Инструкция по применению холодной сварки для металла различных видов. Холодная сварка металла
Холодная сварка металлов – никакого волшебства!
Холодной сваркой называется соединение металлов, достигаемое совместным пластическим деформированием соединяемых элементов. Практически это осуществляется приложением давления. Поэтому в ГОСТ 2601 - 74 холодная сварка имеет следующее определение:
Холодная сварка сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частейВНИМАНИЕ! Если вы искали клей "холодная сварка" см. статью "Холодная сварка" - клей, но не сварка
Холодная сварка металлов – экскурс в историю
Холодная сварка металлов известна с древних времен. Как показывают археологические исследования и исторические хроники – "Колосс Родосский" был снаружи покрыт тонкими медными листами, которые были соединены между собой с использованием холодной сварки. То есть технология холодной сварки была применена и при создании шедевров античного периода.
В Национальном музее в Дублине (Ирландия) хранятся золотые коробочки, которые по заключению экспертов, изготовлены в эпоху поздней бронзы с применением холодной сварки.
В 1724 году священником Дезагюлье (J. L. Desaguliers) был представлен способ соединения свинца с помощью холодной сварки. Опыт заключался в том, что два свинцовых шарика диаметром около 25 мм сдавливали вместе и вращали, в результате они соединялись. Последующие попытки разорвать данное соединение и измерить величину разрыва с помощь весов показали, что прочность соединение некоторых образцов оказалось ничем не хуже основного металла. Результаты данных опытов были опубликованы в научных журналах.
Начиная со второй половины 1940 - х годов холодная сварка металлов начала применяться в промышленно развитых странах: в 1947 - 1948 гг. холодная сварка появилась в США, а в 1949 г. началось использование холодной сварки и в СССР.
В настоящее время холодная сварка успешно применяется для сварки изделий из пластичных металлов, таких как медь, алюминий, свинец, олово, никель и др.

Как может быть сварка, да еще и холодная?
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять как может производиться сварка без нагрева, электрического тока или специальных растворов. Если посмотреть видео Холодная сварка в портативной установке или Холодная сварка на стационарной установке у многих возникает мысль: "Холодная сварка – это что - то магическое". На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов - основное препятствие для соединения металлов.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых металлов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте сварки до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Холодная сварка пригодна для различных металлов и их сплавов, достаточно пластичных при комнатной температуре (алюминий, медь, кадмий, никель, свинец, олово, цинк, титан, серебро, индий, золото, платина и др.). Свариваемость металла холодной сваркой может быть оценена максимальной остающейся толщиной металла в месте сварки, выраженной в процентах по отношению к первоначальной толщине металла до сварки. Предварительные исследования свариваемости различных металлов при холодной сварке показывают следующие результаты:
Алюминий особо чистый | 40 |
Алюминий технически чистый | 30 |
Дюралюминий | 20 |
Кадмий | 16 |
Свинец | 16 |
Медь | 14 |
Никель | 11 |
Цинк | 8 |
Серебро | 6 |
Из этих данных видно, что наилучшие результаты холодной сварки дают алюминий и алюминиевые сплавы, удовлетворительные результаты дает медь. Довольно удовлетворительную свариваемость дает никель, имеющий высокую температуру плавления (1450°С).
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- одновременная пластическая деформация соединяемых металлов;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Растекание металла вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание металла создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание металла необходимо для более полного удаления пленок из зоны сварки;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость - Rz не более 10 мкм; не плоскостность поверхности не более 0,1 мм).
Холодная сварка металлов подразделяется на:
- холодная точечная сварка - соединение медных и алюминиевых шин; оконцевание алюминиевых проводов медными накладками и выводами ("флажками") для обеспечения надежного электрического контакта; соединение алюминиевых ручек с корпусами алюминиевых кастрюль; изготовление ребристых охладителей для силовых полупроводниковых приборов взамен литых и прессованных охладителей;
- холодная шовная сварка, осуществляемая в основном контурными пуансонами, - герметизация корпусов полупроводниковых приборов, конденсаторов, банок с гигроскопичным продуктом и некоторых иных изделий; изготовление тонкостенных герметичных сосудов больших размеров;
- холодная стыковая сварка - соединение концов проводов, в том числе на монтаже; оконцевание алюминиевых проводов медными выводами; соединение концов бухт провода при безотходной намотке катушек; соединение контактных троллейных проводов на электрифицированном транспорте; изготовление колец при минимальном отходе металла;
- холодная тавровая сварка - изготовление медно - алюминиевых ножей распредустройств; соединение латунных шпилек с выводами алюминиевых обмоток трансформаторов; тавровые и угловые соединения шинопроводов электровозов;
- холодная сварка сдвигом - соединение трубчатых переходников и труб в линиях электропередач на железных дорогах.
weldering.com
виды составов, сферы применения, инструкции
Состав и применение
Множество составов, предназначенных для склеивания, выпускается многокомпонентными, и для их приготовления необходимо тщательное перемешивание. Производство регламентируется ГОСТом 2601−2013. Большинство из них предназначены для домашнего использования.
Так, сухая сварка для металла в своем составе имеет следующие компоненты:
- смола эпоксидная;
- наполнитель;
- отвердитель.
 Эпоксидная смола сама по себе жидкая и тягучая субстанция. И чтобы привести ее в сухое состояние, в нее вводится наполнитель. Так как большинство клеев холодной сварки предназначено для соединения металлических деталей, то в качестве наполнителя используется очень мелкая металлическая стружка.
Эпоксидная смола сама по себе жидкая и тягучая субстанция. И чтобы привести ее в сухое состояние, в нее вводится наполнитель. Так как большинство клеев холодной сварки предназначено для соединения металлических деталей, то в качестве наполнителя используется очень мелкая металлическая стружка.
Стружка совместно с эпоксидной смолой создает высокопрочный шов, который поддается обработке только механическим путем. Смоле для затвердевания необходим отвердитель. В качестве сухого отвердителя выступает сера. А для придания дополнительных качеств производители вводят в состав и другие добавки.
Чаще всего в продаже можно встретить твердые двухкомпонентные составы, выполненные в виде цилиндра или брусочка. На срезе видно, что внешний тонкий слой отличается от внутреннего сердечника. Внутренний компонент — это эпоксидная смола с наполнителем, а внешний — отвердитель. Объемы обоих компонентов точно рассчитаны по массе.
Такие характеристики, как прочность и склеиваемость, зависят от подготовки поверхностей, температуры проведения работ, правильного выбора и применения. При выборе холодной сварки следует учитывать ее назначение и температуру, при которой она будет эксплуатироваться.
Большинство клеев в низкой ценовой категории не выдерживают температуры выше 250 °C. Но разработаны и термостойкие составы, выдерживающие температуру 1000 °C и выше. Их использование обусловлено тем, что традиционные методы сварки в некоторых случаях невозможны.
