Содержание
Как согнуть трубу из нержавейки с трубогибом и без него
С целью придания нержавеющей стали определённых технических характеристик (устойчивости к коррозии, высоким
температурам, механической прочности) выполняется её легирование хромом, никелем, титаном, медью и др. Это
существенно улучшает её технические характеристики, однако делает более сложным, трудоемким процесс обработки.
Поэтому гибка нержавеющих труб, особенно в домашних условиях, может вызвать затруднения. Для её осуществления
необходимо применять специализированный инструмент с механическим или электроприводом. Использование первого требует
приложения физических усилий, второго – наличие подключения к сети в месте выполнения работ. Также важно
учитывать, что после деформации труба нержавеющая
несколько изменит характеристики:
- наружная стенка, на которую приходится основное давление потока рабочей среды, истончится;
- на внутренней образуются неровности, заломы, которые впоследствии могут стать причиной коррозии;
- форма сечения овализируется, что может отрицательно сказаться на пропускной способности.


Чтобы по возможности минимизировать негативные последствия, вопрос, как согнуть трубу из нержавейки, необходимо
детально изучить.
Выполнение этого вида работ предполагает применение двух способов, которые если не предотвращают полностью, но
уменьшают растяжения и деформации материала.
- Использование внутреннего ограничителя. Для этого может применяться замёрзшая вода, просеянный песок, не
содержащий крупных включений, смолы, резина или специальная пробка – дорн. Твердые наполнители позволяют
лучше сохранить форму сечения, эластичные – уменьшают растяжение внешней стенки. Чтобы избежать
образования царапин на внутренних поверхностях, прежде чем согнуть трубу, её необходимо смазать изнутри машинным
маслом или мыльной эмульсией. - Использование наружного ограничителя. В этом качестве выступают специальные металлические ролики.
Практика показывает, что максимальный эффект дает сочетание двух способов защиты.
Методы гибки
В зависимости от толщины стенки, величины сечения, прочих особенностей изделия могут задействоваться промышленные или
ручные технологии. Первые предполагают использование специальных станков, механизмов, вторые – различных
Первые предполагают использование специальных станков, механизмов, вторые – различных
трубогибов, иных инструментов. Так как гнуть нержавеющие трубы – довольно сложный процесс, некоторые неопытные
мастера делают это при помощи горелки. Важно понимать, что горячие методы обработки данного материала недопустимы.
Промышленные технологии гибки нержавеющей трубы
- Волочение. Подходит для тонкостенных бесшовных изделий. Предполагает изготовление шаблона большего размера,
нежели сама заготовка. Он продевается в фильеру, через которую затем протаскивается обрабатываемое изделие.
Нужная форма придаётся за счёт вращения шаблона. - Вальцовка. Для выполнения этой операции задействуется станок со специальными роликами, где можно согнуть трубу в
спираль, кольцо или иную сложную конфигурацию. - Обкатка. Применяется для толстостенных изделий диаметром до 15 см. Заготовка фиксируется на статичном ролике,
воздействие осуществляется подвижным роликом. - Растяжение. Одна из наиболее эффективных методик, позволяющая свести к минимуму деформации. В этом случае деталь
фиксируется с обоих концов и придание угла изгиба осуществляется одновременно с растяжением. - Воздействие гидростатическим давлением. Здесь гибка труб из нержавейки осуществляется за счёт сопротивления
воды, которая нагнетается внутрь. Это создаёт значительное напряжение металла, способствующее увеличению
показателей пластичности. Благодаря этому ему можно придавать нужную форму с минимальными усилиями. - Проталкивание. Допустимо для изделий малого диаметра (до 3 дюймов). Для реализации метода задействуются две
матрицы: подвижная и статичная. Смещаясь относительно друг друга они могут согнуть заготовку в нескольких местах
под разными углами и в противоположных направлениях.
