Контактная сварка: точечная, стыковая, электроконтактная. Сварка контактный
Контактная сварка своими руками
- Самодельная точечная контактная сварка
- Аппарат контактной сварки своими руками
- Устройство и работа цепи управления
- Трансформатор для контактной сварки своими руками
- Изготовление и установка клещей
- Видео
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.

В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
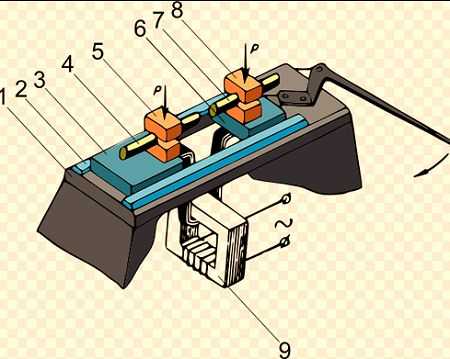
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
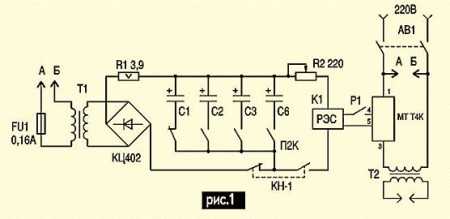
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.

Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.

Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.

Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.

Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
electric-220.ru
принцип контактной сварки (фото и видео)
Сварка — неотъемлемая процедура любого строительного процесса или ремонта. Ведь с ее помощью можно надежно скрепить различные металлические детали, создавать каркасы, ограждения, заборы.
Контактная сварка.
Однако, чтобы умело пользоваться сварочным аппаратом, необходим опыт. Особенно это касается контактной сварки, ведь этот процесс требует высокой точности и хорошего уровня владения аппаратом. Подробнее об этом методе скрепления деталей и различных его видах читайте ниже.
Характеристика контактного метода сварки
Контактная сварка — это процесс соединения металлических элементов, который происходит за счет прохождения через них электрического тока, поступающего из сварочного аппарата.
Очень важной составляющей контактного метода является зона сопротивления, находящаяся в зоне соединения металлических элементов. Именно поэтому данный вид называют еще электрической сваркой сопротивлением. Объединение металлических частей происходит за счет двух физических процессов: нагрева с помощью электрического тока и давления, оказываемого на металл.
Технические характеристики контактной сварки.
Подобный тип широко применяется благодаря ряду преимуществ, которые он имеет в сравнении с другими. Большая электрическая мощность позволяет работать с прекрасной скоростью и производительностью. Производство одного стыка занимает до 1 сек! Работа с данным методом отличается высоким качеством.
Очевидным преимуществом является то, что в процессе контактной сварки не требуется использование никаких расходных материалов: ни газа, ни флюса, ни присадочной проволоки. Что немаловажно, подобный метод является экологически чистым, поэтому не влияет ни на работника, ни на окружающую среду. Отметим, что работы, проводимые контактным методом, может выполнять даже сварщик-новичок, благодаря простоте процесса.
Точечный вид соединения
Контактная сварка отличается вариативностью процесса соединения металлических деталей.
Существует множество разновидностей данного вида.
Точечная контакатная сварка.
Для выполнения особо кропотливой и тонкой работы обычно используется точечный вид сваривания. Он заключается в соединении металла в небольших точках, которые зависят от размера электродов в сварочном аппарате. Именно электроды подводят ток и производят сжатие нагретых материалов. Несмотря на то что размер точек соединения небольшой (4-12 мм), металлические части скрепляются друг с другом намертво, поэтому беспокоиться о разрушении соединения не стоит.
Диаметр точек соединения зависит от силы электродов и тока, силы давления, приложенного на металл, размеров нагревающих частей электродов, а также состояния, в котором находятся соединяемые детали. В процессе точечной работы используются импульсы постоянного тока.
Рельефный метод сваривания
Схема рельефной сварки.
Следующая разновидность контактного способа соединения металлических деталей — рельефная. Суть процесса в том, что соединяются между собой предварительно подготовленные выступы на поверхности деталей. Эти выступы штампуются с помощью специального оборудования. Они могут быть разнообразной формы: от круглой до продолговатой. Таким образом, предварительная поверхность детали рельефная, отсюда и название процесса работы над ними.
Главное отличие рельефного способа от точечного в том, что при первой разновидности площадь воздействия и размер шва обуславливаются размером подготовленных выступов, а не электродов, как при втором способе. Данный вид контактной работы с деталями требует повышенной мощности электричества, что можно назвать недостатком.
Шовное варение: характеристика
Другим методом контактной сварки является шовный. Данный тип отличается тем, что детали соединяются между собой с помощью прерывистого или непрерывного шва. Прерывистый состоит из частых участков точечной сварки. Само сваривание происходит благодаря дисковым электродам, подводящим ток на достаточно большое пространство сразу. Прерывистый шовный способ используется чаще, чем непрерывный.
Схема шовной контактной сварки.
Дело в том, что непрерывный шов требует большей квалификации работника, а также оказывает куда большее влияние на оборудование, чем прерывистый, работать с которым можно постепенно, не перегружая аппаратуру и сварщика.
Существует также шаговый метод шовной варки, при котором ток на ролик электрода подается только после передвижения деталей. Ролики при этом постоянно находятся на деталях. Последний способ практически не используется, так как он недостаточно производительный и требует более сложного оборудования.
Стыковой вид и его особенности
Стыковой метод — еще один способ соединения деталей под воздействием электрического тока. Этот вид отличается от других тем, что детали соединяются в местах, где стыкуются специально подготовленные торцы, находящиеся на поверхности деталей. Существует несколько способов стыковой сварки металлических деталей: сопротивлением, непрерывным и прерывистым оплавлением.
В первом случае детали предварительно стыкуются и сжимаются, после чего к ним подводится ток, доводящий металл до пластичного состояния. При двух последних способах детали нагревают, а потом соединяют. Только при непрерывном оплавлении металл нагревают на протяжении всего процесса варения, а при прерывистом — детали то нагревают, то разводят, чтобы сэкономить ресурсы оборудования.