Среди достоинств холодной сварки следует отметить следующие:
-
 стоимость продукции невелика, и приобрести ее можно в любом хозяйственном магазине;
стоимость продукции невелика, и приобрести ее можно в любом хозяйственном магазине; - при пользовании не нужна специальная подготовка;
- работа производится без демонтажа элементов;
- соединение при естественной температуре;
- время схватывания незначительно;
- высокая прочность;
- подготовительные работы не требуют дополнительного оборудования;
- отсутствие энергетических затрат;
- нет деформаций;
- низкая стоимость;
- экологичность.
Среди недостатков следует выделить следующие:
- в отличие от настоящей сварки шов недостаточно крепок;
- заделка незначительных отверстий;
- если наносится несколько слоев, то срок ремонта увеличивается;
- необходима тщательная подготовка.
Разделение по признакам
Множество составов холодной сварки можно разделить по определенным признакам. И это знать очень важно. Они различаются:
- по консистенции:
- жидкий;
- тестообразный;
- по количеству компонентов:
- монокомпонентные;
- двухкомпонентные;
- по назначению:
- для пластика;
- для линолеума;
- по металлу;
- для автомобиля;
- термостойкий;
- универсальный;
- для работы под водой.
 Чаще всего клей холодная сварка используется для ремонта систем отопления. Длительная эксплуатация не щадит даже металл, и на трубах или на радиаторах появляются свищи, через которые происходит утечка горячей воды.
Чаще всего клей холодная сварка используется для ремонта систем отопления. Длительная эксплуатация не щадит даже металл, и на трубах или на радиаторах появляются свищи, через которые происходит утечка горячей воды.
Для их ремонта к подбору состава необходимо подходить со всей ответственностью. Клей будет находиться в постоянном контакте с водой и нагретой до высокой температуры. Стоит помнить, что холодная сварка — это временное решение проблемы. В итоге все равно не обойтись без традиционной сварки.
Также часто сухую сварку используют автолюбители, чтобы отремонтировать дорогостоящие детали, такие как радиатор охлаждения, бензобак, элементы выхлопной системы и прочие металлические детали, не испытывающие нагрузку.
Бензобак находится вне салона автомобиля, и на него воздействуют низкие температуры в зимний период. Поэтому следует выбирать такие составы, которые работают при отрицательных температурах и стойки к влаге.
Радиатор охлаждения во время работы двигателя разогревается почти до 100 °C, и для устранения течи достаточно универсального состава. Элементы автомобилей изготовлены из разных металлов, и при необходимости ремонта нужно внимательно читать назначение клея. Есть составы для ремонта алюминиевых, стальных и чугунных деталей.
 Выхлопная система практически постоянно находится под воздействием высоких температур. Она может нагреваться выше 200 °C. Поэтому для ремонта глушителя или резонатора используются термостойкие металлизированные составы.
Выхлопная система практически постоянно находится под воздействием высоких температур. Она может нагреваться выше 200 °C. Поэтому для ремонта глушителя или резонатора используются термостойкие металлизированные составы.
Сухая сварка для пластика обычно используется при ремонте пластиковых и полипропиленовых труб, пластмассовых корпусов и других элементов, требующих оперативного вмешательства.
Соединение торцов линолеума раньше производили при помощи высокотемпературного сварочного аппарата. Сейчас же пользуются двухсторонним скотчем или специальным клеем. Качество шва при использовании клея намного выше.
Технология проведения работ
Инструкция холодной сварки для металла описывает, как правильно подготовить поверхности, сделать состав, клеить, и предполагает следующую последовательность работ:
-
 Подготовка поверхностей. Металлические детали зачищаются наждачной бумагой от старой краски, ржавчины до естественного металлического блеска. Наждачную бумагу необходимо взять крупную. Чем глубже получатся царапины, тем крепче будет соединение. Затем поверхности необходимо просушить и обезжирить. Быстро удалить влагу можно с помощью фена. А масляные и жировые остатки легко удаляются ацетоном.
Подготовка поверхностей. Металлические детали зачищаются наждачной бумагой от старой краски, ржавчины до естественного металлического блеска. Наждачную бумагу необходимо взять крупную. Чем глубже получатся царапины, тем крепче будет соединение. Затем поверхности необходимо просушить и обезжирить. Быстро удалить влагу можно с помощью фена. А масляные и жировые остатки легко удаляются ацетоном. - Приготовление клеевого состава. Ножом отрезать необходимое для ремонта количество. Тщательно его перемешать руками до получения однородной массы. Во время смешивания температура смеси поднимается. Чтобы смесь не прилипала к рукам, их смачивают водой.
- Нанесение на поверхности. Полученная смесь должна использоваться в кратчайшие сроки. Затвердевание происходит в течение 3−8 минут. Клей аккуратно и равномерно наносится по всей поверхности. Излишки убрать салфеткой. Застывать состав будет при температуре 20 °C около 24 часов.
При проведении работ действуют правила, предусмотренные СНиП 3−42−2013.
Производители и технические характеристики
На прилавках магазинов встречается как отечественная, так и зарубежная продукция. Каждый производитель использует свои добавки, которые влияют на технические характеристики клеящего состава.
Кроме вышеперечисленных производителей, широко известны такие марки, как:
- Момент;
- Mastix;
- Abro;
- Hi-Gear;
- Loctite;
- Weicon;
- Devcon.
Инструкция по применению поксипола
Поксипол продается в упаковке, где находится два тюбика с основой «А» и отвердителем «В». Состав является универсальным и подходит для склеивания любых материалов. Он прозрачный, поэтому соединяемые элементы предмета не меняют цвет.
Инструкция поксипола описывает следующую последовательность:
-
 Соединяемые поверхности тщательно подготовить.
Соединяемые поверхности тщательно подготовить. - При необходимости произвести обезжиривание.
- Для приготовления клеящего состава использовать пластиковую, керамическую емкость или посуду из стекла.
- Выдавить поочередно из тюбиков требуемое количество компонентов и тщательно перемешать.
- Состав имеет тягучую консистенцию и наносить его следует при помощи маленького шпателя или другой пластинкой.
- Время первичного схватывания у поксипола достаточно велико, поэтому изделие необходимо расположить так, чтобы исключить стекание клея со склеиваемых элементов.
- В это время состав достаточно уязвим, и для получения хорошего результата необходимо соблюсти условие изоляции.
- Не перемещать изделие до полного высыхания.
- Работы проводить при комнатной температуре.
- При попадании клея на кожу или слизистую оболочку, чтобы исключить химический ожог, необходимо сразу же салфеткой убрать смесь и промыть кожу с мылом, временить нельзя.
В заключение стоит отметить, что сухая сварка довольно стойкая к химическим автомобильным жидкостям, таким как тосол, антифриз, бензин, масла. Металлическая стружка наполнителя может проводить электрический ток, что стоит учитывать при дальнейшей эксплуатации.
