Содержание
Сварная балка — технология производства, сварка балок, особенности
Для постройки многоэтажных домов, мостов, технический сооружений применяются балки. Их изготавливают из различных металлических сплавов, а для производства чаще всего применяется сверхпрочная легированная сталь. В зависимости от технологии производства различают несколько видов балок. В России популярность получила сварная балка, которая создается методом сварки отдельных стальных элементов друг с другом. При соблюдении всех сварочных правил получившая деталь получится прочной и надежной, с ее помощью можно возвести любое строение (мост, дом, навесную конструкцию). Но как они создаются? Какие у них есть конструктивные преимущества?
Содержание
- 1 Общие сведения
- 2 Особенности и преимущества
- 3 Сварка балок
- 4 Технология производства
- 4.1 Российские производители сварных балок
- 5 Заключение
Общие сведения
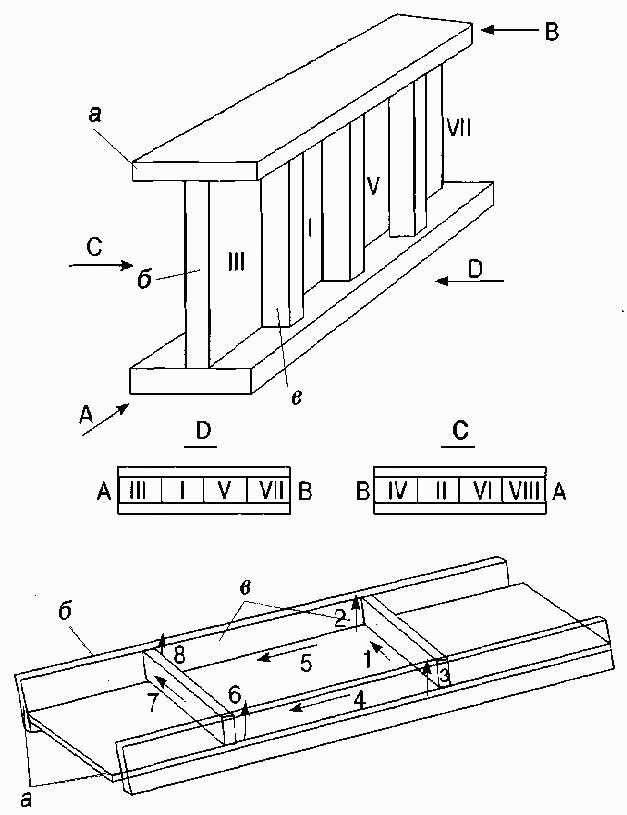
Сварная балка — разновидность балочных конструкций, которые изготавливают методом сварки отдельных металлических заготовок. Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
- Посередине детали располагается длинная плоская деталь-перемычка, обладающая постоянной шириной. Для получения сужающихся двутавров могут применяться металлические перемычки переменной ширины, когда ширина одного края меньше ширины другого края. Такие запчасти используются для монтажа навесных конструкций или креплений.
- По бокам к перемычке перпендикулярно привариваются две детали, которые выполняют роль своеобразных «стенок». Стенки обладают постоянной шириной, хотя иногда могут использоваться сужающиеся стенки, если нужно создать перекрытие.
- Для маркировки может наноситься «штамп», который будет отражать основные сведения о запчасти. Ключевая информация — марка металла, тип запчасти, категория детали, дата производства, информация о заводе-изготовителе.

Особенности и преимущества
Двутавровая сварная балка изготавливается из листовой стали, которая нарезается на отдельные пластины. Чтобы скрепить пластины, выполняется следующие операции — зачистка краев, фрезерование и металлосварка. Главное преимущество сварных балок — невысокая металлоемкость и простота. Для производства отдельной запчасти не нужно оборудование, а затраты листовой стали будут минимальными. Сварная балка обладает высокой прочностью и надежностью, не деформируется под действием высоких нагрузок, хорошо переносит воздействие химических реактивов и высоких температур.
Основной сферой применения двутавров является строительство различных объектов — домов, складов, заводских помещений, каркасных конструкций. Двутавры подходят для создания длинных пролетов, эстакад, мостов, перекрытий, площадок, подкрановых конструкций. В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
Применение сварных балок в строительстве обладает множеством плюсов:
- Снижение общей массой конструкции на 10-20%. Это достигается за счет того, что сварные двутавры выпускается в различных сечениях. Это позволяет подобрать деталь для создания любой конструкции.