Стоит отметить, что существуют и комбинированные методы варки металлических частей: шовно-стыковой, рельефно-точечный. Они существуют для того, чтобы адаптировать процесс сваривания под конкретную ситуацию.
Вот и все, что нужно знать про различные виды контактного соединения металлов под действием электрического тока! Правильный выбор типа контактной сварки — залог успешной работы.
moyasvarka.ru
Особенности контактной сварки: технологически процесс, сферы применения
Одним из наиболее важных видов сварки является контактная сварка, которая была изобретена в прошлом веке, но до сих пор раскрывает заложенные в процессе выполнения возможности.
Сварочный аппарат
Применение метода
Применяют контактную сварку в тех сферах деятельности, где необходима работа мощного сварочного оборудования (до 500 кВт): самолетостроение, инструментальное дело, транспортная промышленность и другие крупные производства. Появление конденсаторных устройств значительно расширило зону применения метода. Теперь без контактной сварки не обходятся такие направления, как приборостроение, электроника, и даже микроэлектроника.
Основным преимуществом использования контактной сварки является время. Быстрота процесса положительно влияет на производительность при выборе данного метода. Меньшее коробление детали, обусловленное минимальной 3ТВ, также считается достоинством контактных соединений.
Важно знать! Технология контактной сварки легко внедряется в массовое и серийное производство, благодаря простому встраиванию аппаратуры в поточные конвейеры и автоматизации производства.
Сфера космических технологий также широко применяет технологию контактных соединений, в связи с отличными эксплуатационными характеристиками получаемых сварочных швов: высокая прочность, надежность и эстетичность. Необходимо заметить, что квалификация сварщика почти не влияет на качество продукции, так как процесс практически полностью автоматизирован. В настоящее время с помощью контактной сварки реализуются толщины от сотых до десятых долей миллиметра. Величина может также измеряться в десятках миллиметров. Соединение конструкционных элементов нефтепроводов и газопроводов не обходится без использования этого метода.
Существующая схема контактной сварки для роботов, выделяется использованием систем с высокой частотой питающего напряжения, что сказывается на габаритах трансформатора, позволяя их минимизировать.
Технологический процесс
Существует три типа контактной сварки:
- точечный;
- стыковой;
- шовный.
Каждый из них имеет более сотни разновидностей.
Точечное соединение
Сварка контактная точечная определяется ГОСТ, как тип соединения, при выполнении которого сварка деталей производится по отдельным точкам, с помощью двух электродов.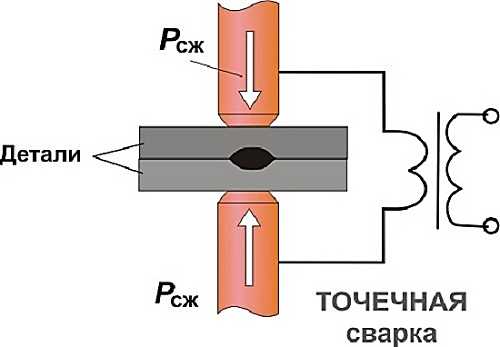
В ходе процесса, сварка оказывает давление на детали и сквозь них пропускается ток. Когда давление убирается, и детали остывают, получается литое ядро. Формирование сварного шва и определенные габариты ядра, вычисляются исходя из двух физических явлений:
- увеличение температуры металла посредством сварочного тока;
- теплоотвод из зоны сварочной ванны.
В зоне между электродами образуется тепло, выделяемое во время прохождения тока, и выводимое в массу детали и электрода. Соединение при точечной сварке образуется при точечном нагреве в зоне стыка за счет усилия на сжатие детали током и пластической деформации.
Если необходимо получить герметичное сварное соединение применяется шовная сварка (роликовая). Используется метод для сваривания бензобаков, резервуаров, емкостей и прочего.
Стыковое соединение
Стыковая контактная сварка имеет множество разновидностей. Например, сварка сопротивлением, когда к электродам прижимаются губки, обеспечивающие электрический контакт и фиксацию деталей между электродами. Электроконтактная сварка применяется, когда необходимо выполнить соединение элементов, имеющих маленькое сечение, диаметром не более 40 мм.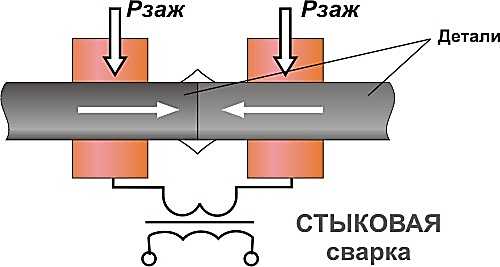
При этом формирование шва происходит без оплавления металла в месте соединения кромок деталей. Металл нагревается до пластичного состояния и выдавливается в град. Контактируют при этом нагретые твердые элементы материала.
Различие между стыковой и электроконтактной сваркой заключается в том, что в первом случае на первичной и вторичной обмотке трансформатора подача напряжения ведется только до контакта свариваемых торцов. В данном случае, оплавление обеспечивает соединение нужного качества. Потому что металл торцевой поверхности при взрыве жидких перемычек удаляется в ходе оплавлением.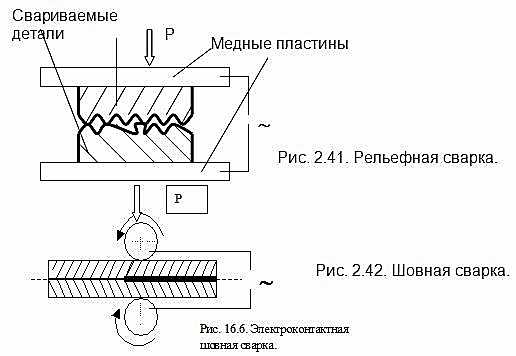
Используемые при контактной сварке электроды имеют большое поперечное сечение и изготавливаются из медных сплавов.
Как сделать устройство для контактной сварки самостоятельно
Самодельная контактная сварка может обеспечить сваривание деталей выполненных из листовой стали (обычной и нержавеющей) толщиной от 0,8 до 0,9 мм, или соединение стальной проволоки с сечением около 1,5 мм.