Оцените статью: Поделитесь с друзьями!remoskop.ru
«Холодная сварка» – нечто большее, чем просто клей + Видео
1 Классическая холодная сварка для металла, алюминия, чугуна
Прежде чем рассказывать о клее, хотелось бы кратко напомнить суть классической "холодной" технологии выполнения сварочных мероприятий. Под таковой понимают методику соединения металлических изделий при комнатной температуре без процесса нагрева свариваемых деталей внешними источниками.
Рекомендована данная технология для тех ситуаций, когда обычную, например, электродуговую сварку, применять нецелесообразно (по экономическим либо сугубо физическим причинам), в частности, для следующих наиболее распространенных:
- высокая вероятность коробления конструкций, подвергающихся свариванию;
- образование существенных напряжений внутри соединяемых изделий;
- крупные геометрические размеры деталей.
Сварка по металлу без нагрева осуществляется с использованием специальных установок, которые могут инициировать направленную одновременную деформацию поверхностей, прошедших предварительную тщательную очистку, в комбинации с их напряженным нарастающим состоянием. Подобное сочетание гарантирует создание высокопрочного монолитного соединения изделий.

Рекомендуем ознакомиться
Указанная технология идеальна для сварки разнородных металлов, которые:
- характеризуются повышенным уровнем чувствительности к нагреву;
- могут формировать интерметаллиды.
Чаще всего по "холодной" методике сваривают свинец, медь, кадмий, алюминий, серебро, никель, железо. Свариваемые изделия соединяются посредством вдавливания с двух или одной стороны пуансонов внахлест. Сварку допускается производить в виде отдельных точек либо непрерывного шва.
Увеличение напряженного состояния в сварочной области и снижение коробления изделий при этом обуславливается наличием возле вдавливаемого пуансона зоны обжатия.
"Минусом" описанной технологии принято считать то, что в процессе соединения возникают некоторые затруднения технического плана, связанные с образованием на небольшой площади поверхности двух значительных давлений, а также с необходимостью устранять протекания свариваемого материала между пуансоном и прижимом.
Других, сколько-нибудь серьезных недостатков "холодная" метода не имеет. Но, к сожалению, использовать ее допускается лишь для указанной выше номенклатуры материалов. В большинстве случаев точечная сварка без нагрева применяется:
- в процессе изготовления приборов бытового назначения и теплообменных устройств;
- для соединения медных наконечников и проводов из алюминия, а также непосредственно проводов из этих материалов;
- в электромонтажной производственной сфере.
2 Клей Холодная сварка – как пользоваться, инструкция по применению
Интересующий нас клей представляет собой специальный состав, состоящий из двух основных компонентов. По консистенции и внешнему виду он похож на обычный пластилин. Особенность состава такова, что каждый из двух его компонентов по отдельности с химической точки зрения является абсолютно неактивным. А вот при смешивании ингредиентов стартует мощный химпроцесс, который позволяет надежно склеивать различные поверхности.
В описываемые клеящие составы, которые, по сути, являются своеобразной шпаклевкой, входит оксид железа, различные виды металлических порошков, кварц и другие материалы, характеризуемые очень высокой адгезией к всевозможным строительным материалам (керамика, стекло, металл, древесина, пластик и так далее). При помощи подобного клея можно сваривать без лишних затрат:
- бытовые инженерные коммуникации, например, трубы, по которым подается вода в квартиру;
- разнообразные инструменты, санитарно-технические приборы (унитазы, раковины), аквариумы и зеркала;
- предметы меблировки;
- элементы транспортных средств (аккумуляторные батареи, радиаторы, баки для горючего, головки блока цилиндров, глушители и многие другие).

Клей отлично противостоит влиянию любых агрессивных сред, по уровню прочности соединения его эффективность практически на все сто процентов идентична обычной горячей сварке. Рассматриваемые нами составы способны в процессе затвердевания увеличиваться в объеме. Благодаря этому свойству, их активно применяют при необходимости ремонта труб и каких-либо агрегатов, в которых имеется жидкость.
После высыхания сваренные поверхности разрешается окрашивать, обрабатывать на токарных установках, нарезать на них резьбы и просверливать отверстия. В зависимости от производителя клея и компонентов, входящих в его состав, могут изменяться некоторые нюансы его использования. Но в целом обобщенная инструкция применения клеящего состава выглядит следующим образом:
- Перед соединением деталей следует обезжирить и тщательно зачистить их поверхности.
- Сам процесс сваривания изделий, а также операцию соединения компонентов клея в одну массу, пригодную для эксплуатации, следует выполнять в хорошо проветриваемом помещении. Если вы не прислушаетесь к этому совету, есть очень высокая вероятность получить серьезные раздражения слизистых органов обоняния и зрения.

- Смешивание ингредиентов клея осуществляется в емкости, специально выделенной для этой цели. Перемешивание компонентов производят до тех пор, пока масса не обретет однородную вязкость и цвет. Не забывайте, что готовый состав необходимо использовать достаточно быстро – в течение периода времени от 10 минут до 1 часа. Годность конкретного клея после его получения из двух отдельных компонентов указывается в инструкции производителя.
- Готовую смесь наносят на поверхности соединяемых конструкций и прижимают их друг к другу без чрезмерных усилий. Выступившие излишки клеящей массы легко удаляются тряпкой, смоченной в воде или растворителе, либо сухой ветошью.
- Сваренные изделия оставляют в состоянии покоя на 5–60 минут. За этот период (для каждой марки клея он будет разным) состав "схватится" (произойдет его первичное застывание). Полностью он застынет не раньше чем через 2–24 часа (все зависит от марки продукции и температуры воздуха в помещении).
3 Популярные марки клея для сварки без нагрева
Сейчас в продаже имеется огромное количество составов (и импортных, и отечественных) для выполнения "холодных" сварочных работ. Мы составляли список некоторых из них, которые можно без труда найти на полках строительных магазинов:
- "PERMATEX Cold Weld": эффективный и по-настоящему универсальный клей, легко справляющийся с различными материалами. При испытаниях он продемонстрировал великолепное противодействие нагрузкам на отрыв и на сдвиг.
- "Abro Steel": рекомендуется для ремонта баков, в которых хранятся жидкости, санитарно-технических бытовых устройств. Гарантирует безупречный уровень герметичности сварки подобных конструкций.
- "Титан": справляется с любыми нагрузками механического характера, отличается доступной ценой.
- "WURTH Liquid": оптимален для склеивания металлических деталей.

