Проведение сварки чугуна электродом в домашних условиях. Сварка чугуна электродом в домашних условиях технология и особенности
Сварка чугуна электродом в домашних условиях, видео

Сварка многих видов стали в домашних условиях не представляет собой ничего сверхъестественного.
При наличии специального оборудования с данной работой сможет справиться даже человек, не особо разбирающийся в этом деле.
Но, если вы хотите сварить чугун в домашних условиях, то следует быть готовым к тому, что могут появиться некоторые трудности. В чем они состоят?
Краткое введение
 Основная неудача, которая вас, скорее всего, постигнет — это плохое качество сварного соединения.
Основная неудача, которая вас, скорее всего, постигнет — это плохое качество сварного соединения.
Сложность сварки, в первую очередь, обуславливается составом металла.
В чугуне имеется большое количество углерода, что негативно сказывается на его обработке и дальнейшей эксплуатации.
По этой причине у обывателей довольно часто возникают следующие вопросы:
- Как безупречно варить чугун электросваркой?
- Какие известны способы проведения работ с чугуном?
- Какие для этого нужны расходные материалы?
- Полезные советы по безопасному ведению работ.
Особенные моменты
- Материал имеет склонность к растрескиванию.Это сопряжено с его гетерогенным составом и с процедурами закаливания и отбеливания, которые происходят рядом со швом, в то время, когда осуществляется остывание раскаленного металла.
- Большая «плывучесть» материала в расплавленном виде, а это внушительно затрудняет формирование качественного сварного рубца.
- В результате термической обработки, выгорает часть углерода, что способствует образованию пор.
- В процессе сварки появляются неплавкие кислоты, у которых температура плавления намного больше, чем у железа.
А вы знаете, как устанавливается душевая кабина для маленькой ванной комнаты? Интересные решения по размещению сантехоборудования в малогабаритных квартирах прочитайте в полезной статье.
Как сделать столешницу из гипсокартона в ванной своими руками написано на этой странице.
Методика наплавки
Варить чугун электродами в домашних условиях можно, но при этом, желательно, иметь определенные практические навыки и соблюдать рекомендации специалистов.
Сварка чугуна, из которого сделан сифон для двойной раковины на кухне, может проводиться двумя методами:
- холодным,
- горячим.
Вне зависимости от выбранной методики следует учитывать следующие факторы.
Поверхность металла нельзя быстро охлаждать. Если не придерживаться этого правила, качество сварки не может быть хорошим.
При сварке чугуна со сталью, для того, чтобы продлить время остывания детали, ее засыпают угольной пылью или сухим песком мелкой фракции (про переходники для канализационных труб написано здесь).
При быстром нагревании/остывании чугуна, на его поверхности образуются трещины, а это создаст дополнительные трудности в процессе последующей обработки изделия.
Когда металл находится в жидком состоянии, он характеризуется большой текучестью, поэтому необходимо использовать подформовку.
Это является подоплекой для процесса деформации и напряжения при сваривании.
Затруднения при аргонодуговой (TIG)сварке связаны, как правило, с потребностью сделать возможным надежное примыкание сварного шва.
В особенности, тяжело соединять два разнотипных элемента (как приварить сгон к трубе отопления написано здесь). Иногда, в процессе реставрационных работ требуется восстановить деталь из сплава стали, алюминия и чугуна.
При ведении работ, необходимо принимать во внимание характеристики всех материалов.
Особенное свойство сваривания чугуна и алюминия заключается в разнице температуры плавления обеих металлов.
Для чугуна это значительно меньшие показатели. Поэтому стоит знать, что во время работы не обойтись без графитовой пластины — она предотвратит утечку чугуна.
Обратите внимание! Есть такие затратные материалы, которые используются только для обработки чугуна. Другими, пользуются в случае сочетания двух и более металлов.
Если вы хотите, чтобы сварка или наплавка чугунных деталей была выполнена безупречно, нужно, строго придерживаться технологического процесса.
А вам известно, как сделать расчет для расширительного бака отопления? Формула и методика вычислений описаны в полезной статье.
Видео установки угловой акриловой ванны посмотрите здесь.
На странице: http://ru-canalizator.com/santehnika/aksessuary/polotentsesushitel-vodyanoj.html написано про лучшие полотенцесушители для ванной.
Как уже говорилось выше, сварочный процесс может осуществляться холодным и горячим методом. При этом применяются, как готовые электроды, так и собственного изготовления.
Кстати, комплектующие, смастеренные самолично, применяются не только для работы в домашних условиях, но и на производстве.
Состав электрода для чугуна:
- мрамор,
- алюминий,
- термит,
- жидкое стекло,
- ферросицилий,
- мелкий титановый порошок.
В качестве неплохой альтернативы таким электродам может быть использован кусок присадочной проволоки со стержнем из графита.
Типы электродов
Стержень чугуна со специальным покрытием, в состав которого входит огромное количество углерода.
 Им можно варить с помощью любого вида тока.
Им можно варить с помощью любого вида тока.
При этом сварочная дуга работает более стабильно.
Металлические прутки с нанесением слоя графита. Стоит продукция не дорого, но качество сварочного шва, выполненное посредством данного электрода «хромает на обе ноги».
Металл наплавляется слишком неоднородно, а полученный сварной стык не просто обработать.
При помощи таких электродов заваривают микротрещины при монтаже чугунных радиаторов отопления.
Стержни с медной основой.
Сварочное соединение состоит из следующего сплава: железо, углерод и медь.
Высокого качества получаются маленькие швы (длиной не более 5 – 6 см).
Эта методика требует проведения обязательной проковки рубца после очередного прохода.
Данный способ не применяют в местах, к которым нет свободного доступа.
Прут с никелевым каркасом. Эта модель позволяет добиться отличного, крепкого шва, который легко поддается обработке.
Полученный рубец так же нуждается в проковке, но она проводится без каких-либо осложнений. У таких электродов имеется один недостаток – слишком высокая цена.
Именно, по этой причине их реализовывают в форме сплава меди, никеля и железа.
