Особенности шипорезных станков по дереву и их виды, сравнение. Станки шипорезные
Шипорезный станок по дереву - характеристики и применение
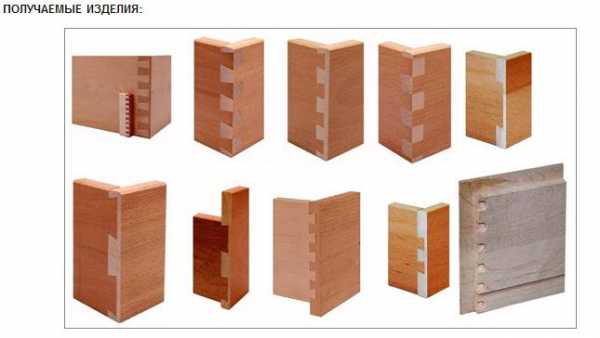
В процессе изготовления мебели и столярных изделий составляющие части зачастую соединяются между собой «на шип». Бывает несколько типов шиповых соединений: «ласточкин хвост», ящичное, круглое и овальное, позволяющие монтировать детали под требуемым углом или удлинять их. Шип – это довольно сложный в исполнении элемент, специально для которого создано особое оборудование – шипорезный станок.
Виды шипорезных станков
Шипорезный станок по дереву применяется для формирования шипов и проушин на деталях рам и ящиков для соединения их под углом, а также для формирования минишипа, необходимого для процедуры сращивания заготовок между собой. Такие станки довольно распространены на мебельных предприятиях.
Разработано два вида шипорезных станков:
- рамные шипорезные станки
- ящичные шипорезные станки.
Они различаются типом полученного шипа.
Согласно методу обработки деталей шипорезные деревообрабатывающие станки делятся на:
- односторонние
- двухсторонние.
Они помогут сформировать прямой шип, закругленный шип или шип по типу «ласточкин хвост».
Односторонние шипорезные устройства – это станки позиционного типа. В их конструкции предполагается присутствие рабочего стола, который совершает возвратно-поступательное движение. На этом столе крепится заготовка. После завершения первого комплекса операций с заготовкой при помощи каретки она возвращается обратно. И вся проделанная работа повторяется снова, только теперь уже с другой стороны заготовки.
 Двухсторонние шипорезные устройства - это станки позиционно-проходного типа. В подобных станках заготовки подаются без перерыва при помощи цепного конвейера и прижимного механизма. В таком случае обработка проводится с двух сторон одновременно. Конструкция этих устройств имеет две одинаковые колонны, одна из которых двигается по направляющим, при ее помощи станок настраивается на определенную длину детали.
Двухсторонние шипорезные устройства - это станки позиционно-проходного типа. В подобных станках заготовки подаются без перерыва при помощи цепного конвейера и прижимного механизма. В таком случае обработка проводится с двух сторон одновременно. Конструкция этих устройств имеет две одинаковые колонны, одна из которых двигается по направляющим, при ее помощи станок настраивается на определенную длину детали.
Режущим механизмом на шипорезных станках выступают фрезы, при чем, чтобы создать шип типа «ласточкин хвост» применяют концевые фрезы конической формы. Станок фрезерует шипы и выемки для них (проушины) в составляющих частях деревянных конструкций.
Шипы «ласточкин хвост» и ящичные прямые формируют на особых видах станков, которые производятся для профессионального использования на крупных предприятиях. Полученные крепления отличаются высокой надежностью и гарантируют длительную эксплуатацию изделий.
Шипы круглой и овальной формы формируют на устройствах, имеющих ЧПУ и функционирующих в автоматическом режиме. Станки с ЧПУ способны работать с заготовками в любых плоскостях.
Самыми востребованными являются шипорезные станки для рамочных, дверных и оконных конструкций.
Главные параметры
К основным характеристикам шипорезных станков можно отнести:
- максимальный диаметр обрабатываемой заготовки
- самая большая ширина шипа
- самый большой поперечник шипа
- вид шипа
- скорость вращения шпинделя
- уровень мощности двигателя
- размеры и масса.
Основное требование, которое предъявляется к шипорезному станку — это высокая точность операций. В противном случае детали не будут совпадать друг с другом и соединения не получится.
Шипорезные станки применяются:
- обработка калиброванных щитов, ДСП
- обгонка периметра дверных полотен, оконных рам
- обработка половой доски
- создание паркета.
Некоторые особенности использования:
- на крупных производственных конвейерах такие станки монтируются на потолок. В качестве дополнительной комплектации присутствуют прижимные устройства, принимают заготовки подрезные пилы. Заготовка попадает на торцовочные пилы, а потому происходит обработка двумя фрезеровочными суппортами.
- скорость подачи заготовки можно плавно регулировать при помощи вариатора
- чтобы обработка получилась качественная, скорость вращения шпинделя должна составлять 7000 оборотов в минуту
- длина направляющей может составлять 2, 2,5 или 3 метра
- конструкция дает возможность применять несколько разных инструментов для обработки древесины
- оборудование может быть дополнительно оснащено прижимным пневматическим механизмом и удлинителем рабочей поверхности.
Ящичные шипорезные станки
Прямые ящичные шипы создают, как при помощи односторонних, так и при помощи шипорезных станков
Шпиндель в подобных устройствах находится в горизонтальном положении, а ящичные дощечки складывают пачкой на рабочем столе и подают в вертикальной плоскости в направлении касательной к окружности режущей системы таких станков.
Устройство имеет в своем составе станину, в верхней части которой находятся подшипники. В них вмонтирован шпиндель, который связан через шкив и ременную передачу с электрическим двигателем. Один из трех подшипников, в которых монтирован шпиндель, в процессе установки режущего инструмента нужно снять. На станине станка находятся элементы гидропривода подачи стола. Стол отличается подвижным креплением на полозьях в направляющих устройства. Пульт управления содержит пусковую аппаратуру электродвигателя (кнопочная станция и магнитный пускатель). Движение стола вертикально происходит за счет механизма гидравлической подачи.
Задача двусторонних ящичных шипорезных станков заключается в создании прямых ящичных шипов одновременно на обоих концах детали.
Плюсы таких устройств:
- простота управления и регулировки, а также автоматическая подача инструмента. Все это гарантирует максимальный уровень производительности станка
- устройство способно осуществлять обработку обеих частей соединения типа «ласточкин хвост» отдельно или одновременно
- фиксацию заготовки осуществляют вручную при помощи пневматических прижимов
- все настройки контролируются с панели управления
- благодаря ЧПУ можно менять шаг шипа, число пазов, глубину шипа, габариты заготовки, скорость подачи.
Также оборудование может быть дополнительно оснащено специальной полкой для укладки заготовок. Это очень помогает в процессе фрезерования шипов типа «ласточкин хвост» на гнутых и фасонных выдвижных ящиков.
Шипорезный станок своими руками
В работе по созданию деревянных окон и дверей, очень популярен фрезерно-шипорезный станок. В этом разделе мы расскажем, как изготовить шипорезный станок самостоятельно.
По окончанию самостоятельной сборки, вы получите устройство, которое не нужно будет перенастраивать, потому что оно будет создано специально для работы с нарезкой шипа. Перед тем как приступить к сборке нужно купить и два шпинделя. Схему конструкции каретки легко можно найти в интернете. Если она вас не устроит, вы всегда можете внести свои дополнения.
