Содержание
Аргоновая сварка — видео уроки по сварке аргоном
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.
Потребность в сваривании алюминия, меди, титана, нержавеющих сталей давно стала возникать не только в производстве, но и в быту. Традиционное оборудование не всегда отлично справляется с такими задачами. Для различных ремонтных работ и изготовления конструкций из таких материалов применяется сварка аргоном, обучение которой на нашем сайте поможет в осуществлении ее собственными руками.
На самом деле сварочный процесс — не такая уж сложная процедура, и добиться хороших результатов можно даже при таком методе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Особенности аргонодуговой сварки
Главной и отличительной особенностью является использование неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет применения которого обусловлено высокое качество и надежность сварных соединений.
Применение технологии аргонодуговой сварки позволяет получать прочные, ровные и аккуратные швы. Как происходит аргоновая сварка, видео уроки демонстрируют наглядно и подробно, ведь необходимо учесть в процессе множество тонкостей.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
СВАРКА АРГОНОМ [видео уроки для начинающих, технология]
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Содержание:
- Особенности сварки
- Как происходит работа?
- Особенности сварочных аппаратов и режимы сварки
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Видео:
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т. к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.


Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.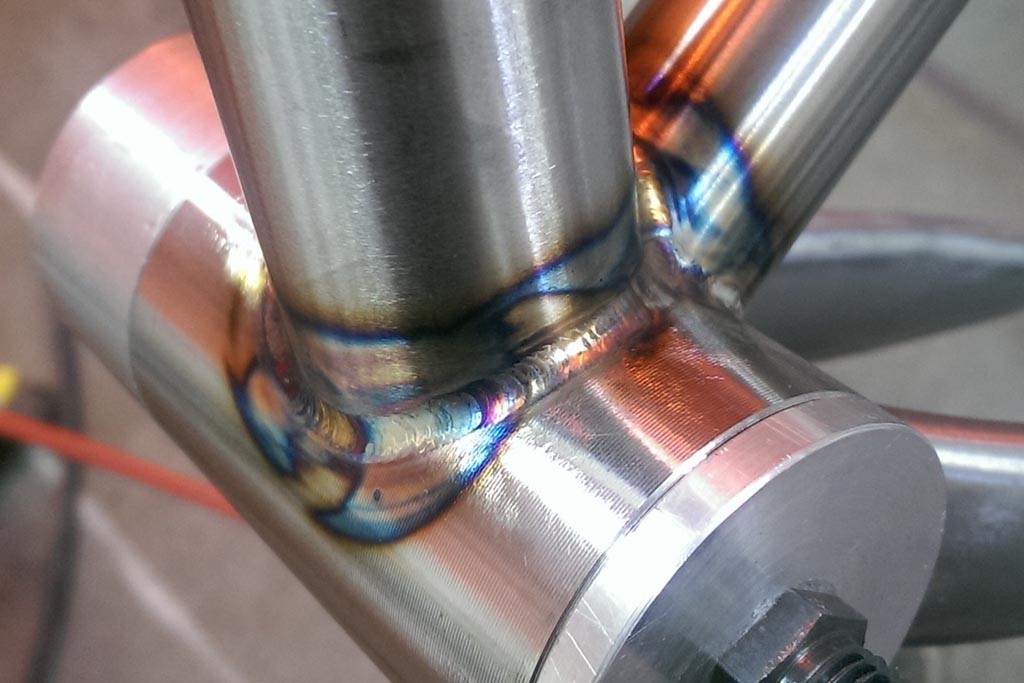
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Советы и рекомендации по сварке TIG от Miller Welding
По
Бобби Кимбро
08 сентября 2017 г.
Мы делаем все возможное, чтобы найти информацию, которую наши читатели хотят видеть, используя некоторые платформы социальных сетей и просто задав вопрос: «Хотите ли вы увидеть больше этого?» В обязательном порядке наши преданные читатели и фанаты Facebook отвечают на этот вопрос четким «да» или «нет». В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
В одном из наших недавних опросов на Facebook мы спросили, хотят ли наши читатели узнать больше об основах сварки. Ответ был исключительно положительным, поэтому мы рыскали по Интернету в поисках лучшего места для начала. К счастью для нас, у нас отличные отношения с Miller Welding, компанией, которая спонсирует производственную часть нашего цеха.
Видео Миллера показывает правильный угол наклона горелки для большинства видов сварки TIG.