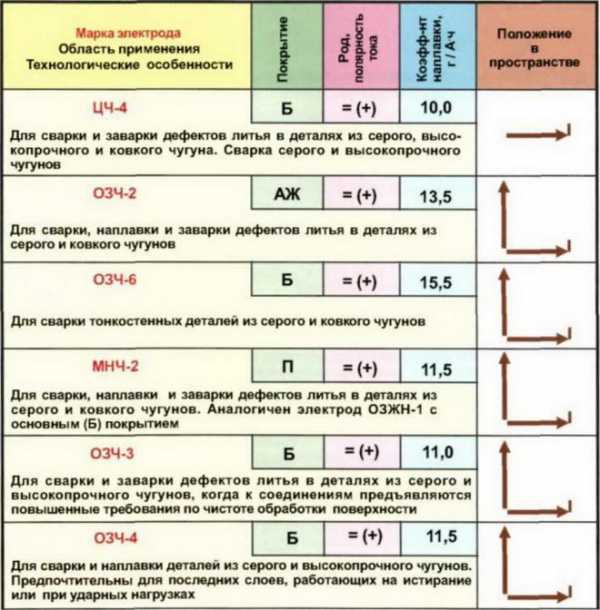
Для сварки чугуна в домашних условиях (как устранить течь в чугунной канализационной трубе прочитайте здесь) профессионалы советуют использовать следующие марки электродов:
- ОЗЧ 2,
- ОЗЧ 6,
- ОЗЖН 1,
- ОЗЧ 3,
- ОЗЧ 4,
- МНЧ 2.
Есть вполне разумное объяснение тому, почему применяют электроды, в составе которых имеется большое количество меди и никеля.
Никель по отношению к углероду, инертен, и вступает с ним в химическую реакцию. Какие это дает приоритеты?
В результате, сварной шов получается мягкий и эластичный, он хорошо поддается дальнейшей обработке.
Медь нужна для сваривания жаропрочного чугуна. Она образует более прочный шов.
Сварка чугуна ведется любым типом неплавящихся электродов, а именно:
- графитовыми,
- вольфрамовыми,
- угольными.
Также в их состав входят присадочные прутки, состоящие из разных цветных металлов.
 Сварочная зона находится под защитой флюса (в его состав входи бура).
Сварочная зона находится под защитой флюса (в его состав входи бура).
Некоторые мастера отдают предпочтение инертному аргону.
В последнее время очень популярной считается сварка – АС TIG.
В этом случае используют вольфрамовый электрод с подачей переменного тока.
В качестве защитной среды выступает аргон и присадки, содержащие никель.
И ручная дуговая сварка, и электросварка может сопровождаться такой сложностью, как возникновение трещин. Во избежание неприятных последствий, главное – правильно подобрать оптимальный режим работы.
Технологические меры, с помощью которых можно не допустить возникновение небольших расщелин:
- предотвращение избыточного нагревания чугуна при сварке.Этого можно достичь, используя электроды маленького диаметра, или проведением сварочных работ малым током «вразлет»;
- снижение напряжения, которое возникает в процессе усадки швов или наплавленных участков, которые получаются в результате горячей проковки.
 Можно, в домашних условиях своими руками сделать электроды, по составу аналогичные тем, что были перечислены выше.
Можно, в домашних условиях своими руками сделать электроды, по составу аналогичные тем, что были перечислены выше.
Учитывая тот факт, что МНЧ 2 – это довольно редкий и дефицитный товар, то собственноручное его изготовление окажется вполне оправданным.
Перечень работ, которые вам нужно будет сделать:
- Удалить с обычного электрода покрытие.Обмазку, которую вы снимите, необходимо измельчить и добавить в содержимое аналогичное количество порошка железа.Можно пользоваться только стружкой мелкой фракции.
- В разовую посуду наливаем небольшое количество жидкого стекла.Затем в емкость маленькими порциями высыпаем смесь.Состав должен получиться текстуры густой сметаны.Варить медными электродами могут позволить себе даже не все профессиональные сварщики (это дорогое удовольствие).А сократить стоимость ремонтных работ можно, изготовив самодельную обмазку.
- Берем медную проволоку, маркировки М2, М3.С помощью наждака хорошо ее зачищаем, затем обезжириваем и нарезаем нужной нам длины.
- Готовые заготовки смачиваем в обмазке и в итоге получаем электрод с проволокой из меди, толщиной около 1,5 мм.Для того, чтобы характерные особенности сделанных вами изделий были практически идентичные, их нужно обрабатывать одинаковое количество времени.
- Для полного высыхания и затвердевания продукции, ее развешивают в вертикальном положении.
Стоит знать! Нельзя использовать в качестве штифта заготовку из латуни.
Так как в ее составе имеется в большом количестве цинк, а это продукт очень ядовитый.
При сжигании электрода, токсическое вещество будет испаряться, а это, скорее всего, явится подоплекой нешуточного отравления.
Делаем своими руками
Если у вас нет намерения или времени мастерить самому электроды, то в бытовых условиях можно обеспечить сварку чугуна комбинированными электродами (медно-стальными).
Их изготавливают способом навивки спирали из медной или латунной проволоки. При этом, поперечник должен быть не более 1,5 мм.
Необходимо, чтобы масса спирали была в 5 раз больше веса железной сердцевины.
Используя комбинированные электроды, нельзя сильно прогревать свариваемые элементы.
Процесс должен происходить с применением малого тока короткими промежутками «вразлет» с проковкой готовых швов.
А также, обязательно, нужно делать перерыв в работе для того, чтобы дать остыть обрабатываемому изделию.
При выполнении сварочных работ следует соблюдать технику безопасности.
- В домашних условиях заниматься сваркой чугуна можно только в хорошо проветриваемом и освещенном помещении.
- Аппаратура должна быть заземлена по всем правилам.
- Металл не нужно быстро охлаждать.Его поверхность необходимо обезопасить от проникновения влаги.
- Наличие индивидуальных средств защиты, а именно: спецодежда, очки, перчатки.
Работая с чугуном, способом электросварки, нужно придерживаться основных требований, которые предъявляются ко всем манипуляциям, связанные с этим сложным производством.
Мастер должен соблюдать правила безопасности при эксплуатации электросварного оборудования.
Важная информация! Данный процесс считается довольно трудоемким, поэтому при сварке деталей из чугуна лучше пользоваться технологией холодного сваривания.
Как сварить чугунные детали дома при помощи простого электрода и медной проволоки посмотрите в предлагаемом видео.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
Подписывайтесь на обновления по E-Mail:
Расскажите друзьям!
