Виды промышленных сварочных аппаратов. Сварка аппарат
Сварочное оборудование - что это такое, виды оборудования для сварки, где применяется, различные вопросы использования
Главная страница » Сварочное оборудование
Если вас интересуют различные модели сварочных аппаратов, то переходите в раздел «Сварочные аппараты».Здесь же узнавайте, какое бывает сварочное оборудование, а также найдите некоторые технические характеристики, по которым оно подбирается.
Сварочное оборудование — что это такое, виды, особенности
Без сварочного процесса невозможно представить себе ни одну строительную площадку, промышленное производство или решение каких либо бытовых вопросов, и поэтому нет ничего удивительного в том, что сварочное оборудование обладает постоянным спросом. Сегодня в арсенале сварщиков находится множество способов и методов сварки: с использованием электродных или графитовых стержней с отличными проводящими свойствами, с применением специальных сварочных проволок, а также на основе газовых, плазменных, лазерных и других технологий.

Виды сварочного оборудования
- Электродуговая сварка. Один из способов соединения деталей электрической дугой при помощи сварочного трансформатора или инвертора. Температура дуги достигает значений более 5000 градусов – это выше температуры плавления любого известного металла. (Есть даже инверторные сварочные аппараты с пускозарядным устройством.)
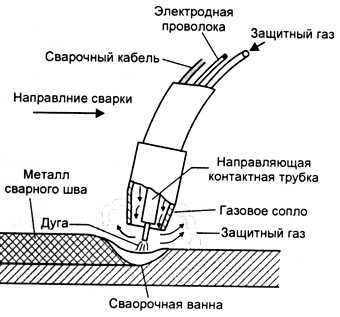 Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.
Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.- Ручная дуговая сварка (mma). Осуществление сварочного процесса при помощи покрытого металлического электрода. Ручное дуговое сваривание относится к наиболее старому и универсальному методу дуговой сварки. Узнать больше об аппаратах mma сварки.
- Сваривание под флюсом. Оборудование по данной технологии работает по методу сваривания электрической дугой. Образующаяся между деталью и бесконечным электродом дуга, не видна, так как она вместе с ванной расплавленного металла находится под слоем зернистого флюса. Шлак из расплавленного флюса осуществляет защиту зоны сваривания от влияния атмосферы.
- Газопламенная сварка. Оборудование газопламенной сварки обеспечивает плавление основного металла и присадочного материала в открытом пламени горелки. Постоянная работа такой горелки обеспечивается подачей одного или смеси горючих газов (жидкости) в смеси с кислородом.
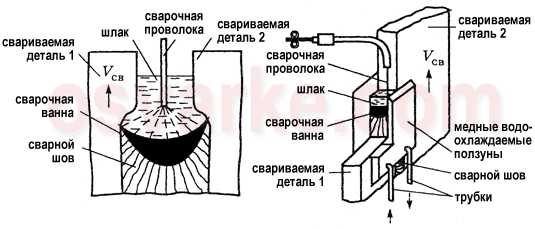 Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.- Термитная сварка. Технология термитной сварки обеспечивается порошкообразной смесью магния или алюминия при соединении с окалиной железа. В процессе реакции алюминий восстанавливает железо с окалины с выделением огромного количества тепла.

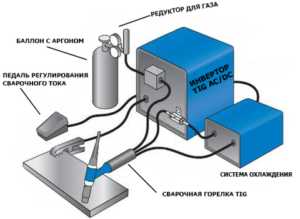
- Аргонодуговая сварка (TIG). Осуществляется в среде аргона – инертного газа. Может проводиться посредством плавящегося или неплавящегося электрода (применяется обычно вольфрамовый электрод).
- Плазменная сварка. В таком оборудовании для расплавления металла и присадки используется поток высокотемпературной плазменной дуги. Технология плазменной сварки во многом напоминает
 аргонодуговую сварку. (Узнать больше)
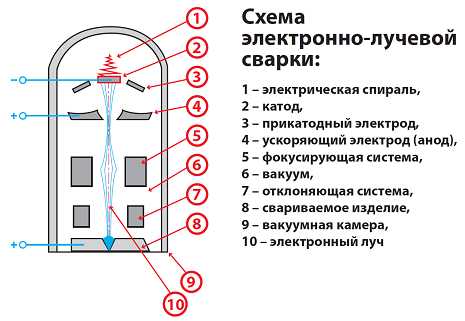
аргонодуговую сварку. (Узнать больше) - Электронно-лучевая сварка. Для осуществления данного вида сварки применяется оборудование, преобразующее кинетическую энергию направленного в зону обработки пучка электронов в тепловую.
- Лазерная сварка. Сущность работы лазерного оборудования заключается в использовании энергии лазерного луча, который можно сконцентрировать и сфокусировать при помощи оптических линз на небольшом участке.
- Контактная сварка (стыковая сварка сопротивлением). Оборудование, которое обеспечивает образование неразъемных соединений металлических изделий методом
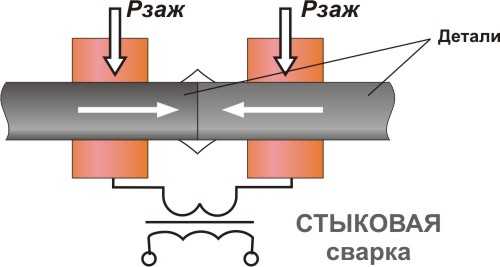 нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением.
нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением. - Точечная сварка. Является разновидностью контактной сварки, методом соединения деталей по отдельным участкам соприкосновения, ограниченным площадью рабочих торцов электродов, которые передают усилие сжатия и подводят электрический ток. (Узнать больше)
- Стыковая сварка. Специальное оборудование стыковой сварки используется для соединения деталей из ПВХ, полиэтилена, полибутена по плоскости касания. Детали (фитинги, трубы) между собой при нагревании легко свариваются.
- Стыковая сварка непрерывным оплавлением. Оборудование контактной стыковой сварки обеспечивает эффективную технологию соединения стержней в результате подключения к ним электрического напряжения и при последующем соприкосновении образуют электрическую замкнутую цепь.
 Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления.
Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления.- Сварка высокочастотными токами. Особенность оборудования сварки высокочастотными токами заключается в обеспечении значительного концентриривания электромагнитной энергии в поверхностных слоях нагреваемого изделия и выделении тепловой энергии в массе обрабатываемого металла вследствие эффекта близости и поверхностного эффекта.
 Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.
Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.
Однако для выполнения качественного сварочного процесса основного оборудования будет недостаточно, поэтому очень важно правильно подобрать для этого дополнительное оборудование, оснастку и расходные материалы. К ним относятся электроды, щетки для съема шлака, сварочные маски, клеммы заземления, держатели электродов, электрические кабели, проволока, протяжные ролики и горелки и прочие необходимые элементы. От правильно выбранного оборудования, как основного, так и дополнительного, зависит качество сварного соединения и шва.
kovka-svarka.net
Сварочное оборудование - это... Что такое Сварочное оборудование?
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий.