Машина контактной сварки оснащена двумя узлами:
- выносным сварочным пистолетом;
- блоком питания.
Блок питание на различных схемах имеет одинаковое обозначение, а собирается посредством реле на тиристоре и сварочном трансформаторе. Электрод подключается к выводу низковольтной обмотки с помощью сварочного кабеля. Второй вывод соединяется с самой габаритной из стыкуемых деталей. Первичная обмотка трансформатора подключается к сети посредством специально предусмотренного диодного моста и тиристора, который включен в диагональ.
Управление тиристора и подсветки, обеспечивается вспомогательным трансформатором малой мощности.
Контактная сварка своими руками предусматривает сборку сварного пистолета посредством двух одинаковых по форме и размерам прочных изоляторов. Передняя часть устройства должна быть оснащена ламподержателем, переходником, микровыключателем. Заднюю часть составят выключатель подсветки, существующей между держателями и накладные винты.
Сборка машины для контактной сварки, выполняемая в домашних условиях, полностью зависит от размера трансформатора. Поэтому сборку начинают с этой составляющей.
При создании самодельной контактной сварки, в основе которой лежат конденсаторы, в роли аккумулятора выступает батарея электроконденсаторов. Сборка подобной конструкции может увлечь тех, кто занимается микроэлектроникой. Источником постоянного напряжения при этом будет являться выпрямитель. Электроэнергия, накапливаемая в процессе зарядки конденсаторов, расходуется при их разрежении, превращаясь в тепловую энергию.
Особенности процесса
Метод широко используется в различных сферах промышленности. Популярна контактная сварка при соединении крупногабаритных деталей, арматуры, железнодорожных рельс, элементов магистральных трубопроводов. Связано это с сравнительно легким процессом начальной стадии оплавления, заключающимся в медленном сведении деталей между собой до появления контакта, появлению жидкости и паров металла. Затем, детали разводят, при этом тепло, выделяемое в зоне сплавления, распространяется по всей поверхности и внутрь детали. В результате элементы нагреваются. Контакт создается до нагревания торцов. Основной характеристикой процесса является стабильность и непрерывность.
Популярна контактная сварка при выполнении кузовных работ. Обусловлено это высоким уровнем производительности и отсутствием деформации сварочного шва.
stroitel5.ru
Контактная сварка своими руками из сварочного аппарата
Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской. Аппарат для контактной сварки своими руками — это решение в нужном направлении.

Для выполнения контактной сварки своими руками необходимо приобрести или изготовить самому специальный аппарат.
Конечно, если надо сварить большие металлические конструкции, то контактной сварке трудно конкурировать с другими видами. В то же время в домашних условиях велика потребность в сварке небольших деталей. Такие задачи становятся легко разрешимыми, если сделать свой аппарат контактной сварки.
Основы контактной сварки
В общем случае контактная сварка представляет собой сварку при помощи электрического тока, когда он проходит через зону контакта свариваемых металлов под действием сжимающего давления. Принцип контактной сварки основан на том, что в момент подачи электрического тока в месте контакта двух металлов возникает дуга, которая расплавляет их. Длительность воздействия сварочного тока очень мала (0,01-0,1 с). Основными параметрами любой контактной сварки являются: сила сварочного тока, время приложения тока и величина сжатия металлов в зоне контакта. Различают следующие основные виды контактной сварки: точечная, рельефная, шовная и стыковая сварка.
Основы конструирования аппаратов
Схема аппарата для контактной сварки.
Для проведения контактной сварки необходимо собрать аппарат контактной сварки. При изготовлении аппарата и приспособлений необходимо учитывать несколько основных правил. Обычно для бытовых целей используются аппараты точечной или стыковой сварки. Затем следует подумать, какой будет аппарат — стационарный или переносной, что определяет его массу и габариты. Необходимо определиться с основными параметрами аппарата:
- Вид сварочного тока (переменный, постоянный) и его сила.
- Напряжение в зоне сварки.
- Длительность сварочного импульса.
- Количество и вид электродов.
- Простота аппарата.
Любой аппарат контактной сварки содержит электрическую и механическую часть. Электрическая часть включает источник сварочного тока, систему регулирования основных параметров и контактный блок. Механическая часть должна обеспечить крепление свариваемых заготовок, а также приложение сжимающей нагрузки.
Источник сварочного тока
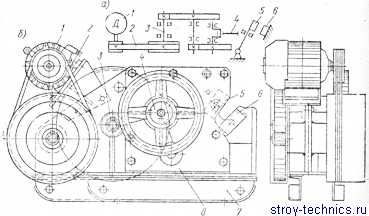
Главным элементом аппарата точечной контактной сварки является источник сварочного тока, т.е. короткого импульса тока. Наиболее распространены источники тока, использующие накопление энергии и разряд конденсаторов. Одна из простых схем такого источника основана на подаче постоянного тока с вторичной обмотки трансформатора, на первичную обмотку которого разряжается конденсатор (на рис. 1 — схема источника питания).
Рисунок 1. Схема источника питания.
Первичная обмотка выходного трансформатора Т2 связана с входной электрической сетью так, что одна ветвь схемы проходит через диагональ выпрямительного моста (диоды V5-V8). При этом управление осуществляется через тиристор V9, соединенный с пусковой кнопкой «Импульс», за счет его присоединения во вторую диагональ моста. Накопление энергии осуществляется в конденсаторе С1, расположенном в цепи тиристора V9 и подсоединенном к диагонали моста. Разряд конденсатора через эту цепь поступает на первичную обмотку выходного трансформатора Т2. Зарядка конденсатора С1 осуществляется от вспомогательной цепи, подключение которой происходит при выключении основной цепи.
Такой источник сварочного импульса работает следующим образом. Зарядка конденсатора С1 идет в то время, когда отключен выходной трансформатор Т2. При нажатии пусковой кнопки «Импульс» зарядка конденсатора прекращается и происходит его разряд на регулируемый резистор R1, соединенный с первичной обмоткой трансформатора Т2. Управление параметрами разряда осуществляет тиристор V9. Длительность сварочного импульса регулируется с помощью переменного резистора R1, на который и происходит разряд. При выключении кнопки процесс зарядки конденсатора возобновляется.