Как варить чугун электросваркой - технология и особенности
Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.

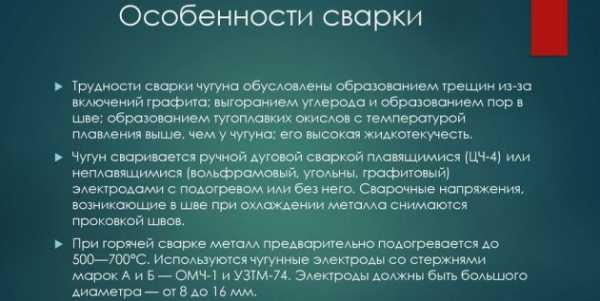
Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
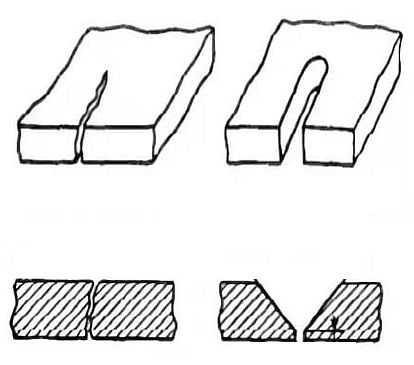
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
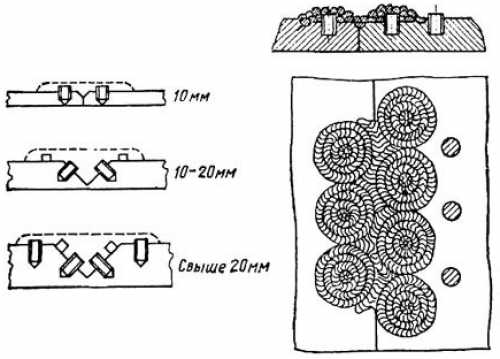
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Технология сварки чугуна: пошаговая инструкция
Технология и особенности сварки большинства существующих видов сталей не представляют никакого труда при наличии некоторых знаний и нужного оборудования. Однако если вам предстоит такая задача, как сварка чугуна, то здесь нужно углубиться в процесс более детально. Технология сварки чугуна осложняется тем, что сваренное соединение зачастую получается невысокого качества. В месте шва происходит насыщенная закалка материала, и в результате этого повышается хрупкость и образуются трещины. Поэтому важно знать особенности сварки чугуна, чтобы сделать все правильно.

Во избежание появления холодных трещин необходимо строго соблюдать технологию сварки чугуна.
Какими электродами варить чугун?
Современные технологии позволяют разрабатывать и выпускать электроды под самые разные нужды. Особенности сварки диктуют свои условия, и при работе с чугуном преимущественно применяются электроды на базе никеля, железа и меди.
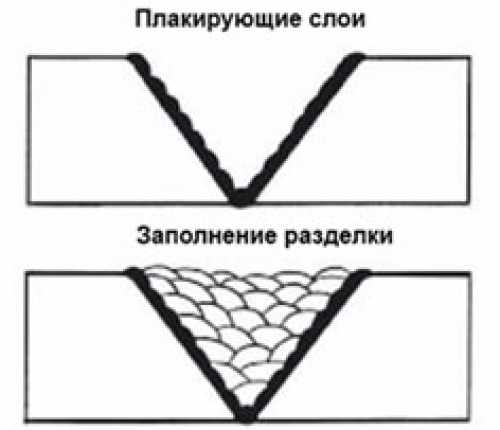
Порядок заполнения разделки трещин.
Перед варкой чугуна электродами нужно разобраться, какие именно изделия подойдут для конкретно вашей задачи. Так, особенности электрода ЦЧ-4 позволяют применять его не только для горячей и холодной сварки чугуна, но и для заделки дефектов и ремонтной наплавки. Эти же электроды обязывает использовать технология сварки стали с чугуном. Данные электроды позволяют наплавлять 1-2 слоя на изношенные детали из чугуна, подготавливая под дальнейшую наплавку сварочными электродами. Сама сварка чугуна этими электродами выполняется в нижнем положении шва. Работа ведется на обратном токе. Если напряжение холостого хода трансформатора составляет более 70 В, то используется переменный ток.
Электроды ОЗЧ-2 применяются для холодной сварки чугуна. Их можно применять для устранения дефектов литья и наплавки. Подходят для работы с ковким и серым типом материала. Сварка чугуна такими электродами ведется в вертикальном и нижнем положениях шва. Применяется обратный ток.
Электроды ОЗЧ-6 используются для холодной сварки чугуна. Позволяют варить ковкую и серую разновидность материала. Лучше всего показывают себя при проведении ремонтных работ тонкостенных изделий. Сварка чугуна осуществляется в вертикальном и нижнем положениях, ток обратный.
Электроды МНЧ-2 используются для холодной сварки чугуна. С их помощью можно заваривать дефекты литья и наплавлять детали из ковкого и серого чугуна, а также чугуна высокой прочности. Наплавленный металл имеет высокую плотность. Обычно такие электроды применяются при ответственных работах, требующих высокого качества сварного соединения. Сварка выполняется не только в вертикальном и нижнем, но и в ограниченно потолочном положениях. Ток опять-таки обратной полярности.
Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются при работе с высокопрочным и серым чугуном. Позволяют выполнять многослойную заварку крупных дефектов и наплавлять большие объемы металлов. Обычно используются в комплексе с электродами марок МНЧ и ОЗЧ, с помощью которых выполняются первый и последний слои. Для создания же промежуточных слоев применяются электроды ОЗЖН. Варят в вертикальном и нижнем положениях при постоянном обратном токе.
Электроды марки ОЗЧ-4 используются при работе с высокопрочным и серым чугуном. Позволяют наплавлять и сваривать последние слои поверхности. Обеспечивают высокое качество и износостойкость наплавленного слоя, делают его устойчивым к ударам и высокотехнологичным. Варка с этими электродами выполняется в вертикальном и нижнем положениях, работа ведется на постоянном обратном токе.
Это далеко не полный список электродов для сварки чугуна. В действительности их гораздо больше. Чтобы купить наиболее подходящий вариант, лучше обращаться в специализированный магазин сварочного оборудования. Максимально подробно расскажите консультанту, что именно вы собираетесь делать.
Подготовка к сварке чугуна
Разновидности сварки чугуна.