- "Cold Weld PERMATEX": широко известный и достаточно-таки востребованный состав для выполнения сварочных работ в домашних условиях.
tutmet.ru
Холодная сварка для металла - полная инструкция по применению
 Возможности изготовления или ремонта чего-либо с использованием бытового инструмента и самодельных приспособлений существенно ограничены. Особенно если приходится скреплять твердые материалы, которые с трудом поддаются обработке (к примеру, сверлению). Предлагаемая читателю статья – о несложной в исполнении методике соединения (и не только) металлических заготовок без использования сварочного аппарата с помощью клея под названием «холодная сварка».
Возможности изготовления или ремонта чего-либо с использованием бытового инструмента и самодельных приспособлений существенно ограничены. Особенно если приходится скреплять твердые материалы, которые с трудом поддаются обработке (к примеру, сверлению). Предлагаемая читателю статья – о несложной в исполнении методике соединения (и не только) металлических заготовок без использования сварочного аппарата с помощью клея под названием «холодная сварка».
Но прежде определимся с некоторыми моментами и терминологией.
Во-первых, под холодной сваркой подразумевается качественное скрепление деталей при помощи специальных склеивающих составов. Поэтому ни о какой дуге, открытом пламени горелки и тому подобных вещах речь не идет.
Во-вторых, данными средствами можно надежно соединять не только металлы, но и другие материалы, причем совершенно разнородные. Например, стекло + древесина или металл + стекло. Следовательно, такая технология «для дома и семьи» гораздо привлекательнее самого совершенного сварочного инвертора.
В-третьих, холодную сварку используют не только для скрепления отдельных частей, но и для устранения некоторых дефектов деталей.
Состав клея:
- Наполнитель – металлический компонент.
- Отвердитель – его задачей является обеспечение надежной сцепки всех фракций, равномерности и однородности массы. Как правило, это эпоксидные смолы.
- Добавки – от их химического состава и процентного содержания зависит специфика применения средства.
Инструкция по использованию холодной сварки по металлу
Холодная сварка продается или полностью подготовленная к применению (в виде композитных цилиндров), или двухкомпонентной (в одном тюбике – клеящая масса, во втором – отвердитель).
В последнем случае перед склеиванием деталей составы выдавливаются в небольшую тару и смешиваются (до получения однородной массы). Независимо от производителя, применение всех типов холодной сварки описывается одним алгоритмом.
Жидкая консистенция
Целесообразно применять именно для склеивания заготовок.
- Зачистка поверхностей деталей до основы. В идеале металл должен блестеть.
- Обезжиривание участков. Подойдет любой растворитель или спиртосодержащая жидкость, даже одеколон.
- Нанесение состава на обе поверхности. Достаточно тонкого слоя, так как на качестве скрепления это не отражается. Чем он толще, тем больше клеящей массы выдавится, и ее придется удалять. А это неоправданный излишний расход.
- Прижим деталей и фиксация. Сколько понадобится времени для качественного схватывания, указывается в рекомендации производителя. Если есть струбцина, то склейка зажимается в ней и оставляется в таком положении до полной готовности.
На заметку!
Жидкий клей по металлу применяется и для заделки неглубоких вмятин. Для этого деталь должна располагаться горизонтально. Средство заливается в выемку, а после отвердевания поверхность выравнивается. 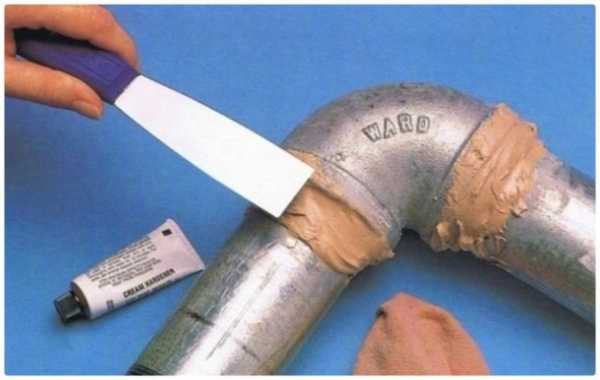
«Пластилин»
Такая спец/замазка используется для заделки трещин, отверстий, раковин.
Специфика ее подготовки состоит в предварительном размягчении клеящего средства. Чтобы обеспечить более качественное заполнение пустот, состав целесообразно вдавливать в обрабатываемый участок. Например, лезвием ножа, шпателем. Во избежание прилипания средства к металлу инструмента его следует немного смочить водой.
Что учесть
- Даже самый качественный состав по надежности скрепления металлов не может заменить традиционную сварку. Поэтому он не применяется для соединения сильно нагружаемых частей даже при незначительном ремонте.
- В составе любой холодной сварки есть токсичные вещества. Поэтому при работе с ними нужно пользоваться средствами защиты кожных покровов. Голыми руками разминать и склеивать не следует.
- Время отвердевания средств жидкой консистенции незначительное. Поэтому смешивать нужно ровно столько, сколько требуется для однократного применения. Если объем работ сравнительно большой (например, заделка длинной трещины), то она проводится последовательно, в несколько этапов.
- Удалить излишки отвердевшей массы несложно при помощи нагретого лезвия или жала паяльника.
- При обработке значительных по размеру участков можно дополнительно усилить место соединения (заделки) армированием. Это может быть сетка из пластика или кусок стекловолокна.
ismith.ru
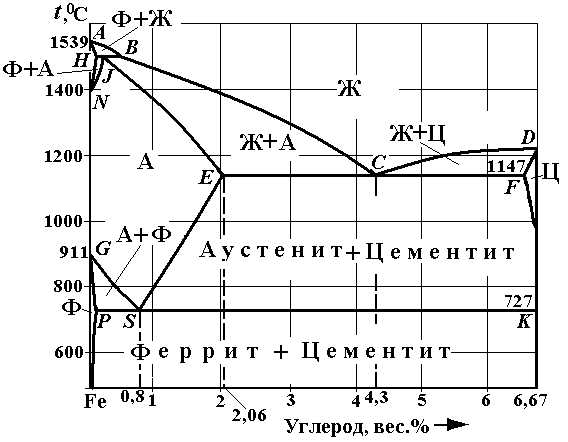
Холодная сварка металлов
Холодная сварка - это способ неразъемного соединения деталей путем их совместной глубокой пластической деформации, достигающей 60...90 %. Для этого требуются большие удельные давления, превышающие предел текучести свариваемого материала в 3...5 раз. Время сварки составляет 1 ..2 с. Холодная сварка используется в массовом производстве для соединения деталей из пластичных металлов: алюминия, меди, золота, индия, серебра и их сочетаний. В этой области сварки Россия является ведущей страной как по масштабам разработки и выпуска оборудования, так и по объемам промышленного освоения.
Отсутствие нагрева позволяет сваривать холодной сваркой термически разупрочняемые металлы, герметизировать емкости, нагрев которых не допустим. Холодная сварка обладает малой энергоемкостью, гигиенична (не выделяется газ, нет брызг, излучений, шума). Обеспечивается надежное соединение разнородных металлов, например алюминия с медью, без образования хрупкой интерметаллидной прослойки. Недостатки холодной сварки: возможность соединения только пластичных металлов, глубокие вмятины при нахлесточном соединении, ограничения в форме и размерах свариваемых деталей, малая универсальность (она не применима в труднодоступных местах, для соединения деталей сложной формы, мелких деталей).
