Содержание
Таблица совместимости метрических и дюймовых резьб. Таблица соответствия различных типов резьб общемашиностроительного, нефтяного и газового сортаментов
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление
| Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов. Поделиться:
Поиск в инженерном справочнике DPVA. Введите свой запрос: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 / / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Таблица совместимости метрических и дюймовых резьб. Таблица соответствия различных типов резьб общемашиностроительного, нефтяного и газового сортаментов
/ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Таблица совместимости метрических и дюймовых резьб. Таблица соответствия различных типов резьб общемашиностроительного, нефтяного и газового сортаментов Основные размеры»
Основные размеры» ISO 228/1
ISO 228/1 NF E 03-004 (Франция)
NF E 03-004 (Франция) ISO 5855
ISO 5855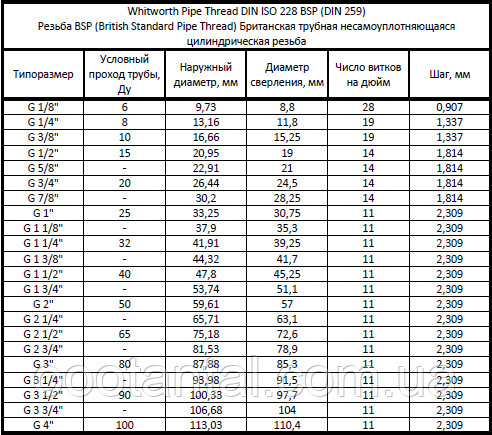 5
5 500-20 STUB ACME
500-20 STUB ACME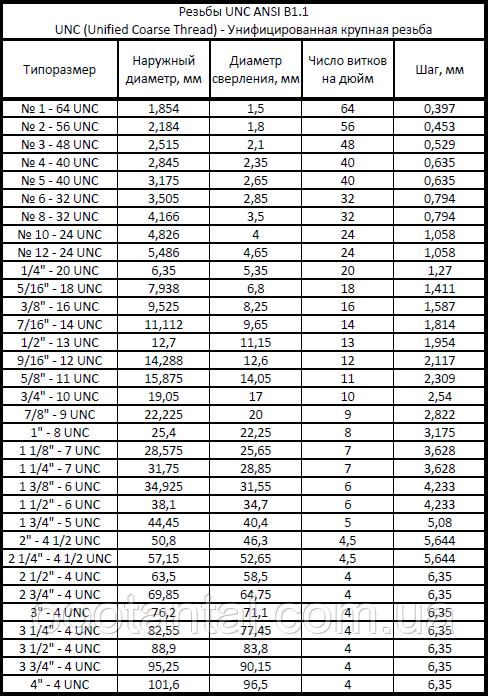 9 (США)
9 (США) ANSI/ASME B 1.20.1 (США)
ANSI/ASME B 1.20.1 (США) API спецификация 7 (CША)
API спецификация 7 (CША)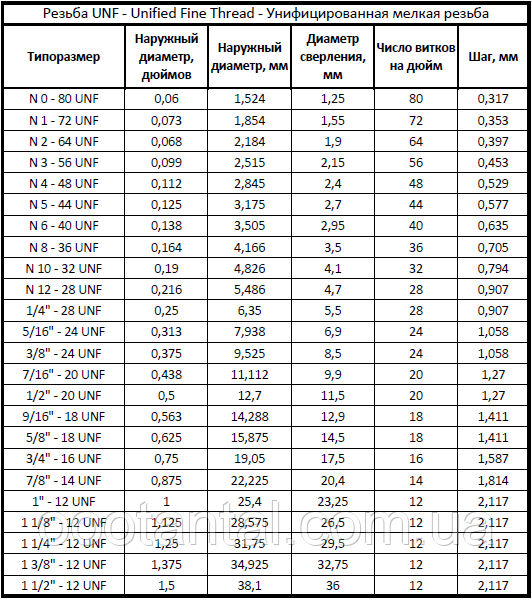
Як визначити крок різьби. Метрична і дюймова різьба. Статті компанії «Крепсила»
Існують різні типи різьб: від художньої до машинобудівної. Остання являє собою гвинтову нарізку, нанесену по спіралі на стрижень з круглим перетином або на поверхню отвори. У сучасному будівництві, машинобудуванні і навіть побуті найбільш поширеними вважаються дві різьбові системи — метричну і дюймову.