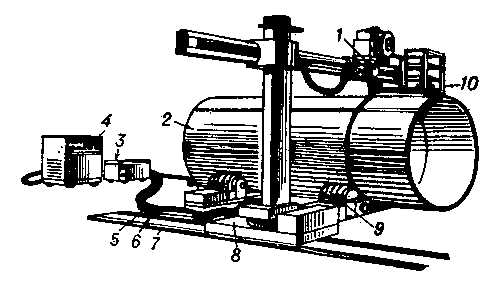
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
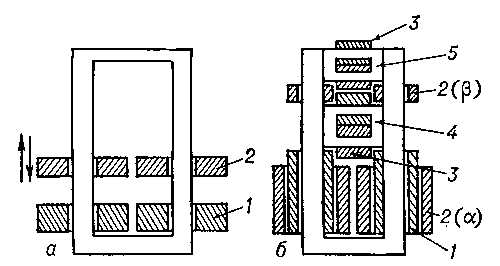
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
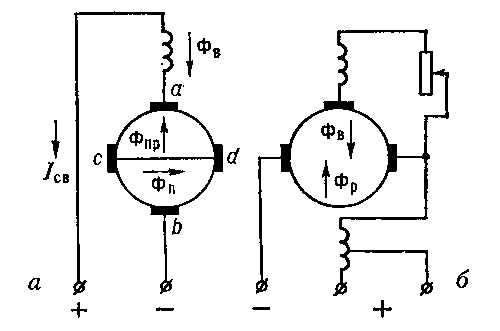
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
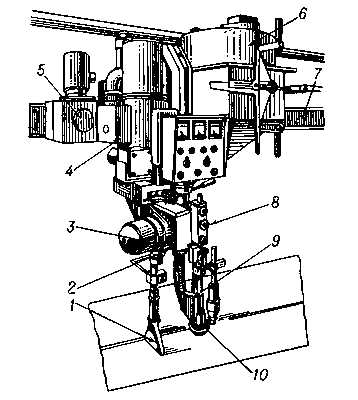
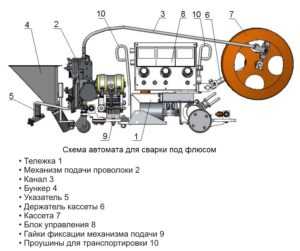
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
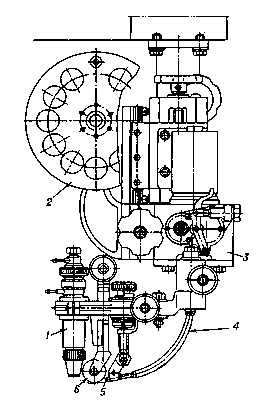
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
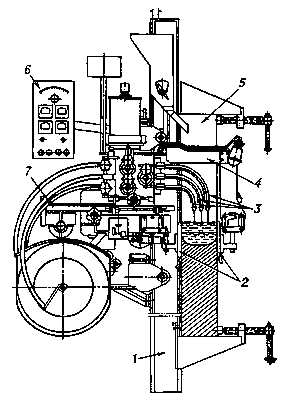
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
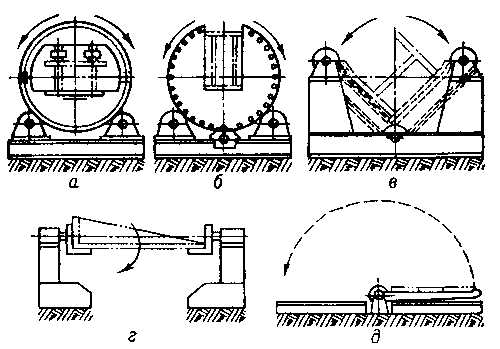
Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
dic.academic.ru
Виды сварочных аппаратов, их технические характеристики, параметры и особенность применения
В результате развития и совершенствования сварочных технологий, появились десятки различных способов сваривания металлических изделий. Отличия каждого вида определяются таким фактором, как необходимость создавать неразъёмные соединения материалов, имеющих самые разнообразные свойства.
Определённая технология, с успехом применяемая к одному виду материалов, оказывается совершенно неприемлемой для других. Необходимость выбирать способы сварки и виды сварочного оборудования в каждом конкретном случае диктуется также различием эксплуатационных требований, предъявляемых к той или иной конструкции.
Принцип деления
Классификация применяемых сегодня видов сварочных аппаратов, реализующих всё многообразие технологических процессов, может быть построена на основе нескольких базовых свойств, к которым следует отнести:
- вид источника тока для осуществления сварочного процесса;
- использование различных видов защитных сред для оптимизации образования сварочного соединения;
- степень автоматизации сварочного процесса.
Все это относится к электросварке. А кроме нее существует газосварка, лазерная, диффузионная, и многие другие виды. Но сварочные аппараты, работающие за счет действия электрического тока, наиболее распространены на мелком, крупном производстве и в быту.
Трансформаторы
Трансформаторные устройства находятся у самых истоков сварочных технологий. На их основе строятся распространённые виды сварочных аппаратов, по сей день имеющие весьма широкое применение, как на производстве, так и в быту.
Конструктивно такой аппарат представляет собой обычный понижающий трансформатор, имеющий две обмотки. Первичная обмотка может быть рассчитана на напряжение 220 вольт, либо на напряжение 380 вольт.
В первом случае выводы трансформатора подключаются к фазному и нулевому проводам электрической сети. Такие сварочные аппараты чаще всего встречаются в компактном исполнении, имеют относительно небольшую мощность и предназначены для работы в бытовых условиях.
Выводы трансформаторов второго вида подключаются к двум фазным проводам, выпускаются в более широком диапазоне мощностей и предназначены для производственного применения.
Напряжение вторичной обмотки сварочного трансформатора в режиме холостого хода составляет 40 – 60 вольт. Регулирование тока сварки может осуществляться несколькими способами.
Наиболее распространён метод, связанный с плавным изменением величины воздушного зазора в стальном сердечнике трансформатора. Регулирование осуществляется вращением рукоятки, связанной с ходовым винтом, по которому перемещается подвижная часть магнитопровода.
Аппараты с регулированием тока путём переключения отпаек вторичной обмотки менее удобны. Регулирование имеет дискретный характер, возможно в небольшом диапазоне. Кроме этого, при переключении отпаек изменяется напряжение холостого хода, что может затруднять зажигания дуги.
Существует универсальный способ, заключающийся в применении балластного сопротивления, включаемого в сварочную цепь. Регулятор представляет собой проводник из нихрома или другого материала с большим удельным сопротивлением.
Выпрямители
Этот вид аппаратов является источником выпрямленного тока. Сварка, выполняемая на постоянном токе, имеет более стабильные параметры дуги, сварной шов, выполняемый этим способом, выглядит более ровным.
Сварочный выпрямитель состоит из трансформатора и собственно выпрямителя в виде мощных диодов, собранных по мостовой схеме. Трансформатор в таких аппаратах обычно используется трёхфазный, подключаемый к сети 380 вольт.
Вторичное выпрямленное напряжение трансформаторов этого вида обладает малым уровнем пульсаций, хорошо удерживает электрическую дугу.

Выпрямители продолжают пока удерживать лидерство по количеству аппаратов, используемых на производстве для ручной сварки. В крупных цехах обычно прокладываются специальные магистрали, к которым подключены сварочные посты – отдельные рабочие места сварщиков.
Питается магистраль от мощного выпрямителя. Регулирование сварочного тока в таких системах осуществляется индивидуально на постах с использованием балластных сопротивлений.
Генераторы
 Сварочные аппараты, самостоятельно генерирующие ток, предназначены для работы в полевых условиях при отсутствии источников электропитания. Представляют собой агрегаты, в которых трёхфазный генератор переменного тока объединён с приводным двигателем внутреннего сгорания.
Сварочные аппараты, самостоятельно генерирующие ток, предназначены для работы в полевых условиях при отсутствии источников электропитания. Представляют собой агрегаты, в которых трёхфазный генератор переменного тока объединён с приводным двигателем внутреннего сгорания.