Несмотря на недостатки холодная сварка широко применяется во многих отраслях производства. С ее помощью в электротехнике соединяют алюминиевые детали с медными, обеспечивая надежный электрический контакт. На кабельных заводах соединение концов бухт проводов обеспечивает намотку катушек без отходов. В радиотехнике и электронике холодную сварку на высокопроизводительных полуавтоматах используют для герметизации корпусов полупроводниковых приборов из меди, алюминия и ковара. На электрифицированном транспорте холодная сварка обеспечивает соединение контактных проводов. В бытовой технике холодная сварка заменяет клепку деталей посуды из алюминия. В производстве алюминиевых испарителей холодильников применяют холодную сварку прокаткой.
Главным препятствием для холодной сварки, не устранимым даже глубокой пластической деформацией, являются не окисные, а водяные и жировые пленки на поверхности соединяемых деталей. Даже незначительное количество жира и влаги, перенесенное с рук на поверхность металла, делает холодную сварку невозможной. Жировая пленка при деформировании металла растягивается, не теряя сплошности, и препятствует сближению поверхностей до конца процесса. Химическим травлением и обезжириванием жировые пленки полностью не удаляются, остатки травящих и моющих веществ остаются на поверхности деталей и также препятствуют сварке. Не помогает даже многократное промывание спиртом-ректификатом. При соединении деталей внахлестку удалять жировые пленки можно стальной щеткой диаметром 50...200 мм, вращающейся со скоростью 1500...3000 об/мин и прижимаемой к поверхности с усилием 1 ...2 МПа. При соединении деталей встык лучше механически обрезать торцы деталей. При сварке мелких деталей, если зачистку производить неудобно, хорошо помогает никелирование, или отжиг, а при сварке фольги - анодирование поверхности. Время от подготовки поверхности до сварки не ограничивается.
Холодная сварка может быть точечной, стыковой и роликовой (шовной). Чаще применяют точечную и стыковую сварку (рис. 90). Точечной сваркой соединяют детали внахлестку с их предварительным зажатием, повышающим прочность соединения на 20 %, или без него. В детали с обоих сторон вдавливают пуансоны круглого или чаще прямоугольного сечения. Отношение глубины вдавливания пуансона к толщине детали, при котором происходит сварка, называют минимальной вынужденной деформацией, или степенью деформации, и выражают ее в процентах. При сварке алюминия степень деформации 60 %, его сплавов - 75 %, меди, никеля и армко-железа - 85 %, свинца -55 %, серебра - 30 %. Давление при точечной сварке выбирают в 3...5 пределов текучести свариваемого материала. При сварке с предварительным зажатием деталей площадь зажатия задают в 15...25 площадей торца пуансона.
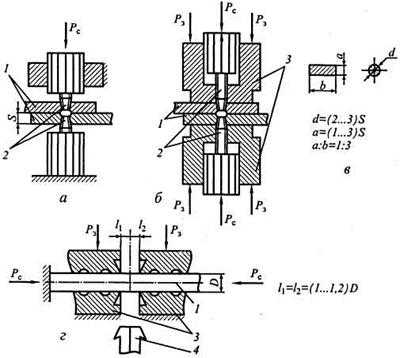
Рис. 90. Схемы холодной сварки: а - точечная; б - то же, с предварительным зажатием деталей; в - формы и размеры сечений пуансонов для точечной сварки; г - стыковая сварка; 1 - свариваемые детали; 2 - пуансоны; 3 - зажимы; 4 - нож для обрезки торцов деталей перед сваркой; - сварочное усилие; - усилие зажатия деталей; и - вылеты деталей; и - толщина и диаметр свариваемых деталей
При стыковой холодной сварке (рис. 90, г) детали 1 надо установить в зажимах 3 так, чтобы вылеты и концов деталей были равными 1...1,2 диаметра или толщины свариваемых прутков или полос. Если свариваются разнородные металлы, то вылет и усилие зажатия деталей в зажимах 3 со стороны более прочного металла делают больше. Например, при сварке алюминия с медью вылет медного конца устанавливают на 30...50 % больше, алюминиевую деталь зажимают усилием в 0,5, а медную - в 0,8 усилия осадки. После зажатия деталей торцы их обрезают ножом 4, удаляя загрязнения и пленки с торцевых поверхностей и обеспечивая их параллельность. Затем детали сближают, сдавливают и производят сварку. Погрешности установки вылета концов деталей и непараллельность их торцов можно компенсировать при сварке увеличением осадки вплоть до ее удвоения.
Деформация металла в зоне соединения в течение всего процесса стыковой сварки должна происходить симметрично. Нарушение этого условия ухудшает качество соединения. Внешний признак такого нарушения - асимметрия выдавленного из стыка металла (грата).
Холодной сваркой можно получать тавровые соединения (рис. 91, а). Чтобы уменьшить ослабление металла при точечной сварке, применяют ее в комбинации с механическим соединением. Это "грушевидная" сварка (рис. 91, б) и сварка-клепка (рис. 91, в). При "грушевидной" сварке собранные внахлестку детали 1 укладывают на подложку 3 с коническим отверстием, диаметр которого со стороны детали равен 1,9 суммарной толщины свариваемых деталей, а угол конусности . Детали сдавливают конусными пуансонами 4 с углом конусности 10° и диаметрами рабочих торцов Под действием сварочного усилия детали деформируются, относительная деформация достигает 75 %, металл выдавливается в коническое отверстие подложки 3, обтекая торец нижнего пуансона, металл верхней детали, растекаясь в стороны, защемляется в металле нижней детали. Это защемление обеспечивает до 50 % прочности соединения.
Точечная сварка-клепка (см. рис. 91, в) предназначена главным образом для соединения листовых и полосовых металлов разных (1:10) толщин. В деталях 1 просверливают отверстия: в тонкой - сквозное, в толстой - глухое, на глубину 0,4 ..0,9 толщины. В отверстия вдавливают или вбивают отрезок проволоки 5 несколько большего диаметра, чем диаметр отверстия. Часть проволоки, которая осталась над отверстием, расклепывается с формированием замыкающей
головки 6.
Для холодной сварки можно применять прокладки 7 из пластичного материала толщиной до 0,5 диаметра или толщины свариваемого материала (рис. 91, г). Такой способ получил название "холодная пайка". В качестве прокладок применяют алюминий, медь, олово, свинец. Прочность таких соединений не превышает 50 % прочности свариваемого материала.