Рекомендуемые детали для схемы: конденсатор C1 емкостью 1000 мкФ на рабочее напряжение до 25 В; тиристор ПТЛ-50 или КУ202, входной трансформатор T1 мощностью 10 Вт на напряжение в обмотках 220/15 В. Выходной трансформатор T2 лучше изготовить своими руками: первичная обмотка — провод ПЭВ-2 диаметром 0,8 мм, 300 витков; вторичная обмотка — медная шина 20-25 мм², 10 витков. Выходные параметры аппарата: сила тока до 500 А, длительность импульса до 0,1 с.
Увеличение мощности источника тока
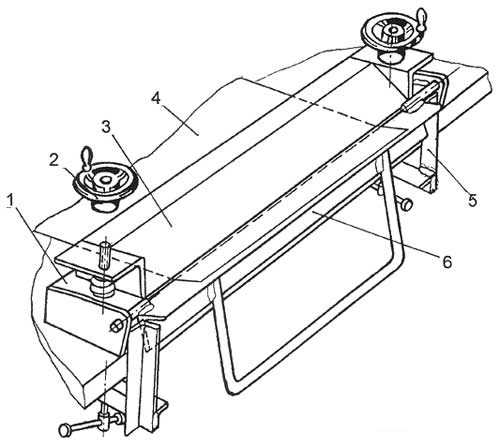
Рисунок 2. Схема источника повышенной мощности: 1. принципиальная схема; 2. обмотка трансформатора Т2; 3. схема подключения пускателя.
Для увеличения мощности сварочного импульса можно внести некоторые изменения в устройство. Подача тока производится через бесконтактный магнитный пускатель типа МТТ4К (рабочий ток до 80 А). В цепь управления вводятся по 2 тиристора (рис. 2), 2 диода КЦ402 и резистора R1-R2. Время срабатывания контролируется реле времени РЭС. В качестве накопителей энергии рекомендуется батарея конденсаторов С1-С6 из 6 штук (на рис. 2 — схема источника повышенной мощности: 1) принципиальная схема; 2) обмотка трансформатора Т2; 3) схема подключения пускателя).
Рекомендуется устанавливать следующие детали: конденсаторы С1-С6 электролитические емкостью 47 мкФ, 100 мкФ и 470 мкФ (по два каждого типа) на рабочее напряжение 50 В; реле времени РЭС42 или РЭС43 на напряжение 20 В. Трансформатор Т2 имеет первичную обмотку из провода диаметром 1,5 мм, вторичную обмотку — из медной шины сечением 60 мм² (количество витков — 4-7). Сварочный ток такого аппарата до 1500 А.
Изготовление выходного трансформатора
Виды контактной сварки.
Одним из важнейших элементов оборудования является выходной сварочный трансформатор. Его изготовление следует начинать с подбора наборного сердечника. Следует использовать стандартный сердечник общим сечением не менее 60 см². Стяжка наборных элементов производится при помощи уголка или полосы и закрепляется болтами диаметром 8 мм. Первичная обмотка наматывается проводом ПЭТ или ПЭТВ вручную на одну из сторон сердечника. Витки располагаются равномерно по длине сердечника. Концы обмотки выводятся на панель и закрепляются в соединительной колодке. Вторичная обмотка изготавливается на второй стороне сердечника из медной шины. Предварительно медная шина изолируется фторопластовой лентой или тканевой изолентой. На концах шины, выведенных наружу, сверлятся отверстия для болтового присоединения кабеля. Поверх обеих обмоток накладывается изоляционный слой.
Конструкция контактного блока
Самое простое устройство контактного блока подразумевает подачу тока непосредственно на свариваемые детали. Такой способ используется в стыковой сварке. Для обеспечения контакта используются зажимы типа крокодил.
Более сложная система подразумевает непосредственное подключение тока только на наиболее массивную деталь. Второй контакт обеспечивается подвижным верхним электродом, который подается в зону сварки вручную. В качестве такого контакта можно рекомендовать сварочный пистолет. Он изготавливается из двух одинаковых текстолитовых пластин, вырезанных в форме пистолета. В передней части устанавливаются гайки для завинчивания в них медного электрода, в центральной части размещается пусковая кнопка. Сверху в устройство заводятся кабель, который подключается к электроду, и провод из цепи первичной обмотки трансформатора, который соединяется с пусковой кнопкой.
Пластины скрепляются между собой так, чтобы надежно зафиксировать крепление электрода.
Сборка аппарата
Рисунок 3. При сборке сварочного аппарата к контактной колодке, которая размещена на электрическом плато, крепится входной кабель от электросети.
Источник сварочного тока помещается в металлический корпус. Электрическое плато собирается на текстолите и закрепляется внутри корпуса источника, обычно вертикально. Выходной трансформатор крепится на основании корпуса. Сверху к шине вторичной обмотки трансформатора болтами присоединяется сварочный кабель, второй конец которого соединен с электродом в контактном пистолете. К контактной колодке, размещенной на электрическом плато, крепится входной кабель от электросети (рис. 3).
Инструменты и вспомогательные средства, которые необходимы при изготовлении аппарата контактной сварки своими руками:
- болгарка;
- электродрель;
- ножовка по металлу;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- тиски;
- штангенциркуль;
- нож;
- ножницы;
- метчик;
- плашка.
Изготовить аппарат контактной сварки не составит труда. Можно выбрать очень простую конструкцию, а можно сделать универсальное оборудование.
moyasvarka.ru
Контактная стыковая сварка
Контактная стыковая сварка представляет собой сварочный процесс, в рамках которого отдельные детали соединяются по всей плоскости касания, причем это соединение происходит в результате нагрева.
В зависимости от требований к готовому сварному шву, площади сечения, а также конкретной марки металла, подобное воздействие выполнять можно несколькими способами, а именно оплавлением или же сопротивлением.
