Гибочный станок для листового металла своими руками. Станок для гибки листового металла своими руками чертежи
Станок для гибки листового металла своими руками
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Технология загиба листового металла
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
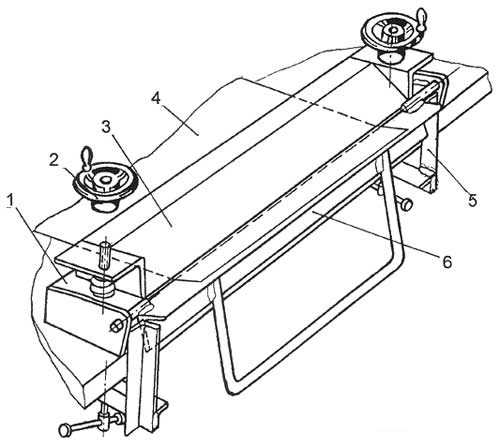
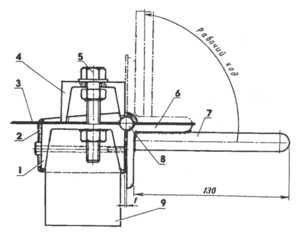
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Оборудование для гибки
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
Видео:
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
Листогиб своими руками
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
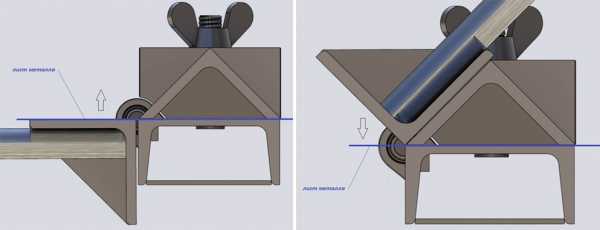
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
Рекомендуется использовать уголок с толщиной полок не менее 5 мм.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Основание для станка
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Прижимное устройство
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Видео:
Обжимное устройство
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
Роликовый нож
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Обслуживание и техника безопасности
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
stroyremned.ru
Гибочный станок для листового металла своими руками
Гнутые металлические изделия широко используют как в домашних мастерских, так и на солидных производствах. Гибочный станок для листового металла значительно упрощает обработку заготовок.
Устройство относительно простое и сделать его в домашних условиях не очень сложно. Даже самодельный станок для гибки отличается высокой надежностью и простотой в эксплуатации. В этой статье мы опишем процесс самостоятельного изготовления данного аппарата, проанализируем его преимущества и недостатки.
Классификация устройств
В зависимости от сложности конструкции и нюансов предназначения, листогибочные станки делятся на несколько групп.

Станок траверсного типа
Наиболее простым является устройство, которое обрабатывает металлический лист при помощи специальной траверсы.
В таком аппарате можно гнуть листы с длиной, которая не превышает полметра. В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
Листогибочный пресс
Является более сложным устройством для обработки листового металла, но и позволяет выполнять более серьезные работы. Конструкция станка включает в себя матрицу и пуансон. Заготовку располагают на матрице и придают ей необходимую форму при помощи пуансона, который размещен вертикально.
Устройство такого типа сложно сделать самостоятельно, к тому же его использование в домашних условиях является не очень безопасным. Стоит отметить, что на листогибочный станок можно превратить и обычный пресс. К нему добавляют специальные конструкции, которые выполняют функции матрицы.
Валочный станок
Одно из наиболее универсальных устройств для работы с металлическими листами. Принцип действия такого станка заключается в обработке листовых деталей при помощи трех специальных валов. Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
- Станок с траверсой и опорой, который позволяет выполнять ручную гибку металлических деталей.
- Для создания элементов кровли используют валики с профильными формами.
- Гладкая рабочая поверхность валиков позволяет выполнять наиболее широкий спектр гибочных работ. Такие валики используют и для изготовления отдельных отрезков труб с больным диаметром.
Конструкция устройств
Несмотря на наличие самых разных типов листогибочных станков, стоит систематизировать общие принципы их строения. В первую очередь надо отметить, что в действие станки приводятся электрическим, механическим или гидравлическим мотором. Существуют и станки, которые работают от применения физической силы самого оператора.