Вне зависимости от того, какие именно электроды будут использоваться и как будет осуществляться сварка, до начала работы необходимо соответствующим образом подготовить кромки обрабатываемых деталей. Для этого вам необходимо взять переносной наждачный круг с гибким валом либо же слесарное зубило и стесать кромки. Чтобы предотвратить отколы, можете срубать металл тонкими слоями. Учитывайте, что стружка должна быть в толщину не больше 1 мм.
Дефектные места в соответствии с технологией сварки чугуна разделываются до незапятнанного металла. На этом этапе используются шаберы, зубила, сверла и шарошки. Подбираются в соответствии с размерами дефекта, формой обрабатываемого изделия и прочими параметрам. Ваша цель на этом этапе — обеспечить максимально комфортные рабочие условия.
Разделка дефектных мест выполняется с соблюдением ряда требований, а именно:
Формовка под сварку.
- Она ведется исключительно по трещине.
- Несквозные трещины засверливаются на расстоянии в 1 см от их концов при помощи сверла, поперечник которого на 1-2 мм превышает трещину по ширине.
- Разделка сквозных трещин выполняется с 1 либо 2 сторон. Все зависит от толщины металла. Делают так, как удобнее.
- Слишком близко расположенные друг к другу трещины заделываются заплаткой, аналогичной той, которой заделываются пробоины.
При необходимости заделки пробоины ее края предварительно сглаживаются, остроугольные выступы срубаются при помощи зубила. Поверхность изделия нужно обязательно зачистить при помощи наждачного круга. Зачистка выполняется на расстоянии в 3 см от краев пробоины. После этого из листовой низкоуглеродистой стали вырезается заплатка необходимой формы и толщины. Размер заплатки зависит от пробоины. Делайте так, чтобы заплатка со всех сторон перекрывала пробоину примерно на 1,5-2 см.
Как снизить напряжения в металле?
С целью снижения напряжений, возникающих в металле в процессе варки, края заплатки отбортовываются на 30°. Заплатка помещается отбортованной частью к чугуну и приваривается внахлест.
Перед работой подготовьте следующие инструменты и приспособления:
Схема сварки чугунной детали с охлаждением ее водой.
- Сварочный аппарат.
- Защитные очки.
- Ручные тиски.
- Металлическую щетку.
- Защитную маску.
- Зажим заземления.
- Держатель электрода.
- Шлифовальную машину.
- Защитную одежду.
- Перчатки.
- Электроды.
Пошаговая инструкция по горячей сварке чугуна
Горячая сварка в некоторых моментах более сложна, чем холодная. Ее преимуществом является исключение риска образования трещин. В процессе сварки нужно пытаться равномерно прогревать деталь, т.к. именно существенная разница температур между швом и основным изделием зачастую и приводит к появлению трещин и прочих дефектов.
Схема сварки чугуна с постановкой стальных шпилек.
Прежде чем приступать к нагреву деталей, надежно закрепите их в достаточно жестком каркасе. Это позволяет избавиться от напряжения, которое во время работы может привести к образованию трещин. Если нагрев деталей имеет местный характер, жесткий каркас можно не применять. Для нагрева изделий, как правило, применяются установки для индукционного нагрева. При желании и наличии такой возможности детали можно нагревать в горнах, применяя паяльные лампы либо пламенные горелки.
При необходимости сварить сквозные трещины или заделать дефекты по краям изделия традиционно применяются графитовые формы. Они позволяют предотвратить вытекание жидкого металла. Такие формы делаются из графитовых пластинок, для соединения которых применяется формовочная смесь из кварцевого песка с некоторой частью жидкого стекла. Подогревать нужно для того, чтобы дальнейшее охлаждение готовой детали было равномерным. Это минимизирует риск появления трещин.
Прежде чем приступать непосредственно к варке, подготовьте дефектное место. Сначала тщательно очистите его от грязи и пыли, а затем разделите, чтобы получить полости и обеспечить хороший доступ и максимальное удобство для работы электродами в месте сварки.
Местный подогрев при сварке чугуна.
В процессе работы нужно строго следовать проверенной и утвержденной технологии. Важно соблюдать требуемый объем расплавленного чугуна. Дополнительно его нужно размешивать концом рабочего электрода либо присадочного стержня. Охлаждать нужно постепенно. Нельзя, чтобы заваренное место остывало чересчур быстро: засыпьте его горячим песком либо древесным углем, можно охладить в печи. В среднем мелкие изделия остывают от нескольких часов для 2-х суток. Более крупные детали могут остывать до недели.
С целью раскисления и дополнительной защиты ванны используются флюсы на борной основе. Можно, к примеру, применять прокаленную безводную буру. Прокалка ведется при 400°С. Эта технология сварки в настоящее время считается наиболее совершенной. Но есть у горячей сварки и определенные недостатки: кропотливость рабочего процесса и довольно тяжелые условия.
Технология холодной сварки чугунных изделий
Если нет специального нагревательного оборудования, а потребность в сварке этого материала не носит постоянного характера, то можно использовать технологию холодной сварки при помощи специальных электродов, а именно:
- ОЗЧ-2 с медным стержнем, покрытым особым составом.
- МНЧ-2 со стержнем из сплава, в состав которого входит медь, никель, марганец и железо.
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Использование электродов МНЧ-2 позволяет получать более технологичный в резке металл, однако, эти электроды стоят довольно дорого, да и найти их зачастую проблему. Электроды же ОЗЧ-2 недорогие и доступные, при желании их даже можно изготовить самостоятельно. Электрод состоит из медного стержня со специальным электродным напылением. В состав напыления входит металлический порошок, мрамор, плавиковый шпат, кварц, ферромарганец, ферротитан, ферросилиция, сода. Обычно сварщики, которые самостоятельно изготавливают электроды, покупают уже готовое покрытие, т.к. выдержать в точности все пропорции довольно сложно.
Электрод изготавливается в следующем порядке. Сначала берется медная проволока, делится на отрезки. Отрезки очищаются и обязательно обезжириваются органическим растворителем. Берутся железные электроды, с них скалывается покрытие и смешивается в пропорции 1:1 с мелкими железными опилками либо, что еще лучше, порошком. Все тщательно перемешивается с жидким стеклом. В образовавшуюся смесь макаются отрезки проволоки из меди, после чего она медленно извлекается из массы. Спешить не нужно. Важно, чтобы избыток успел полностью стечь. Слой должен иметь не более 2 мм в толщину. Сначала электроды нужно просушить на воздухе, расположив их вертикально, а затем прокалить при температуре в 250°С. Для прокалки подойдет простая духовка плиты.