Соединение в процессе контактной сварки формируется на порядок быстрее, чем в процессе сварки плавлением. В итоге, такой процесс отличается большей производительностью, а также характеризуется меньшим короблением детали.
Контактная стыковая сварка достаточно часто используется в серийном и массовом производстве.
Это обусловлено тем, что данный процесс более легко автоматизируется, а также отлично встраивается в конвейеры (поточные).
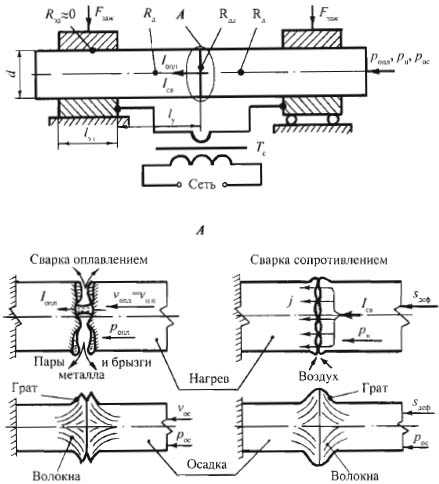
Схема — виды контактно-стыковой сварки
Подобная сварка достаточно активно используется в авиакосмической, а также автомобильной промышленности.
Однако и в других отраслях (к примеру, данной технологией, сваривают газопроводы и нефтепроводы) этот способ нашел также широкое применение, в частности из-за того, что соединения, полученные таким образом, выгодно отличаются высокой прочностью.
Также стоит отметить и тот важный факт, что с контактной сваркой, в случае необходимости, легко справится даже неопытный сварщик, то есть качество готового соединения от квалификации работника не зависит.
Контактную сварку можно использовать для соединения между собой деталей толщиной от сотых до десятых миллиметров (и вплоть до десятков миллиметров).
Для работ сегодня обычно используются системы с повышенной частотой питающего напряжения. В итоге, это позволяет снизить габариты трансформатора.
Технология стыковой сварки
Контактная стыковая сварка арматуры и стыковая сварка полиэтиленовых труб (в общем, к какому бы конкретно изделию подобная метода не применялась) работает всего по одной и той же технологии.
О том, как в технологическом плане происходит сварка стыковых соединений – далее.
Cтыковая сварка арматуры, труб пнд и прочих материалов является, по сути, разновидностью контактной сварки, то есть в основу технологии здесь заложено тепловое воздействие тока (закон Джоуля-Ленца), а также усилие сжатия, которое прикладывается к свариваемым деталям.
Если сварка производится с нагревом стыка до пластического состояния, то она называется сваркой сопротивлением, а если до оплавления – оплавлением.
Сварка сопротивлением выполняется так: детали, которые закреплены в зажимах сварочной машины, плотно прижимаются к друг другу теми поверхностями, которые нужно присоединить.
Затем, между ними пропускается электроток. Когда поверхности приобретут пластичность, будет произведено сжатие (осадка) и одновременно отключен ток.
Видео:
Дефекты стыковой сварки сопротивлением возможны в том случае, если контактирующие элементы отдельных деталей не будут, как следует подготовлены. Так, в данном случае необходимо удаление всех оксилов, неровностей, загрязнений.Все это может провоцировать неравномерный нагрев и, следовательно, дефект.
Стыковая сварка труб пнд и других элементов должна производиться с учетом того, что чем больше сечение у свариваемых поверхностей, тем ниже качество полученного соединения.
Это можно объяснить образованием в стыке окислов. Кстати, этим же легко объясняются некоторые ограничения на применение сварки сопротивлением для соединения деталей, площадь сечения которых превышает 200 квадратных миллиметров.
Учитывая все, о чем шла речь выше, вовсе не удивительно, что подобная сварка обычно используется при необходимости соединить стержни, проволоку, трубы из низкоуглеродистой стали (небольшие сечения).
Кроме того, сварка сопротивлением неплохой результат показывает и для металлов, которые отличаются хорошей свертываемостью в пластичном состоянии.
Имеются в виду медные и алюминиевые сплавы, конструкционные стали (низколегированные, малоуглеродистые).
Сварка оплавлением
Контактная стыковая сварка оплавлением, по своей технологии от сварки сопротивлением отличается тем, что напряжение на обмотках трансформатора подается ровно до момента контактирования свариваемых между собой концов.
В процессе сближения деталей контактировать начинают отдельные микронеровности на торце.
Причем количество последних на порядок меньше, чем в том случае, когда детали предварительно сдавили. В итоге, выступы сминаются, а площадь контактирования вырастает.
При первом контакте возникает ток, который приходится на несколько микровыступов. Причем плотность тока в контакте отдельных выступов так высока, что металл греется за тысячные доли одной секунды, а потом и вовсе – закипает.
При этом жидкие перемычки контактов нарушаются микровзрывами.
Контактировать начинают все новые и новые микровыступы и, в итоге, в зоне выступов возникают пары металлов, а вернее повышенное давление таких паров, которое защищает нагретую зону сварки от воздействия атмосферы.
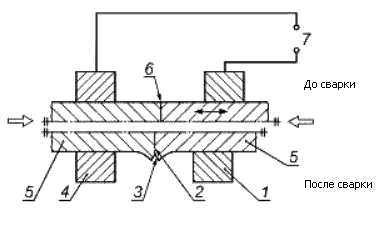
Схема стыковой сварки оплавлением
Когда торцы детали переходят в такое состояние, когда на их поверхностях появляется слой жидкого металла, к ним прикладывается определенное усилие.
В итоге, жидкий слой выдавливается в град и, затем, формируется действительно прочное сварное соединение.
Полученное соединение, кстати, будет отличаться минимальным количеством дефектов в виду того, что все окисные пленки и продукты разложения также оказываются выдавленными в град.
Стыковая сварка оплавлением дает более качественное соединение из-за того, что металл на поверхности торцов, который, например, может быть загрязнен, удаляется в процессе оплавления.
Так, части пластичного металла, а также жидкий слой выдавливается в процессе сварки в град, а это значит, что сварной контакт образуют «молодые», чистые поверхности.
Преимущество этого способа заключается также и в том, что здесь отсутствует необходимость обрабатывать, особым образом готовить к сварке торцы, как этого требует сварка соединением.