Кроме того, в основе работы такого устройства может лежать и принцип «падающего груза». В этом случае гибка металла осуществляется посредством ударного импульса, который передается через систему блоков и противовесов на рабочий груз. Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
Электрический привод на станках данного типа позволяет быстро и качественно обрабатывать большое количество деталей из тонкого металла, но если заготовка будет слишком прочной, то часто начинаются проблемы с работой ротора, которые отрицательно сказываются на результате.
В этом плане качественно выделяются станки для гибки с гидравлическим приводом. С другой стороны, стоят такие устройства на порядок выше чем станки с электрическим приводом. Стоит отметить, что классический гидравлический домкрат, который часто используют для гнутья заготовок, не может обеспечить высокое качество обработки листового металла.
Делаем листогиб своими руками
Чаще всего, самодельные загибочные станки обладают следующими преимуществами:
- Низкая стоимость по сравнению с заводскими устройствами такого же типа.
- Возможность идеально подогнать такой аппарат под собственные требования и специфику работы.
- Ремонт и переоснащение станка можно делать самостоятельно, не обращаясь за помощью к соответствующим специалистам.
- Изготовленная продукция стоит в два раза дешевле, чем сделанная на заводском станке.
Стоит отметить, что самодельные устройства для гибки металла не всегда отличаются высоким качеством обработки деталей, но и заводские аппараты со средней и низшей ценовой категории тоже страдают от подобных пороков.
Основы создания
В первую очередь следует определиться с типом станка и найти подходящие чертежи для его изготовления. Затем, рассчитать необходимые габариты устройства и его производственные мощности. Детали для создания такого станка должны быть легкодоступными и дешевыми. В противном случае он может обойтись не дешевле заводского устройства.
Оптимальные технические характеристики для самодельного листогиба:
- Толщина металлических листов: медь – 1 мм, оцинковка – 0,6 мм, алюминий – 0,7 мм.
- Стартовое количество производственных циклов – 1000-1200.
- Предельная ширина металлической заготовки – 1 м.
- Предельный угол сгиба детали (без ручной доводки) – 120 градусов.
Кроме этого, при изготовлении станка в домашних условиях старайтесь большинство запчастей изготавливать самостоятельно или при помощи знакомых фрезеровщиков, сведите к минимуму количество деталей, которые придется покупать. При работе с самодельным устройством избегайте обрабатывать детали со специальных металлов. Особое внимание надо уделить качеству сварных соединений.
Чертеж нашего устройства
Выбирая схему для изготовления листогибочного станка в домашних условиях, руководствуйтесь собственными требованиями, а мы предлагаем чертеж и инструкцию по созданию устройства именно этого типа, как наиболее универсальную.
На рисунке изображены ключевые узлы и детали будущего станка:
- Деревянная подушка.
- Несущая балка (из швеллера) – 100-110 см.
- Боковушка с толщиной 8-9мм.
- Заготовка.
- Балка для прижима детали (из уголка) – 6-8 см.
- Траверсная ось, изготовленная из металлического прута толщиной 1 см.
- Траверса (уголок с толщиной 9-10 сантиметров).
- Рычаг для управления (диаметр – 1 сантиметр).
Это неокончательный вариант станка для гибки металла. Его можно дополнять и усовершенствовать самостоятельно и в соответствии с собственными требованиями. Например, траверсу, которая на чертеже изготовлена из уголка, можно сделать из швеллера, что добавит ей выносливости и повысит качество гибки.
Нюансы изготовления
Усиленная прижимная балка
Усиление этой детали необходимо в том случае, если вы собираетесь гнуть довольно толстые листы металла. Для работы с тонкими заготовками хватит и прижимной балки, изготовленной из обычного уголка. Со временем она может немного деформироваться, но ее всегда можно заменить.
Усилить балку для прижима деталей рекомендуют при помощи металлической планки, которую следует наварить на уголок. При этом ей надо придать угол 45 градусов. В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
Особое внимание следует обратить на нижнюю кромку прижимной балки, которая формирует сгиб детали. Допускается определенная неровность этой части станка, но она не должна превышать половину толщины обрабатываемой детали. Сваривать балку следует исключительно перед фрезеровкой. В противном случае качество сгибаемых деталей будет значительно ниже.