Зачастую в общей конструкции шипорезного станка мастера меняют длину направляющей шины в большую сторону. А значит, и нагрузка растет. По этой причине можно отказаться от использования квадратной трубы. Ее можно заменить двутавровой балкой, к полкам которой нужно приварить уголки.
Опытные мастера не советуют использовать стандартную каретку. В каретке должно быть два стальных уголка по 6.3 см, восемь подшипников марки 301, а также автомобильные болты (L50) и шайбы к ним. Из двутавровой балки стоит вырезать крепления в форме буквы «Т», а к ним прикрутить столик с направляющей и прижим.
 Подчеркнем, что прижим должен быть изготовлен в заводских условиях и купить его нужно в специализированном магазине. Присутствие столика нужно для того, чтобы получить дополнительную жёсткость. Уголки нужно связать по диагонали. При этом, каретка хоть и получается довольно жёсткой, но двигается легко и плавно. Ее можно монтировать и на устройства других типов.
Подчеркнем, что прижим должен быть изготовлен в заводских условиях и купить его нужно в специализированном магазине. Присутствие столика нужно для того, чтобы получить дополнительную жёсткость. Уголки нужно связать по диагонали. При этом, каретка хоть и получается довольно жёсткой, но двигается легко и плавно. Ее можно монтировать и на устройства других типов.
Приобретенные ранее шпинделя закрепляют на балку длиной 1,8 метра. Высота фрез подбирается с помощью втулок, шайб и долбёжного станка. Обязательно обратите внимание на то, что эта работа должна проводиться с включенной вытяжкой, если вы работаете в замкнутом помещении. Ведь в процессе работы образуется большой объем пыли. Кроме этого, фрезы нужно закрыть заграждением, которое можно создать из трёх досок.
Самодельный станок, конечно, получится достаточно пыльным и шумным, однако позволит сэкономить ваше время деньги.
|
Наименование |
Значение параметра |
|||
|
Проекти-руемого станка КП13-97 |
Станок аналогичной конструкции |
|||
|
ШД10-8 |
ШД16-8 |
Д-80 |
||
|
Наибольшая длина шипа, мм |
|
100 |
160 |
- |
|
Наибольшая глубина проушин, мм |
160 |
100 |
160 |
180 |
|
Наименьшая толщина, ширина проушины, мм |
10 |
6 |
10 |
- |
|
Наименьшее расстояние между заплечиками, мм |
200 |
200 |
200 |
140 |
|
Наибольшие размеры обрабатываемой заготовки, мм Ширина Толщина Длина |
160 2200 |
250 75 2200 |
250 150 3200 |
200 180 3200 |
|
Скорость подачи наибольшая, м/мин наименьшая, м/мин |
18 1,5 |
16 1,5 |
16 1,5 |
25 5,5 |
|
Диаметр пил, мм |
260 |
250 |
250 |
|
|
Частота вращения пил, об/мин |
3000 |
3000 |
3000 |
3000 |
|
Мощность электродов, кВт |
4,0 |
2,2 |
3,2 |
25 |
|
Скорость резания, м/с при пилении при фрезеровании |
50 35 |
50 35 |
50 35 |
- - |
|
Шипорезные фрезы диаметр, мм частота вращения об/мин |
235 3000 |
235 3000 |
235 3000 |
- 3000/6000 |
|
Проушечные фрезы диаметр, мм мощность электродвигателя, кВт частота вращения, об/мин угол поворота, град |
360 2,0 3000 15 |
360 3,0 3000 15 |
360 3,0 3000 15 |
- - - - |
|
Привод подачи |
||||
|
Частота вращения, об/мин |
1000 |
1500 |
1500 |
1500 |
|
Привод перемещения подвижной стойки |
||||
|
Частота вращения, об/мин |
1500 |
1500 |
1500 |
1500 |
|
Мощность электродвигателя, кВт |
0,50 |
0,55 |
0,55 |
0,60 |
|
Суммарная мощность станка, кВт |
26,9 |
21,5 |
24,8 |
18,1 |
|
Высота рабочей поверхности конвейера, мм |
850 |
850 |
850 |
900 |
|
Удельная энергоемкость |
0,17 |
0,24 |
0,15 |
0,10 |
|
Удельная металлоемкость |
22,2 |
35,5 |
27,2 |
22,9 |
|
Наименование |
Значение параметра |
|||
|
Проекти-руемого станка КП13-97 |
Станок аналогичной конструкции |
|||
|
ШД10-8 |
ШД16-8 |
Д-80 |
||
|
Габариты станка (для проектируемого ориентировочно), мм |
||||
|
Длина |
4300 |
3500 |
4270 |
- |
|
Ширина |
3000 |
3080 |
3080 |
- |
|
Высота |
1500 |
1435 |
1435 |
- |
|
Масса станка (для проектируемого ориентировочно), мм |
3000 |
3550 |
4350 |
4000 |
wood-prom.ru
Шипорезный станок по дереву: описание, виды
Содержание статьи:
При производстве мебели и столярных изделий детали чаще всего скрепляются между собой «на шип». Существует несколько видов шиповых соединений: «ласточкин хвост», ящичное, круглое и овальное, которые позволяют крепить детали под необходимым углом или удлинить их. Шип представляет собой достаточно сложный в исполнении элемент, для изготовления которого разработан особый вид оборудования.
Виды шипорезных станков

шипорезный станок
Наиболее распространены в производстве шипорезные станки для рамочных, дверных и оконных конструкций. Оборудование может быть одно- или двухсторонним, проходным или возвратным. В качестве рабочих органов выступают фрезы (вертикальных или горизонтальные), пилы. Устройство фрезерует шипы и выемки для них (проушины) в элементах деревянных конструкций.
Шипы «ласточкин хвост» и ящичные прямые выполняются на специальных видах станков, созданных для крупных предприятий. Такие виды креплений очень надежны и обеспечивают длительную эксплуатацию изделий.
Шипы круглой и овальной формы создаются на устройствах с ЧПУ, работающих в автоматическом режиме. Станки с ЧПУ могут выполнять работу в любых плоскостях.
Основные характеристики:
- максимальный диаметр обрабатываемой детали;
- наибольшая ширина шипа;
- наибольший поперечник шипа;
- тип шипа;
- скорость кручения шпинделя;
- мощность двигателя;
- габариты и вес.
Главное требование к шипорезному станку — высокая точность операций. Иначе детали не будут совпадать друг с другом и соединения не получится.
Другие сферы использования:
- обработка калиброванных щитов, ДСП;
- обгонка периметра дверных полотен, оконных рам;
- обработка половой доски;
- изготовление паркета.
Станки для сращивания древесины
Это особая категория шипорезного оборудования, которая используется на производстве для сращивания заготовок по длине. Станок нарезает в торцах деталей шипы зубчатой формы, обрабатывает клеем и направляет в прессы. Линии по сращиванию древесины работают в автоматическом режиме.