Выходное переменное напряжение выпрямляется диодным мостом. Такими генераторами комплектуются специализированные машины технической помощи, мощные агрегаты монтируются на автомобильных прицепах.
Современная промышленность выпускает агрегаты мощностью до 10 кВт, габариты и вес которых позволяет перевозить их в багажнике легкового автомобиля.
Инверторы
Появление аппаратов этого вида открыло ряд новых возможностей в сфере сварочного производства. Использование инверторной технологии позволило кардинально уменьшить размеры и вес, а также получить качественно новые характеристики сварочных аппаратов.
 В аппарате инверторного типа сетевое напряжение подвергается ряду преобразований. На первом этапе происходит выпрямление и сглаживание пульсаций фильтрующим конденсатором.
В аппарате инверторного типа сетевое напряжение подвергается ряду преобразований. На первом этапе происходит выпрямление и сглаживание пульсаций фильтрующим конденсатором.
Выпрямленное сетевое напряжение поступает в инвертор, являющийся главной частью аппарата. Инвертор построен на мощных IGBT транзисторах, переключение которых создает на его выходе напряжение с частотой, достигающей нескольких десятков килогерц.
На выходе инвертора установлен высокочастотный трансформатор, понижающий напряжение до уровня, требуемого для осуществления сварочных работ. Сниженное напряжение выпрямляется и поступает на выходные клеммы сварочного аппарата.
Смысл описанных преобразований заключается в том, что трансформатор, предназначенный для таких высоких частот, буквально на порядок меньше и легче, чем работающий на промышленной частоте при той же мощности.
То же можно сказать и о фильтровых конденсаторах и дросселях. Появление сварочных инверторов привело к тому, что аппарат, имеющий размеры небольшого чемоданчика, легко переносимый на плечевом ремне, способен выполнять те же операции, что и выпрямитель, весящий сотню килограммов.
Существуют различные виды инверторов, питающихся от однофазной или трёхфазной сети. Трёхфазные аппараты ориентированы на промышленное применение, однофазные разновидности преобразователя используются в аппаратах бытового назначения.
Виды аппаратов, осуществляющих сварку в защитной среде
Газы и пары воды, содержащиеся в воздухе, негативно сказываются на качестве сварочного шва. Поэтому применяют технологии и сварочные аппараты, создающие защитную среду в зоне сплавления металлов.
Сварка в инертных газах
 Роль инертных газов играют такие вещества, как аргон, гелий или их смесь. Инертные газы, поступающие под давлением в зону сварки, вытесняют воздух, препятствуя окислению и азотированию образующегося сварного шва. Применение инертных газов позволяет сваривать такие материалы, атмосферная сварка которых затруднена или невозможна.
Роль инертных газов играют такие вещества, как аргон, гелий или их смесь. Инертные газы, поступающие под давлением в зону сварки, вытесняют воздух, препятствуя окислению и азотированию образующегося сварного шва. Применение инертных газов позволяет сваривать такие материалы, атмосферная сварка которых затруднена или невозможна.
Аппараты, осуществляющие сварку в защитной среде, различаются по виду применяемых электродов, которые могут быть плавящимися в процессе сварки и неплавкими.
Технические характеристики некоторых инверторных аппаратов позволяют осуществлять несколько видов сварочных процессов. Для этих целей инверторные аппараты комплектуются набором аксессуаров – держателей электродов и горелок.
Сварка в среде активных газов
К такому виду сварочного процесса относится сварка в углекислом газе, которая является разновидностью сварки под флюсом. Преимущество использования углекислого газа вместо порошкового флюса заключается в хорошей видимости протекающего процесса сварки, позволяющей вести за ним эффективный контроль. Обычно функции сварки в инертной и активной среде объединены в одном виде инверторных аппаратов.
Ручные и автоматизированные устройства
Сварочные аппараты могут существенно упрощать работу, если снабжать их некоторыми автоматическими функциями. В зависимости от степени автоматизации аппараты подразделяют на три вида.
Для ручной дуговой сварки
К этому виду электросварочных аппаратов относятся упомянутые выше трансформаторы и выпрямители, а также большой сегмент инверторных преобразователей.
Ручная электросварка характеризуется применением штучных сменяемых электродов, обычно покрытых специальным составом. Химический состав электродных покрытий зависит от того, для сваривания каких материалов и каким видом тока (переменный, постоянный) предназначен электрод.
Для полуавтоматической сварки
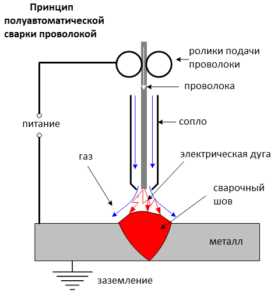 Так называется вид аппаратов, использующих в качестве электрода специальную сварочную проволоку, намотанную на катушку. Полуавтоматы отличаются тем, что в процессе сварки подача проволоки осуществляется автоматически, и сварщику остаётся только управлять дугой и визуально контролировать образование шва.
Так называется вид аппаратов, использующих в качестве электрода специальную сварочную проволоку, намотанную на катушку. Полуавтоматы отличаются тем, что в процессе сварки подача проволоки осуществляется автоматически, и сварщику остаётся только управлять дугой и визуально контролировать образование шва.
Полуавтоматические инверторы объединяют в себе возможность работать в среде защитных газов. Подача газа происходит по тем же соединительным шлангам, что и подача сварочной проволоки.
Следует заметить, что некоторые инверторные аппараты обладают такой универсальностью, что могут быть использованы для ручной сварки, полуавтоматической сварки в защитных средах и сварки неплавким электродом в аргоне.
Полная автоматизация
 Эти аппараты автоматически контролируют процесс сварки. Подобно полуавтоматам используют сварочную проволоку и подачу защитных газов.
Эти аппараты автоматически контролируют процесс сварки. Подобно полуавтоматам используют сварочную проволоку и подачу защитных газов.
В основе современных конструкций таких аппаратов лежит инверторная технология. Конструкция рабочих органов автоматических аппаратов для сварки может быть различной – от перемещающейся вдоль шва на тележке сварочной головки до размещения её на манипуляторе, позволяющем варить швы любой конфигурации из любого положения.
Полностью автоматизированная сварка используется на крупных сборочных конвейерах.
svaring.com
Сварочный аппарат - типы, устройство, характеристики, выбор
Чтобы разобраться в вопросе, как правильно выбрать сварочный аппарат, которым можно было бы работать в доме или на даче, необходимо рассмотреть все их виды и найти оптимальный вариант. Вопрос поднимается практически всеми владельцами дач и частных домов, потому что всегда на участке найдется работа для сварщика. А приглашать мастера и платить ему деньги за небольшой объем работы накладно. Поэтому стоит приобрести аппарат для сварки и научиться производить несложные сварочные операции, которые не требуют запредельной квалификации.

Виды сварочных аппаратов
Название электросварка говорит само за себя, то есть, для соединения двух металлических элементов требуется электрический сварочный аппарат. Производители сегодня предлагают агрегаты, работающие от напряжения 220 или 380 вольт. Некоторые модели на выходе выдают постоянный ток, другие переменный.
Трансформаторы

Еще совсем недавно это был практически единственный аппарат, с помощью которого производилась сварка. Выдает он только переменный ток, при этом полярность агрегата в процессе сварки постоянно меняется, что очень неудобно. Это выражается тем, что сварочная электрическая дуга все время скачет. Поэтому ее тяжело контролировать, во время сварки получается огромное количество искр. Отсюда и низкое качество сварочного шва, поэтому такими сварочными аппаратами могли работать только профессионалы с большим опытом.