Усиленные крепления станка
Поскольку надежное крепление листогибного станка к рабочей поверхности – важное условие качественной обработки деталей, то этому моменту необходимо уделить особое внимание. Классические элементы крепления (струбцины) имеют недостаточную надежность. От таких креплений можно отказаться следуя этой инструкции:
- Несущая балка должна выступать за пределы рабочего стола.
- Крепить балку к столу надо при помощи специальных болтов и фасонных гаек.
- На краях несущей балки следует сформировать специальные фаски.
После того как щеки (боковушки) будут устранены с конструкции станка, траверсу можно будет закрепить при помощи усиленных дверных петель. Рабочий ресурс у таких петель довольно большой, что позволяет сгибать внушительное количество заготовок.
Видео: как сделать гибочный станок?
Готовая конструкция
Усовершенствованный станок для гибки металла обладает следующими ключевыми элементами:
- Классическая прижимная балка.
- Прижимной маховик.
- Обычная траверса для сгиба заготовки.
- Усиленные крепления.
- Усовершенствованная несущая балка.
Вместо прижимных маховиков часто используют классические винты со специальными воротками, на которых обязательно должна быть резьба. Все дело в том, что сварка крайне отрицательно влияет на выносливость этих деталей.
metmastanki.ru
Станок для гибки листового металла своими руками
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
Изготовление станка своими руками – начальный этап
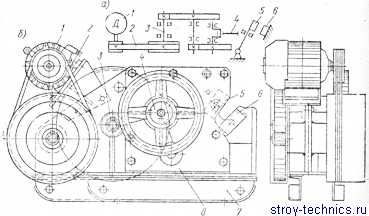
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
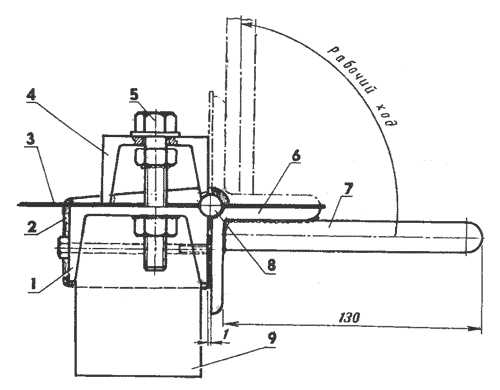
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
the-master.ru
Как изготовить листогибочный станок своими руками, необходимые материалы и инструменты
В настоящее время все больше внимания уделяется конструированию и изготовлению своими руками разных инструментов, станков для облегчения физического труда человека. Приобретение оборудования производственного изготовления не всегда возможно. Не исключением является и листогибочный станок, который незаменим в домашнем хозяйстве при благоустройстве дома и его территории. Ведь, имея такой агрегат, можно изготовить качественные изделия для проведения кровельных работ, отделки фронтов, ветровых планок, а также разные конструкции для ограждения, не отличающиеся от производственного изготовления. Ниже в статье рассмотрим конструкцию самодельного листогибочного станка.
Предназначение листогибочного станка
Листогибочное оборудование предназначено для изгиба и резки листового метала или полос разной формы и толщины, а также для изготовления металлопрофильных деталей. На самодельном гибочном станке можно проводить изгибы листового металла под любым углом, не нарушая при этом плоскостности. На листогибочных станках обрабатывают листы из стали, латуни, меди, алюминия, толщина которых не превышает 0,8 мм, ширина обрабатываемого листа от 400 до 2500 мм, высота полки составляет не более 20 мм, отрезание полос из листа можно проводить от 80 до 400 мм.
 При проведении работ на таком станке у отгибаемой стороны листа отсутствует деформация, в отличие от использования оправки и киянки. Благодаря этому из листа металла можно изготавливать изделия, не отличающиеся качеством от промышленных изделий.
При проведении работ на таком станке у отгибаемой стороны листа отсутствует деформация, в отличие от использования оправки и киянки. Благодаря этому из листа металла можно изготавливать изделия, не отличающиеся качеством от промышленных изделий.
Если на гибочную балку поставить силиконовую вставку, то можно проводить изгибание листов окрашенных, не повредив при этом покрытие. Правильно сделанный листогибочный станок обеспечивает качественный без деформаций изгиб, отвечающий всем требованиям.