Насправді в міжнародній системі існує величезна кількість різних стандартів. Але в російськомовних країнах прийнято використовувати стандарт метричної різьби ISO DIN 13:1988 з кутом нахилу вершини профілю. Вітчизняні стандарти, що визначають даний тип різьби, — ГОСТ 24705-2004 та ДСТУ ГОСТ 16093:2019.
Метрична різьба
Головна відмінність різьблення даного типу від подібних їй у тому, що тільки в метричній різьбі кут профілю дорівнює 60° (існує ще різьблення з кутом 55° і 47°).
Метрична різьба використовується повсюдно, в тому числі в метричному кріпленні. З-за її найширшого застосування знадобилося створити значну кількість різновидів, щоб пристосувати цю універсальну різьблення під різні ситуації.
Види метричної різьби
- Ліва, права.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (класична і наполеглива), прямокутна, трикутна, овальна, циліндрична (трубна, конічна).
- Стрічкова, модульна, питчевая та ін.


Ліва і права метрична різьба
Види метричної різьби
Дюймова різьба
Дюймова різьба має кут профілю 55°. Головною одиницею вимірювання дюймової (імперської) системи, як не важко здогадатися, є дюйм. На листі він позначається верхній лапкою, стоїть без пробілу відразу після числа: 2″.
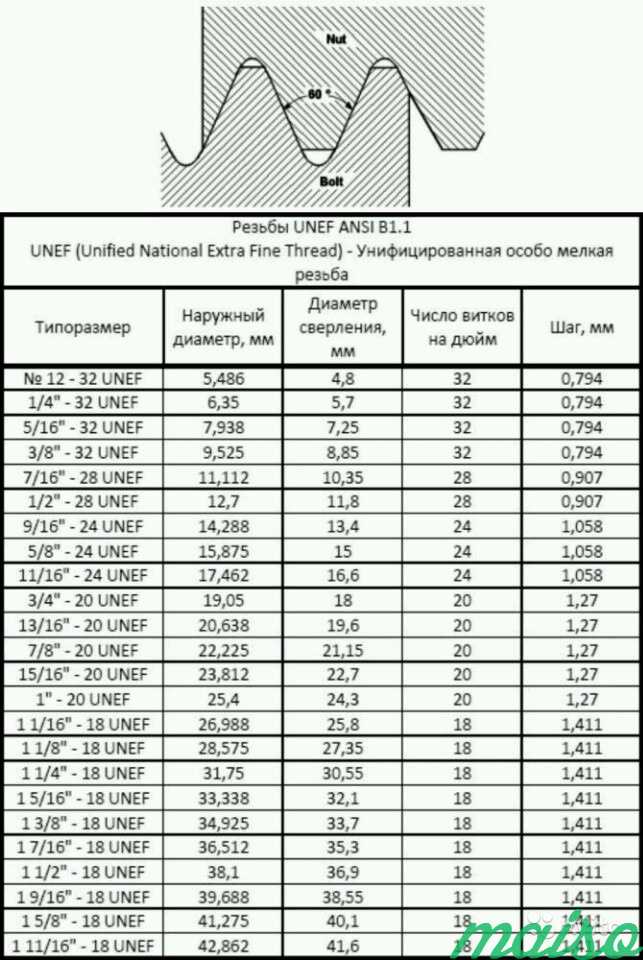
Найбільш відомими стандартами дюймової різьби називають UNC і UNF.