Машины для холодной сварки содержат силовой пневматический или гидравлический привод сжатия, сварочный штамп, узел подготовки поверхностей перед сваркой и аппаратуру управления, а для стыковой сварки - еще и привод зажатия деталей и сварочную головку. С помощью зажимных губок в стыкосварочных машинах не только зажимают детали, но и направляют течение металла при осадке и формируют грат. Поэтому они заточены под углом 60°. Изготавливают зажимные губки и пуансоны для точечной сварки из легированных (40Х, Х12М) или углеродистых (У8, У10) сталей и закаливают до твердости
HRC 55.
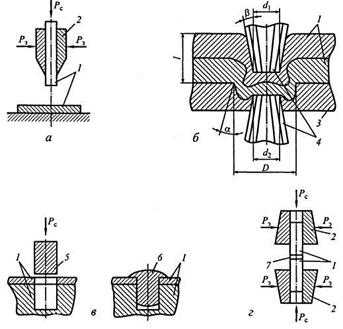
Рис. 91. Особые способы холодной сварки: а - тавровых соединений; б - "грушевидная" сварка; в - сварка-клепка; г - холодная пайка; 1 - свариваемые детали; 2 - зажимы; 3 - подложка; 4 - пуансоны; 5 - проволочная заклепка; б - она же, после сварки; 7 - пластичная прокладка; - усилия сварочное и зажимное; - диаметры рабочих торцов пуансонов; - малый диаметр конического отверстия в подложке; - угол конусности этого отверстия; - угол конусности пуансонов; - суммарная толщина соединяемых деталей
Для точечной сварки применяют машины УГХС 5-2, МХСА-50-3, рассчитанные на сварку деталей толщиной 5...20 мм. Для стыковой сварки алюминиевых и медных деталей сечением производят 5 универсальных машин типа МСХС и специализированные машины, например МСХС-2004, для сварки встык медных контактных проводов сечением до прямо на трамвайных или троллейбусных линиях. Изготавливает машины для холодной сварки завод "Электрик", г. Санкт-Петербург.
Сварка взрывом
Сварка взрывом - это способ сварки давлением, при котором для очистки, сближения, активации и соединения поверхностей используют энергию взрыва.
Возможность сварки при помощи взрыва предвидел еще в 1957 г. академик М. А. Лаврентьев. Практически этот способ осуществили в США в 1959 г. В России центром по исследованию и освоению сварки взрывом стал Волгоградский государственный технический университет.
Для сварки взрывом на жесткое основание 1 (рис. 92) укладывают одну из свариваемых деталей 2. Параллельно ей сверху с зазором h располагают вторую деталь 3, которую называют метаемой. Обе детали предварительно зачищают металлическими щетками или травлением, удаляя окалину, ржавчину и жировые пленки. На всей поверхности метаемой детали помещают заряд 5 взрывчатого вещества (ВВ) заданной высоты . После подрыва детонатором 6 заряд 5 взрывается, по нему со скоростью 2000...8 000 м/с распространяется фронт детонационной волны 9. Образующиеся газообразные продукты взрыва со скоростью 1000...6000 м/с расширяются, давят на метаемую деталь 3, которая со скоростью соударяется с неподвижной деталью 2 и дважды перегибается. Ее наклонный участок со скоростью равной скорости детонационной волны 9, движется за фронтом этой волны. В окрестностях вершины угла соударения развивается давление порядка 150 000 атм, под действием которого окисные пленки и загрязнения, разрушаясь, выносятся с поверхности кумулятивной струей 8. Очищенные поверхности, соударяясь, совместно деформируются, образуя сварное соединение. С увеличением скоростей соударения и контактирования свариваемых деталей растет мощность кумулятивной струи и соответственно суммарная толщина металла А, удаляемого с обоих поверхностей, которая может достигать 15...60 мкм (рис. 92). Однако при околозвуковых скоростях контактирования, когда из-за уменьшения угла условия соударения приближаются к плоскому удару, кумуляция, очистка поверхности и сварка становятся невозможными. Скорость контактирования должна быть меньше скорости звука, детали должны "захлопнуться" не раньше завершения очистки кумулятивной струей.
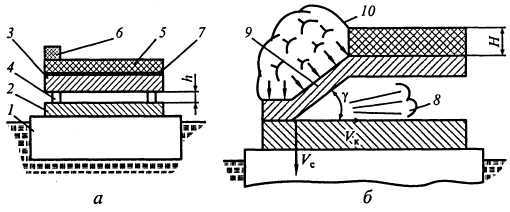
Рис. 92. Схема сварки взрывом: а - до начала; б - в процессе взрыва; 1 - жесткое основание; 2 – неподвижная деталь; 3 - метаемая деталь; 4 и 7- прокладки; 5 - заряд; 6 - детонатор; 8 - кумулятивная струя; 9 - детонационная волна; 10 - продукты горения ВВ
При сварке взрывом используют промышленные взрывчатые вещества, например аммонит № 9, 10 или гранулит АС. Перспективно применение дешевой смеси аммонита № 6 ЖВ с кварцевым песком.
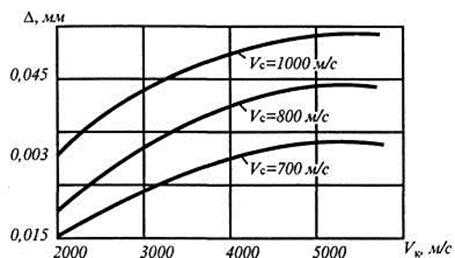
Рис. 93. Влияние скоростей соударения и контактирования деталей при сварке взрывом на суммарную толщину слоя металла удаляемого кумулятивной струей с обеих свариваемых поверхностей стальных пластин
Соединение деталей происходит, как правило, по волнообразной линии. Конфигурация волн зависит от параметров режима сварки: скорости соударения деталей скорости контактирования и угла соударения Эти параметры можно регулировать, подбирая взрывчатое вещество, меняя высоту его слоя (от 5 до 100 мм) и зазор между деталями с учетом плотности и толщины метаемой детали. Можно выделить (рис. 94) область 1 традиционных режимов, обеспечивающих синусоидальную форму волн, область 2 безволновых соединений и область 3 режимов, при которых образуются вытянутые односторонние волны. Режимы в областях 4,5, и 6 не обеспечивают образование соединения.
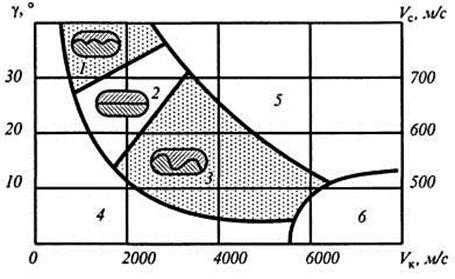
Рис. 94. Влияние параметров соударения на положение характерных областей волнообразования в соединении деталей при сварке взрывом алюминия: 1 - область традиционных режимов; 2 - область безволновых соединений; 3 - область режимов, при которых образуются вытянутые односторонние волны; 4,5,6- области, в которых режимы не обеспечивают образование соединения
При сварке взрывом средняя температура в зоне соединения увеличивается не более чем на несколько десятков градусов. Но в вершинах волн при большой скорости их образования локальные микроучастки могут нагреваться до температуры плавления свариваемого металла. В результате образуются участки с измененными механическими свойствами, что ухудшает качество сварного соединения. В соединении с безволновой границей (область 2) оплавлений металла не происходит, прочность такого соединения наиболее высокая.