Кроме того, в процессе сварки деталей с различным сечением можно сделать особый скос. Таким образом, площадь изначального контакта уменьшится, а процесс оплавления будет более эффективным – по мере нагрева детали примут нормальную форму.
Видео:
Отдельно стоит отметить стыковую сварку оплавлением с предварительным подогревом или же, как ее еще называют, сварку прерывистым оплавлением. Этот способ используется в том случае, когда нужно соединить между собой крупногабаритные детали – трубы, рельсы и т.д.На начальной стадии для облегчения всего процесса используют специальный прием. Он заключается в том, что сначала детали медленно сводят до того, пока между ними не возникнет контакт, и не образуются пары металла, жидкость.
Потом детали разводят, а то тепло, которое выделяется в зоне сплавления, распространяется на иные части детали, подогревая их.
Следующий этап предусматривает опять же создание контакта между торцами, но здесь это уже происходит до тех пор, пока они не нагреются. Весь последующий процесс проходит стабильно, без перерывов.
Сварка сопротивлением
Контактная стыковая сварка сопротивлением характеризуется тем, что при ее выполнении детали изначально прижимаются губками к электродам.
Это необходимо для того, чтобы обеспечить достойный электроконтракт, а также исключить вероятность проскальзывания деталей между электродами.
Потом происходит сжимание с усилием, включают сварочный ток, который нагревает детали. Следующий этап – прикладывание осадок, уменьшение наплава, а затем вновь максимальный нагрев, в процессе которого на детали воздействуют осадки.
В тот самый момент, когда деформируемое сопротивление является самым малым, прикладывают усилие осадки и включается ток.
При всем при этом металлы, будучи нагретыми до высочайшей пластичности, выдавливаются от центра стыка к перифериям. Вместе с металлом к перифериям также выдавливается и град, остатки окисных пленок.
Этот способ сварки подходит для соединения деталей с небольшим сечением (максимум – 40 миллиметров). При этом само соединение формируется в твердой фазе в стыке без расплавления металла.
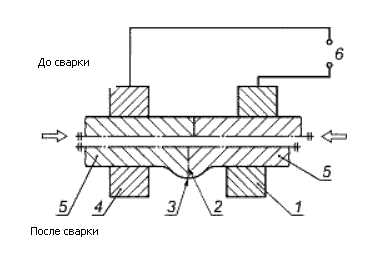
Схема сварки сопротивлением
Главная особенность всего способа заключается в том, что пластичный, разогретый до очень высокой температуры металл выдавливается в град, то есть в контакт вступают разогретые частички детали.
Недостатком этого способа является необходимость действительно тщательно готовить торцы под сварку. Кроме того, при соединении деталей с большим сечением, необходимо использование действительно огромных мощностей.
Машины и аппараты
Машина стыковой сварки, как показывает практика, используется чаще всего для соединения полиэтиленовых и иных труб, выполненных из полимерного материала.
Аппарат стыковой сварки полиэтиленовых труб свою высокую популярность приобрел из-за безопасности, надежности, возможности работы с трубами различного размера.
А еще сварка стыковых швов, таким образом, легко удовлетворит даже самые высокие запросы к качеству.
Видео:
Сварочные машины для стыковой сварки труб активно используются при прокладке газо и водопроводов.Ручная и полуавтоматическая машина стыковой контактной сварки подходит для монтажа трубопроводов среднего и низкого давления.
rezhemmetall.ru
Контактная сварка: схема, технология выполнения работы
Контактная сварка наряду с газовой, дуговой и прочими разновидностями сварочного процесса широко используется при выполнении множества строительных и других работ. Основной особенностью схемы контактной сварки является то, что сначала осуществляется подача тока определенной величины между свариваемыми изделиями, а затем нагнетается высокое давление, под воздействием которого детали сжимаются и соединяются.

Контактная сварка происходит путем нагрева металла при помощи электрического тока и деформации участка соединения.
При желании практически любой человек может освоить схемы выполнения такой работы и осуществить сварку своими руками, сэкономив на услугах сторонних специалистов и сделав все не хуже настоящего мастера.
Основные сведения о контактной сварке
Под контактной сваркой следует понимать процесс создания неразрывного соединения металлических изделий с применением электрического тока и методов пластической деформации места соединения. Как правило, такая схема сварки применяется при необходимости соединения однотипных изделий.
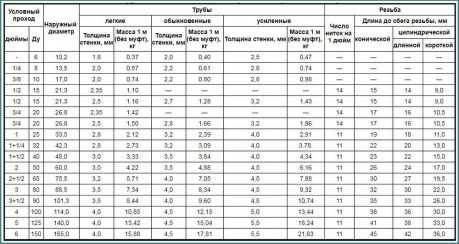
Таблица параметров для контактной сварки.
При использовании контактной сварки для соединения листовых металлических изделий силу тока подбирают с учетом толщины обрабатываемых листов. В случае если толщина равна 1 мм, используют ток с силой порядка 6000 А. Для такой работы лучше всего подходят медные электроды. Обычно рекомендации по выбору тока для конкретной толщины металла приводятся в инструкции к сварочному аппарату, обязательно ознакомьтесь с ней, а также подробно разберите существующие схемы сварки.
Главным условием качественного сварного соединения листовых изделий является их максимальное сжатие между собой. Для выполнения этой задачи обычно используются сварочные клещи. При отсутствии этого инструмента можно использовать другое подходящее сжимающее оборудование.
В основе схемы соединения металлических изделий лежит взаимодействие молекул материала друг с другом. Технология контактной сварки такова, что при подаче тока и сильном сжатии отмечается практически моментальное нагревание металлических листов до довольно высокой температуры. Используемые схемы сварки очень напоминают кузнечное ремесло, только с электрическим током вместо горна.
Для выполнения работ с применением методов контактной сварки используется специально разработанное для таких задач оборудование. Это контактные машины. В зависимости от условий работы и личных предпочтений сварщик может использовать неподвижную, передвижную, подвесную или универсальную машину. Устройства поддерживают работу на постоянных и переменных значениях тока.