Принцип работы

шипы ящичного типа
Заготовка поступает на рабочую поверхность и обрезается по размеру, после чего формируются проушины и шипы. Станина представляет собой литую жесткую конструкцию с прижимными устройствами. Она оснащена колонной с рабочими головками, на которые можно надеть проушечную доску, пилы или фрезы.
Чтобы в процессе обработки заготовка не расщепилась, автоматическое устройство наносит слой клея. Таким образом предупреждается появление сколов. Кроме этого, на шипорезных станках может присутствовать механизм торцевания для подравнивания торцов деталей.
При серийном производстве мебели используется шипорезный станок по дереву с ЧПУ, создающее любые типы шиповых соединений. Они легко настраиваются, не требуют длительного обучения персонала. Существуют фрезерные станки с шипорезной кареткой, удобные для мелкосерийных производств.
Особенности эксплуатации
- На крупных производственных конвейерах этот вид оборудования крепится к потолку. Дополнительно станки комплектуются прижимными устройствами, принимаются заготовки подрезными пилами. Деталь подается на торцовочные пилы и заканчивается обработка парой фрезеровочных суппортов.
- Скорость подачи заготовки регулируется вариатором, плавно.
- Для удовлетворительной обработки шпиндель должен вращаться со скоростью около 7000 оборотов в минуту.
- Существует несколько видов оборудования, различных по размерам направляющей: на 2; 2,5 и 3 метра.
- Конструкция позволяет использование нескольких различных инструментов для обработки дерева.
- Станок может дополнительно оснащаться прижимным пневматическим механизмом и удлинителем рабочей поверхности.
Видеоролик демонстрирует работу шипорезного станка с ручными настройками:
Обзор и сравнение моделей
| Модель | YC-480 | RH-826 AST | OMEC 650-A | ШС-3 |
| Ширина заготовки, мм | 480 | 560 | 400 | 200 |
| Длина заготовки, мм | 1500 | 2440 | 1500 | 600 |
| Частота вращения, об/мин | 21500 | 7200 | 16500 | 4500 |
| Мощность, кВт | 1,5 | 4,4 | 1,75 | 5,5 |
| Масса, кг | 410 | 1220 | 140 | 475 |
| Габариты, мм | 1270*780*1330 | 3300*1780*1200 | 800*720*1320 | 2025*750*1300 |
stanokgid.ru
Шипорезный станок по дереву своими руками
СодержаниеШипорезный станок — разновидность деревообрабатывающих станков, которые используются для изготовления проушин и шипов при производстве деревянных конструкций. Элементы могут обрабатываться как для соединения под углом, при этом изготовляются рамный и ящичный пазы, так и для сращивания, при этом изготавливаются пазы типа «ласточкин хвост» или фигурные.
Шипорезный станок по дереву
Такой станок обычно оснащается специальным автоматизированным механизмом подачи, обеспечивающим обработку в несколько технологических «проходов» без участия оператора, и устройством автоматической смены инструмента.
Шипорезный станок по дереву применяют как в небольших мастерских, так и в условиях крупного массового производства. Они незаменимы на предприятиях, занимающихся деревообработкой, домостроением, а также производством и ремонтом мебели.
Читайте также о характеристиках и возможностях применения рейсмусового станка Макита.
Типы шипорезных станков
Механизмы подачи заготовки с переменной скоростью разрешают использование инструментов маленького диаметра для достижения высокой точности. Применение сменного инструмента способно обеспечить выполнение несколько десятков операций, давая максимальную гибкость всем настройкам обработки.
Процессы могут управляться персональным компьютером с памятью, диагностикой и графическим интерфейсом пользователя.
Применяемые шипорезные станки разделяются на два основных типа:
- односторонние;
- двухсторонние.
Станки одностороннего типа за один цикл выполняется изготовление шипов на одной стороне заготовки. Эти станки работают по позиционному принципу: заготовка фиксируется на рабочем столе, который совершает возвратно-поступательные движения относительно инструментов (фреза и пила), установленных на шпинделе.
Читайте также об особенностях конструкции и правилах эксплуатации торцовочной пилы Корвет 4М.

Односторонний шипорезный станок по дереву
Станки двустороннего типа изготовляют шипы сразу на обоих заготовки. Они работают по позиционно-проходному принципу, то есть опиловка торцевых частей выполняется при движении заготовки относительно инструмента, а нарезка шипов и проушин выполняется с помощью подвижного фрезерного узла при неподвижно зафиксированной заготовке.к меню ↑
Характеристики шипорезных станков
Основные параметры станков описываются их технологическими возможностями:
- максимальная длина шипа;
- минимальная толщина шипа;
- максимальная глубина проушины;
- ширина проушин;
- допустимый размер заготовки.
Кроме того, станки характеризуются числом шпинделей, диаметром пилы, размерами фрезы, скоростью подачи и мощностью двигателя.
Читайте также: применение и разновидности кромкообрезных станков.
к меню ↑
Известные производители и популярные модели
Различные модели также могут отличаться дополнительными возможностями, такими как:
- программное управление, в том числе с помощью компьютера;
- наличие автоматической смены инструмента;
- конструкцией механизма подачи заготовки.
к меню ↑
Makita Corporation, Япония
Японская компания «Makita» предлагает станок с программным управлением «Makita» 5500 S, оснащенный двумя двигателями для привода двух пар продольных и поперечных пильных дисков. Его параметры обеспечивают требуемую чистоту резки и скорость выполнения работы.

Рейсмусовый станок MAKITA
data-ad-client="ca-pub-8514915293567855"data-ad-slot="5929285318">
Наибольшая глубина резки за один проход составляет 90 мм, при этом большую глубину шипов (до 240 мм при ширине и высоте по 130 мм) можно просто достичь за несколько проходов.
Станок может работать с заготовками неограниченной длины, для чего используется вспомогательный блок с регулируемыми геометрическими параметрами. Сам станок весьма компактен и легок: размеры в горизонтальной проекции составляют 560×620 мм при высоте 810, вес не превышает 68 кг.
Читайте также: разновидности и характеристики распиловочных станков Макита.
к меню ↑
SCM Group, Италия
Под принадлежащим группе брендом «Celaschi» сегодня выпускается двусторонний станок «Progress», пригодный не только обработки материалов из дерева и его производных, таких как ДСП, но также и гипсовых плит, материалов из пластика и стекловолокна.
Кроме основной операции – изготовления шипов с применением фрез – он может выполнять раскрой, профилирование и другие операции.

Шипорезный станок Ориент
«Progress» может работать с деталями свыше 6 метров длиной и толщиной до 20 сантиметров со скорость подачи материала до 1 метра в секунду. Он также имеет устройство автоматической смены инструмента и систему ЧПУ, может быть легко интегрирован с другим оборудованием от «SCM Group».к меню ↑
Группа компаний «МАГР», Украина
В номенклатуру продукции входит современный специализированный фрезерный станок модели «СШ-200-160П», который предназначен для выполнения операции нарезания поперечных шипов. Может использоваться совместно с торцовочными станками и прессами для сращивания ПСД.
Читайте также об особенностях использования ручных фрезерных станков по дереву.