 Одна из наиболее эффективных методик, позволяющая свести к минимуму деформации. В этом случае деталь
Одна из наиболее эффективных методик, позволяющая свести к минимуму деформации. В этом случае детальРучные способы гибки нержавеющей трубы
Выясняя, как согнуть трубы без трубогиба, стоит обратить внимание на станок Вольнова. Он создаёт необходимый угол с
применением простейшей схемы, в которой задействованы три элемента:
- упор – статичный фиксатор одного конца детали;
- радиусное основание, размер которого соответствует углу изгиба;
- подвижный элемент, осуществляющий давление на второй конец детали.

С этим станком имеется возможность создавать любой угол за счёт смены размеров статичных и вращающихся элементов.
Чаще всего, чтобы согнуть трубу из нержавейки в домашних условиях, используются трубогибы. Они могут иметь
механические, гидравлические, электрические приводы, предполагающие возможность применения различного уровня силы.
Поэтому для обработки с помощью такого инструмента можно купить
нержавейку значительной толщины, диаметра.
Необходима отвечающая высоким требованиям сталь?
Выбирайте материал с подходящими свойствами на нашем сайте и оставляйте заказ!
В нашем ассортименте представлен материал самого разнообразного назначения!
Различают несколько типов трубогибов:
- Рычажный. Предполагает применение механического усилия. К его достоинствам можно отнести простоту эксплуатации
за счёт наличия большого плеча рычага, компактность, возможность создания угла до 180 градусов, удобную
регулировку для адаптации под размеры заготовок до 18 мм. - Арбалетный. Так как согнуть трубу большого диаметра с применением физической силы всё же сложно, используется
гидравлический привод. Этот инструмент предполагает фиксацию концов детали с последующим воздействием на её
середину при помощи штока. Он перемещается под действием винтового или гидравлического домкрата и позволяет
работать с заготовками до 351 мм в диаметре. - Электрический. Это лёгкий, предельно удобный в эксплуатации инструмент для обработки изделий практически любого
размера. Отличается мощностью, высокой скоростью при минимальной деформации стенок и сечения.

Самой доступной является гибка труб нержавейки с применением рычажного инструмента, так как он недорого стоит. Цена
электрических трубогибов на порядок выше, однако для выполнения разовых работ их можно взять напрокат.
Как согнуть трубогибом трубу профильного и круглого типа
Прочность стенок деформируемого металлопроката легко ухудшается, если не знать, как согнуть трубу трубогибом правильно. Поэтому всем стоит прочитать данную статью, чтобы понять, как добиться желаемого результата.
Поэтому всем стоит прочитать данную статью, чтобы понять, как добиться желаемого результата.
Что будет, если не придерживаться рекомендаций?
- Металл истончается;
- Внешние края изделия растягиваются;
- Внутренняя часть трубы сминается;
- Образуются складки;
- Портится внешний вид.
Многие владельцы частных домов и производители металлопроката принимают множество попыток изменения металла, в целях создания оригинальных образцов. Эта тема популярна и при строительстве забором, монтаже теплиц и прочего. Изменить металлопрокат вручную, не применяя специальных механизмов, иногда абсолютно нереально. Поэтому мы и написали данную статью, чтобы каждый знал, как согнуть трубу трубогибом и не только.
Это будет особо интересно тем, кто собрался изменять профильные трубные изделия.
Как согнуть трубу трубогибом без складок и заломов
На картинке представлены максимальные радиусы изгиба для наиболее востребованных размеров круглого металлопроката.
Почему нужно использовать трубогиб при сгибе труб?
- Уменьшение траты усилий для выполнения данной задачи;
- Отсутствие появления деформаций;
- Гарантия идеального результата с точными параметрами.
Как согнуть металлическую трубу трубогибом
Как правильно согнуть трубу гидравлическим трубогибом
Популярны при работе с толстостенными стальными изделиями, для изменения которых требуется достаточно много усилий.
Краткая инструкция:
- Изменяемая деталь кладется между металлическими направляющими и прижимными вальцами;
- С помощью сжимающих вальцов устанавливается радиус и угол сгиба;
- Металлическое изделие проходит через направляющие и прижимные вальцы, с помощью которых и получается необходимая форма.
Сгиб трубы гидравлическим трубогибом возможен для трубопроката с круглым и профильным сечением, который имеет небольшую толщину стенки и диаметр.