Для безопасности работ сварка взрывом производится на полигонах. Детали загружаются в бетонированные ямы, которые перед взрывом закрываются крышками, рабочие удаляются в укрытие.
Сваркой взрывом свариваются практически все сочетания металлов. Прочность и пластичность соединений в 2...4 раза выше, чем у основного металла. Остаточная пластическая деформация не превышает 1 %. Несмотря на низкий КПД процесса (0,5...3 %) достоинства сварки взрывом обусловлены дешевым и транспортабельным видом энергии (расход ВВ 250...300 кг на 1 т свариваемого металла при максимальной массе одного заряда до 2000 кг) и низкими затратами на организацию производства.
Сварку взрывом широко применяют при плакировании - нанесении на толстые детали тонкого слоя другого (износостойкого, коррозионно-стойкого или электропроводного) металла. Пример эффектного применения сварки взрывом - восстановление литых лопаток длиной 5 м из стали 30Л для 22 турбин Волжской ГЭС. Для космической техники взрывом соединяют титановые сплавы с магниевыми, алюминиевыми и ниобиевыми сплавами, с жаропрочными сталями, сваривают другие сочетания материалов, которые трудно поддаются обычным способам сварки.
Похожие статьи:
poznayka.org
Клей холодная сварка отзывы
Клеем холодная сварка называют составы с высокой адгезией к любым применяемым в строительстве и ремонте материалам.
В клей-шпаклевку добавляют специальный стальной порошок, смесь становиться очень прочной, вот ее и называют холодной сваркой. Смеси нестрашны ни агрессивные среды, ни повышенные температуры вплоть до +270С.
Работать с ней очень просто, она не оставляет отходов, подходит для реставрации мебели, радиаторов, зеркал и даже сантехники. Не обойтись без нее, когда нужно отремонтировать трубы водоснабжения. Затвердевая, свойства клея холодной сварки увеличивают его в объеме, что дает так называемый эффект пробки.
 Клей холодная сварка
Клей холодная сваркаПолучаемое соединение по качеству ничуть не уступает клеям горячей сварки, при этом его можно красить, обрабатывать на токарном станке, делать резьбу.
Сферы применения средства практически безграничны — от ремонта оборудования, автомобилей, мебели, сантехники до устранения трещин, сколов, различных дефектов на поверхностях, герметизации треснувших емкостей, баков.
Наиболее популярны сегодня клеи:
- Алмаз,
- Mastix
- Poxipol.
Производитель выпускает разные составы в зависимости от задач — представлены средства не только для металла, но и для ремонта сантехники, автомобилей, работ по дереву, а также универсальные клеи.
Мы рекомендуем следующие варианты:
- Клей mastix холодная сварка — доступное и простое в эксплуатации средство, незаменимо в ремонте и герметизации соединений. Не теряет своих свойств при высокой влажности, морозе. Использовать пластилин нужно в течение получаса, схватывается он за 45 минут в случае хорошей фиксации и температуры окружающей среды +20С. Спустя 2,5 часа шов можно подвергать обработке. Производитель рекомендует перед использованием подготовить поверхность, очистив и обработав ее наждачной бумагой. Пластилин легко отделять от бруска руками и наносить на обе поверхности, затем надежно зафиксировать их.
- Клей Poxipol выпускается в Аргентине. Относится к суперпрочным клеям холодной сварки. Это двухкомпонентный состав пастообразной консистенции без растворителей. Хорошо заделывает пустоты. После замешивания реакция начинается уже спустя 10 минут. Состав застывает даже под водой, скрепляет «сложные» поверхности — бронзу, сталь, медь, керамическую плитку, гальванизированную сталь. Перед использованием поверхность все же требуется обезжирить, очистить и высушить. Это существенно улучшит схватывание и позволит получить очень прочный и надежный клеевой шов.
- Клеи Алмаз производят из полимерной матрицы с добавлением дискретного наполнителя. Надежно скрепляет черные и цветные металлы, дерево, керамику, мрамор, стекло, гранит, бетон. Отличается высокой адгезией даже к замасленным и влажным поверхностям. Помогает устранять течи в радиаторах, резервуарах, трубах, бензобаках. Удобен в ремонте неудобных мест, максимально адаптирован для эксплуатации в домашних условиях.
Эпоксидный клей холодная сварка состав
В основе эпоксидные смолы, в которые добавляют частицы стали. Используют такой рецепт уже более десяти лет. Состав не боится щелочей и кислот, отличается пожаробезопасностью, низкой токсичностью, высокой теплостойкостью, долгим сроком хранения.
Выпускается клей в жидком виде или же в виде пластилина.
- В первом случае средство представлено в двух тюбиках, содержимое которых (отвердитель и смола) смешивают в определенных пропорциях.
- Во втором брусок разрезают поперек и мнут, пока не соединятся верхний и нижний слои.
Так как смесь быстро застывает при высокой температуре, ее готовят небольшими партиями и используют всю сразу.
Клеи герметики холодная сварка применяются для надежного и быстрого склеивания, ремонтных работ, герметизации различных соединений и швов, восстановления пластиковых изделий, например, отколовшихся кусочков от бамперов, фитингов, трубопроводов.
Справляется он со своими задачами при высокой влажности, низких температурах. Схватывается всего за 15 минут.
ВИДЕО ПО ТЕМЕ
Клей холодная сварка для металла свойства
Метод холодной сварки подразумевает скрепление металлических изделий без нагрева. Это удобно тогда, когда невыгодно финансово или физически сваривать детали из-за тех или иных причин, например, больших габаритов. Данным методом удается соединять цинк, кадмий, серебро, железо, свинец, алюминий.
Наиболее прост в быту метод склеивания. Современные клеи-шпаклевки для металла, в которые добавляют стальной порошок, отличаются устойчивостью к агрессивным средам, легко наносятся. Для повышения адгезии, прочности и теплостойкости производители добавляют различные присадки. Точные составы не рассекречиваются, у каждого производителя они свои.
 Клей холодная сварка для металла
Клей холодная сварка для металлаПоставляются средства в тюбиках (клей холодная сварка Poxipol) или же в брусках, похожих на пластилин (клей холодная сварка Алмаз). Тюбики удобны тем, что не придется пачкать руки, а пластилин тем, что можно отделить кусочек любого размера и расходовать по мере необходимости.