Як визначити крок різьби
Визначити крок різьби потрібно при виборі резьбонадрезного інструменту або свердла для пробуривания отвори під елемент в якій-небудь поверхні. Також необхідно ретельно підбирати один до одного сполучаються елементи при організації болтового, гвинтового, шпилечного чи іншого розбірного різьбового сайту. Визначити крок різьблення можна різними способами.
- Визначення кроку різьби з допомогою резьбомера (шаблону)
Таку назву носить спеціальний інструмент, що складається із спеціальних пластин (гребінок), на одній із сторін якої розташовуються виступи, що допомагають визначити крок різьби.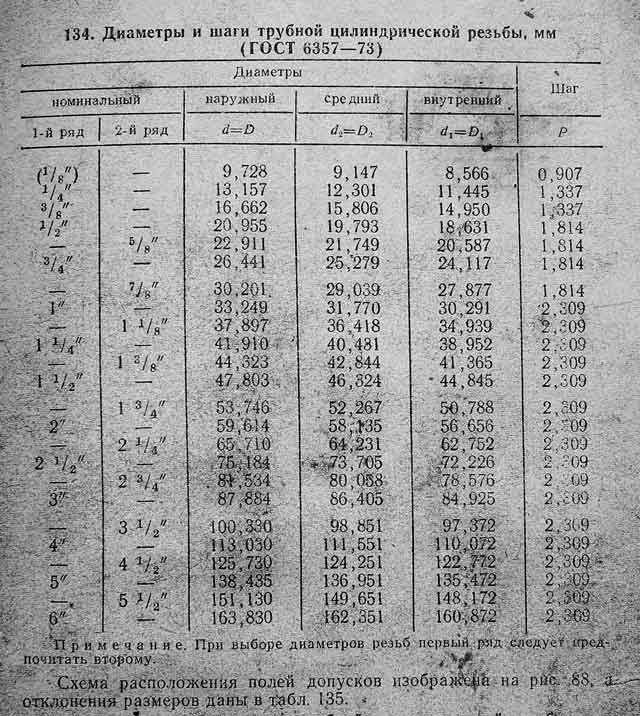 Пластини закріплені на одному або двох осях, об’єднаних у спільному корпусі. Існують окремі шаблони для метричної та дюймової різьби. Легко відрізнити їх один від одного допомагає маркування: на перших стоїть знак 60°, на друге — 55°.
Пластини закріплені на одному або двох осях, об’єднаних у спільному корпусі. Існують окремі шаблони для метричної та дюймової різьби. Легко відрізнити їх один від одного допомагає маркування: на перших стоїть знак 60°, на друге — 55°.
Перевага такого методу в тому, що він є найбільш точним (при вмілому поводженні з інструментом). При виробництві шаблонів використовуються спеціальні сталі, що не піддаються стиску і розширення під впливом різних температур. Це дозволяє використовувати резьбомеры практично в будь-яких погодних умовах.
- Визначення кроку різьби за допомогою лінійки
Цей спосіб не може дати стовідсоткового результату, але він чудово підходить для тих випадків, коли немає іншого варіанту вирішення поставленого завдання. Щоб дізнатися число витків за допомогою лінійки, слід визначити загальну довжину різьбового ділянки і порахувати кількість витків на цій відстані. Далі потрібно просто розділити довжину на число підрахованих ниток — відповідь і буде отриманим значенням кроку різьби.
Цей спосіб може мати іншу модифікацію. Якщо у вас є шматок паперу, то слід прикласти його до резьбовому ділянці і сильно притиснути. На цьому відбитку роблять замір (з допомогою лінійки чи іншого вимірювального інструменту) відразу декількох ділянок: двох, трьох чи більше, — а після розділити довжину вибраної ділянки на кількість витків у ній. Процес аналогічний описаному в попередньому абзаці.
