколько движущихся частей и полностью смазываются потоком масла под давлением. Поломки случаются нечасто, но если и случаются, то обычно незначительные. Типичные элементы планового технического обслуживания включают замену набивки, электромагнитных катушек и иногда клапана. Эти детали не только недороги, но и легко заменяются без разборки всей машины.- Большая емкость при минимальных затратах. По сравнению с обычным механическим прессом проще и дешевле купить гидравлический пресс определенной производительности с обычной длиной хода 12, 18 и 24 дюйма, и его легко можно оборудовать дополнительной длиной хода. Открытый зазор (дневной свет) также может быть добавлен с минимальными затратами. Точно так же гидравлические прессы могут быть изготовлены с большей площадью стола и станинами или с меньшими станинами, чем стандартные (см. рис. 1). Тоннаж прессы не диктует, какой будет размер кровати.

- Великий Контроль. В гидравлическом прессе сила ползуна, направление, скорость, сброс усилия и продолжительность задержки давления могут быть отрегулированы в соответствии с конкретной задачей.
Эта передаточная линия с тремя станциями для вытягивания, перетягивания и штамповки была построена для автомобильной компании.
- Низкий уровень шума. Небольшое количество движущихся частей и отсутствие маховика обеспечивают общий низкий уровень шума. Поскольку можно контролировать каждую фазу движения поршня, уровень шума также можно контролировать. Гидравлический домкрат можно запрограммировать на медленное и бесшумное выполнение работы.
- Безопасность. Поскольку движения поршня можно контролировать, их легко сделать безопасными. Для повышения безопасности используются кнопки управления без привязки, предотвращения повторения и управления двумя ладонями. Блокировка ограждений, а также других предохранительных устройств относительно проста из-за характера системы управления гидравлическим прессом.
 Блокировка ограждений, а также других предохранительных устройств относительно проста из-за характера системы управления гидравлическим прессом.
Блокировка ограждений, а также других предохранительных устройств относительно проста из-за характера системы управления гидравлическим прессом.Ограничения гидравлического пресса
- Ни один гидравлический пресс сегодня не может сравниться с самым быстрым механическим прессом. Если скорость является единственным требованием, а ход подачи материала относительно короткий, лучшим выбором остается механический пресс.
- Глубина хода является ключевым фактором, который следует учитывать. Если для определения дна используется концевой выключатель, глубина хода вряд ли будет контролироваться намного ближе, чем 0,020 дюйма. Многие гидравлические прессы можно настроить на реверс при предварительно выбранном давлении, что обычно приводит к однородным деталям.
- Как правило, если требуется абсолютная точность глубины хода, в инструменте должны быть предусмотрены «целевые» блоки. Тем не менее, некоторые гидравлические прессы теперь доступны с точным встроенным методом ограничения хода вниз. Новые замкнутые сервогидравлические системы значительно улучшают контроль глубины хода, гарантируя стабильные и воспроизводимые результаты. Во многих приложениях эта система устраняет необходимость в блоках поцелуев 9.0092
 Новые замкнутые сервогидравлические системы значительно улучшают контроль глубины хода, гарантируя стабильные и воспроизводимые результаты. Во многих приложениях эта система устраняет необходимость в блоках поцелуев 9.0092
Новые замкнутые сервогидравлические системы значительно улучшают контроль глубины хода, гарантируя стабильные и воспроизводимые результаты. Во многих приложениях эта система устраняет необходимость в блоках поцелуев 9.0092- Для подачи материала гидравлическому прессу требуется внешнее или вспомогательное питание. Питатель должен иметь собственное питание и быть интегрированным с системой управления прессом. Тем не менее, растущий выбор систем подачи с автономным питанием доступен в виде рулонной подачи, подачи сцепкой и подачи воздуха.
- Как механические, так и гидравлические прессы испытывают удары после прорыва во время вырубки. Но гидравлика гидравлического пресса также должна быть изолирована от ударов, связанных с декомпрессией. Если гидравлическая система не имеет противоударной функции, этот удар может повлиять на трубопроводы и фитинги.
Какой тип гидравлического пресса лучше всего подходит для моего применения?
Прессы с открытым зазором обеспечивают легкий доступ с трех сторон. Четырехколонные прессы обеспечивают равномерное распределение давления. Прессы с прямой стороной обеспечивают жесткость, необходимую для загрузки со смещением от центра в прогрессивных штампах. Следует помнить одну важную вещь: чем более критична работа и чем более требовательны допуски, тем больше должен быть запас грузоподъемности.
Четырехколонные прессы обеспечивают равномерное распределение давления. Прессы с прямой стороной обеспечивают жесткость, необходимую для загрузки со смещением от центра в прогрессивных штампах. Следует помнить одну важную вещь: чем более критична работа и чем более требовательны допуски, тем больше должен быть запас грузоподъемности.
Этот специализированный сложный гидравлический пресс глубокой вытяжки с двумя подвижными плитами был интегрирован с двумя 6-осевыми роботами, которые не только загружают и разгружают, но и побуждают пресс выполнять несколько операций — вытягивание, несколько повторных вытяжек и глажение. эксплуатация — требуется для производства мощного баллона высокого давления. Чтобы извлечь только что вытянутую деталь из пресса, робот FANUC перемещается между двойными плитами и, находясь в нужном положении, дает указание прессу, когда и с какой скоростью извлекать деталь.
После определения основ следующим вопросом является выбор опций. Большинство производителей гидравлических прессов предлагают множество аксессуаров, таких как:
Большинство производителей гидравлических прессов предлагают множество аксессуаров, таких как:
- Концевые выключатели реверсирования расстояния.