Чтобы увеличить эффективность и производительность всей работы, механизм дополняется электроприводом на вальцы. Тогда нужно установить будущие параметры изделий и запустить работу. Вся работа автоматизируется и не потребует физических усилий.
Согнуть трубу ручным трубогибом можно ровно также, как и гидравлическим.
Применение внутренней или внешней пружины возможно обычно при работе с тонкостенными трубами с круглым сечением малого диаметра. Чтобы облегчить работу, участок растяжки разогревают обычной паяльной лампой.
Инструкция:
- Пружина надевается на поверхность и проталкивает до нужного места сгиба;
- Разогреваем место сгиба;
- Берем изделие с двух концов и сгибаем до необходимой формы;
- Все остывает, пружина снимается.
Применение песчаной засыпки гарантирует равномерный радиус и угол сгиба обрабатываемого изделия без деформаций.
Способы, как согнуть трубы НЕ трубогибом
- Методом нагревания;
- С помощью колышков;
- Специальной пружины;
- Плоскопараллельной пластины;
- С применением воды.
Методом нагревания деформируют трубопроводы из алюминия и стали. Тогда внутрь полости помещают песок и крепят с двух концов. Горелкой нагревают нужную часть изделия и выполняют сгиб. Чтобы определить правильно выбранную температуру, знайте, Вы увидите яркую красноту на изделии. Совет! Используйте перчатки.
Если не захотели сгибать трубу трубогибом, а использовать колышки, возрастет вероятность получения дефектов или разлома. Поэтому рекомендуют заполнить внутреннюю часть песком и прикрыть открытые части заглушками. Этот приём возможен только для трубопроката 16-20 мм диаметром. Далее их закапывают в землю и выполняют сгиб. Способ предназначен и для проката и с бОльшим диаметром, но тогда будет сложнее. Для оцинкованных изделий этот вариант сгиба не подходит.
Метод металлической пружины описан ранее.
Некоторым людям интересно, как согнуть трубу трубогибом при помощи плоскопараллельной пластины. Для этого нужно установить её в специальный зажим и сгибать вдоль этой самой пластины. Такой способ экономичный и простой, но не самый популярный.
Для этого нужно установить её в специальный зажим и сгибать вдоль этой самой пластины. Такой способ экономичный и простой, но не самый популярный.
Применение воды в гибке – частое явление. Полость заполняется водой, открытые части прикрываются заглушками с двух концов, замораживается. После чего изделие снова нагревают и выполняют гибку. Не применяется данный метод для оцинкованных продуктов.
Как согнуть трубогибом трубу профильного типа
Если есть необходимость деформировать профилированную трубу типа, то у многих возникают проблемы с решением этой задачи.
Продукт с небольшим диаметром сгибается даже без нагрева, но заранее заполненный песком или водой. Устанавливают его на 2 закрепленные опоры и выполняют сгиб киянкой.
Чтобы исключить получение, нужно все делать внимательно и плавно.
Чтобы получить больший изгиб, еще больше нагрейте изделие в нужной части.
Выбирайте нужное оборудование, посмотрев каталог профильных трубогибов. Благодаря им, Вы сможете без труда изменить металлопрокат на установленные размеры. Помощь в выборе окажут менеджеры компании «Передовые технологии». Свяжитесь с ними по телефону 8(495)150-24-23.
Благодаря им, Вы сможете без труда изменить металлопрокат на установленные размеры. Помощь в выборе окажут менеджеры компании «Передовые технологии». Свяжитесь с ними по телефону 8(495)150-24-23.
Как согнуть трубогибом трубу из металлопластика
Данный металлопрокат востребован при монтаже системы теплого пола. А это ведет за собой многочисленные сгибы трубного изделия. Чтобы выбрать нужный вариант оборудования для этого, внимательно прочтите статью «Как выбрать трубогиб».
Помимо того, что Вы можете согнуть трубу трубогибом без каких-либо проблем и не особо применяя физические усилия, нужный сгиб можете выполнить следующими способами:
- Вручную и без дополнительных приспособлений. Для этого нужно зажать в руках и начинать сгибать, исключая перегиб. Если брать максимальный угол, на который можно выполнить сгиб, это 15 градусов на каждые 2 см изделия;
- Применить проволоку, которая помещается во внутреннюю часть трубопроката, и после чего, выгибается;
- Применить песок, который помещен в металлопластиковое изделие. Продукт закрепляется и плавно сгибается, параллельно нагревается участок сгиба.