Производит пакетную обработку деталей, что исключает сколы при резке. Фиксация пакета производится с помощью пневматического устройства, смещение шага шипов осуществляется путем изменения высоты рабочего стола.к меню ↑
Савеловский «СЗДО», Россия
АО «СЗДО» предлагает оборудование высокого качества, изготовленное совместно с ведущими мировыми компаниями, выпускающими оборудование для обработки древесины. Шипорезный станок «ШС»-3 предназначен для нарезки специальных клиновых шипов на торцах деревянного бруса.

Шипорезный станок FESTO
Станок обеспечивает выполнение цикла операций со смещением фрезы на одну вторую часть шага, для чего применена специализированная пневматическая система от итальянской фирмы «Camozzi».
ШС-3 позволяет обрабатывать детали размерами 20 х 20 сантиметров при толщине до 12 сантиметров, полный цикл нарезания шипа с обеих сторон занимает не более 30 секунд.к меню ↑
Как нарезать шипы своими руками без применения станка?
Читайте также: как сделать дровокол своими руками?
В этом случае вам понадобится шипорезное приспособление. Нередко столяры изготавливают самодельные шипорезки, но сегодня можно приобрести промышленную модель, например – «CMT» — 300. С его помощью (при наличии электрического фрезера) вы сможете, применяя различные шаблоны, получить нужный вам ящичный паз.

Приспособления для фрезерования вручную
Для этого понадобится еще и необходимого размера фреза, точнее – ассортимент фрез, от того же производителя. Торговая марка «СMT» принадлежит итальянской корпорации CMT Utensili SpA.
Часто вместе с шипорезными применяют пазовальные станки, например — «Balestrini» 2 CAP.
При работе с шипорезными станками необходимо применять ограждения, исключающие попадание частей тела и одежды на движущиеся части, и соблюдать установленные правила безопасности при использовании электроустановок.
Читайте также: как выполнить сборку фрезерного станка по дереву своими руками?
к меню ↑
Как работает самодельный шипорезный станок? (видео)
data-full-width-responsive="true"data-ad-client="ca-pub-8514915293567855"data-ad-slot="8040443333">
Главная страница » По деревуostanke.ru
классификация, назначение, общие принципы работы — Мегаобучалка
Шипорезные станки предназначены для формирования шипов и проушин на концах деталей при сборке из них рамочных конструкций или склеивания по длине. По виду шипов (рис. 39.1) и выполняемых при этом операций шипорезные станки разделяются на три типа: для формирования рамных, ящичных и зубчатых шипов.
Рис. 39.1. Схема выработки шипов на шипорезных станках: а - способы выработки шипов: рамных, ящичных прямых, ящичных «ласточкин хвост»; зубчатых; схемы шипорезных станков; б - с поперечным фрезерованием; в - с торцовым фрезерованием
Шипорезные станки для формирования рамного шипа. При формировании рамного шипа выполняется ряд операций: торцовка бруска дисковой пилой; формирование щечек и плечиков, вырезка проушин. Формирование щечек и плечиков производится цилиндрическими фрезами по схемам поперечного или торцевого фрезерования. При использовании схемы с поперечным фрезерованием (рис. 39.1, б) для выработки шипа требуется пять шпинделей, а при необходимости выбора проушины устанавливается шестой шпиндель с проушечным диском 5. Заготовка 1 торцуется пилой 2 на заданную длину. Две цилиндрические шипорезные головки 3 формируют шип по толщине и его щечки, а подсечные головки 4 - плечики шипа. При использовании схемы с торцевым фрезерованием (рис. 39.1, в) для формирования шипа достаточно четырех шпинделей. Щечки и плечики шипа формируются двумя цилиндрическими дисковыми фрезами 6. Для выборки проушины необходимо установить дополнительный шпиндель с проушечным диском. Нарезание рамных шипов может производиться коническими фрезами и пилами.
Шипорезные станки могут быть одно- и двусторонние. На двусторонних станках за один проход шип нарезается с обоих концов заготовки. Число шпинделей на таких станках в 2 раза больше, чем на односторонних того же вида.
В двусторонних шипорезно-рамных станках, предназначенных для обработки шипов и проушин одновременно с обоих концов деталей, используется проходной метод обработки (рис. 39.3). Они имеют конвейерный механизм подачи
Существуют модели двусторонних шипорезных станков, предусматривающие возможность обработки на них щитовых деталей из ДСтП, МДФ и клееных заготовок. В связи с этим они оснащены дополнительными узлами и механизмами.
В узел форматной обрезки добавляются подрезные пилы, которые прорезают предварительный паз в месте выхода зубьев основной пилы из материала, предотвращая появление сколов на пласти заготовки. К основной пиле добавляются пильные диски, измельчающие отрезанную кромку. Устанавливаются вертикальные и горизонтальные шпиндели с инструментом для прорезания продольных пазов на кромке и пласти, ленточно- шлифовальные и профильные абразивные диски для обработки кромок.
Шипорезные станки для нарезания прямого ящичного и клинового (зубчатого) шипов. Ящичные и клиновые шипы вырабатываются на одной (односторонние станки) или одновременно на двух (двусторонние станки) сторонах заготовки. В качестве режущего инструмента в обоих случаях используются прорезные цельные фрезы, собранные на оправке. Шипорезный односторонний станок ШПК-40
На станке можно обрабатывать детали шириной до 400 мм при прямом шипе и до 110 мм при клиновом (зубчатом) шипе. Толщина обрабатываемого изделия 8... 100 мм. Можно нарезать прямой шип длиной 50 мм и клиновой - 10 мм. Наибольшая скорость рабочего хода стола регулируется до 6 м/мин.
Для обработки ящичных шипов ласточкин хвост в мебельном производстве применяют шипорезные станки типа ШЛХ. Обработка шипов осуществляется 25 концевыми коническими фрезами за один цикл.
megaobuchalka.ru
§ 29. Шипорезные станки
Шипорезные станки предназначены для зарезки шипов и проушин. По конструкции они бывают одно- и двусторонние. На одностороннем шипорезном станке зарезку шипов и проушин ведут с одной стороны бруска, а на двустороннем — одновременно с обеих сторон. Односторонний рамный шипорезный станок состоит из чугунной станины, на которой расположены суппорты с четырьмя режущими головками в следующем порядке: пильная головка для торцевания брусков, шипорезные головки (торцовые фрезы), образующие шип, и проушечная головка для выборки проушин. Обрабатываемые бруски подаются механизированной кареткой, приводимой в движение гидроприводом. Направляющую-линейку устанавливают строго перпендикулярно направлению подачи. Обрабатываемые бруски плотно укладывают на каретку и надежно за-
148
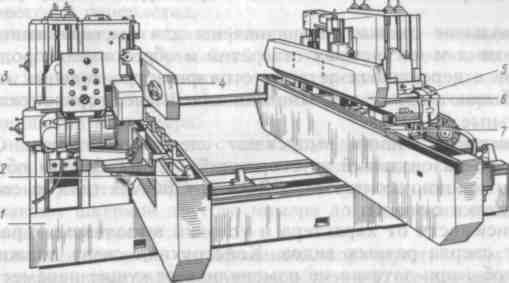
Рис. 102. Двусторонний шипорезный рамный станок ШД10-8:
1 — станина, 2 — конвейерные цепи, 3 — кнопочное управление, 4 — прижимное устройство, 5 — электродвигатель, 6 — прижимной конвейер, 7 — цепной конвейер
крепляют прижимом. Подавать каретку к режущим головкам нужно плавно с одинаковой скоростью.