- Универсальный состав. Метод металлосварки позволять соединить практически любые разновидности стали, поэтому двутавр можно сделать даже из разнородных материалов. Это упрощает подбор стали, а удешевляет производство запчастей.
- Возможность создания несимметричных стенок. С помощью сварки можно соединить любые металлические поверхности. Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.
- Минимум обрезок, мусора. Сварной двутавр делается из плоских заготовок, которые создаются методом нарезки металлических листов. Во время сварки образуется минимум мусора. Поэтому эта технология производства является экономной, а обрезок во время работы образуется по минимуму.

Сварка балок
Для соединения отдельных балок применяется сварочная технология. Для соединения двутавровые концы соединяются друг с другом — после этого выполняется их сварка с помощью соответствующего оборудования. Чтобы повысить прочность шва, металлосварку выполняют с помощью устройств-автоматов, которые обеспечивают равномерную подачу проволоки в активную зону. Целесообразно применение флюсов — они улучшают качество швов, которые будут хорошо выдерживать воздействие серьезных нагрузок или высоких температур.
Другие преимущества флюса:
- При расправлении стали флюс минимизирует разбрызгивание металла (все компоненты остаются в активной зоне). Благодаря этому становится возможной высокоэнергетическая металлосварка (при силе токе до 4.000 ампер).
- Флюсы надежно изолируют активную зону от воздействие внешней среды (это минимизирует риск образования оксидов, снижающих прочность шва).
- Применение флюсов позволяет снизить экономические затраты на выполнение работ. Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
 Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.Металлосварку можно выполнять и с помощью ручной или полуавтоматической сварки без применения защитных флюсов. Для сборки отдельных элементов рекомендуется использовать установки-кондукторы, которые будут надежно фиксировать запчасти во время сварочных работ. Возможно применение прихваток, хомутов и другого подобного оборудования для фиксации. Главный недостаток ручной и полуавтоматической сварки заключается в более низком качестве шва. Во время работ повышается разбрызгивание металла с образованием угара (общие потери могут доходить до 20% и выше).
Технология производства
Изготовление сварной балки выглядит так:
- На начальном этапе производства выполняется выбор стальных заготовок, который будут свариваться друг с другом. Заготовки проверяются на прочность, жесткость, устойчивость при изгибе. Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
- Потом рабочие-металлурги выполняют разметку металлических заготовок для нарезки. Во время разметки важно соблюдать точность, чтобы обеспечить высокое качество сварки. Нарезка металла выполняется с помощью режущих станков, работающих в режиме повышенной мощности. Средняя скорость нарезки металла должна составлять не более 1 метра в минуту — в противном случае весьма вероятно появления значимых дефектов стали.
- После нарезки выполняется фрезеровка металлических заготовок. Фрезеровка проводится для того, чтобы все элементы будущей конструкции легко скреплялись друг с другом, образуя качественное надежное соединение. Фрезеровку рекомендуется выполнять на станках. Обратите внимание — процедуру фрезеровки можно пропустить, если получившийся двутавр Вы не будете использовать для возведения крупных построек. Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять.
- Теперь выполняется соединение и сварка заготовок. Чтобы получить прочную балочную конструкцию, нужно следить за соблюдением симметрии стенок. Чтобы упростить сборку, можно использовать механические или автоматические станки. Сварка заготовок выполняется методом «лодочки» или по модели наклоненного электрода. Первый метод позволяет получить более прочный надежный шов, однако он требует много времени и энергозатрат. Второй метод менее энергозатратный, однако его лучше не использовать для изготовления балок, которые будут применяться для постройки больших конструкций или многоэтажных домов.
- После сварки выполняются ультразвуковая проверка шва, а финальные замеры получившихся изделий. Если во время сварки были допущены ошибки относительно наклона, то в таком случае двутавр будет кривой. Чтобы исправить этот недостаток, готовую стальную конструкцию можно обработать с помощью правочного станка. Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).
 Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.

Российские производители сварных балок
Если сварка проведена правильно, то получившийся шов будет очень прочным, надежным. В России основными производителями балок являются отечественные компании, которые работают согласно нормам ГОСТ 26020 или СТО АСЧМ 20-93. Основные российские производители сварной балки — Амурметалл, Абинский электрометаллургический завод, Ашинский металлургический завод, Горьковский комбинат, завод «Красный Октябрь».
Заключение
Сварная балка представляет собой двутавровую длинную запчасть, которая в сечении имеет вид буквы «Н». Производство сварной балки выполняется в несколько этапов. Основные этапы — нарезка листового металла на отдельные заготовки, фрезерование заготовок, монтаж элементов, проведение сварки, ультразвуковая проверка, финальные замеры. Двутавры сварные применяются в строительстве — из них делают дома, мосты, навесные конструкции, каркасные помещения.