Использовали их для сварки только черных металлов. Конструкция трансформатора проста – это два трансформатора понижающего типа с возможностью настройки выходного тока. Правда, диапазон настроек мал, регулировка не самая тонкая. Зато ломался этот агрегат редко, да и его ремонт не сложен.
Большой минус сварочных трансформаторов – большой их вес. Даже самый маломощный прибор весит не меньше 50 кг. А что говорить о промышленных образцах, которые весили не меньше 100 кг. Еще один отрицательный момент – это проседание напряжения в питающей электрической сети, особенно когда производится розжиг электрода. Всем известно, что скачки напряжения негативно сказываются на современных бытовых приборах, напичканных электроникой. Поэтому сегодня сварочные трансформаторы – редкость в частных домах и на дачах. И даже если они у кого-то присутствуют, то практически не используются и держатся хозяевами на всякий случай.
Выпрямители

В принципе, это тот же сварочный трансформатор, в конструкцию которого установлен выпрямляющий блок. Выпрямители часто называют сварочными трансформаторами постоянного тока. На выходе у выпрямителей получается постоянный ток, что упрощает процесс сварки. Электрическая сварочная дуга получается стабильной, но опыт проведения работ все же необходим. Как и трансформатор, выпрямитель прост в конструкции, ломаться здесь, в принципе, нечему.
Из недостатков можно подчеркнуть:
- Большой вес;
- Мощность на выпрямляющем блоке теряется;
- Просадка напряжения во время розжига и в процессе работы;
- Напряжение скачет не только у хозяина агрегата, но и у соседей.
- Цена больше, чем у трансформатора.
Инверторы

Как только эти сварочные приборы появились в магазинах, подступиться к ним было невозможно. Слишком высокая была у них цена. Но со временем изменилась элементная база, а соответственно уменьшилась стоимость оборудования, а вместе с ней и вес агрегата. Современный сварочный аппарат для дома инверторного типа выдает силу тока 160-180 ампер, что дает возможность проводить сварку электродами диаметром до 4 мм. При этом вес прибора составляет 3 кг, это минимальный показатель.
К достоинствам этого типа сварочных аппаратов можно еще отнести:
- Стабильная дуга, которую легко контролировать.
- Простота использования: электрод не залипает, шов получается ровным и плотным.
- Аппарат не просаживает напряжение в сети, оно при работе агрегата не скачет.
- Широкий диапазон настройки режимов сварки. Инверторами можно сваривать металлические изделия разной толщины. Главное – правильно выставить на аппарате тот или иной режим.
Внимание! Есть одно условие, которое будет влиять на безопасность работы инверторами. Включать их можно в розетку с напряжением 220 вольт, в конструкции которой есть клемма заземления. Так как класс защиты сварочных инверторов IP21, то заземляться они могут через питающую сеть.
Если перед вами стоит вопрос, какой сварочный аппарат выбрать, то можно не задумываться и выбирать инвертор. Конечно, с ним высококлассным сварщиком вы станете не сразу, но много мелких сварочных операций вы сделаете на дачном участке своими руками.
Сварочные полуавтоматы

Так как разговор ведется о сварочных аппаратах для дома и дачи, то агрегаты данного типа в эту категорию не входят. Чаще всего их используют в области малого бизнеса, а конкретнее, в мастерских по ремонту автомобилей.
В основе их конструкции лежит один из вышеописанных сварочных приборов, плюс блок, с помощью которого подается в автоматическом режиме сварочная проволока. Технология работы этими агрегатами основана на сварке в зоне защитных газов, что позволяет варить тонкие детали и изделия из цветных металлов.
Это идеальные сварочные агрегаты, с помощью которых можно сваривать тонкие металлические листы толщиною до 0,8 мм. При этом шов получается ровным и красивым, листы не ведет, не коробит. Единственный недостаток – сварочное устройство этого типа не может варить толстые детали. Для этого придется приобретать аппарат с электродуговой сваркой.
Типы сварочных аппаратов рассмотрены, теперь можно перейти к выбору, чтобы определить лучший дачный или домашний сварной прибор.
Как выбрать сварочный аппарат для электросварки
В основе выбора лежит несколько ключевых параметров.
- Напряжение питающей сети. Понятно, что это 220 или 380 вольт. Характеристика немаловажная, потому что все представленные выше типы сварочного оборудования, кроме инверторов, реагируют на качество напряжения в питающей сети. Если напряжение резко поднимается, срабатывает защитный блок, который отключает аппарат. При низком значении напряжения резко снижаются все сварочные параметры, что приводит к низкому качеству сварочного шва. И только инверторы могут спокойно работать в диапазоне 180-250 вольт без изменения своих параметров. Что касается сварочных приборов, работающих от трехфазной сети, то на дачах их практически не используют. Поэтому, если говорить о том, какой сварочный аппарат лучше для дома, то по показателю напряжения это инвертор.
- Напряжение холостого хода. Это напряжение сварочного аппарата, когда он включен в сеть, но нагрузка на него не производится. Почему необходимо знать этот параметр? Все дело в том, что от него зависит легкость розжига электрода. И чем данное значение выше, тем процесс розжига проще, плюс увеличивается стабильность дуги. Данный показатель в современных сварочных аппаратах варьируется в пределах от 45 до 95 вольт. Опытные сварщики знают, что напряжение холостого хода влияет на выбор типа электродов. Если выбирается аппарат с низким напряжением, то рекомендуется приобретать для него электроды с рутиловым покрытием. Для электродов с основным покрытием лучше выбирать агрегат с высоким напряжением холостого хода.
- Ток на выходе. Этот критерий выбора будет зависеть от того, какое количество времени аппарат будет работать. То есть, периодически или более-менее постоянно. Для большинства домашних работ подойдет сила тока 160-180 ампер. На таком токе, если использовать инвертор, можно варить электродами диаметром до 4 мм. Если появляется необходимость сваривать толстые детали из металла, то придется приобретать прибор, который выдает на выходе ток силой 190-250 ампер.
- Диаметр электродов. В основном этот размерный показатель влияет на толщину свариваемых изделий. Чем толще металл, тем больше необходим диаметр электрода. Данная зависимость показана в таблице ниже.
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
И несколько общих рекомендаций, определяющих хороший сварочный аппарат для дома и дачи на 220 вольт. Многое будет зависеть от того, какие задачи вы предполагаете решать на участке. Если планируется варить детали из черного металла, то можно все это сделать с помощью дешевого трансформатора. Если предполагается сварка цветных металлов, нержавейки или стальных тонких конструкций, то лучше использовать полуавтомат. Инвертор хорошо себя показывает при сварке низколегированных или конструкционных сталей. Хотя необходимо отметить, что оборудование инверторного типа, кроме цветмета и нержавейки варит любые стальные конструкции.
В домашних условиях имеет значение размеры агрегата. Поэтому небольшие и легкие инверторы – оптимальный для этого вариант. Пониженное напряжение в сети, которое присутствует практически по всех загородных поселках, является причиной, по которой выбор отдается именно инверторам. Эти аппараты работают при напряжении 180 вольт, некоторые модели даже при 160 В.