При работе следует учесть следующее: при смещении прижимной линейки получается выборка шипа не в угол; при неправильной установке шипорезной головки образуется конусность шипа, при смещении по высоте проушечного диска смещается по высоте и проушина; неперпендикулярность торца детали ее пласти получается при отклонении полотна пилы от вертикали.
На станине двустороннего шипорезного рамного станка (рис. 102) расположены две колонки с суппортами, цепной и прижимной конвейеры. В зависимости от длины обрабатываемых деталей правую колонку передвигают по направляющим станины с помощью механизма передвижения. На каждой колонке смонтировано по четыре специальных электродвигателя, концы валов которых являются шпинделями для насадки режущего инструмента.
Каждый суппорт оборудован механизмами для вертикального, углового, а также горизонтального перемещения. Наличие углового поворота суппорта дает возможность производить обработку под углом к плоскости основания обрабатываемого бруска. Скорость подачи — бесступенчатая, что позволяет встраивать станок в автоматические линии.
Бруски для зарезки шипов кладут на цепной конвейер. Во избежание вибрации обрабатываемые бруски сверху прижимают конвейером 6. При прохождении мимо пильных и шипорезных головок бруски торцуются, на них зарезаются шипы и проушины.
Режущие головки, механизм подачи и другие движущиеся механизмы обязательно ограждают кожухом. Станок должен быть оборудован кнопкой для одновременного выключения режущих головок и механизма подачи.
149
§ 30. Сверлильно-пазовальные и цепнодолбежные станки
Сверлильные станки предназначены для высверливания круглых сквозных и несквозных отверстий и образования продолговатых пазов в деревянных деталях столярно-строительных изделий. Станки бывают одно- или многошпиндельные, горизонтальные и вертикальные.
Сверлильные станки выпускают следующих типов: СВПГ-2 (сверлильно-пазовальный двусторонний), СВПГ-3 (для обработки прямых и наклонных пазов), СВСА-2, СВСА-3 (для высверливания и заделки сучков).
В зависимости от характера и условий выполняемых работ используют сверла разных видов. Конструкция сверл должна быть такой, чтобы при заточке не изменились режущие параметры. Режущие элементы должны обеспечивать свободный процесс резания, получаемая стружка легко удаляться из отверстия.
Для сверления отверстий в различных породах древесины поперек волокон применяют сверла спиральные дереворежущие с центром и подрезателем (ГОСТ 22053—76) (рис. 103, а) диаметром 4...32 и длиной 80...200 мм. Для высверливания отверстий в древесине вдоль волокон используют сверла спиральные (ГОСТ 22057— 76) с конической заточкой (рис. 103, б) длинной и короткой
№3
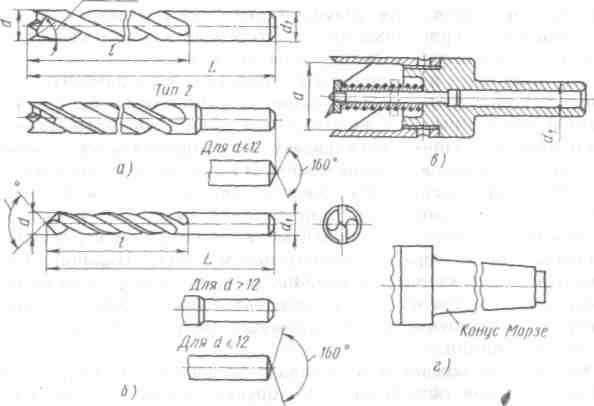
Рис. 103. Сверла:
а — спиральное дереворежущее с центром и подрезателем, б — спиральное с кониче
ской заточкой, в — цилиндрическая пилка с выталкивателем и цилиндрическим хвое
товиком, г — то же, с коническим хвостовиком; d — диаметр сверла, d\ — диамет
хвостовика, / — длина рабочей части, L — длина сверла
150
серий. Сверла короткой серии имеют диаметр 2... 12 и длину 25... 145 мм, длинной серии — диаметр 5...20 и длину 130...210 мм.
Кроме того, применяют сверла спиральные с цилиндрическим хвостовиком, оснащенные пластинами из твердого сплава (ГОСТ 22735—77), диаметром 5... 16 мм, длиной: для укороченной серии — 70... 138 мм, для нормальной серии — 86... 178 мм.
Сверла спиральные с коническим хвостовиком, оснащенные пластинами из твердого сплава (ГОСТ 22736—77), выпускаются диаметром 10...30 мм, длиной 140...275 мм — для укороченной серии и 168...324 мм — для нормальной серии.
Для выпиливания пробок и заделки сучков используют цилиндрические пилки с выталкивателем (рис. 103, в, г).
Перед работой сверлильные станки настраивают: в патрон вставляют сверло требуемого диаметра, устанавливают его на нужной высоте, с тем чтобы сверло подходило к детали в том месте, где будет выбираться отверстие, гнездо.
Сверлить отверстия можно по разметке, упору, шаблону или кондуктору. При сверлении отверстий по разметке на детали предварительно наносят центр сверления отверстия. После разметки деталь кладут на стол, проверяют, находится ли ось сверла точно против точки разметки, закрепляют ее и производят пробное сверление.
Цепнодолбежные станки служат для выборки в деталях гнезд прямоугольного сечения. Для долбления гнезд под шипы и замки на цепнодолбежных станках применяют фрезерные цепочки, представляющие собой комплект резцов, шарнирно закрепленных заклепками. Цепочки выпускаются толщиной 8...20 мм, что соответствует ширине гнезда. v
На цепнодолбежном станке ДЦА-4 обрабатывают детали высотой до 200 и шириной до 160 мм, выбирают гнезда длиной до 320 и глубиной до 160 мм. Станок представляет собой чугунную станину, по направляющим которой перемещается суппорт (рис. 104). На суппорте расположена режущая головка, состоящая из цепи, направляющей линейки и ведущей звездочки. Натяжение режущей цепи регулируют натяжным устройством путем передвижения линейки вверх или вниз. На станине находится стол, кото-рыц^можно перемещать в продольном и поперечном направлениях.
До начала работы станок нужно наладить: установить направляющую линейку, упоры, стол и линейку с фрезерной цепью. Стол устанавливают таким образом, чтобы можно было выбирать гнезда нужной глубины^На стол кладут заготовку (деталь), прижимая ее продольной кромкой к направляющей линейке, а торцом к упору. Для выборки гнезда нужной длины регулируют величину продольного перемещения стола. При работе следят за тем, чтобы цепь была хорошо натянута, подавалась плавно, с равномерным нажимом. По мере углубления цепи подачу постепенно уменьшают. Во избежание образования сколов у краев гнезда применяют подпорный брусок. Нерабочую часть цепи и звездочку ограждают.