Преимущества — низкие металлозатраты, простота производства, низкий вес готовой конструкции, минимум мусора. Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Используемая литература и источники:
- И. И. Соколов Газовая сварка и резка металлов
- Н. И. Никифоров, С. П. Нешумова, И. А. Антонов Справочник газосварщика и газорезчика
- Wold top steelmakers of 2007 // Metal Bulletin Weekly.
Поделиться в социальных сетях
Сварная балка – производство и технология сварки
- Преимущества сварных двутавровых балок
- Технологический процесс производства сварных балок двутаврового сечения
- Как выполняется сварка балок двутаврового сечения
- Сварочные установки, используемые в производстве балок двутаврового сечения
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.
Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровки
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операция
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
Сварка
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделия
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типа
На таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.
Консольная сварочная установка с ЧПУ
Сварочные манипуляторы
Сварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторы
Наиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Что такое электронно-лучевая сварка? Определение процесса и преимущества
Электронно-лучевая (ЭЛ) сварка — это процесс сварки плавлением, при котором электроны генерируются электронной пушкой и разгоняются до высоких скоростей с помощью электрических полей. Этот высокоскоростной поток электронов плотно фокусируется с помощью магнитных полей и подается на соединяемые материалы. Пучок электронов создает кинетическую теплоту при столкновении с заготовками, заставляя их плавиться и соединяться друг с другом.
Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
Последние разработки в области технологии электронно-лучевой сварки позволили реализовать локальный метод электронно-лучевой сварки, при котором электронно-лучевая пушка помещается в вакуумную камеру на стороне соединяемого материала, а не помещается вся заготовка в вакуум камера.
Каковы преимущества электронно-лучевой сварки?
Процесс электронно-лучевой сварки является очень точным методом, а также очень воспроизводимым из-за необходимости автоматизации. Эта технология сварки также создает прочные и чистые соединения, которые можно использовать в ряде высокотехнологичных приложений для широкого круга отраслей. Электронно-лучевая сварка также обеспечивает точный контроль провара на глубину всего 0,0001 дюйма.
Процесс EB также обеспечивает небольшую зону термического влияния благодаря высокому отношению глубины к ширине, что сводит к минимуму деформацию и усадку материала, а также позволяет выполнять сварку в непосредственной близости от термочувствительных компонентов.
Электронно-лучевая сварка также проявляет высокие прочностные свойства, сохраняя до 95% прочности основных материалов.
Поскольку метод выполняется в вакуумной среде, в процессе не остается никаких примесей. Оксиды и нитриды удаляются, а примеси в самих материалах испаряются.
Сварка электронно-лучевым электродом также является высокоавтоматизированной и, следовательно, управляемой, а также отлично подходит для соединения материалов, таких как тугоплавкие или разнородные металлы, которые не поддаются сварке традиционными способами.
Узнайте больше на нашем записанном вебинаре
Каковы недостатки электронно-лучевой сварки?
Основным недостатком этого процесса является то, что технология электронно-лучевой сварки является дорогостоящей и требует частого обслуживания для обеспечения правильной работы оборудования. В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
Услуги по электронно-лучевой сварке
Компания TWI обладает многолетним опытом разработки электронно-лучевых процессов, включая ряд нововведений в метод. Наше оборудование включает в себя различные станки EB с диапазоном выходных напряжений и мощностей и различными размерами вакуумных камер, что означает, что мы можем обрабатывать как мелкие, так и крупные компоненты. Мы поддерживаем компании из разных отраслей в таких вопросах, как проектирование, выбор процессов, производство и контроль качества.
Узнайте больше о наших услугах в области электронного луча
Электронно-лучевая обработка
TWI активно занимается разработкой новых возможностей, а также внедрением уже зарекомендовавших себя электронно-лучевых (ЭЛ) процессов и технологий для различных уровней мощности, от высокой мощности до низкой мощности.
Усовершенствованное электронно-лучевое оборудование и решения по обеспечению качества
Опираясь на наши возможности в области сварки и обработки материалов, TWI обладает широким пониманием электронно-лучевого оборудования.
Электронно-лучевое аддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.
Электронно-лучевое неаддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью структуры с высокой степенью целостности.
Внутрикамерная электронно-лучевая сварка
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.
Внекамерная электронно-лучевая сварка
TWI активно занимается внекамерными разработками, позволяющими экономично сваривать очень большие узлы.