- Визначення кроку різьби за допомогою штангенциркуля
Для цього слід провести вимірювання так, як показано на рисунку. Отримане значення співвіднести з тим, що наводиться в таблиці, і дізнатися правильне значення кроку для метричної або дюймової системи відповідно.
Таблиця відповідності діаметром і кроків метричної різьби
Зовнішній діаметр, мм | Внутрішній діаметр, мм | Крок різьби, витків на дюйм | Крок різьби | BSP | Метрика | Дюйм UNF | Дюйм NPT |
9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
12,4-12,7 | 11,3-11,6 | — | — | — | — | 1/2″-20 | — |
12,9-13,1 | 11,4-11,9 | 19 | — | 1/4″ | — | — | — |
12,9-13,1 | 11,4-11,9 | 18 | — | — | — | — | 1/4″ |
13,6-13,9 | 12,2-12,6 | — | 1,5 | — | M14x1,5 | — | — |
14,0-14,3 | 12,7-13,0 | 18 | — | — | — | 9/16″-18 | — |
15,6-15,9 | 14,2-14,6 | — | 1,5 | — | M16x1,5 | — | — |
16,3-16,6 | 14,9-15,4 | 19 | — | 3/8″ | — | — | — |
16,3-16,6 | 14,9-15,4 | 18 | — | — | — | — | 3/8″ |
17,6-17,9 | 16,2-16,6 | — | 1,5 | — | M18x1,5 | — | — |
18,7-19,0 | 17,3-17,6 | 16 | — | — | — | 3/4″-16 | — |
19,6-19,9 | 18,2-18,6 | — | 1,5 | — | M20x1,5 | — | — |
20,5-20,9 | 18,6-19,0 | 14 | — | 1/2″ | — | — | — |
20,7-21,1 | 18,3-18,7 | 14 | — | — | — | — | 1/2″ |
21,6-21,9 | 20,2-20,6 | — | 1,5 | — | M22x1,5 | — | — |
22,0-22,2 | 20,2-20,5 | 14 | — | — | — | 7/8″-14 | — |
22,6-22,9 | 20,6-21,0 | 14 | — | 5/8″ | — | — | — |
23,6-23,9 | 22,2-22,6 | — | 1,5 | — | M24x1,5 | — | — |
25,6-25,9 | 24,2-24,6 | — | 1,5 | — | M26x1,5 | — | — |
26,1-26,4 | 24,1-24,5 | 14 | — | 3/4″ | — | — | — |
26,3-26,7 | 23,7-24,1 | 14 | — | — | — | — | 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 | — | — | — | 1,1/16″-12 | — |
29,6-29,9 | 27,4-27,8 | — | 2 | — | M30x2 | — | — |
29,8-30,1 | 27,6-27,9 | 12 | — | — | — | 1,3/16″-12 | — |
29,6-29,9 | 28,2-28,6 | — | 1,5 | — | M30x1,5 | — | — |
32,6-32,9 | 30,5-30,9 | — | 2 | — | M33x2 | — | — |
33,0-33,2 | 30,3-30,8 | 11 | — | 1″ | — | — | — |
33,0-33,3 | 30,8-31,2 | 12 | — | — | — | 1,5/16″-12 | — |
32,9-33,4 | 30,3-30,8 | 11,5 | — | — | — | — | 1″ |
35,6-35,9 | 33,4-33,8 | — | 2 | — | M36x2 | — | — |
37,6-37,9 | 36,2-36,6 | — | 1,5 | — | M38x1,5 | — | — |
40,9-41,2 | 38,7-39,1 | 12 | — | — | — | 1,5/8″-12 | — |