Для сварки чугуна при помощи таких самодельных электродов используется недлинная дуга. Ток должен быть обратным и постоянным. Важно делать перерывы на остывание материала до 50°С. В целях обеспечения высококачественной работы накладывайте сварочный шов небольшими участками длиной примерно по 3-5 см и проковывайте сразу после проведения сварки. Так вы предотвратите образование трещин в сварочном шве.
При отсутствии времени на создание рассмотренных выше электродов, вы можете выполнить сварку при помощи специальных комбинированных медно-стальных изделий. Изготавливаются они по такой схеме: берутся электроды для работы со сталью и на них навивается спираль из медной или латунной проволоки с поперечником в 1,5-2 мм. Длину проволоки подбирайте так, чтобы спираль весила в среднем в 4-5 раз больше, чем железный стержень.
Основные особенности газопламенной сварки чугуна
Способы газовой сварки: а – правый; б – левый.
Несмотря на то что в настоящее время существует много методов сварки рассматриваемого материала, газовая сварка по-прежнему остается наиболее надежным вариантом. Этот метод позволяет добиваться высококачественной наплавки, свойства которой похожи на свойства основного металла. Чаще всего такая сварка применяется при необходимости устранения повреждений, например, для восстановления поврежденных отверстий.
Технология довольно простая и понятная. Необходимо произвести постепенный и более равномерный нагрев либо остывание чугунной детали.
В результате такой работы в металле шва и на его границах будут созданы более подходящие условия для нормальной графитизации углерода, а риск появления внутренних напряжений сведется к минимуму.
Однако данная технология ручной дуговой сварки требует предварительного обогрева изделия. Местный обогрев выполняется при помощи горелки. Присадочным материалом обычно выступают литые чугунные прутья. Сварка осуществляется науглероживающим либо простым пламенем, применяются флюсы из буры.
Прекрасные результаты достигаются в процессе сварки чугуна при помощи газового пламени с применением латунных прутьев. Данный материал имеет более низкую температуру плавления, чем чугун. Работа выполняется с применением борной кислоты и буры в равных количествах либо же флюса из буры. Кромки трещин, разделанные под углом в 80°, нагреваются до 900°С и посыпаются флюсом. После этого кромки облуживаются с применением прута из латуни. Разделка заполняется латунью без расплавления чугуна.
Таким образом, чугун — это один из наиболее широко использующихся материалов, состоящий из железа и углерода. И именно из-за особенностей состава при сварке данного материала возникают основные трудности. По причине существенной трудоемкости сварки чугуна, которая особенно сильно ощущается при работе с крупногабаритными деталями, нужно обязательно учитывать основные особенности сварки чугунных деталей и в точности следовать технологии. При отсутствии опыта и специального оборудования наиболее предпочтительным вариантом для вас будет холодная сварка. Следуйте инструкции, и все получится. Удачной работы!
moyasvarka.ru
Сварка чугуна специальными электродами в домашних условиях
 Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Основными дефектами такой сварки становятся поры, образующиеся на поверхности сварочного шва. После сварки часто можно услышать, как изделие начинает слегка потрескивать. Это говорит о том, что в районе сварочного шва началось образование микротрещин.
На производстве, прежде чем начать варить чугун, в состав которого входит очень много углерода, проводят предварительные работы. Сначала заготовку нагревают индукционными токами. Затем ее оставляют остывать естественным путем.
Чугунные изделия часто встречаются в быту. Как варить чугун электросваркой, как заварить трещину у себя дома? На помощь приходит обыкновенный инвертор. Чтобы соединение получилось прочным и качественным, необходимо подготовить изделие к сварке и установить ее правильные режимы.
Варим чугун не выходя из дома
Как уже было сказано, варить чугун можно инвертором, который способен нормально работать на постоянном токе. Для сварки возможно также использовать сварочный трансформатор. Его оборудуют дополнительным преобразователем, способным удерживать постоянный ток. В результате основной металл хорошо проплавляется, получается качественное соединение. Когда горит дуга и проводится сварка, практически отсутствуют брызги.
Способы сварки
 Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Речь идет о сварочных работах, которые выполняются на холодную, то есть чугун сваривают без предварительного нагрева. Область заготовки, пришедшей в негодность, тщательно очищают. Удаляются все окислы, скопившуюся грязь. Когда ширина трещины меньше 1 мм, ее предварительно расширяют с помощью болгарки, на которой установлен тонкий диск. Расплавленный металл зальет трещину на полную глубину, произойдет усиление сварочного шва. Такая холодная сварка в основном используется для соединений деталей, которые не подвергаются серьезным нагрузкам.
Когда необходимо наплавить зубья чугунной шестеренки или соединить чугунные изделия, требуется обязательный подогрев деталей до температуры 350 градусов. Такой способ чугунной сварки стали называть «полугорячим». Свариваемые чугунные детали можно нагреть в горне, в котором жар создается твердым топливом. Заготовки из чугуна выдерживают в горне примерно 20 минут. Затем их извлекают специальными щипцами и выполняют сварочные работы.
Нагреть детали можно и другим способом. Для этого пригодится:
- Паяльная лампа;
- Пропановая горелка.
Такой предварительный подогрев заготовки помогает сделать более гладким перепад температур, возникающим между свариваемым материалом и расплавленными присадками. В результате появление трещин становится минимальным. Практически не образуется цементит, который становится препятствием для шлифования шва. Такая методика применяется для создания высококачественного соединения, которое способно работать при больших нагрузках.
Чтобы получить максимальный эффект от предварительного подогрева заготовки, требуется, чтобы детали после сварки медленно остывали. Обычно такие чугунные детали засыпают у себя дома обычным песком и ждут полного остывания.
Выбор электродов
Чтобы варить чугунные детали инвертором, необходимо иметь специальные электроды. Они изготовлены из особой проволоки, не позволяющей выделяться большому количеству углерода. Электрод из такой проволоки предотвращает появление пор. Самыми популярными марками электродов стали:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЖН-1.