Мы впервые встретились с Джоном Шварцем из Miller на торговой выставке много лет назад в Орландо, Флорида, когда он был менеджером по маркетингу систем MIG и TIG в компании. Затем он руководил маркетингом продуктовой линейки TIG и продолжал продвигаться по карьерной лестнице в компании, где сейчас является бизнес-менеджером отдела аренды. Джон предоставил нам много ценной информации на протяжении многих лет, и мы обнаружили, что работа с видео, которую он проделал еще в 2011/2013 годах, по-прежнему остается самой информативной из доступных видео.
Угол присадочного стержня в сварной шов также покрывается.
В этом видеоролике подробно рассматриваются три ключевых элемента, которые все сварщики должны практиковать и совершенствовать, чтобы решить 80–90 % проблем, возникающих во всех ситуациях:
- Угол горелки
- Уголок наполнителя
- Понимание того, что горелка плавит основной материал, а основной материал плавит присадочный стержень.
Джон показывает, как запустить резак перпендикулярно основному материалу на расстоянии около 1/8 дюйма, а затем повернуть его на 15–20 градусов в сторону от направления движения. Для справки: 1/8 дюйма немного больше ширины пятицентовой монеты. Таким образом, вы можете порыться в мелочи в кармане и выяснить, на каком расстоянии должен быть фонарь, чтобы зажечь дугу.
Одним из ключевых моментов качественного сварного шва TIG является содержание вольфрамового стержня в чистоте, чтобы по возможности не приклеивать его к основному материалу или присадочному материалу. Это загрязняет удилище и затрудняет удержание прямой дуги.
Это загрязняет удилище и затрудняет удержание прямой дуги.
Большинство видеороликов с советами и рекомендациями по сварке пропускают основы. В этом видеоролике Miller Welding представлены основы и основные советы по качественной сварке TIG.
В этом видеоролике показано, как подготовить вольфрамовый стержень, чтобы облегчить запуск и поддержание дуги путем шлифовки стержня по длине. Это удерживает зерно в направлении дуги и предотвращает отклонение дуги при перемещении резака.
Мы надеемся, что вы найдете это видео таким же информативным, как и мы. Джон будет гордиться тем, что мы до сих пор используем его в качестве учебного пособия.
Сварка аргонов — Bilder und Stockfotos
1,962 Bilder
- Bilder
- FOTOS
- GRAFIKEN
- VEKTOREN
- VIDEOS
9006
DOKTORN
9006
DEKTORN
9006
DHTORNE
 Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.schweißargon, ergebnisschweißen auf dem metall des vordergrunds — аргонная сварка, фото и материалы regenbogen color.with textfreiraum — аргонная сварка, фото и фото
Stahl Schweißen verbundene Rohr Platte durch Lichtbogen-Schweißver
metall starke schweißnaht — аргонная сварка, фото и фото
Metall starke Schweißnaht
Metal Strong Weld Detail Hintergrund
WIG-Schweißen von Polierten Edelstahlrohren-Аргоновый сварка Сток-Фотос Ундера Schweißlichtbogen Argon Arbeiter männlich repariert Metall ist…
schweißerschweißen edelstahltank in der industrie — аргонная сварка стоковые фотографии и изображения
Schweißerschweißen Edelstahltank in der Industrie
männlich in gesichtsmaske schweißnähte mit argon-arc-schweißen — argon welding stock-fotos und bilder
Männlich in Gesichtsmaske Schweißnähte mit Argon-Arc-Schweißen
Männlich in Gesichtsmaske, Schutzhandschuhe schweißt mit Argon-Lichtbogenschweißen. Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.
Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.