41,6-41,9 | 39,4-39,8 | — | 2 | — | M42x2 | — | — |
41,5-41,9 | 39,0-39,5 | 11 | — | 1,1/4″ | — | — | — |
41,4-42,0 | 39,2-39,6 | 11,5 | — | — | — | — | 1,1/4″ |
44,6-44,9 | 42,4-42,8 | — | 2 | — | M45x2 | — | — |
44,6-44,9 | 43,2-43,6 | — | 1,5 | — | M45x1,5 | — | — |
47,3-47,6 | 45,1-45,5 | 12 | — | — | — | 1,7/8″-12 | — |
47,4-47,8 | 44,8-45,3 | 11 | — | 1,1/2″ | — | — | — |
47,3-47,9 | 45,1-45,5 | 11,5 | — | — | — | — | 1,1/2″ |
51,6-51,9 | 49,4-49,6 | — | 2 | — | M52x2 | — | — |
51,6-51,9 | 50,2-50,6 | — | 1,5 | — | M52x1,5 | — | — |
59,4-59,8 | 56,5-56,8 | 11 | — | 2″ | — | — | — |
59,9-60,2 | 56,4-56,7 | 11,5 | — | — | — | — | 2″ |
63,3-63,6 | 61,3-61,8 | 12 | — | — | — | 2,1/2″-12 | — |
Знай свои винты: введение в шаг резьбы
цех
5
Фото: Alexkich/Adobe Stock
Когда вы смотрите на винт, наиболее очевидным размером является внешний диаметр резьбы. В большинстве случаев ¼-дюймовый винт входит в ¼-дюймовое резьбовое отверстие или гайку. Однако иногда это неверно, поскольку наружная (винтовая) резьба не совпадает с гайкой или отверстием с внутренней резьбой. Скорее всего, их можно сдвинуть на один-два оборота, но результаты будут губительны для ваших креплений. Что тут происходит?
Возможно, шаги вашей резьбы (расстояние между витками) не совпадают, или вы даже пытаетесь сопоставить английскую и метрическую резьбы. Читай дальше, чтобы узнать больше!
Английский Резьба
Резьба указывается не только по диаметру, но и по количеству витков на дюйм. Например, болт диаметром ¼ дюйма может иметь спецификацию ¼–20 UNC, что означает 20 витков резьбы на дюйм. Он также может иметь спецификацию ¼–28 UNF, что означает 28 витков резьбы на дюйм.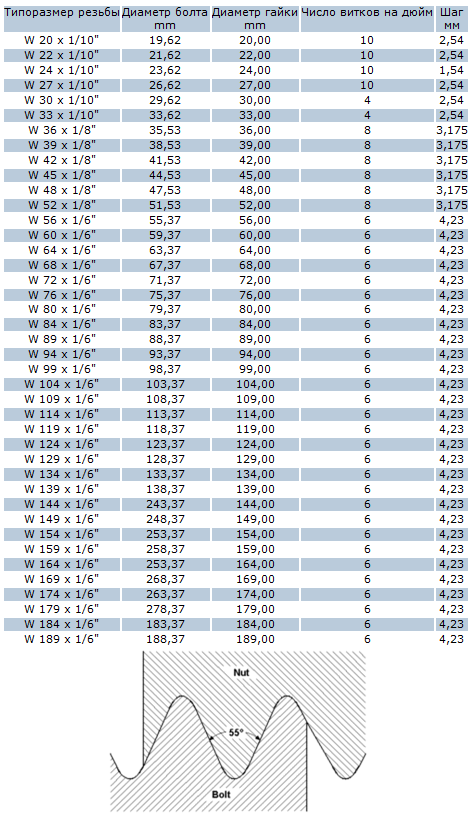 UNC и UNF обозначают Unified National Coarse и Fine threads соответственно
UNC и UNF обозначают Unified National Coarse и Fine threads соответственно
Иными словами, винты с -20 резьбой требуют 20 оборотов, чтобы войти в резьбовое отверстие глубиной в дюйм, или 10 оборотов, чтобы войти в резьбовое отверстие ½″ . Винты с резьбой –28 делают еще 8 оборотов на дюйм глубины. Тот факт, что винт имеет примерно такой же диаметр, что и отверстие, не означает, что он обязательно подойдет.