Сварочный электрод для чугуна несколько отличается от обычных марок. Чтобы не происходило высвобождение углерода, в них специально добавлена медь, совместно с никелем. Эти примеси обладают растяжимыми свойствами. В результате получается очень прочный шов, который может противостоять большим нагрузкам.
Когда под рукой нет специальных электродов для сварки чугуна, а выполнить ремонтные работы необходимо очень срочно, электрод можно сделать своими руками.
Берутся обычные электроды, например, Э-46, на которые просто туго наматывается проволока из меди. Должен получиться один плотный слой. Намотку нужно начинать с конца электрода, предназначенного для горения. Сечение медной проволоки должно находиться в диапазоне 0,5 — 1,0 мм.
Технологический процесс сварочных работ
Чтобы у себя в гараже получить качественное сварное соединение чугунных деталей, необходимо соблюдать все требования которые предъявляет технология сварки чугуна.
Если толщина деталей очень большая, технология требует предварительно провести разделку кромок, выдержав угол 45 градусов. Такая операция легко выполняется обычной болгаркой.
Когда необходимо заварить трещину, ее углубляют тонким диском. Засверливаются концы поврежденного участка.
Если толщина материала меньше 3 мм, под деталь кладется графитовое основание. Оно предотвратит вытекание расплавленного металла с противоположной стороны.
Перед началом сварочных работ, заготовку необходимо хорошо почистить. Удалить весь мусор и скопившуюся грязь. Затем деталь нужно разогреть любым подходящим способом. После достижения соответствующей температуры, проводится сварка деталей. Тяжелые детали фиксируются прихватками, удерживающими всю конструкцию.
Когда делается первый шов, движение электрода, согласно технологии должно быть быстрым и плавным. Не допускаются его поперечные колебания. При длине соединения больше 100 мм, лучше наложить шов в два-три захода, начиная с противоположной стороны. В результате получится равномерный прогрев детали, не произойдет перекалка отдельных частей заготовки.
Когда приходится сваривать толстый чугун, накладываются многопроходные швы. Когда сделан первый слой, электрод может совершать колебательные движения. Таким образом, происходит более надежная связка металла и расширение размеров шва.
Шлак должен отделяться постоянно. Его сбивают после нанесения каждого слоя. В результате исключается появление непроваров, происходит перекрытие пор, которые могут образовываться в нижнем слое. Когда сварочные работы закончены, детали засыпаются песком. Остается только подождать их полного остывания.
Заключение
Варить чугун инвертором, вырабатывающим постоянный ток, можно и у себя в гараже. Нужно только приобрести специальные электроды, сделать грамотную настройку всех параметров.
Сварка должна проводиться осторожно, не допуская перегрева отдельных участков. Так как чугун очень текучий материал, для его сварки необходим определенный опыт. Поэтому прежде чем начинать такую работу, нужно немного потренироваться на других чугунных деталях.
instrument.guru
Сварка чугуна обычным электродом в домашних условиях
Оглавление:
- Чугун: виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
Прочный и надежный - чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун: виды, применение

Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно - считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении - для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это - лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки

Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество - скорейшее остывание в сравнении с горчим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима. Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена - это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса

Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом - он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.
Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
osvarka.com
Сварка чугуна электродом в домашних условиях инвертором
С помощью инвертора или аппарата на постоянном токе можно успешно провести сварку чугуна электродом в домашних условиях. Нужно правильно подобрать инструменты и проводить процедуру без перегрева отдельных участков материала. Перед началом манипуляций с основным изделием следует потренироваться на черновом железе.
Чугунные изделия широко применяются в промышленности и быту. Для частного использования из них изготавливают сантехнику, элементы ограждений, запчасти к автомобилям. Активная эксплуатация сплава приводит к необходимости проведения сварочных действий.
Особенности чугуна
Работа с чугуном имеет некоторые тонкости. Для качественной сварки потребуются правильные электроды. Нужно знать особенности металла.
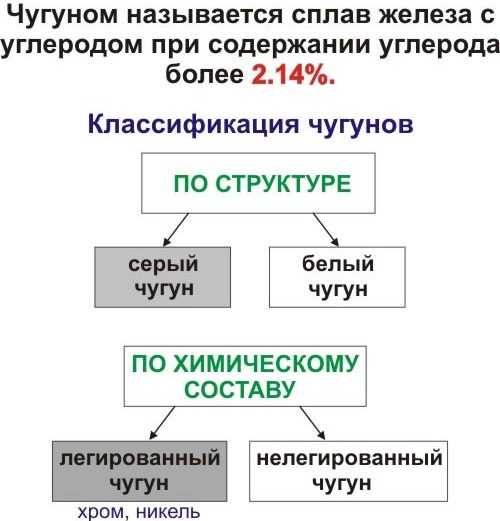
Чугун — это сплав железа и углерода, последнего содержится не более 2,14%. Он включает также определенные добавки и примеси. При электросварке углерод способен кристаллизоваться, поэтому данный вид стали при обработке становится хрупким. Это влияет на качество сварного соединения.
Характеристика чугуна
Проблемы при сварке чугуна электродом возникают по следующим причинам:
- материал склонен к появлению трещин и пор;
- образуются каленые структуры, удалить которые с поверхности непросто;
- тонкий металл при перегреве может рассыпаться;
- быстро затупляется режущий железо инструмент;
- белый сорт, твердый, хрупкий, не реагирует на обработку, его можно лишь шлифовать;
- мягкий (ковкий) металл хорошо поддается обработке.
Для сварки применяют серый чугун. Он вязкий, пластичный, помимо 3,2—3,5% углерода имеет в составе серу, кремний, марганец, фосфор.
Особенности сварки чугуна
При обработке железа важно знать некоторые технологические особенности:
- непрерывный шов должен иметь длину не более 5 см;
- при варке инвертором нельзя нагревать материал до температуры выше 80°C, исключить перегрев помогут периодические перерывы в процессе сварки;
- соблюдение обратной полярности.
Подготовительный этап перед проведением сварки
Для получения качественного соединения необходимо основательно подготовиться к проведению сварочных работ. Нужно внимательно выполнить следующие предварительные действия:
Подготовка металла под сварку
- болгаркой с лепестковым кругом очистить элементы от загрязнений и пыли;
- обезжирить конструкцию растворителем;
- при манипуляциях с тонким металлом оборудовать место работы подкладками для отведения тепла;
- перед варкой толстого материала напильником или болгаркой произвести разделку кромок;
- трещины засверлить по краям и разделать по длине или вырезать трещины и закруглить концы;
- перед горячей сваркой изделие нужно нагреть с помощью печи, газовой горелки или паяльника.