Если вы – начинающий сварщик, то опять-таки свой выбор рекомендуется остановить на инверторах. Простота сварки – главный критерий работы прибора: электрод не залипает, розжиг дуги легкий, при приближении электрода к свариваемому металлу при высокой мощности инвертор тут же отключается. То есть, по всем позициям это на сегодняшний день идеальный для новичка сварочный агрегат.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварочный аппарат - надежный помощник в строительстве и ремонте
Многообразие сварочных аппаратов не может не удивлять, но основных типов всего три. Рассмотрим каждый в отдельности.
Ручная дуговая сварка
Такой тип сварки еще называют электродной сваркой (абревиатура ММА ) наиболее популярна, применяется в первую очередь для соединения обычной стали. Научиться использовать сварочный аппарат в бытовых целях сравнительно просто, стоимость техники и расходных материалов невелика.
Для сварки используются электроды — металлические стержни, покрытые обмазкой, диаметром от 1,6 до 5,0 мм.
[note]Электроды большего диаметра применяют обычно для профессиональных задач, меньше чем 1,6 мм не выпускают поскольку прогорают они быстро и выдержать необходимое расстояние между концом электрода и заготовкой достаточно сложно, да и обмазка на тонких электродах хуже держится.[/note]
Ручная сварка обычным электродом
Основные недостатки ММА-сварки — невозможность автоматизации процесса, ограниченное применение: тонколистовые материалы с её помощью соединять сложно — чем тоньше лист, тем выше вероятность его «прожечь». Варить этим методом некоторые цветные металлы, чугун и легированные стали допустимо, но такая работа требует высокой квалификации.
Полуавтоматическая сварка
Для тонколистовых металлов, например в авторемонте, используют полуавтоматическую сварку. Вместо электрода применяют проволоку, намотанную на катушку.
Полуавтоматическая сварка
Подача проволоки автоматическая, сварщику остаётся только вручную перемещать горелку. Благодаря частичной автоматизации процесса эти виды сварки применяют для соединения не только обычных сталей, но и нержавеющей стали , а также цветных металлов.
Аргоновая сварка
Наиболее универсальна аргоновая сварка в среде защитных газов (TIG), это обычная ручная сварка взявшая свое название от газа, который применяется в процессе. Осуществляется она неплавящимся вольфрамовым или графитовым электродом, металл в зону сварки подаётся вручную.

Сварка в защитной аргоновой среде
Скорость такой сварки невелика, а стоимость гораздо выше чем без применения аргона, но варить можно буквально любые металлы, причём с хорошим качеством.
Этот способ чаще всего применяют именно для ответственной сварки цветных металлов. Прочие виды сварки в бытовых условиях почти не применяются. С помощью сварочных аппаратов в принципе можно резать металлы, существуют даже специализированные аппараты для плазменной резки, но это оборудование нужно специалистам, в быту мало кто найдёт для него постоянный «фронт работ».
Источники тока
Вне зависимости от типа сварки любой сварочный аппарат в первую очередь является преобразователем сетевого напряжения в напряжение с заданными параметрами (для каждого типа они свои). Для такого преобразования стандартно применяют трансформатор. Различают трансформаторные и инверторные сварочные аппараты.

Классический вид трансформаторного аппарата времен СССР
Трансформатор есть на обоих этих типах, только в первом случае он «работает» на частоте сети (50 Гц), а во втором используется инверторное преобразование: с помощью электронных схем частота тока существенно увеличивается, а вес и габариты трансформатора уменьшаются в десятки раз.
Далее, «после трансформатора», ток снова преобразуется до необходимых выходных параметров. Конечно, это более сложная схема, но у неё есть масса преимуществ. В частности, это более высокие КПД и качество тока, возможность точной установки его заданного значения, а также регулировки и настройки ряда иных параметров.
Трансформаторные сварочные аппараты и выпрямители (в отличие от трансформаторов они «выдают» постоянный ток) предлагаются многими производителями для ММА-сварки. Стоят такие аппараты дешевле инверторных, более надёжны, но на этом их достоинства заканчиваются. Для полуавтоматической сварки применяют как инверторы, так и трансформаторные аппараты: в этом виде сварки недостатки трансформаторов не настолько заметны.
Некоторые особенности сварочных аппаратов
Тут речь пойдёт в основном об инверторных моделях, у трансформаторов особенностей гораздо меньше. Основные параметры любого сварочного аппарата — рабочий диапазон и рабочий цикл (продолжительность включения, ПВ). О том как выбрать сварочный аппарат для дома читайте тут.

Инверторный сварочный аппарат для сварки штучным электродом методом ММА
В принципе все сварочные аппараты не рассчитаны на длительную работу на максимальном токе, им время от времени требуются перерывы для охлаждения, ПВ как раз и указывает на продолжительность необходимых перерывов.
Но ПВ сильно зависит от заданных параметров тока, а ток выставляется в зависимости от условий работы. Если взять два почти одинаковых сварочных аппарата, скажем, мощностью 130 А и 200 А и проводить сварку на 100 А, то первый потребует перерывов, а второй, скорее всего, сможет работать длительное время вообще без остановок, не перегреваясь.
Так что более мощные аппараты одного модельного ряда способны работать дольше, используют более толстые электроды или проволоку, но других преимуществ у них нет. Значение ПВ очень сильно зависит от температуры окружающего воздуха. «По умолчанию» стоит предполагать, что это 20–25 °C. Правда, в последнее время некоторые производители начали указывать температуру, при которой проводились измерения, но пока — далеко не все.
Ещё одна тенденция последнего времени — указание диапазона напряжений, в котором способен работать инверторный аппарат. Разумеется, важнее его нижняя граница: состояние электросетей далеко не везде идеально, особенно в сельской местности, иногда оно падает ниже 200 В. К тому же любой электрический удлинитель — источник дополнительных потерь.

Рабочее напряжение: 170–240 ВПОТРЕБЛЯЕМАЯ МОЩНОСТЬ: 5,9 кВА (при нагрузке 100 %)Источник тока: инверторный преобразовательнапряжения на IGBT-транзисторах. Род тока — постоянный
Многие современные инверторы могут работать и при напряжении 160–170 В, некоторые — при ещё меньшем: отдельным моделям бывает достаточно 110 и даже 90 В. Если диапазон напряжений не указан, «по умолчанию» можно считать, что сварочный аппарат рассчитан на отклонение напряжения в сети на 10 %. Вполне вероятно, что он будет работать и при более низком напряжении, но узнать это можно только экспериментально.
Все инверторные аппараты собирают на одном из двух типов транзисторов — MOSFET или IGBT, причём в массовом секторе сейчас в основном применяются более современные схемы с IGBT-транзисторами. В сварочных аппаратах они способны работать на более высокой частоте, чем MOSFET, что уменьшает вес техники. Но предлагаемые MOSFETаппараты тоже имеют свои преимущества.
Многие сварочные инверторные аппараты имеют целый ряд дополнительных функций. Для ММА-инверторов характерны как минимум три: Хот старт («горячий старт»), Арк форс («форсирование дуги») и Анти-стик(«антизалипание»).
- В первом случае — электроника создает дополнительный импульс тока в самом начале работы для облегчения поджига дуги.
- Вторая функция следит за приближением электрода и увеличивает сварочный ток, если электрод приближается к детали слишком быстро, а это в свою очередь препятствует залипанию.
- Третья функция отключает или сильно уменьшает ток в том случае, если электрод всё-таки «приварился» — так его легче отсоединить, к тому же снижается нагрузка на сеть.