Конструкция листогибочного станка
Основными элементами самодельного листогибочного станка являются:
-
 Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс. Затачивать нож можно многократно.
Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс. Затачивать нож можно многократно. - Задний стол, предназначенный для помещения рабочего листа, который можно перемещать в необходимом направлении. На опорах стола устанавливают резак и сгибатель листа металла.
- Деревянная подставка, на которой размещается рабочий стол, чтобы листогиб не скользил. Возможно регулирование подставки по высоте.
- Передние упоры. Они дают возможность устанавливать ширину разреза.
- Упор сгиба угла и измерительная пластина. При помощи упора быстро устанавливается требуемый угол, а также изгиб может выполняться под произвольным, необходимым в конкретном случае углом.
Принцип работы листогибочного станка
Принцип работы устройства заключается в фиксации нужной заготовки на столе прижимом и в проведении изгиба выступающей заготовки поворотной балкой нужного угла. На таком станке возможно достичь максимального угла загиба до 135°, а догиб можно произвести до 180°. Предельная толщина листа, который используется в работе, зависит от мощности прижимной рамы. Надежность и безотказность станка обеспечивает его очень простая конструкция. Особенностью данной конструкции является подача листовой заготовки любой длины.
Разновидности листогибочных станков
Листогибочные станки, выпускаемые промышленностью, по виду привода делятся на:
- ручные;
- механические;
- электромеханические;
- гидравлические;
- пневматические.
По мобильности:
- стационарные;
- передвижные.
Все листогибочные станки используются для изготовления изделий из листовой стали.
От способа обработки материала такие устройства могут быть:
- поворотными, оснащенными гибочной балкой;
- прессовыми, с матрицей и пуансоном;
- ротационными, которые предусматривают валки, толщина листа не должна быть более 3 мм.
Ручные листогибочные станки, оснащены роликовым ножом, предназначенным для резки листа. Механические листогибочные станки функционируют от энергии маховика.Электромеханические оснащены системой привода, редуктором и электродвигателем.
Гидравлические станки используются для изготовления различных изделий из листовой низколегированной, углеродистой стали и полосового проката. Используется способ холодной гибки. Толщина листовой стали не должна быть более 30 мм. На таких станках используется V-образная гибка.
Пневматические — их функционирование обеспечивает воздушный компрессор.
Изготовление листогибочного станка
Собственноручно листогибочный станок можно изготовить согласно схеме, которая приведена ниже.
Для его изготовления необходимо иметь угольные отрезки и швеллера с прямолинейными кромками. Станок состоит из металлического основания, обжимного пуансона с ручкой и прижима. Основание выполняется из швеллера № 6, длиной до 500 мм. Из швеллера № 5 изготовляем прижим. По оси прижима делаются 2 отверстия 8,5 мм. Отверстия должны находиться в 30 мм от концов. Прижим от основания должен быть короче на 70 мм. Обжимный пуансон изготовляется из уголка с толстым профилем. Ручка-рычаг изготавливается из 15 мм арматурного круглого прута согнутого в П-образной форме. Готовую ручку-рычаг приваривают к уголку. Из 5 мм листовой стали изготавливают щечки.
Снимаем фаски, глубина ее 6 мм и длина 32 мм на ребре основания, а с торцов пуансона глубиной 5 мм и длиной 30 мм. Снятие фасок из торцов пуансона необходимо для установления и крепления осей из 10 мм прута. Оси привариваются таким образом, чтобы линия оси была направлена параллельно к ребру уголка.
Пуансон и основание необходимо закрепить с помощью тисков для сборки таким способом, чтобы полки швеллера и уголка находились в ровной горизонтальной плоскости. Потом на оси пуансона надевают щечки и приваривают к основанию.
Для пробной гибки используют лист толщиной около 1 мм из мягкой стали, который фиксируют прижимом, притягивая его к основанию болтами. Проверяем положение щечек, если необходимо, то корректируем их и привариваем к основанию окончательно.
Техники безопасности при работе на гибочном станке
Листогибочный станок, сделанный своими руками, предназначен для изгиба и резки листового металла. Независимо от того, какой вы изготовили станок — ручной, механический или электроприводной — он должен соответствовать требованиям и правилам техники безопасности.