Вот таблица размеров резьбы ANSI (английский) для использования в ваших конструкциях.
Метрическая резьба
Еще больше усложняет ситуацию тот факт, что помимо английской резьбы также используются метрические резьбы. Хотя они менее распространены в Северной Америке, они далеко не редки в США и более распространены, чем английские нити в других частях мира. Подобно несоответствию шага резьбы, если метрический винт ввинтить в отверстие с английской резьбой, дела не пойдут хорошо. Если возможно, рекомендуется использовать только одну систему или другую в проекте, чтобы избежать путаницы. Если уж на то пошло, я стараюсь использовать винты как можно меньшего размера, так как это немного упрощает сборку.
Если уж на то пошло, я стараюсь использовать винты как можно меньшего размера, так как это немного упрощает сборку.
Метрические винты определяются диаметром в миллиметрах, за которым следует расстояние между каждой резьбой (шаг), также в миллиметрах. Таким образом, винт «M6 × 1» будет иметь диаметр 6 мм и расстояние между витками резьбы 1 мм. Эту систему, вероятно, легче понять, чем английскую версию, но я не думаю, что в ближайшее время какая-либо система исчезнет.
Вот таблица размеров метрической резьбы.
Другие типы резьбы
Если «аргумент» с метрической/английской резьбой не был достаточно сложным, то существуют также левосторонние винты, которые затягиваются против часовой стрелки или в противоположном направлении от «правой-затянутой-левой-свободной». », с которым вы, вероятно, знакомы. Для этого есть приложения, например, когда колесо может что-то ослабить при обычном использовании. Они не так распространены, но вы можете столкнуться с ними в какой-то момент.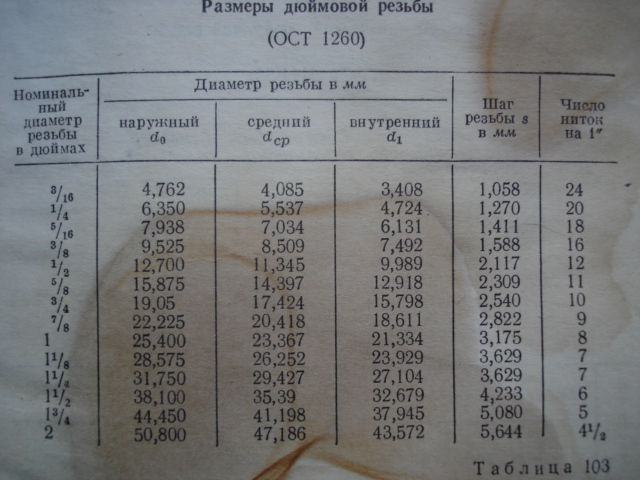
Есть также несколько необычных стандартов, таких как нити Acme и Whitworth. Однако вы вряд ли столкнетесь с этим при настройке 3D-принтера или сборке плоскости дистанционного управления.
Шурупы для дерева и шурупы для листового металла в более широком смысле могут рассматриваться как «крепежные изделия» и соответствовать несколько иным стандартам. К счастью, они могут формировать свои собственные потоки, и для их запуска требуется только пилотное отверстие. Трубная резьба также отличается, как правило, в соответствии с используемыми размерами труб. См. этот пост для ознакомления с размерами ПВХ.
Tagged крепежные детали потерянные винты Материалы и комплектующие гайки винты Skill Builders
Измерение резьбы Made Simple
A Оптовый дистрибьютор: 800-348-8467
Поиск
Точная идентификация соединителей жидкостной линии имеет решающее значение перед выбором и установкой правильных фитингов. В этом посте будут рассмотрены некоторые из наиболее распространенных систем транспортировки гидравлической жидкости, трубопроводов и контрольно-измерительных приборов, а также способы их измерения в полевых условиях.