151
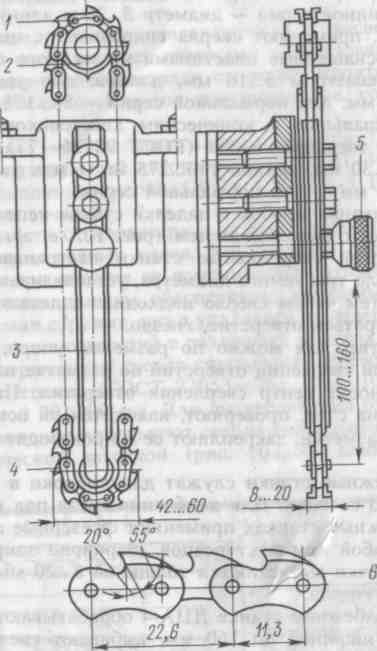
Рис. 104. Суппорт цепнодолбежного станка:
/ — фрезерная цепь, 2 — ведущая звездочка, 3 — направляющая
линейка, 4 — направляющий ролик, 5 — масленка, 6 — детали
цепи
studfiles.net
Шипорезный станок по дереву | Все Станки
Прочное соединение между деревянными элементами должно обеспечиваться с помощью соединительных конструкций. Основой для таких сопряжений на заготовках формируют шипорезные станки. С их помощью нарезаются шипы наиболее популярных конфигураций:
- прямой ящичный тип;
- круглая форма;
- овал;
- «ласточкин хвост».
Фигурные соединительные элементы изготавливаются на оборудовании различной мощности. Чем больше производительность требуется, тем более высокой мощностью должен обладать станок шипорезный. Для небольших и средних деревообрабатывающих предприятий можно пользоваться перенастройкой, а для высокопроизводительных под каждую форму требуется отдельный агрегат.
Шипорезный станок по дереву
Иностранные шипорезные станки по дереву, цена которых 3500-10000 $, востребованы в мебельной промышленности, у производителей окон, у изготовителей различных рамочных конструкций. Существует несколько типов этого оборудования:
- одностороннее;
- двустороннее.
При этом подержанный шипорезный станок по дереву, цена на который снижается до 1500$, может оказаться проходного типа либо возвратного. Такие характеристики каждый производитель может подобрать для своих конкретных технологических процессов.Популярный шипорезный станок makita 5500 s, видео с которым ниже, обеспечивает высокое качество обработки заготовок и является наиболее популярной и востребованной моделью среди аналогов.На станки этого типа есть возможность установки как фрезерного инструмента, так и дисковых пил для дополнительной торцовки. Фрезеруются разные участки поверхностей:
- прямые шипы;
- углубления для рамочных элементов конструкций;
- деревянные каркасные детали.
Для того чтобы изготовить соединение типа «ласточкин хвост» или прямое ящичное, потребуется шипорезка, купить которую нужно дополнительно к основному оборудованию. Такие типы соединений обеспечивают максимально надежное сопряжение двух и более элементов между собой.Наиболее сложным является формирование на заготовках круглого либо овального шипа. Станки для исполнения таких операций должны быть оснащены блоком ЧПУ, обеспечивающим работу во всех плоскостях и координатах.
stankiwse.ru
Рамные шипорезные станки - Деревообрабатывающие станки
Рамные шипорезные станкиКатегория:
Деревообрабатывающие станки
Рамные шипорезные станкиКонструкция
Рамные шипорезные станки работают по двум схемам. По схеме, представленной на рис. 1, а, работают станки, оснащенные шестою рабочими органами (Ш06, ШД12), по схеме на рис. 1, б — станки, которые имеют по четыре рабочих органа (Ш010, Ш015 и Ш015 Г).
По обеим схемам заготовка вначале торцуется пилой, а затем по схеме а следует операция образования щечек шипа двумя шипорезными головками с подрезателями, закрепленными на двух параллельно расположенных шпинделях, по схеме б — образование проушины проушечным диском, закрепленным на вертикальном шпинделе.
Затем по схеме а следует образование заплечиков двумя подсечными головками, закрепленными на двух вертикальных шпинделях, по схеме б— одновременное образование щечек шипа и его заплечиков торцовыми (подсечными) фрезами. На этом обработка по схеме б заканчивается. На станках, работающих по схеме а, выполняется еще одна операция — выборка проушины.
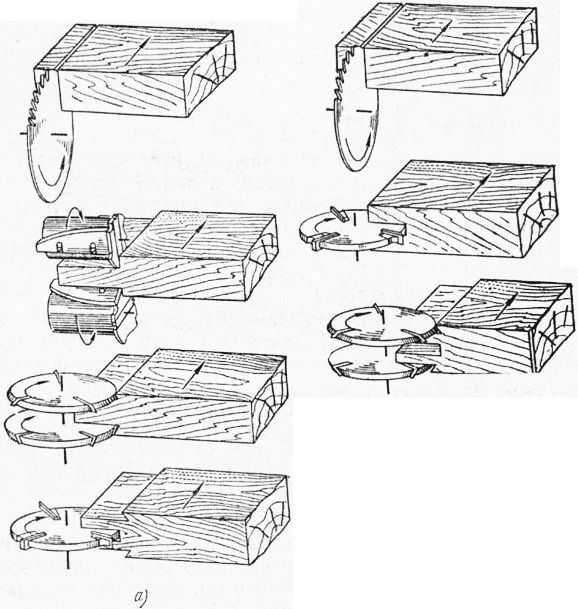
Рис. 1. Технологические схемы образования шипов на рамных шипорезных станках шестишпиндельных (а) и четырехшпиндельных (б)
В настоящее время станкостроительная промышленность выпускает шипорезные станки, оснащенные четырьмя шпинделями.
На рамных шипорезных станках для подачи заготовок служит каретка, которую вручную по направляющим надвигают на режущий инструмент, или имеется особый привод для механизированного передвижения каретки. Иногда применяют цепную подачу деталей.
На рис. 2 показан односторонний четырехшпиндельный шипорезный станок Ш015Г-5. Заготовки укладывают на каретку по линейке и упору, после чего включают гидропривод прижимов, затем гидропривод подачи каретки. Каретка с зажатыми на ней заготовками перемещается слева направо. Пилой первой по ходу силовой головки у заготовок отрезается припуск по длине, затем проушеч-ными дисками второй силовой головки выбирается проушина, после чего торцовыми фрезами зарезается шип. Конструкция суппортов силовых головок позволяет перемещать рабочие органы в вертикальной плоскости винтами, устанавливать их под углом и перемещать в горизонтальной плоскости в направлении, перпендикулярном движению каретки. Это дает возможность зарезать шипы различных размеров и формы.
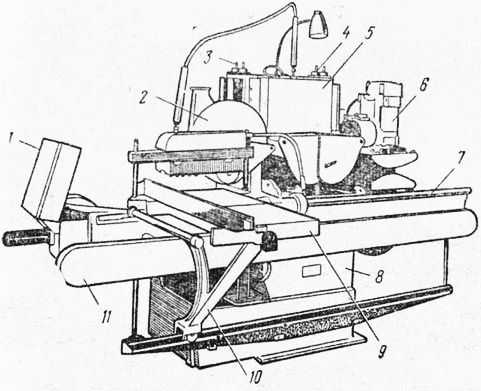
Рис. 2. Односторонний шипорезный станок Ш015Г-5: 1 — панель управления, 2 — кожух ограждения пильного диска, 3 — винты настройки по высоте пильной и проушечной силовых головок, 4 — винты настройки головок с торцовыми фрезами, 5 — стойка станины, 6 — электродвигатель верхней головки с торцовой фрезой, 7 — верхняя направляющая каретки, 8 — станина, 9 —карегка, 10 — кронштейн каретки, 11 — кожух ограждения для перемещения каретки
Гидроцилиндр (рис. 3) механизма перемещения каретки связан со звездочкой, штоком, рейкой и шестерней. На звездочки надета втулочно-роликовая цепь, скрепленная с кареткой. При перемещении поршня гидроцилиндра в одну сторону каретка с уложенными и закрепленными на ней заготовками перемещается к инструментам — совершается рабочий ход. При обратном движении поршня — холостом ходе — каретка возвращается в исходное положение.