 Продукт закрепляется и плавно сгибается, параллельно нагревается участок сгиба.
Продукт закрепляется и плавно сгибается, параллельно нагревается участок сгиба. Из перечисленных методов ясно, как согнуть трубу. Но специалисты рекомендуют все-равно использовать хорошие трубогибы, которые Вы можете заказать в компании «Передовые технологии». Делайте заказ, добавив нужный товар в корзину и оформив покупку. Доставка осуществляется по всем городам России.
Заказывайте прямо сейчас!
Изгибы труб: краткое руководство
Технологические трубопроводы редко перемещаются по прямой линии от процесса к процессу. Современные системы обработки часто представляют собой сложную сеть поворотов, перепадов высот, фитингов и многого другого.
Как и в случае с большинством трубопроводов, понимание идеального использования изогнутой трубы в вашей конструкции или проекте имеет важное значение для правильной работы готовой системы.
В этом руководстве мы рассмотрим, почему вы можете учитывать изгибы труб при проектировании вашей системы, а также общие соображения при поиске идеального изгиба трубы.
Зачем использовать изогнутые трубы и трубы?
Гибка труб позволяет системам свести к минимуму изменения давления, в то же время направляя материалы через сложные системы трубопроводов.
Поскольку большинство изогнутых труб не изменяют концы трубопровода, изгибы труб часто легко реализовать в рамках технологической системы с использованием стандартных процессов сварки, фланцев или других методов соединения.
Разнообразие размеров изгибов труб и материалов делает их пригодными для прокладки любых материалов: от горячих или едких жидкостей до поддержания давления и перемещения жидкостей с высокой вязкостью или жидкостей с взвешенными твердыми частицами, таких как трубопроводы для пульпы нефтеносных песков, которые содержат высокую концентрацию кварцевый песок.
Наконец, поскольку большинство методов гибки труб достаточно экономичны, использование изогнутых труб и трубок окажет минимальное влияние на общий бюджет проектирования при использовании идеальной длины и размера для вашего применения.
Распространенные методы гибки труб и их преимущества
Несмотря на то, что существует несколько доступных методов гибки труб, большинство из них относятся к одной из двух категорий: сила, чтобы помочь придать трубе ее окончательную форму, в то время как методы горячей гибки используют осторожный нагрев, чтобы уменьшить требуемое усилие.
Каждый метод имеет уникальные преимущества и определяет возможную степень изгиба и окончательную форму трубы.
Методы холодной гибки
Вращательная гибка: Труба или труба гнутся с использованием комбинации штампов и других различных компонентов, работающих во вращательном действии. Это действие вытягивает трубу или трубку вперед, делая желаемый изгиб. Вращательно-вытяжная гибка также может использовать оправки.
Изгиб оправки: Оправка помещается внутрь изгибаемой трубы или трубы, особенно с более тонкими стенками, для предотвращения дефектов, которые могут возникнуть при изгибе детали, таких как волнистость, сплющивание или разрушение.
Гибка сжатием: Гибка трубы с использованием стационарной матрицы, в то время как контрматрица изгибает материал вокруг неподвижной матрицы.