Эти три функции указываются практически у всех сварочных аппаратов, от самых простых до профессиональных, поэтому даже отличием их можно считать с натяжкой. Некоторые сварочные аппараты более высокого уровня имеют возможность регулировки функций Hot Start и/или Arc Force — вот это уже те отличия, которые могут оказаться полезными при выполнении определённых работ и достаточной квалификации сварщика.

Инверторный сварочный аппарат для полуавтоматической сварки методами MIG/ MAG/ FLUX, сварки штучными электродами методом ММА и аргонно-дуговой сварки методом TIG LIFT
Существует две разновидности сварки «аргоном»: TIG Lift для возбуждения дуги требует касания электродом детали с последующим отведением горелки, при высокочастотном зажигании воздушный промежуток между электродом и деталью «пробивается» без касания. На некоторых аппаратах можно настроить двух- или четырёхтактный режим работы.
В первом сварка проводится при нажатии на кнопку горелки, во втором кнопку удерживать не надо: при первом нажатии производится сварка, для её прекращения на кнопку нажимают её раз. У аппаратов для аргонно-дуговой сварки встречается и ещё ряд других настраиваемых функций, которые позволяют подобрать оптимальный режим под конкретные условия работы.
Но все эти функции есть только на сложных, профессиональных моделях, большинство видов аргоновой сварки обходится без них. Ряд инверторных аппаратов относится к комбинированным — с их помощью реально проводить два или даже все три типа сварки (бывает и четыре, если учитывать плазменную резку). Стоят они, понятно, несколько дороже «обычных», но всё-таки дешевле, чем два «раздельных» аппарата.
Одежда и аксессуары
Сварщик в полной экипировке
Для сварки потребуется не только сварочный аппарат и расходные материалы к нему. Важнейший аксессуар — сварочная маска. Иногда в комплект аппаратов входит пластмассовый щиток (маска надевается на голову, щиток приходится держать одной рукой) с затемнённым стеклом, но лучший выход — прикупить маску-«хамелеон» с автоматическим затемнением. Это гораздо удобнее. Для предварительной очистки соединяемых деталей желательна стальная щётка, для отбивки шлака — молоток (гибрид щётки с молотком тоже часто входит в комплект поставки). Не стоит забывать и об одежде: сварочная дуга — мощный источник ультрафиолета, открытые участки кожи могут «загореть» до ожога буквально за несколько минут работы. Одежда должна быть плотной, стойкой к воздействию искр. В качестве обуви лучше всего использовать сапоги или кожаные ботинки, они защитят ноги от раскалённых частиц металла и шлака, а заодно могут смягчить удар при падении на ноги тяжёлых предметов и заготовок (ситуация вполне вероятная).
Как варить?
Некоторый необходимый минимум знаний и приёмов есть в инструкциях по эксплуатации оборудования. Для бытовых целей этого вполне достаточно. Для проведения более сложных работ лучше обратиться к специальной литературе — учебники по сварочному делу, выпущенные ещё в советские времена, понятны и подробны. Нюансов очень много, они зависят от свариваемых материалов, толщины, области применения полученного изделия и ещё массы других факторов. Несмотря на то что аппараты для сварки за несколько десятков лет сильно изменились, приёмы работы остались теми же. Ну и, конечно, чтобы научиться варить, нужна практика, без этого никак не обойтись.
obinstrumente.ru
Типы сварочных аппаратов и их выбор
Сварочный аппарат является электроустройством, с помощью которого производится сварка, а именно самый надежный и долговечный способ крепления металлических деталей, существующий уже более века.
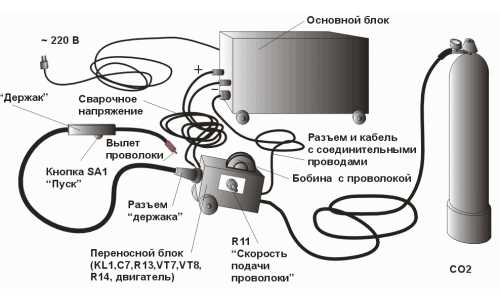
Схема устройства сварочного аппарата.
Это электрооборудование выполняет соединение или резку деталей из металлов и их различных соединений с минимизированными затратами. Рассмотрим более подробно виды таких аппаратов и их основные функции.
Сварочные источники тока
Данные виды сварочных аппаратов нужны для преобразования напряжения в ток. Зависимо от схемы на выходе получаем электродугу, имеющую постоянный или же переменный потенциал. По типам различают следующие аппараты:
- трансформаторный;
- выпрямительный;
- инверторный.
Конструкция трансформатора.
Трансформаторный источник самый простой в использовании, работает за счет трансформатора, который снижает напряжение сети к сварочному и имеет на выходе переменный ток. Сила тока регулируется за счет изменения расстояния между обмотками.
Для сварки цветных металлов или улучшения горения дуги трансформаторный сварочный аппарат доукомплектовывается дополнительными элементами, что увеличивает его вес в несколько. Наиболее ответственные работы выполняются за счет применения электродов переменного тока.
В современной модели трансформаторного аппарата используют мощные вентиляторы, ведь большая часть его энергии приходится на нагрев. Данный аппарат для сварки имеет КПД около 90%.
Достоинства:
- приемлемая стоимость;
- надежность;
- долговечность — качество, позволяющее использовать различные сварочные аппараты переменного тока на протяжении многих лет.
Недостатки:
- имеет довольно большой вес;
- применяется редко, несмотря на все свои достоинства.
Схема сварочного выпрямителя.
Выпрямительный источник — оборудование, использующееся для сварки после преобразования переменного тока в постоянный. Он состоит из следующих комплектующих:
- токопонижающий трансформатор;
- диод;
- датчик регулировки и защиты.
Данный сварочный аппарат обеспечивает, по сравнению с трансформаторным аппаратом, наиболее качественные швы при варке. Выпрямительный аппарат имеет наибольшую стабильность в части сварочного тока и электрической дуги.
Достоинства:
- небольшая стоимость;
- надежность.
Недостатки:
- большой вес;
- сложность в работе, ведь в процессе варки наблюдается сильное перенапряжение сети.
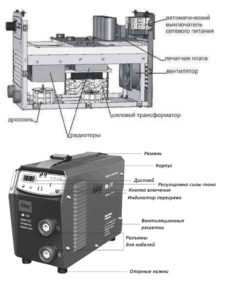
Устройство инверторного сварочного аппарата.
Инверторный источник — это наиболее популярный в настоящее время вид сварочного аппарата. Рассмотрим его отличия от трансформаторных и выпрямительных сварочных аппаратов:
- Работает при токе частоты в несколько десятков килогерц (обычный до 50 Гц).
- Требуется трансформатор малых габаритов.
- Более качественные швы.
- Трансформатор инвертора весит несколько сот грамм при токе 160А, остальные — 18 кг.
- Общая масса всего инвертора не более 7 кг.
Инвертор состоит из преобразователей электрической энергии, сетевого фильтра, трансформатора. Дополнительно для защиты инверторов применяют датчики для охлаждения, предохранители, ограничители перенапряжения.
Есть недостаток: не желательно работать в запыленных помещениях, при дожде.
Вернуться к оглавлению
Основные характеристики сварочного аппарата
Рассмотрим более подробно каждую их характеристик согласно каталогу моделей:
- Продолжительность включения.
В зависимости от производителя сварочного аппарата продолжительность включения измеряется по-разному. Например, в Европейском стандарте EN 60974-1 учитывается продолжительность сварки только при температуре 40º С до первоначальной остановки от перегрева.
Технология сварки.