Для зажима заготовок на каретке предусмотрены вертикальный и горизонтальный зажимы (рис. 4). Вертикальный зажим состоит из гребенки, закрепленной на штоках двух гидроцилиндров одностороннего действия. Гидроцилиндры крепятся на траверсе, положение которой в вертикальной плоскости может изменяться с помощью винта.
Шток гидроцилиндра горизонтального зажима имеет отвер. стия, в одно из которых вставляется вкладыш с упором. Поло-жение упора определяется суммарной шириной уложенных на каретке заготовок.
Система гидропривода механизма подачи станка (рис. 5) включает насос, пластинчатый фильтр, обратный клапан, предохра-нительный клапан, разгрузочный и реверсивный золотниковые на гидроаппараты, гидроцилиндр подачи каретки и гидроцилиндры зажимов.
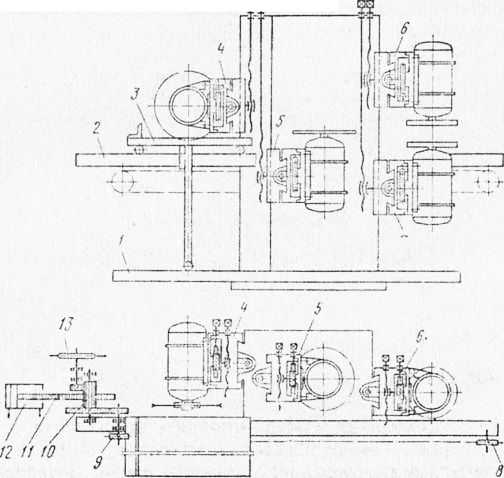
Рис. 3. Кинематическая схема одностороннего рамного шипорезного станка: Ш015Г-5: 1,2 — направляющие каретки, 3 — каретка, 4 — пильный суппорт, 5 — суппорт с проушечным диском. 6. 7 — суппорты с торцовыми фрезами, 8, 9 — звездочки, 10— шестерни, И — шток, 12— гидроцилиндр, 13— маховичок
В процессе работы насос из бака подает рабочую жидкость через фильтр и обратный клапан в предохранительный клапан, Если золотник соединяет верхнюю полость клапана со слив-пой линией, клапан не может поддерживать давление в гидромагистрали и пропускает всю поступающую рабочую жидкость в бак. Гидроцилиндры при этом не подвергаются действию давления рабочей жидкости и находятся в нерабочем состоянии.
При включении электромагнита золотникового аппарата сообщение клапана со сливной линией прекращается, давление рабочей жидкости поднимается и действует на поршни цилиндров зажимов и через дроссель и золотниковый аппарат передается в правую полость гидроцилиндра и гидроцилиндры и 7 зажимов. Зажимы зажимают заготовку, а поршень со штоком, передвигаясь, подает каретку с заготовками на режущие инструменты. Происходит рабочий ход. Когда каретка достигнет крайнего положения, она воздействует на установленный здесь конечный выключатель, посредством которого включается электромагнит золотникового аппарата, и правая полость цилиндра соединяется со сливной линией. Поршень направляется в исходное положение, перемещая каретку.
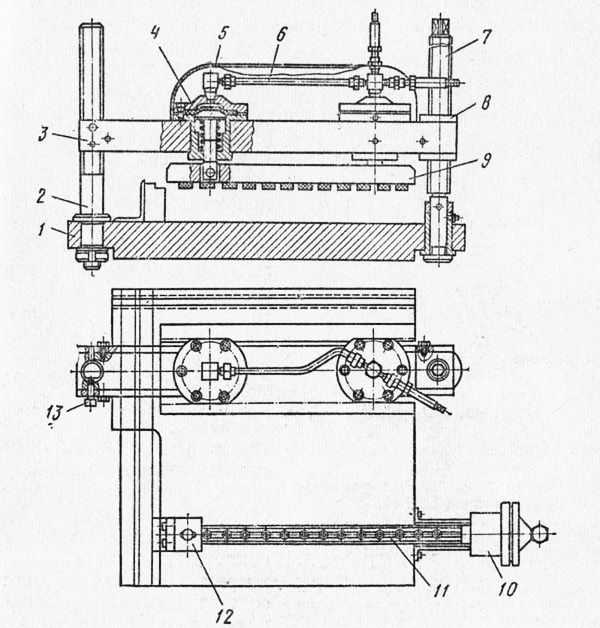
Рис. 4 Схема расположения гидропривода зажимов станка Ш015Г-5: 1 — платформа каретки, 2 — стойка, 3 — траверса, 4 — гидроцилиндр вертикального зажима, 5 —кожух, 5 —шланги, 7 — установочный винт, 8 — гайка, 9 — гребенка, 10 — гидродилиндр горизонтального зажима, 11 — шток, 12 — вкладыш, 13 — фиксатор
В исходном положении каретка воздействует на второй конечный выключатель, который выключает электромагниты золотниковых аппаратов 4 и 9. Давление в линии падает. Цикл закончен.
Схема двустороннего шипорезного станка ШД15-3 показана на рис. 172. На нем одновременно обрабатывают оба конца заготовки. На станине закреплены две колонки — одна неподвижно и вторая подвижно. Расстояние между ними можно изменять в зависимости от длины обрабатываемых заготовок, передвигая колонку. Для перемещения вдоль станка колонки предусмотрен электропривод, для точной установки колонки предназначен маховичок.
На каждой из колонок в специальных направляющих смонтированы суппорты рабочих органов — пильных валов, шпинделей для проушечных дисков и шпинделей для шипорезных головок (торцо вых фрез),
Суппорты позволяют изменять положение шпинделей в верти кальном и горизонтальном направлении, а также устанавливать их под углом. Для закрепления шпинделей в рабочем положе нии служат фиксаторы.
На колонках установлены кронштейны с падающими це пями, снабженными упора ми. Цепи натянуты между звез дочками. Ведущие звездочки находятся на приводном валу механизма подачи. Ведущая звездочка колонки укреплена подвижно с помощью скользящей шпонки, а ведущая звездочка колонки — неподвижно. Ведомые звездочки расположены на противоположных концах кронштейна. Их положение можно изменять для натяжения цепи.
Над цепями установлены суппорты для закрепления прижимных устройств, которые состоят из клинового ремня, натянутого на три шкива. Нижняя ветвь ремня снабжена опорными роликами. Привод механизма подачи осуществляется от многоскоростного двигателя через редуктор, ременную передачу и вал. Электродвигатели механизма подачи и рабочих органов сблокированы. При настройке прижимное устройство поднимают и опускают соответствующими винтами.