- Листогибочный станок, изготовленный собственноручно, должен быть устойчивым, удобным и безопасным.
- Станок должен быть выполнен из качественных материалов и деталей.
- Необходимо работать на листогибочном станке в спецодежде.
- Недопустимо гнуть листы металлические выше толщины, предусмотренной для станка.
- Перед запуском самодельного станка с электроприводом необходимо проверять исправность электрооборудования.
- Категорически запрещается включенный станок оставлять без присмотра.
- Все вращающиеся детали должны быть закрыты кожухами.
- Категорически запрещено работать на неисправном станке.
- Обязательно к листогибочному станку с электроприводом необходимо подвести заземление.
Итак, при использовании недорогих материалов и при небольшом количестве инструментов, не потратив на это много времени, можно изготовить своими руками несложный ручной листогибочный станок, который так необходим для домашнего хозяйства.
Оцените статью: Поделитесь с друзьями!septik.guru
Гибочный станок своими руками
23 ноября 2015
Просмотров: 3516
Многие для гибки металлических листов часто сооружают гибочный станок своими руками. Часто основным материалом изготовления является металл. Поэтому нередко возникает необходимость согнуть заготовку. Приобретать подобное оборудование крайне невыгодно экономически, поскольку устройства довольно примитивные, а изготовители просят достаточно крупные суммы за свои изделия. Поэтому станок для гибки листового металла гораздо выгоднее изготовить самостоятельно, не тратя лишние финансовые средства. Самодельный станок позволит изготовить различные устройства из металла, которые могут потребоваться при строительстве дома, монтаже кровли или благоустройстве приусадебного участка. Далее будет описана технология изготовления такого станка в домашних условиях.

Гибочный станок используется для гибки металлических листов.
Описание и назначение
Устройства для изготовления гнутых деталей из листового металла, имеющие вспомогательную функцию порезки, применяют для изготовления полос из металла (они могут иметь различные габариты). Еще на подобном устройстве возможно изготовление различных металлопрофильных деталей. Самодельный станок для сгибания листов позволяет гнуть заготовки под любыми необходимыми углами, не нарушая поверхностей и защитных покрытий. При работе на подобном устройстве следует помнить, что стальные листы, а кроме этого, и медные, латунные, алюминиевые и железные, имеющие толщину от 0,8 мм и меньше, должны иметь ширину не менее 40 см, но не более 2,5 метра. При указанных размерах заготовки допустимая высота полки (для отгибания) должна составлять не более 2 см. Для порезки заготовок такой толщины их минимально допустимая ширина должна составлять 80 мм, а максимально допустимая — 40 см.
Сборка листогибочного станка.
Чтобы выполнять работы на листогибочном станке, у заготовок должны отсутствовать деформации на отгибаемых участках. Это позволяет изготавливать различные элементы и детали, которые по качеству исполнения не будут уступать образцам, изготовленных промышленно. При этом необходимо покрытие гибочного устройства силиконом или резиновой подложкой, тогда при выполнении работ на заготовках не будут портиться лакокрасочные и полимерные покрытия.
Грамотно собранный станок для сгибания позволит обеспечить высокое качество изгибов (без деформаций) заготовок, которые будут отвечать всем необходимым техническим параметрам.
Конструкция такого станка достаточно проста и функциональна. Главными элементами и деталями конструкции являются:
Деталировка листогибочного станка.
- Нож. Должен монтироваться на роликах, предназначен для порезки металлических листов и разделки металлических изделий. Такое приспособление должно быть изготовлено из стали с высокой твердостью (около 100 баллов по шкале Роквела). При такой прочности нож будет служить долго, при этом его будет трудно натачивать, однако это с лихвой компенсируется количеством погонных метров разделанного металла. Нож должен быть установлен на роликах с утяжелителем. Это позволит перемещать ролики с ножом, а не заготовку, что существенно упростит работу.
- Рабочая балка (стол). Она выполняет функцию рабочей поверхности, на которую кладут заготовку. Ширина балки может быть любой, в случае использования широких балок листогибочный станок может превратиться в полноценный верстак. При этом рекомендуется сделать покрытие балки из резины или силикона.