Итальянская компания Telwin в расчетах применяет температуру не более 20º С при работе с перерывами и учитывает количество электродов, используемых за этот период. В расчетах этой компании ПВ получается немного завышенным, поэтому выбор сварочного аппарата является очень важным в плане методики расчета ПВ.
Из всего вышеизложенного можно сделать вывод, что аппарат европейской компании, имеющий ПВ в 10-20%, будет иметь такую же продолжительность работы, как и итальянский (ПВ 60-80%).
- Ток холостого хода.
Его пределы — 60-85В. Чем выше напряжение, тем проще зажигается дуга.
Существуют модели аппаратов для сварки инертным газом или же проволокой. В быту они применяются очень редко, так как главным их недостатком является высокая стоимость (по сравнению с другими моделями).
Но если же выполнять трудную работу на профессиональном уровне, то применение данных моделей будет весьма актуальным.
- Диапазон измерения сварочного тока.
Частично показывает мощность аппарата. Чем больше мощность, тем вероятнее установить электроды большего размера. Также увеличивается ПВ при работе с небольшими электродами при равномерном распределении силы тока.
В быту для всех видов трансформаторов используют 3-миллиметровый электрод с допустимо максимальной мощностью в 150А, а для инверторных аппаратов — 4-миллиметровый с меньшей допустимой мощностью.
При выборе электродов нужно обращать внимание на рекомендуемые токи при работе со сварочными аппаратами.
Вернуться к оглавлению
Разновидности сварки
Виды сварных соединений.
Способ ручной дуговой сварки в настоящее время является наиболее актуальным видом сварки смазочной проволокой. При плавке проволоки происходит надежное крепление металла, а смазка, которой покрыта проволока, защищает швы от воздействия воздуха, улучшая этим качество швов.
Данный способ применяется при сварке черных и некоторых цветных металлов (сплавов). При сварке только цветных металлов происходит мгновенная плавка с выделением пара, что приводит к некачественному шву.
Способ ручной сварки при помощи защитных газов
Часто применяемой смесью является инертный газ (аргон) с добавлением оксигена. Это нужно, чтобы очистить от примесей и грязи свариваемый металл. При сварке используют электроды из аллотропного углерода (графита) или тугоплавкого материала (вольфрама).
Достоинства:
- высокое качество шва;
- полноценная защита сварочной ванны от попадания воздуха;
- нет образований шлака.
Недостатки:
- низкая скорость выполнения работ;
- дорогостоящие материалы.
Несмотря на свои недостатки, такой способ ручной сварки очень популярен на сегодня.
Способ сварки в полуавтоматическом режиме
При сварке используются сварочная проволока или неметаллические сварочные электроды (смотреть любой каталог) в редких случаях. Полуавтомат для сварки не предусматривает автоматизированного перемещения. Сварка выполняется при помощи постоянного или импульсного тока. По типам сварки различают следующие:
- При помощи инертного газа (MIG).
- При помощи углекислого газа или кислорода (MAG).
- При помощи трубчатой проволоки (порошковой).
Способ сварки полуавтоматов применяют при соединении тонкого металла, цветных сплавов и металлов, широко используют в промышленности.
Вернуться к оглавлению
Дополнительные методы сварки
Плазменная сварка.
На сегодня (в основном в промышленном производстве) используются следующие методы сварки металлов.
Метод плазменной сварки
Этот промышленный метод имеет следующие способы сварки:
- тепло выделяется за счет плазменной струи, которая получается в результате ионизации воздуха между электродами;
- два электрода помещаются в плазмотрон.
Вышеуказанные способы применяют для резки металлов, нежели для сварки.
Метод контактной сварки
При использовании этого метода сварки соединенные части металла соприкасаются между собой, разогреваются до деформации, а потом сжимаются обратно. Контактная сварка имеет следующие разновидности:
- точечная технология сварки;
- стыковая технология сварки;
- рельефная технология сварки;
- шовная технология сварки.
Рассмотрим более подробно каждую из них.
Технология точечной сварки
Схема контактной сварки.
Данный вид работ выполняется с помощью аппарата конденсаторной сварки путем накладывания друг на друга заготовок и зажимания между двумя электродами, при этом подавая малый ток и значительное напряжение.
Таким образом, между заготовками получается сварная точка. При контактной сварке нужно хорошо подготовить поверхность для работы. Сварка производится в ручном и автоматизированном режимах и пригодна для любых видов металла.
Технология рельефной сварки
Это сварочный процесс, соединяющий заготовки одновременно в нескольких точках. Данная технология подобна точечной сварке. Они отличаются тем, что рельефная сварка зависит от формы свариваемой поверхности, а точечная — от рабочей зоны электрода.
Достоинства:
- соединение деталей производится в нескольких точках одновременно;
- получается надежный сварочный шов.
Машина рельефной сварки используется для крепления отдельных деталей в автомобилях, для соединения метизов. Этот метод применяется в радиоэлектронике для соединения мелких схем.
Аппараты для сварки враструб
Область применения — сварка пластиковых труб и оцинкованных изделий диаметром не менее 16 мм и не более 125 мм. Существуют следующие типы этих аппаратов:
- Аппараты для ручной работы с трубами мини-размеров и диаметров (способ муфтовой сварки).
- Автоматизированные аппараты для работы с тубами больших диаметров.
Магнитопроводный сварочный аппарат из электродвигателя — самодельный аппарат, использовавшийся в прошлом веке. Для его изготовления для начала потребуется схема, согласно которой будут соединяться все детали между собой. Также нужно выбрать подходящие материалы в нормальном состоянии. Основными комплектующими для сборки этого аппарата для сварки являются:
- корпус асинхронного электродвигателя небольшой мощности;
- магнитопровод;
- киперная лента;
- электрокартоновые круги;
- эмаль-провод сечением 7,5 мм2;
- шина прямоугольная сечением 25 мм2.
В корпусе двигателя размещается магнитопровод, с двух сторон закрытый кругами из электрокартона и обмотанный киперной лентой. Потом выполняются первичная (эмаль-проводом) и вторичная (медной прямоугольной шиной) обмотки.
Максимальный выход тока в первичной обмотке — 25А, а во вторичной — 200А. При сварке в течение 30 минут сварочный аппарат переменного тока нагревается максимум до 70º С. Главный недостаток в том, что потребляется большая мощность при сварке.
expertsvarki.ru
Виды промышленных сварочных аппаратов
Вся современная промышленность и строительство не сможет существовать, если не будет использовать сварочные работы. Оборудование для сварки получило широкое распространение в роботизированных комплексах автомобильных заводов и микроэлектронных производствах, его применяют при строительстве мостов, космических кораблей, и сельхозтехники. Конструкция промышленных устройств, их производительность, способы сварки отличаются огромным разнообразием.

Виды оборудования
Для промышленного сварочного оборудования характерна специализация, позволяющая достичь максимальной производительности. Поэтому зачастую промышленные аппараты использует только одну технологию сварки: электродуговую, контактную, лазерную, плазменную и так далее.
 По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
- трансформаторные;
- выпрямительные;
- инверторные;
- генераторные.
Трансформаторный аппарат для сварки наиболее простой и надежный. Промышленный трехфазный трансформатор на 380 Вольт рассчитан на непрерывную работу, часто имеет несколько постов, то есть позволяет работать нескольким сварщикам одновременно.
Большей частью такие агрегаты встречаются в стационарном варианте в цехах, но есть и мобильные варианты. Они отличаются массой порядка нескольких сот килограмм, позволяют работать с электродами и металлом толщиной 5 и более миллиметров.