Принцип работы .станка заключается в следующем. На цепи вплотную к неподвижному торцовому упору укладывают заготовки. Цепи подают их к рабочим органам. Вначале круглые пилы оторцо-вывают заготовки (снимают припуски на обработку), затем про-ушечный диск выбирает проушины, после чего ножи шипорезных головок зарезают шипы.
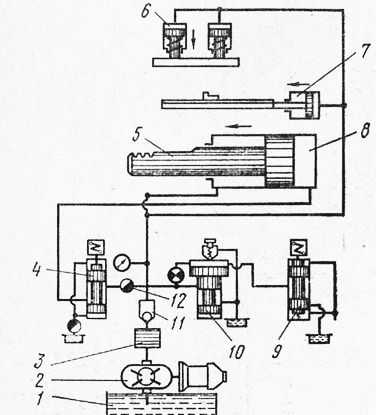
Рис. 5. Схема гидропривода механизма подачи станка ШО 15Г-5: 1 — бак, 2 — насос, 3 — фильтр. 4 — реверсивный золотниковый аппарат с электромагнитным управлением, 5 — шток, 6 — гидроцилиндры вертикального зажима, 7 — гидроцилиндры горизонтального зажима, 8 — гидроцилиндр привода механизма подачи каретки, 9 — золотниковый гидроаппарат, 10 — предохранительный клапан, 11 — обратный клапан, 12 — дроссель
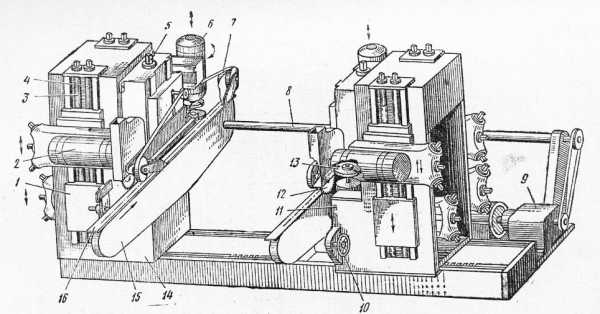
Рис. 6. Схема двустороннего шипорезного
Выбор режима работы
Выбор режима работы на шипорезных станках любой конструкции сводится к определению скорости подачи, так как все другие показатели режимов постоянны и зависят от конструкции станка и режущего инструмента. Нужно также учитывать, что требования к шероховатости поверхности шипов относительно невысоки. Поэтому основным критерием правильно выбранной подачи является загрузка электродвигателей механизма резания. Скорость подачи берут из технологической карты или рассчитывают по мощности привода рабочих органов. Метод расчета приведен в описании рейсмусовых станков. Проверке подлежат все электродвигатели. Скорость подачи выбирают по электродвигателю меньшей мощности. Если при выбранной скорости подачи будут происходить сколы, то скорость следует снизить. На односторонних шипорезных станках с ручной подачей скорость подачи снижают при выходе фрез из заготовок.
Настройка станков
у односторонних шипорезных станков настраивают пильный диск, пользуясь шкалами станка или по образцу-эталону. В этом случае, установив пильный вал в среднее положение, регулируют упор на каретке так, чтобы эталон, базируясь по торцу, другим концом слегка касался зубьев пилы. После этого вращением винта механизма подъема пильный вал устанавливают по высоте. Зубья пилы должны выходить из пропила на 10—15 мм.
Настроив пильный диск, продвигают каретку с эталоном к шипорезным головкам и с помощью маховичков механизмов горизонтального и вертикального перемещения двигателей добиваются того, чтобы при повороте ножи касались щечек, а подрезатели — заплечиков шипов эталона.
После этого каретку подводят к подсечным дискам и вращением маховичков перемещения суппортов устанавливают диски. Торец диска должен касаться щечек, а резцы — заплечиков шипа. Необходимо обеспечить касание резцов по всей длине заплечиков.
Затем каретку с эталоном передвигают к проушечному диску и регулируют положение режущих кромок ножей по высоте и длине станка, добиваясь, чтобы они слегка касались дна проушины и щечки шипа. Настраивают шипорезные головки и диски поворотом винтов механизма горизонтального и вертикального перемещения суппортов. Если форма шипа требует, чтобы режущий инструмент был под определенным углом, то настройку ведут с помощью механизма поворота суппортов, пользуясь шкалой, нанесенной на поворотной головке.
На односторонних шипорезных станках устанавливают зажимы, опуская или поднимая их (в зависимости от толщины заготовки). В заключение обрабатывают пробную заготовку, замеряют ее размеры и, если требуется, вносят в настройку коррективы.
На двусторонних шипорезных станках подвижную колонку настраивают в соответствии с длиной обрабатываемых заготовок. Устанавливают ее вначале с помощью электропривода, затем доводят от руки маховичком механизма перемещения.
Режущие инструменты настраивают по эталону так же, как и на односторонних станках.
Только после получения нескольких правильно обработанных заготовок можно начинать работать на станке.
Работа на станках
Односторонний шипорезный станок обслуживает один рабочий. Он укладывает на каретку несколько заготовок, плотно прижимая одну к другой и к упорной линейке, включает гидроприводы прижимов подачи. Каретка с заготовками совершает возвратно-поступательное движение, перемещаясь вдоль силовых головок. При этом в заготовках образуются шипы и проушины (или только проушины или только шипы). Обычно у заготовок зарезаются шипы и выбираются проушины на обоих концах заготовок. Для этого следует пользовать ся откидными упорами, установленными на каретке, или сначал^ у всей партии заготовок обрабатывать один конец и затем — второй
В первом случае все заготовки при укладке на каретку сначала ориентируют по одному упору — концевому ограничителю; поел! обработки одного конца заготовки — по другому упору.
При работе на одностороннем шипорезном станке теряется время на холостой ход каретки. Кроме того, заготовки перекладываются на каретке вручную. Поэтому односторонние шипорезные станки рекомендуется применять в производствах со сравнительно небольа шими партиями выпускаемых изделий. Для производств с крупнЯ серийным выпуском продукции целесообразнее применять двусторон! ние шипорезные станки.
Двусторонние шипорезные станки обслуживают двое рабочих. Станочник укладывает заготовки на подающие цепи, прижимая их к упорам и упирая один торец в концевой упор. Другой рабочий сни! мает готовые детали и укладывает их в штабеля.
На двусторонних шипорезных станках для подачи заготовок устанавливают магазины-питатели, которые облегчают труд и, кроме того, увеличивают коэффициент использования рабочего времени.
Основной дефект обработки на двусторонних шипорезных станках — сколы. Они могут возникать вследствие плохой заточки режущего инструмента или большой скорости подачи. Если шипы получаются разной длины при одной и той же настройке станка, то следует отрегулировать прижимы. Мшистость на обработанной поверхности указывает на затупление инструмента. Толщину шипов и расстояние между заплечиками проверяют калибрами-скобами, ширину проушин — калибрами-пробками.
Читать далее:
Ящичные односторонние шипорезные станки для зарезки прямых шипов
Статьи по теме:
pereosnastka.ru