schweißer in gesichtsmaskenschweißnähten mit argonlichtbogen-edelstahlschweißen, industriearbeiter in der Fabrik schweißt stahlkonstruktion, schweißer schweißt вольфрам-инертный газ. — аргонная сварка фото и фото
Schweißer in Gesichtsmaskenschweißnähten mit Argonlichtbogen-Edels
argon-lichtbogenschweißer schweißt das teil am arbeitsplatz — argon welding stock-fotos und bilder
Argon-Lichtbogenschweißer schweißt das Teil am Arbeitsplatz
schweißer schweißen edelstahl großrohr — argon welding stock-fotos und bilder
Schweißer schweißen Edelstahl Großrohr
schweißen dienstleistungen flache linie symbole. gerollt, metallwaren, stahlbau, laserschneiden edelstahl, herstellung, drehen, werke, sicherheitsausrüstung, pulverbeschichtung. Industrie dünne zeichen für schweißer-dienstleistungen — аргонная сварка — графика, -клипарт, -мультфильмы и -символ
Schweißen Dienstleistungen flache Linie Symbole.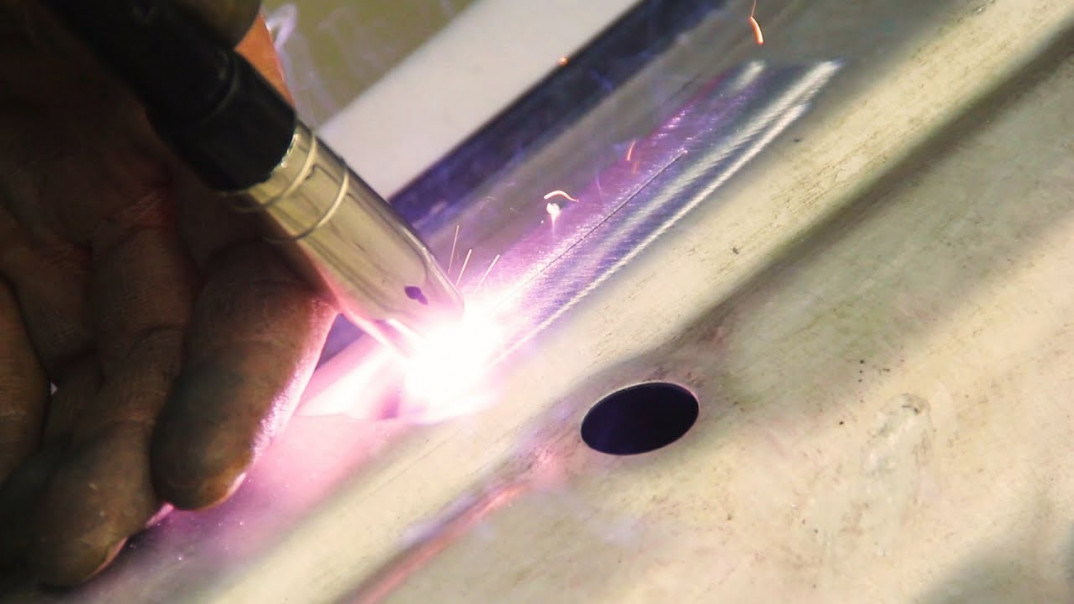 Gerollt,…
Gerollt,…
Flache Liniensymbole für Schweißdienstleistungen. Walzmetallerzeugnisse, Stahlarbeiten, Laserschneiden von Edelstahl, Herstellung, Dreharbeiten, Sicherheitsausrüstung, Pulverbeschichtung. Branchendünnes Zeichen für Schweißerdienste.
Schweißer Industriearbeiter Schweißen mit Argonmachine — аргонная сварка, фото и фотографии
Парик-швайс из полиэфирной стали — фото и фотографии для аргонной сварки ein mann trägt schweißmaske und schutzhandschuhe. sicherheit am arbeitsplatz. schweißer arbeitet mit sicherheit. стальиндустрия. — фото и фото для аргонной сварки
Schweißer Schweißen Metall mit Argon Lichtbogenschweißmaschine…
weibliche tig schweißer — фото и фото для аргонной сварки
Weibliche TIG Schweißer
WIG-Schweißer-Schweißer-Weibstahl
industrieroboter sind bewegung schweißen teil für automobile in fabrik — argon welding stock-fotos und bilder
Industrieroboter sind Bewegung Schweißen Teil für Automobile in. ..
..
mechaniker oder schweißer fixiert eine autoauspuffanlage
Mechaniker oder Schweißer fixiert eine Autoauspuffanlage durch schweißen des auspuffrohres — аргонная сварка, фото и фото
rote acetylenflasche zum gasschneiden von metall auf einer baustelle — аргонная сварка, фото и фото
Rote Acetylenflasche zum Gasschneiden von Metall auf einer…
Регулятор для аргона и Kohlendioxidgas — аргонная сварка фото и изображения
Regler для аргона и Kohlendioxidgas
schweißen dienstleistungen Flache linie symbole. gerollt, metallwaren, stahlbau, laserschneiden edelstahl, herstellung, drehen, werke, sicherheitsausrüstung, pulverbeschichtung. Industrie dünne zeichen für schweißer-dienstleistungen — аргонная сварка — графика, -клипарт, -мультфильмы и -символ
Schweißen Dienstleistungen flache Line Symbole. Героллт,…
Flache Liniensymbole für Schweißdienstleistungen. Walzmetallerzeugnisse, Stahlarbeiten, Laserschneiden von Edelstahl, Herstellung, Dreharbeiten, Sicherheitsausrüstung, Pulverbeschichtung.