Преимущества метода и сферы его применения
Среди многочисленных преимуществ контактной сварки можно выделить:
Контактная сварка проста для освоения и обеспечивает высокую прочность готовых соединений.
- Минимальный риск возгорания.
- Сравнительную простоту выполнения работы. Для освоения контактной сварки не требуется много времени и большого опыта.
- Отсутствие необходимости использования сварочной проволоки и защитных газов.
- Сохранение целостности изначального защитного покрытия.
- Высокую прочность готовых соединений.
- Безопасность процесса для сварщика.
- Низкий износ и большой срок службы электродов.
Впервые контактную сварку начали использовать еще в 19 столетии для ремонта телеграфных проводов. Немного позднее она стала широко применяться в самолетостроении. В настоящее время область использования технологии существенно увеличилась. В промышленности существующие схемы успешно используются при производстве разного рода арматурных изделий, применяющихся для обустройства разнообразных железобетонных конструкций.
Контактную сварку применяют при необходимости соединения листовых металлических изделий со стеновыми каркасами. Она активно используется для создания открытых профильных конструкций со стенками до 5-6 мм. Также сфера использования контактной сварки распространяется на авиастроительство, машиностроение, изготовление мебели, различной техники и т.д. Такая популярность технологии обусловлена большей экономичностью и производительностью по сравнению с альтернативными вариантами.
Какой бывает контактная сварка
Классификация контактной сварки.
Существует несколько разновидностей контактной сварки. Первым и одним из наиболее часто использующихся процессов является стыковая сварка. Соединение изделий при использовании данной схемы происходит по всей длине участка контакта, а не по отдельным точкам. Сварочные работы такого плана могут выполняться с использованием методов сопротивления и оплавления. При выборе конкретного варианта должны учитываться размеры свариваемых деталей. В случае если площадь сечения будет составлять не больше 200 мм², лучшим вариантом является метод сопротивления. Он отлично подходит для соединения металлических стержней.
При необходимости сварки более толстых изделий рекомендуется применять оплавление. Данная схема прекрасно проявляет себя при соединении арматуры для железобетонных конструкций, при сваривании трубопроводов и выполнении ряда других мероприятий, к примеру, соединении железнодорожных рельсов. Активно используется при изготовлении разнообразных инструментов и в судостроении.
Схемы точечной контактной сварки: а – двухсторонняя одноточечная;б – односторонняя двухточечная; в – двухсторонняя двухточечная.
Технология выполнения точечной сварки предполагает выполнение соединения в одной либо нескольких отдельных точках. Среди основных особенностей этой разновидности сварочных работ нужно выделить тот факт, что она позволяет за 1 минуту выполнить более сотни соединений. Точечная сварка лучше всего подходит для соединения деталей с очень малой толщиной.
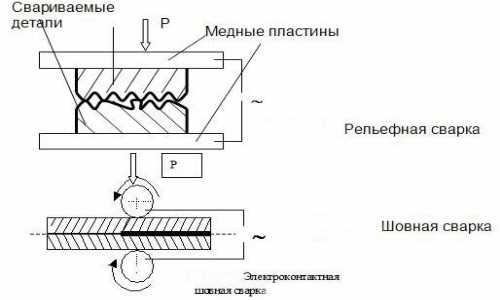
Рельефная сварка — это разновидность точечной методики. При выполнении рельефной сварки большое внимание уделяется форме поверхностей соединяемых деталей. Если в рассмотренных выше ситуациях работа во многом зависела от площади сечения изделий и формы используемых электродов, то в данном случае именно рельеф определяет основной порядок выполнения работы. Соединение изделий может выполняться только при наличии выступов-рельефов.
Для шовной разновидности контактной сварки характерно соединение при помощи шва, по своей сути являющегося комплексом точек.
Технология выполнения контактной сварки
Обязательным этапом перед сваркой является очистка металла от ржавчины и загрязнений.
Существующие схемы рассматриваемой сварки предельно просты и легки в освоении. Работа начинается с подготовки, которая плавно переходит непосредственно к процессу соединения деталей. Прежде чем начинать варить, поверхности заготовок необходимо очистить от коррозии, грязи и разного рода горюче-смазочных материалов.
В случае необходимости изделия подгоняются, обрезаются либо правятся. Если будет делаться стыковое соединение, торцы изделий нужно подогнать и обработать, все выполняется без зазоров. В случае соединения труб торцы предварительно подготавливаются при помощи фрезы. После этого поверхности зачищаются напильником или обычной металлической щеткой.
Стыковые соединения такой тщательной подготовки не требуют. Нужно лишь нарезать элементы, если это требуется, избавиться от загрязняющих веществ, и можно приступать к работе. Для нарезки подойдут пилы и прессовальные ножницы.
В случае использования шовных и точечных технологий сначала выравниваются кромки, после чего поверхности правятся и очищаются. При недостаточно хорошей предварительной очистке поверхностей будет отмечаться повышенный расход электродов и в целом ухудшение качества сварки.
Для работы понадобится следующее:
Для очистки свариваемых изделий понадобится металлическая щетка.
- Сварочный аппарат.
- Напильник или металлическая щетка.
- Аппарат для кислородной резки. При его отсутствии можно использовать пилу.
- Источник тока.
- Маска сварщика, защитные перчатки, одежда и сапоги.
Сварочный аппарат требует обязательного заземления. При покупке конкретного агрегата обратите внимание на компанию-производителя. Лучше приобретать изделия от известного и проверенного бренда. Наиболее удобными в работе являются переносные агрегаты, стационарные сварочные аппараты будут удобны, только если варка осуществляется в одном месте и на регулярных условиях.
Самым распространенным вариантом контактной сварки является ее точечная разновидность. Для правильной организации работы нужно в первую очередь подготовить все оборудование. Главные элементы сварочных аппаратов представлены сварочным пистолетом и блоком питания. Установлено 2 вывода. На один подключается электрод, второй будет соединяться с изделием.
Перед началом работы изделия обязательно нагреваются путем подачи электрического тока. Под воздействием электрического импульса произойдет расплавление металла и сформируется расплавленное ядро.