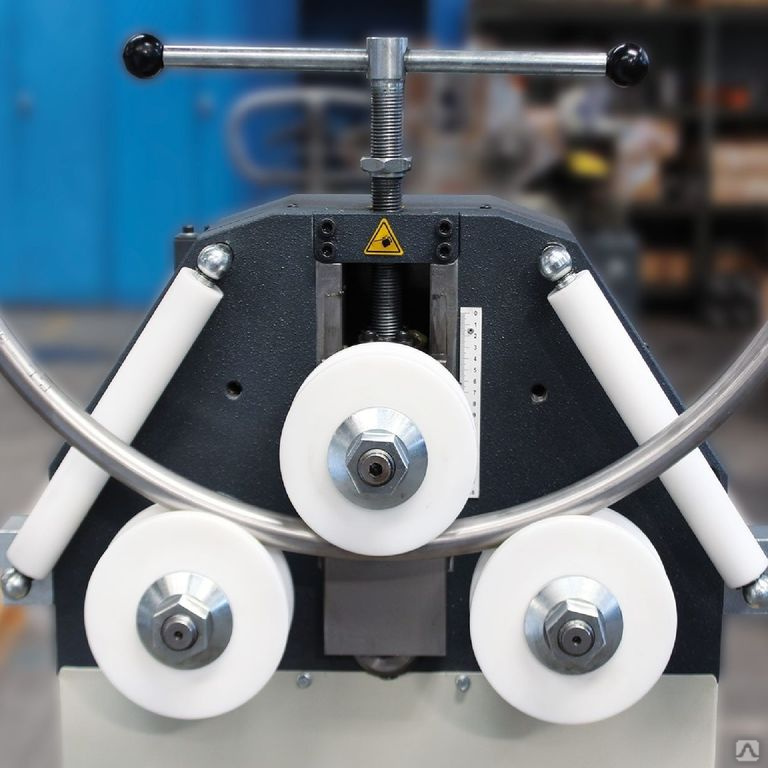
Роликовая гибка: Используется, когда требуются изгибы или изгибы большого радиуса. Этот метод пропускает кусок трубы или трубы через серию из трех роликов в конфигурации пирамиды для получения желаемой кривой.
Горячая гибка или индукционная гибка
Хотя существуют небольшие различия в различных методах горячей гибки труб, почти все они относятся к индукционной гибке.
Этот метод точно нагревает трубу с помощью катушки индукционного нагрева перед приложением давления, чтобы сделать предполагаемый изгиб.
Он требует гораздо меньше физической силы, чем методы холодной гибки, и позволяет производить гибки аналогичного или более высокого качества без наполнителей, оправок или других добавок, используемых для предотвращения деформации.
Несмотря на то, что индукционная гибка сводит к минимуму уменьшение диаметра в месте изгиба, она приводит к некоторым изменениям толщины трубы.
Как правило, intrados, или внутренняя часть изгиба, становится толще, а extrados, или внешняя часть изгиба, становится тоньше.
Этот метод чаще всего используется для трубопроводов и труб большого диаметра, а также для изгибов большого радиуса.
Однако он также может использоваться в трубах меньшего диаметра и в изгибах с малым радиусом.
Размер и посадка изгиба трубы
В большинстве случаев изгибы трубы измеряются по отношению к номинальному размеру или диаметру трубы (D).
Отводы с большим радиусом, например, имеют расстояние от конца до центра, равное 1,5 диаметра (иногда отмечается как >1,5D).
Отводы с коротким радиусом имеют расстояние от конца до центра, равное диаметру трубы.
Радиус осевой линии изогнутых труб и трубок можно определить, умножив обозначение D на диаметр трубы.
Например, труба 5D с диаметром D 10 дюймов будет иметь радиус центральной линии 50 дюймов.
180-градусные изгибы труб используют другое измерение, основанное на расстоянии от центра к центру, что позволяет лучше понять требуемое пространство и то, как изгибы труб будут вписываться в систему.
Как и в случае с отводами, умножение диаметра 180-градусного изгиба трубы на обозначение D даст вам расстояние между центрами.
Изгибы труб с коротким радиусом 180 градусов являются двухмерными, а изгибы труб большого радиуса — трехмерными.
Это означает, что 4-дюймовая труба с коротким радиусом будет иметь расстояние от центра до центра 8 дюймов, в то время как такая же 4-дюймовая труба с большим радиусом изгиба будет иметь расстояние от центра до центра 12 дюймов.
Что бы вы ни рассматривали: колена или 180-градусные изгибы, тангенциальные концы индукционно изогнутых труб часто не подвергаются процессу гибки и могут быть согласованы с существующими трубопроводами по диаметру, фланцу, клапану или фитингу.
Хотя поначалу подгонка изогнутых труб и определение их размеров могут показаться сложными, базовое понимание используемых измерений упрощает их согласование с существующей системой или интеграцию в новую конструкцию.