Для работы подойдут проводящие ток стержни, содержащие медь или никель (ОЗЖН-1, ОЗЧ-2,3, 4,6, МНЧ-2 и другие).
Характеристика марок электродов
Технологический процесс варки чугуна в домашних условиях
Для правильной сварки чугуна электродом в домашних условиях следует соблюдать требования к подготовке изделий и ведению сварного шва:
Сварка чугуна — схема
- При работе с толстым материалом выполняется разделка кромок под углом 45°. Это делается с помощью болгарки или точильного станка.
- Графитовое основание размещают под материалом толщиной 3 мм и менее. Это предотвратит вытекание расплавленного металла с обратной стороны.
- Очищают поверхности от грязи, разогревают его паяльником или иным методом.
- При достижении необходимой температуры начинают варить чугун. Ставятся прихватки, фиксирующие конструкцию (кроме заварки швов и раковин). Их число должно быть больше на 20%, чем при работе с малоуглеродистой сталью.
- Шов делают быстро, избегая колебаний электродом. Для соединений более 10 см он ведется с разных сторон в несколько заходов. Благодаря этому все части изделия прогреваются равномерно.
- Толстые пластины требуют многопроходных швов. Второй и последующие слои делаются при колебании электродом. Так границы шва расширяются, чугун прочнее связывается.
- Каждый проход завершается отделением шлака. Это предупреждает непровары, позволяет перекрыть поры нижнего шва.
- Закончив работу, материал присыпают песком или углем и дают остыть.

Горячая сварка чугуна — этапы
Иногда качественную сцепку шва производят при помощи металлических шпилек с резьбой. Они вкручиваются в кромки изделия и должны иметь диаметр до 40% от толщины рабочего материала. Их требуемое количество вставляют в обрабатываемую поверхность в шахматном порядке. Такое расположение исключает перегрев изделия. Они усиливают сварное соединение, снижают содержание в нем углерода.
Вокруг каждой шпильки металл наплавляют послойно. Затем заваривается пространство между нетронутыми креплениями. Выполняют один соединительный шов или несколько.
Способы сварки
Сваривание чугунных сталей производится одним из трех способов:

Горячий и холодный способ сварки
- Горячим. Перед соединением детали прогревают до 600—650°C. Для домашних условий данный метод не подходит. Он требует наличия специального нагревательного аппарата, знания нюансов взаимодействия с нагретым металлом.
- Полугорячим. Аналогичен предыдущему способу, но температура нагрева составляет 300—350°C.
- Холодным. Рабочие поверхности не нагревают. Данный метод применяют в домашних условиях.
В быту применяется методика сваривания чугунных сталей с использованием газа. При этом получают более прочный соединительный стык. Технология подходит для проваривания металла на незначительную глубину.
На качество шва влияют некоторые моменты:
Влияние режима сварки на форму шва
- подаваемое на проводящий ток стержень напряжение;
- опыт сварщика, т. е. его умение накладывать на железо расплавляемый электрод;
- сила тока, идущего через проводник;
- скорость прохождения электрода по свариваемым элементам.
Для работы идеально подойдет напряжение 25—30 В при силе тока не менее 150 А. За час проводной стержень должен проходить не более 12 метров. Для этого необходима сварная проволока толщиной до 1 мм.
Сваривание чугунных сталей может производиться нержавеющим электродом. Ее осуществляют в среде инертного газа. Метод применяют при ремонте канализационных труб или автомобильных элементов. Его используют для соединения металлов разной природы.
Соблюдение мер безопасности
Сварка чугуна электродом в бытовых условиях требует соблюдения следующих норм безопасности:
Средства индивидуальной защиты сварщика
- помещение для проведения работ должно иметь освещение и вентиляцию;
- необходимо использовать заземление;
- чугун нельзя быстро охлаждать, поэтому его поверхность нужно защитить от влаги;
- исполнитель обязательно использует СИЗ (средства индивидуальной защиты).
Заварить чугунное изделие в домашних условиях несложно при знании основ работы, соблюдении всех технологических нюансов процесса.
Видео по теме: Мастер-класс по сварке чугуна электродами
specnavigator.ru
Сварка чугуна электродами по чугуну, как правильно варить, какие электроды лучшие выбрать
Главная страница » О сварке » Как правильно варить » Как варить чугун » Сварка чугуна электродами
 Чугун — сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Чугун — сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Углерод может присутствовать в сплаве в виде цеменита и графита. В зависимости от доли данных веществ в составе, можно выделить несколько видов чугуна.
Некоторые из них поддаются обработке методом сваривания, другие — нет. Для каждого вида сплавов существует определенные марки электродов. Далее мы рассмотрим сварка какого чугуна электродами выполняется в различных ситуациях.
Белый чугун характеризуется тем, что весь углерод присутствует в сплаве в виде цеменита. Этот вид обладает высокой твердостью, не подлежит обработке режущим инструментом.
Большая часть или весь углерод присутствуют в сером чугуне в виде графита. Данный вид хорошо поддается обработке; обладает высокими литейными свойствами, благодаря которым активно используется в качестве материала для литья. Сварка серого чугуна электродом ОЗЧ-2 выполняется постоянным током обратной полярностью. Также для данного вида предназначены марки ОЗЧ-4 и ОЗЧ-6, ОЗЖН-2, МНЧ-2. Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна — обратная.
Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна — обратная.
В половинчатом чугуне углерод присутствует в двух видах: графит и цеменит; применяется при изготовлении деталей, эксплуатирующихся в условиях повышенной износостойкости.
Высокопрочный чугун содержит шаровидный графит, который образуется в процессе кристаллизации; используется для производства ответственных деталей в машиностроении, а также для нефте- и газопроводов, труб водоснабжения.
В статье мы рассмотрим, как варить электродами по чугуну в зависимости от применяемого способа соединения.
Сложности при сварке чугуна
Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна.
Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами:
- плохая соединяемость чугуна методом сварки объясняется его химической структурой и свойствами;

На фото: пора в сварочном валике
- различные элементы, в частности кремний, окисляются в сварочной ванне, что приводит к образованию оксидов. Тугоплавкость этих оксидов приводит к появлению непроваренных участков;
- быстрое охлаждение соединения и околошовной зоны приводит к образованию участков цеменита, отличающегося повышенной твердостью. Данные участки сложно поддаются механической обработке;
- чугун характеризуется высокой жидкотекучестью, что затрудняет удержание расплавленного металла в ванне и осложняет формирование шва;
- неравномерный нагрев и охлаждение хрупкого чугуна с большой вероятностью может привести к появлению трещин;
- расплавленный чугун склонен к выделению газов из-за чего в шве могут образоваться поры.
Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее.
Подготовка чугуна к сварке
 Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Способы сварки чугуна
Выделяют три метода сварки чугуна, в зависимости от температуры предварительного подогрева изделий:
Горячая сварка является основным и наиболее «правильным» способом. Перед свариванием заготовки прогревают до температуры в 600-650°C.
Полугорячая сварка подразумевает нагревание чугунных деталей до температуры 300-350°C.
Холодная сварка не предусматривает нагрев рабочих изделий.
Применяя различные виды сварки чугуна — виды электродов при этом также разнятся. Независимо от выбранного исполнителем способа, следует четко следовать правилам и рекомендациям. Тому, как правильно варить чугун электродами различного вида и посвящена данная статья.
Холодная сварка чугуна специальными электродами

Электроды сварочные МНЧ-2.
Холодная сварка проста и удобна в исполнении. Соединение осуществляется с применением специальных электродов, содержащих никель и/или медь. Существует достаточно много специальных стержней подобного типа. Наиболее популярными марками, изготовленными отечественными производителями, являются:
- основу электродов ОЗЧ-2 и ОЗЧ-6 составляет медный стержень, покрытый обмазкой, в состав которой входит железный порошок;
- никелевые и железно-никелевые расходники ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, с помощью которых проводится сварка чугуна постоянным током.
- железно-медно-никелевые МНЧ-2. Сварка чугуна электродами мнч 2 позволяет получить высокотехнологичный шов, обладающий коррозионностойкостью в жидких агрессивных средах и горячих газах. Данная марка обладает достаточно высокой стоимостью, поэтому используется, в основном, при реализации ответственных работ и в тех случаях, когда к соединению предъявляются жесткие требования относительно качества.
Видео
Или посмотрите презентацию холодной сварки чугуна электродом Zeller 855. Это действительно очень хорошие электроды, но дорого стоят и трудно купить.
О том, как варить чугун электродами по чугуну, будет рассказано далее.
Основные принципы. Сварка электродами по чугуну может выполняться в вертикальном и нижнем пространственных положениях. При этом применяется постоянный ток. Существует также ещё одно правило — стараться придерживаться небольшого проплавления основного металла. Для этого необходимо использовать небольшие величины тока, стержни малого диаметра и короткие швы. После наложения каждого шва следует делать перерыв, чтобы охладить деталь до 50-60°С.
Сварка всеми перечисленными марками электродов выполняется с помощью постоянного тока. Чтобы определить, какой полярностью варить чугун, следует ознакомиться с техническими характеристиками расходников, все марки которых у нас собраны на соответствующей странице.
Сварка чугуна простыми электродами (по стали)
 Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
Поэтому важно знать, как правильно варить чугун электродами ЦЧ-4. Данная марка предназначена для наплавки первых плакирующих слоев с последующим продолжением сварочного процесса обычными материалами (на картинке). Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном.
Что касается УОНИ. Часто исполнители задаются вопросом про электроды УОНИ, можно ли варить чугун данной маркой. Следует отметить, что обычные электроды можно использовать только при заварке небольших дефектов в неответственных конструкциях. Так как качество соединения не будет отличаться высоким уровнем. Чтобы получить более или менее удовлетворительное качество, следует соблюдать те же правила, что и при сварке специальными электродами. Еще один эффективный способ повысить качество соединения — небольшой предварительный нагрев до 150-200°C и медленное охлаждение.
Сварочные электроды «УОНИ-13/55» в упаковке.
При сваривании чугуна электродами общего назначения самым слабым местом является — околошовная зона у границы сплавления. Данная зона характеризуется хрупкостью и наличием трещин. Эти дефекты часто приводят к отслаиванию наплавленного слоя от основного металла. Чтобы этого избежать, необходимо использовать стальные шпильки или болты.
Шпильки имеют резьбу и ввертываются в свариваемую поверхность. Из размеры зависят от толщины рабочего изделия. Существуют рекомендации относительно размеров шпилек:
- диаметр должен составлять 0,3-0,4 толщины детали, но не более 12 мм;
- глубина ввертывания — 1,5 диаметра шпильки, но не больше половины толщины свариваемых изделий;
- высота выступающей части шпильки — 0,75-1,2 ее диаметра.
 Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Выступающие части шпилек обвариваются по периметру, постепенно заполняя шов. В первую очередь осуществляется сварка всех шпилек кольцевыми швами с помощью электродов, диаметр которых составляет 3 мм. Применяется напряжение малой величины. Сваривание производится вразброс, чтобы избежать сильного перегрева. После вокруг места сварки накладывают кольцевые швы, пока вся поверхность не будет покрыта слоем наплавленного металла.
Мы надеемся, что приведение здесь вышеперечисленных правил и рекомендаций позволит сориентироваться, как варить электродами правильно по чугуну, и успешно выполнить работы.
Сварка чугуна неплавящимися электродами
 Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG — сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG — сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Сварка чугуна покрытыми электродами
Чугунные электроды — специальные материалы для исправления дефектов чугунного литья, которые представляют собой литые круглые прутки с покрытием различного состава. В большинстве случаев соединение осуществляется на постоянном токе, но возможно и использование переменного. Величина тока определяется из расчета 50-60 А на 1 мм. электрода.
Качество шва, полученного в результате холодной сварки чугунными электродами, отличается неоднородностью. Поэтому следует выполнять полугорячее сваривание.
Как правильно варить чугун электродами, видео представлено далее.
Ознакомившись со всем спектром информации, исполнитель сможет выбрать лучший электрод по чугуну.
Электроды для наплавки чугуна
 Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье «Наплавка металла: электродом и другие».
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
weldelec.com