Шесть наиболее распространенных типов резьбы
Что касается различных типов резьбы, то большинство людей, работающих в гидроэнергетике, узнают американскую трубную резьбу (NPT/NPTF), а также SAE или унифицированную резьбу (UN/UNF). ). Однако резьба и соединения делятся на шесть основных типов:
- UN/UNF
- НПТ/НПТФ
- БСПП (БСП, параллельный)
- BSPT (BSP, конический)
- метрическая параллельная
- метрическая коническая
Как измерить резьбу
1.) Сначала используйте комбинацию наружного и внутреннего диаметра. штангенциркуль для измерения диаметра резьбы. Примечание. Резьба бывшего в употреблении фитинга может изнашиваться и деформироваться, поэтому измерения могут быть неточными.
2.) Во-вторых, используйте измеритель шага резьбы, чтобы определить количество витков резьбы на дюйм. Для метрических соединений измерьте расстояние между резьбами. Поместите калибр на резьбу до плотного прилегания, сверяйте свои измерения с таблицей резьбы.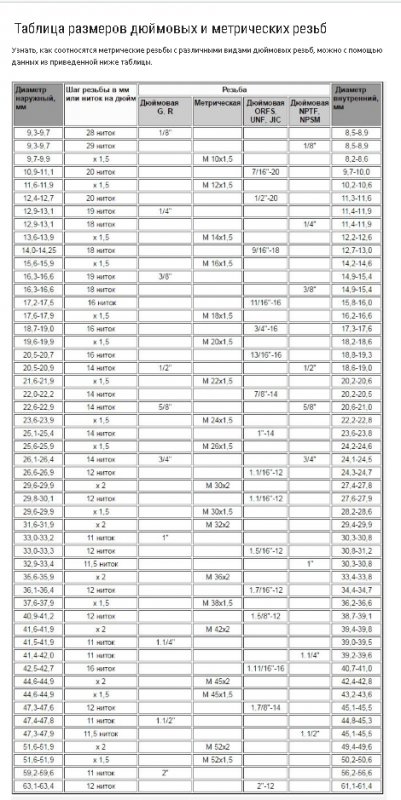
3.) В-третьих, если порт расположен под углом, определите угол седла с помощью калибра на поверхности уплотнения. Осевая линия фитинга и манометра должны быть параллельны.
Измерительные инструменты
Использование комбинации трех инструментов позволяет легко идентифицировать разъемы. Использование I.D./O.D. штангенциркуль, измеритель шага резьбы и измеритель угла посадки позволяют выполнять точные измерения большинства соединений. Многие штангенциркули с внутренним диаметром резьбы представляют собой как штангенциркуль, так и измеритель угла седла в одном инструменте.
Внутренний/Наружный диаметр. штангенциркуль используется для измерения наружного диаметра. наружной резьбы и I.D. женской резьбы. (Важно: при сопоставлении размеров калибра с таблицами резьбы имейте в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и деформирована из-за использования, что приведет к неточному сравнению с таблицами резьбы.
Для английских, британских и других европейских резьб Измеритель шага резьбы измеряет количество витков резьбы на дюйм. Однако для метрических резьб калибр определяет расстояние между витками резьбы.0003
Угловой упор используется путем размещения упора на уплотняемой поверхности. Осевая линия конца фитинга и калибра должны быть параллельны. В английской системе указываются размер и шаг резьбы (количество витков на дюйм), а также тип резьбы.
Измерение резьбы
С помощью калибра шага резьбы совместите калибр с резьбой и убедитесь, что он плотно прилегает. Сопоставьте измерения с таблицей резьбы. Затем измерьте диаметр резьбы с помощью внутреннего/наружного диаметра. каверномер.
Measurin g Углы уплотнительной поверхности
Соединения с внутренней резьбой измеряются путем вставки внутренней части калибра в соединение на уплотнительной поверхности.