После подачи электрического тока изделия прижимаются и некоторое время удерживаются под сильным давлением. Прижимать нужно при подаче сварочного импульса.
Процесс контактной сварки.
После того как давление будет снято, деталям дают время, чтобы остыть и кристаллизоваться.
Довольно часто тонкие изделия из листового металла соединяются с использованием конденсаторов. Они делают режим сварки оптимальным. Их преимуществом является отсутствие необходимости использования мощных источников электрического тока.
При выполнении работы с использованием метода сопротивления сначала нужно плотно прижать соединяемые изделия, после чего подать электроток. Нужно подождать, пока детали нагреются. Ток выключается после достаточного нагрева изделий. Такой способ лучше всего подходит для соединения изделий из цветных металлов.
Технология сварки по методу непрерывного оплавления предполагает несколько иную последовательность действий. Сначала изделия необходимо закрепить в зажиме, после этого подать ток и, регулируя зажим, осуществить их соприкосновение друг с другом. Торцы оплавятся и произойдет соединение деталей. В завершение рекомендуется сделать осадку на требуемую величину.
Таким образом, в освоении и самостоятельном выполнении контактной сварки нет ничего сложного. Все можно сделать без посторонней помощи. Такая сварка гораздо более безопасна для работника по сравнению с той же газовой или дуговой сваркой. Следуйте инструкции, и все получится. Удачной работы!
moyasvarka.ru
Контактная сварка своими руками: особенности, виды
Часто владельцы частных территорий и автомобилей сталкиваются с проблемами, подразумевающими сварочные работы. Существует несколько способов, которые можно освоить самому, имея малейшие представления о сварочной технологии. Вот и контактная сварка, используемая для пайки разного рода деталей конструкций из стали, алюминия и меди, не является исключением.
Процесс работы
Контактная сварка необходима для соединения изделий невысокой плотности, имеющих небольшой диаметр. Рабочее действие производится разогревом металла, на который действует сила тока неоднородного происхождения.

Сваривание контактного типа в домашних условиях подразумевает наличие розетки с мощным выходом напряжения в тысячи Ампер. Даже самые малогабаритные аппараты контактного действия должны для пайки иметь высокую силу тока, не говоря об агрегатах более габаритных форм. Контактная точечная сварка производится путем разогрева сварочного участка электротоком, проводимым через исходник под высоким давлением. Главной особенностью данной технологии является сила тока, ее время поступления и сила сжатия.
Виды контактной сварки
Контактная сварка — это процесс, при котором пайка соединительных участков производится по всей торцевой площади стыковки. Сварочный процесс выполняется методом сопротивления или плавления. В зависимости от значений этих данных, определяют два режима: жесткую и мягкую пайки. Также можно выделить главные типы сварок:
-
стыковая;
-
точечная;
-
шовная.
Сварка контактного типа основана на применении электродов, размещенных по-разному в инверторе. Различают одностороннее и двухстороннее сваривание.
Технологический процесс контактной пайки производится точечным способом. Исходник зажимается электродом, через который проходит высокоамперное напряжение. Проходит оно через мелкие каналы изделия, которое плавится, а в заключение производится заполнение стыков сварочным материалом.
Контактная точечная сварка проводиться путем прохождения тока через стык деталей для соединения с одинаковым химическим составом. После полноценного накала в сварочной области происходит осадка. Электроды, передающие ток на изделие, производят осадку, при шовном соединении образуя роликовую форму, которая катится по стыку. Из-за этого сварка такого типа получила название роликовая.
Сваривание сопротивлением
Обработанный участок изделий крепко смыкают друг с другом и подают сварочный ток. Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Сваркой сопротивлением можно паять элементы, содержащие низкоуглеродистую стальную структуру, имеющую прямоугольные или круглые насечки с поверхностью около 1000 кв. мм и легированным железом с участком до 21 кв. мм. Сплавы из цветного металла неплохо соединяются сваркой сопротивления. Такого типа контактная сварка способна приварить и комбинированные металлические изделия из латуни и меди, стали.
Самодельная контактная сварка сопротивлением обеспечивается максимальной чистотой участков для пайки поверхностей под строгим режимом температуры разогрева. Поэтому данный способ не имеет широкого применения.
Сваривание непрерывного оплавления
Контактная сварка своими руками под действием непрерывного оплавления осуществляется по таким этапам:
-
Части изделий плотно зажимаются машинным крепежом и не спеша перемещают подвижный зажим на стыковочные места после запуска прибора.
-
Накалившись до полноценной температуры, происходит оплавление торцевых краев изделия. По завершению проводится осадка необходимой величины, подачу тока отключают.
-
Самодельный контактный инвертор можно применять для пайки исходников, состоящих из стандартной нержавейки с диаметром 0,08-0,9 мм или для соединения стальной проволоки диаметром до 1,5 мм.
-
Инверторы контактного сварочного режима по своему составу имеют два узла, выполняющих определенные функции: выносное спаечное сопло и электроблок трансформатора с микроволновки. В блоке имеется реле, расположенное на панели сварочного трансформатора от микроволновки.
-
Один вывод обмотки с низковольтными частотами с помощью кабеля подсоединяется с электродным выходом. Во время соединения второй выводной шнур накрепко соединяют с самой надежной частью свариваемого изделия.
-
Обмотка первичного действия трансформаторного устройства от микроволновки подводится к электроблоку с помощью диодной пластины и запускается диагональный тиристорный модуль.
-
Трансформатор от микроволновки вспомогательного питания с минимальной мощностью подает ток от блока регулировки тиристора от микроволновки к диодной подсветке. По итогам в местах стыков должны появиться зазоры, именуемые вырывами, приблизительной шириной в 0,5-0,8 мм.
-
Далее выставляют режим длительности сварочного импульса при возможных функциях благодаря построечному резистору. Проверочный этап стоит осуществлять в последовательности с параллельным подключением конденсатора.
Работая методом контактной сварки, мастер должен использовать прорезиненный коврик для заземления, перчатки и каску с затемненным стеклом.
Похожие статьиgoodsvarka.ru