Суть метода состоит в нанесении на поверхность смешанной с отвердителем эпоксидной смолы. Он делает смолу твердым веществом, оно и образует прочный шов.
Порядок работы:
- Обезжирить и зашкурить поверхность.
- Подготавливают состав, замешивая содержимое из тюбиков или отделяя от бруска,
- Наносят на одну поверхность и прикладывают ее ко второй, фиксируют на полчаса с помощью хомута или струбциныждут не менее часа, пока масса затвердеет, после чего обрезают, сверлят или зачищают наждачкой.
- Полностью клей застынет спустя 24 часа.
Автор статьи- Кристина Секушина
Вконтакте
Google+
ДРУГИЕ СТАТЬИ
kakkley.ru
Что такое холодная сварка для металла и как она применяется?
Холодная сварка для металла в последнее время на рынке строительных материалов встречается все чаще, соответственно можно увидеть и новые товары, позволяющие человеку качественнее и удобнее работать. Одним таким популярных средств сваривания металла является холодная сварка.
Есть мнение, что холодная сварка служит для соединения металлических деталей при помощи всевозможных композитных материалов. Однако подобные мысли относительно холодной сварки ошибочны. Под этим понятием подразумевается самая настоящая жидкая сварка, которая выполняется без влияния общего нагрева рабочей поверхности.

Принципиальная схема действия сварки заключена в том, что во время процесса сваривания необходимых элементов они поддаются одновременно направленному деформированию.
Воспользовавшись холодной сваркой, специалист может соединять достаточно разнородные материалы. К примеру, такой сварке посильно серебряной детали с алюминиевой. Таким образом, свариваемые детали в силах отличаться друг от друга по химическому составу, а также физическим свойствам. Разность температур давления при холодной сварке – не важна, если использовать для соединения данное средство.
Пожалуй, одним из наиболее значимых качеств при работах с вышеупомянутым материалом есть пластическая деформация детали, так как получить монолитное соединение материалов практически невозможно в силу использования одного лишь сжимающего усилия.
Виды холодной сварки
Точечная сварка
Самым распространенным видом использования рассматриваемого материала является точечная сварка. Как правило, данная методика применима чаще при соединении алюминиевых деталей, а также деталей из меди и алюминия.
Если приводить сварочные работы, применяя данную методику, свариваемые детали сжимаются посредством пуансона. Когда сварка в работе, детали поддаются деформации, а также производится формирование сварочных точек. Отметим, что при этом общая форма элементов из металла не утрачивается. Если в ход идут пуансоны, которые вдавливаются работником в металл, имеет место деформирование заготовок, после чего образуются сварочные соединения. В этом случае необходимостью является чистая поверхность металлических элементов, которые свариваются.

Применяя клей, вышеописанный метод соединения деталей не требует использования каких-либо специализированных агрегатов. Благодаря этому способу сваривания появляется достаточное количество возможностей, применяются которые не без участия обычных промышленных прессов. Обратите внимание на то, что единственной довольно дорогостоящей деталью при этом является пуансон. Его форма может быть разработана только для того, чтобы применять один вид детали. Давление при сваривании деталей используется практически для соединения меди с алюминием.
Роликовая сварка
Роликовая сварка – второй по популярности способ соединения металлических деталей холодной сваркой. Суть работы способа заключается в образовании непрерывного монолитного соединения. Интересно, что роликовая сварка немного схожа с точечной, которая предусматривает использование прямоугольных и квадратных пуантов.
Технологические категории роликовой сварки:
- Односторонняя
- Двусторонняя
- Ассиметричная
Если применяется односторонняя холодная сварка, необходим всего один ролик, в свою очередь, обеспечивающий нужное давление (сжатие), после чего возникает соединение. При двусторонней холодной сварке требователен к применению двух одинаковых роликов. Касательно ассиметричного скажем, что он предусматривает два различных ролика.
Когда при помощи роликов формируется шов соединения двух деталей, металлу необходимо большее сжатие, в отличие от точечной сварки. В связи с этим уровень пластической деформации, в которой нуждается соединение, составляет большую величину на 2-7%. Так, можно без особого труда отремонтировать трубу в ванной, вне зависимости от того, какая вода будет по ней литься: холодная или горячая.
На производстве при роликовой холодной сварке чаще всего используются фрезерные станки. Также этот способ соединения предполагает использование ручных настольных станков, служащих для пластичных металлов.
Что следует знать о холодной сварке
Предназначение
Создана специально для качественного и надежного склеивания металла, герметизации, ремонта соединений, а также для работ по восстановлению утраченных фрагментов. Клей не боится влажных помещений.
Применение
- Поверхность для нанесения клея нужно предварительно очистить от различных окислов и загрязнений, после чего е желательно просушить;
- Стержень отрезается должным образом. Смесь смешивается пальцами рук не дольше пяти минут до тех пор, пока клей не станет одного цвета;
- Во время смешивания пластилин становится липким и теплым. Масса наносится на рабочую поверхность;
- Для того чтобы сгладить поверхность соединения, необходимо применить заранее смоченный холодной водой инструмент – шпатель или что-нибудь в этом роде.
Внимание! Пластилину для застывания необходимо всего 10-15 минут. Поэтому следует соблюдать правила безопасной работы.
Хранение
Клей хранится при температуре не более +35 гр. С в темном месте. Не стоит хранить в доступных для детей сметах, поскольку это небезопасно.
Преимущества
Клей данного средства создано на основе адгезивного материала. Касательно адгезивного материала, то он собой представляет смесь эпоксидного клея и стального порошка для упрочнения. Полезно знать, что средство используется как в производственных целях, так и в быту, и подходит для работ с пластиком, металлом, деревом, стеклом, керамикой и т. д. Сухая сварка отлично показывает себя в работе.
Как только эта разновидность сварки появилась на территории нашей страны, большое доверие к ней не наблюдалось. Однако уже спустя некоторое время всю пользу начали чувствовать при ремонтных и строительных работах, в производстве и т. п. Такое недоверие было обусловлено тем, что подобный материал не может качественно соединять детали различных материалов. Но вышло совсем наоборот. Любопытный факт: как показывают исследования, трещины происходят с большой вероятностью не в местах, где наносился клей, а по металлу.
В список полезных качеств средства для сваривания металлических материалов можно отнести:
- Простоту применения клея;
- Отсутствие боязни агрессивной среды;
- Экологичность;
- Экономичность;
- Возврат герметичности емкостям;
- Быстрота схватывания сварки;
- Компактность;
- Стойкость к перепадам температур.
Нужно сказать, что плюсы данного незаменимого в хозяйстве материала можно продолжать далее. Так что, теперь при необходимости Вы будете знать, какое средство поможет в соединении различных материалов.
li
Похожие статьиgoodsvarka.ru