Популярные материалы, используемые для гибки труб
Методы гибки труб зависят от используемых металлов.
Однако из-за меньшего усилия, необходимого для достижения обычных углов, индукционная гибка совместима с широким спектром как черных, так и цветных металлов, включая:
- Трубы из стали и стальных сплавов
- Трубы из нержавеющей стали
- Алюминиевые трубы
- Медные трубы
- Никелевые трубы
Заключительные мысли
Если стандартные 90-градусные отводы не подходят для вашей системы или требований к пространству, изогнутые трубы и трубки являются отличным вариантом прокладки.
Обладая глубоким пониманием методов гибки, материалов и общепринятой терминологии гибки труб, легко найти решение для труб и помещений любого размера.
Если у вас есть вопросы, специалисты Unified Alloys уже более четырех десятилетий поставляют отводы труб и другие компоненты из нержавеющей стали и сплавов для промышленности Северной Америки и Канады. Свяжитесь с нами сегодня , чтобы поговорить с нашими техническими экспертами по продажам и найти идеальное решение для вашего проекта.
Как сгибать трубу с помощью оправки
Оправки — это инструмент, обычно используемый при гибке труб и труб. При правильном использовании оправки могут помочь предотвратить некоторые из наиболее распространенных проблем и проблем, с которыми вы можете столкнуться при гибке труб.
Однако при неправильном расположении оправки сами по себе могут вызвать проблемы. Крайне важно, чтобы вы поняли, как сгибать трубу на оправке, прежде чем приступить к гибке.
Прежде всего, однако, важно понять, почему мы используем оправку при гибке трубы.
Почему мы используем оправку?
Основной причиной использования оправки при гибке трубы является поддержка. Оправка обеспечивает поддержку по всему радиусу изгиба и надежно удерживает трубу в канавке матрицы для изгиба.
Одной из наиболее важных проблем, которую предотвращает использование оправки, является возврат пружины. Спрингбок, или склонность металла возвращаться к своей первоначальной форме, может стать серьезной проблемой при изгибе трубы. Оправка — это самый простой способ предотвратить пружинение.
Оправка — это самый простой способ предотвратить пружинение.
Как согнуть трубу на оправке
Первый шаг в гибке на оправке такой же, как и при любом изгибе, вы должны установить свой инструмент. Правильная настройка инструмента необходима для правильного выполнения изгиба. Неправильно установленный инструмент может привести к складкам, перегибам, короблению, вздутию и разрушению трубы. Фактически, первым шагом в устранении любой проблемы с изгибом трубы должна быть проверка настройки инструмента.
Как только ваш станок и набор инструментов будут готовы, вы можете начать. При использовании оправки трубу сначала натягивают на оправку, которая удерживается в фиксированном положении. Однако эта позиция очень важна.
Например, если оправка расположена слишком далеко назад в трубе, она недостаточно далеко впереди, чтобы создать необходимое давление на внутренней стороне изгиба для сжатия материала. Ваш изгиб может начаться достаточно хорошо, но как только изгиб превысит 20 градусов или около того, материал начнет отталкиваться. Это, в свою очередь, образует рябь или волну.
Это, в свою очередь, образует рябь или волну.
Рябь формируется и постоянно сглаживается между оправкой и гибочным штампом. Когда труба будет снята с гибочного штампа, вы увидите большую выпуклость (точка А на диаграмме ниже).
Например, если оправка расположена слишком далеко назад в трубе, она недостаточно далеко впереди, чтобы создать необходимое давление на внутренней стороне изгиба для сжатия материала.
Ваш изгиб может начаться достаточно хорошо, но как только изгиб превысит 20 градусов или около того, материал начнет отталкиваться. Это, в свою очередь, образует рябь или волну.
Рябь формируется и постоянно сглаживается между оправкой и гибочным штампом. Когда труба будет снята с гибочного штампа, вы увидите большую выпуклость (точка А на диаграмме ниже).
Перемещение оправки слишком далеко вперед также может привести к серьезным проблемам с изгибом. В основном, когда оправка выдвинута слишком далеко вперед, это может привести к образованию выпуклости в конце изгиба.