Принципы электронно-лучевой сварки | Электронно-лучевая сварка | Основы автоматизированной сварки
Электронно-лучевая (световая) сварка — это метод сварки, основанный на принципе испускания электронов в вакуумной трубке или трубке Брауна. Сварка в основном выполняется в вакууме (сварка в высоком вакууме) и характеризуется минимальной деформацией при сварке толстых и тонких листов и даже сварке деталей. Однако в последние годы были разработаны аппараты для электронно-лучевой сварки, способные выполнять сварку даже без идеального вакуума (сварочный аппарат с низким вакуумом) или с перемещением электронной пушки (сварочный аппарат с движущейся электронной пушкой), что еще больше расширило область применения.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит основные сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей.
Скачать
- Принципы плавления и применение
- Отличия от лазерной сварки
- Муфты для электронно-лучевой сварки
Когда катод в вакууме нагревается нитью накаливания, он испускает электроны. Испускаемые электроны ускоряются напряжением и сходятся электромагнитной катушкой и выделяют высокую тепловую энергию, когда они ударяются о основной материал. Электронно-лучевая сварка использует это тепло для сварки.
Диаметр пятна луча типичного аппарата для электронно-лучевой сварки составляет примерно 0,2 мм, а плотность энергии электронного луча примерно в 1000 раз выше, чем у дуги. Тепло, прикладываемое к области вокруг сварного шва, низкое, что позволяет выполнять сварку с меньшими искажениями. Контроль выхода электронного луча позволяет регулировать проникновение, что делает этот метод применимым к широкому спектру основных материалов, от толстых до тонких пластин. Электронно-лучевая сварка также может использоваться для сварки металлов с высокой температурой плавления (таких как вольфрам), а также активных металлов, которые могут окисляться во время сварки (таких как титан).
Потенциальные области применения: корабельные листы, мосты, резервуары для хранения, детали самолетов и электронные компоненты.
С электронными компонентами процесс, называемый электронно-лучевой герметизацией, используется для герметизации кварцевых генераторов, которые должны быть соединены в вакууме. В этом процессе вакуумная пайка выполняется путем расплавления наполнителя между металлической крышкой и керамическим корпусом за счет теплопроводности, индуцированной электронным лучом.
Аппарат для электронно-лучевой сварки
Скачать
Как электронно-лучевая сварка, так и лазерная сварка позволяют добиться глубокого провара при небольшом количестве тепла. При лазерной сварке вакуум не требуется, оборудование может быть меньше, чем оборудование для электронно-лучевой сварки, и возможны высокие скорости сварки.
Однако лазерные лучи имеют меньшую мощность, чем электронные лучи, поэтому глубина проникновения меньше, что делает лазерную сварку непригодной для сварки толстых листов. Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии будет снижаться.
Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии будет снижаться.
В таблице ниже сравниваются различные аспекты каждого метода. Сравнение показывает, что оба метода имеют преимущества и недостатки, и что преимущества каждого метода необходимо использовать соответствующим образом.
| Электронно-лучевая сварка | Лазерная сварка | ||
|---|---|---|---|
| CO 2 (углекислый) лазер | ИАГ-лазер | ||
| Источник тепла | Высоковольтный генератор + электронная пушка | Оптический резонатор с CO 2 в качестве основной среды | Оптический резонатор со стержнем YAG в качестве среды |
| Выходной диапазон имеющегося в продаже оборудования | от 3 кВт до 100 кВт | от 0,5 кВт до 45 кВт | от 0,1 кВт до 6 кВт |
| Максимальная мощность плавки | Прибл. 150 мм (100 кВт) 150 мм (100 кВт) | Прибл. 30 мм (45 кВт) | Прибл. 10 мм (6 кВт) |
| Энергоэффективность луча | Прибл. 100% | Прибл. 20% Значительные потери из-за поверхностных отражений и поглощения плазмы | Немного более высокий коэффициент поверхностного поглощения, чем CO 2 с меньшим поглощением плазмы |
| Максимальная практическая толщина листа | Прибл. 100 мм | Несколько мм или меньше | То же, что слева |
| Сварочная атмосфера | Вакуум (<10-2 мм рт.ст.) Сварка должна выполняться в вакууме | Окружающий воздух Требуется защита инертным газом, как при дуговой сварке | То же, что слева |
| Сварочные материалы | Только металлы Без металлических материалов с высоким давлением паров, таких как цинк и магний | Металлы, неметаллы | То же, что слева |
Скачать
Электронно-лучевая сварка используется для плавления и соединения основных материалов.