Большая масса обусловлена тем, что трансформатор преобразует энергию на низкой частоте. Обычно он используется при ручной электродуговой сварке.
Выпрямительные источники питания на выходе вторичной обмотки понижающего трансформатора имеют диодную мостовую схему, что позволяет выпрямить переменный ток. Промышленные преобразователи данного вида обеспечивают более стабильную дугу по сравнению с чисто трансформаторным устройством.
Сварочный инвертор обеспечивает стабильную дугу независимо от характеристик питающего напряжения. Работает на постоянном токе. Благодаря преобразованию напряжения переменного тока на высокой частоте получается значительная экономия по габаритам и массе сварочного аппарата.
К генераторным сварочным аппаратам относятся все устройства, способные функционировать от дизельного или подобного ему генератора тока.
Контактный метод в производстве
Большинство промышленных сварочных аппаратов предназначено для электродуговой или контактной сварки. Последняя повсеместно используется в авторемонтных мастерских, на автомобилестроительных заводах и множестве других производств.
Основными достоинствами контактной сварки являются высокая производительность, минимальные эксплуатационные расходы и отличное качество сварного соединения.
По виду установки промышленная контактная сварка бывает мобильной, подвесной и стационарной. В зависимости от способа образования шва оборудование делят на стыковое, шовное, рельефное и точечное.
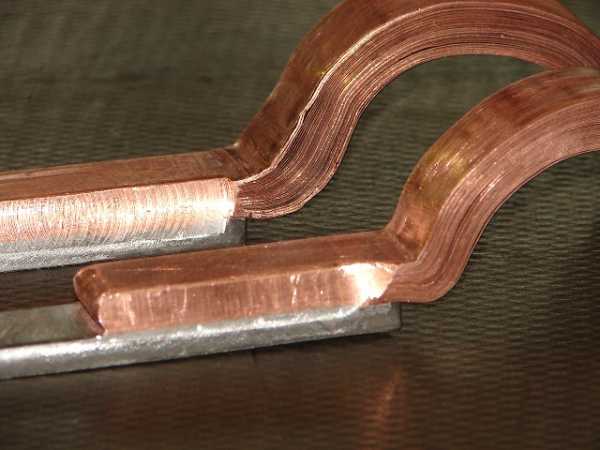
Стыковое промышленное оборудование часто используется для сварки медных труб. Стык может создаваться по технологии сопротивления и оплавления.
Метод сопротивления применяют для соединения изделий из низкоуглеродистой стали с небольшим сечением.
Оплавление – технология позволяющая соединять метал больших сечений, она применяется в судостроении при изготовлении цепей для якорей и подобных изделий. С помощью промышленной сварки оплавлением соединяют рельсы железной дороги для получения бесстыковых путей.
В аппаратах шовной сварки установлены ролики, позволяющие варить трубы и резервуары. Рельефная сварка используется в приборостроении и автомобилестроении для присоединения различных кронштейнов.
В составе роботизированной линии повсеместно можно встретить аппараты точечной сварки. Рабочим элементом у них являются электроды из высококачественной бронзы и меди.
Лазерные и плазменные устройства
Особняком стоит лазерная промышленная сварка. Лазерные аппараты могут соединять металл до 2 мм толщиной, но в основном работают с мелкими изделиями толщиной несколько микрон.
Лазерные сварочные аппараты применяются в микроэлектронике и приборостроении, в ювелирном производстве. Часто они работают в составе автоматизированных производственных линий. Швы получаются высочайшего качества, но у такого оборудования высокая стоимость.
На производстве широкое распространение получила плазменная резка благодаря высокому качеству реза и низким эксплуатационным расходам. Плазменные промышленные аппараты используются в режиме сварки при соединении толстостенных материалов.
Автоматизированные системы
 Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Роль человека здесь минимальна, оператору требуется установить оборудование в начале шва, остальное сделает устройство. Качество шва получается высоким с постоянными заданными характеристиками.
Промышленные установки узкоспециализированы, могут варить, например, только трубы. В основном автоматические сварочные аппараты делают стационарного исполнения, но бывают и мобильные.
Более высокий уровень автоматизации наблюдается в роботизированных производственных линиях, где функция человека ограничивается наблюдением за процессом сварки и проведением регламентных работ.
Полуавтомат
Наибольшее распространение получили промышленные сварочные аппараты с полуавтоматической подачей присадки. По сравнению с полными автоматами они отличаются универсальностью, могут работать практически с любыми изделиями в труднодоступных местах.
Если полуавтомат сравнивать с ручной дуговой сваркой, то несомненным преимуществом первого является:
- более высокая производительность работ;
- относительно невысокие требования к профессиональным навыкам сварщика;
- получение более качественного сварного соединения благодаря использованию защитных газов.
Сварщик направляет головку горелки полуавтомата вдоль шва с равномерной скоростью, на одном и том же расстоянии от сварочной ванны, на этом его функция заканчивается. Газ и поволока подаются автоматически.
Используется газ активного (азот, углекислота) или инертного (аргон, гелий) типа. И тот и другой защищает сварочную ванну от вредного влияния атмосферного кислорода.
В промышленных сварочных аппаратах на производстве чаще используется углекислый газ из-за его дешевизны, он эффективен при сварке низкоуглеродистых сталей. Там, где надо получить максимально надежный шов, полуавтомат работает с подачей аргона или гелия.
Устройства советского периода
Источнику сварочного тока и вообще технологии сварки в Советском Союзе придавалось такое большое значение, что в тридцатых годах двадцатого века был создан институт электросварки.
Многими его разработками до сих пор пользуются, так же как и промышленными сварочными аппаратами советского производства. Кстати, маркировка на сварочном оборудовании, производимом в России, сохранилась еще с тех времен.
В советское время сварочное оборудование было громоздким, работало на трансформаторах, но отличалось высокой надежностью.
На некоторых производствах еще стоят советские сварочные трансформаторы, и они исправно выполняет свои функции. Хотя для бытовых нужд повсеместно используют легкие компактные инверторы, промышленные трансформаторы не стоит недооценивать.
Инверторное оборудование
Современные сварочные аппараты ручной дуговой сварки и полуавтоматы в качестве источника питания используют промышленный инвертор, который является главным элементом сварочного оборудования.
 От бытового аппарата он отличается тем, что у него трехфазное питание и большая мощность, он имеет много различных настроек и функций.
От бытового аппарата он отличается тем, что у него трехфазное питание и большая мощность, он имеет много различных настроек и функций.
Трехфазные промышленные инверторы имеет немного большие габариты по сравнению с однофазными аппаратами, но большую мощность, соответственно, большие сварочные токи.
Использование транзисторов шестого поколения позволяет держать стабильную дугу даже при сильных просадках сетевого напряжения. Сварочный ток может регулироваться в широком диапазоне.
Возможно изменение полярности, что также расширяет функциональные возможности аппарата, позволяет варить тонкостенные и толстостенные изделия.
Одним из главных параметров, по которым нужно выбирать промышленный сварочный аппарат, является мощность. От нее напрямую зависит сила сварочного тока, диаметр используемых электродов и толщина свариваемого металла.
Мощность следует выбирать с запасом. Обычно указывается мощность потребления устройства при работе с максимальным сварочным током. При таком режиме ПН составляет 60-70%.
Желательно наличие системы охлаждения, влияющей на размер установки. Не нужно гнаться за малыми габаритами, поскольку у них обычно ухудшается вентиляция, время непрерывной работы при этом сильно сокращается.
svaring.com