- Гидравлические переключатели реверса давления.
- Автоматический (непрерывный) цикл.
- Таймеры задержки.
- Скользящие валики и поворотные делительные столы.
- Подушки штампов.
- Цилиндры выброса или выталкиватели.
- Электронные световые завесы и другие устройства безопасности.
- Сенсорное управление.
- Обратная связь сервосистемы для точного, постоянного и воспроизводимого управления ходом.
Обратите внимание, что гидравлический контур пресса определяется в основном его применением. В приложениях с длинным ходом, таких как глубокая вытяжка, типична схема с двумя насосами с регенерацией. Это позволяет прессующему поршню быстро двигаться вниз к работе и обратно, обеспечивая при этом плавную скорость вытягивания.
Однако при штамповке на гидравлическом прессе лучше свести к минимуму количество клапанов, используемых во время, как правило, очень короткого хода. В большинстве прессов, используемых для штамповки, используется только один гидравлический насос из-за необходимого короткого хода. Эта настройка позволяет меньше «перемещать клапан», что сокращает время цикла для полного хода и позволяет выполнять гораздо больше ходов в минуту.
Качество может сильно различаться от пресса к прессу. Некоторые легкие прессы способны мгновенно «шлепать» работу и реверсировать, а есть мощные машины, предназначенные для металлообработки общего назначения.
Для сравнения одной машины с другой можно использовать несколько конструктивных пунктов:
Рама: Обратите внимание на конструкцию рамы — жесткость, толщину надрессорной балки, грузоподъемность и другие факторы. Цилиндр: какого диаметра? Как он устроен? Кто делает это? Насколько он исправен? Максимальное давление в системе: при каком давлении пресс развивает полную грузоподъемность? Наиболее распространенный диапазон для промышленных прессов составляет от 1000 до 3000 фунтов на квадратный дюйм. Мощность в лошадиных силах: продолжительность, длина и скорость хода прессования определяют требуемую мощность в лошадиных силах. Сравните мощность в лошадиных силах.
Мощность в лошадиных силах: продолжительность, длина и скорость хода прессования определяют требуемую мощность в лошадиных силах. Сравните мощность в лошадиных силах.
Скорость: Определите скорость, которую предлагает каждый гидравлический пресс.
Проектирование пресса: советы по выбору
Тоннаж пресса. Тоннаж, необходимый для выполнения работы, и формулы для его определения одинаковы для гидравлических прессов и механических прессов. Инструменты обычно взаимозаменяемы. Могут быть определенные приложения, такие как глубокая вытяжка, в которых характеристика полного рабочего хода гидравлического пресса снижает тоннаж, но нет известных примеров гидравлического пресса, требующего большего тоннажа.
Пресс типа «воздух-над-маслом» подходит для применений, требующих приложения усилия к заготовке в течение длительного периода времени.
Выбор тоннажа прессы в типичных печатных цехах часто не более чем догадки.
Например, если успешно выполняется работа на 100-тонном механическом прессе, тоннаж, как правило, остается неизменным в течение всего срока службы. Работа, возможно, никогда не пробовалась на 75 или 50 тонн. Однако с помощью гидравлического пресса вы можете быстро и легко регулировать тоннаж, настраивая пресс точно на правильный тоннаж для каждой конкретной работы.
Как пресса влияет на работу. В большинстве случаев влияние хода одинаково как на гидравлические, так и на механические прессы. Тем не менее, отбойные молотки и некоторые механические прессы, по-видимому, лучше справляются с мягкими ювелирными изделиями и ударными работами. Действие чеканки кажется более резким, если есть удар.
Однако при глубокой вытяжке полный рабочий ход гидравлического пресса дает значительно лучшие результаты.
Вопросы автоматизации
Существует множество способов и причин для автоматизации гидравлического пресса, от простых до очень сложных.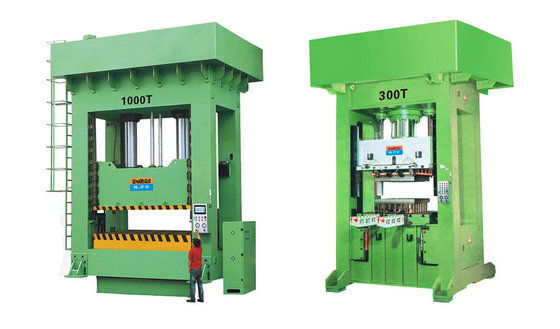 Поскольку функциональность печатной машины лежит в основе автоматизации, выгодно сотрудничать с производителем печатной машины, который также является авторизованным системным интегратором и имеет долгую историю предоставления интегрированных систем автоматизации печатной машины для целого ряда приложений.
Поскольку функциональность печатной машины лежит в основе автоматизации, выгодно сотрудничать с производителем печатной машины, который также является авторизованным системным интегратором и имеет долгую историю предоставления интегрированных систем автоматизации печатной машины для целого ряда приложений.
Автоматизация может быть интегрирована во время первоначальной установки пресса или может быть добавлена к существующей установке пресса. Для последних большая часть времени автоматизация добавляется не потому, что пресс работает медленно, а в результате многих других факторов, некоторые из которых неожиданны: вверх.
- Кадровые ресурсы в данном географическом районе недостаточны или отсутствуют.
- Требуются прессовщики в другие помещения объекта.
- Автоматизировать малоиспользуемый пресс выгоднее, чем покупать еще один новый или бывший в употреблении пресс.
- Необходимо более стабильное качество и количество продукции.