- Сгибатель металлических листов. Представляет собой конструкцию с рамой из дерева, у которой имеется утяжелитель.
- Подставки и упоры для предотвращения скольжения заготовки по рабочему (заднему) столу.
- Упоры для сгибания. Они задают ширину, под которой будет сгибаться заготовка. Ими также задается необходимый угол сгиба.
- Упоры для указания ширины разреза. Используются при разделке заготовок.
После того, как были рассмотрены конструктивные особенности станка, можно перейти к описанию принципа работы станка и типам конструкции.
Как работает такой станок — типы конструкций
Конструкция струбцин для крепления листозгиба.
Основной принцип устройства и функционирования станка прост. В процессе работы заготовку укладывают на задний стол и фиксируют ее в нужном положении. После фиксации устанавливают упоры для изгиба заготовки (при этом максимальный угол сгиба может составлять до 135 градусов). Далее устанавливаются упоры для разделки листа (если требуется). При этом максимальная толщина заготовки, которую возможно согнуть на таком станке, зависит от мощности гибочной рамы (балки) и утяжелителей на ней. Станок будет очень надежен, поскольку основным и единственным элементом, который обеспечивает движение прижимной рамы, будут петли. Длина обрабатываемых заготовок будет зависеть только от длины заднего стола и прижимной балки.
На данный момент есть несколько вариантом изготовления листогибочных станков, которые выпускаются промышленно: станки с ручным приводом, с механическим приводом, электроприводные, гидроприводные и пневмоприводные. Также условно их можно разбить на мобильные и стационарные. Независимо от типа привода, такие станки работают с листовой сталью, а толщина обрабатываемых заготовок определяется мощностью привода. Некоторые делят устройства и по типу способа сгибания материала. Различают 3 вида: поворотные, прессами и смещаемыми. Первые оснащаются специальной балкой для сгибания, вторые — прижимом и пуансоном, третьи имеют валки (для них толщина заготовки ограничена 3 мм). Большая часть выпускаемых агрегатов оснащается ножом для порезки заготовки. Механические приспособления приводятся в работу маховиком, электрические — электродвигателем с редуктором, гидравлические — насосом. У пневматических станков в качестве привода используется компрессор.
Собираем листогибочный станок
Работы по изготовлению листогибочного станка начинают с составления схемы. Чтобы собрать это устройство, необходимо заранее приобрести и изготовить все необходимые элементы и детали. Сначала заготавливают 2 куска швеллера №5, 6 одинаковой длины (швеллер должен иметь прямолинейные кромки). Из этих заготовок будут изготавливать металлическое основание, для него рекомендуется использовать швеллер № 6 в качестве основания и №5 для изготовления прижима. Длина отрезков должна отвечать длине заготовок, которые планируется обрабатывать. Рекомендованная рабочая длина участка должна составлять полметра, такой длины достаточно для изготовления большей части необходимых в быту деталей и элементов.
После заготовки отрезков из швеллера нужной длины на прижимном швеллере делаются отверстия (2 или 4) диаметром около 9 мм. Ближайшее к концу швеллера отверстие располагается в 3 см. Важно, чтобы прижимающее устройство было сделано короче, чем основание примерно на 5-10 см. Пуансон для обжима изготавливается из уголка, обладающего большей толщиной профиля. Ручку для рычага рекомендуется изготовить из арматуры или бруса. При этом арматура должна быть сечением 15 мм, брус — минимум 50х50, а форма ручки должна быть «П»-образной. Ее необходимо соединить с уголком (сваркой или прикрепить болтами).
Далее изготавливаются щечки. Их делают из катаной стали, толщина должна быть примерно 5 мм. Они должны иметь фаски, их толщина должна составлять около 0,6 см, длина — порядка 3-3,3 см (ребра основания). Торцы пуансона также делаются с фасками, их глубина составляет 0,5 см, а длина — 3 см. Их снимают с пуансона для обеспечения установки осей. Последние делают из металлических прутов диаметром 1 см. Их закрепляют сваркой, обеспечивая параллельность линий осей относительно ребрам уголка. Готовую конструкцию с пуансоном соединяют с использованием тисков, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, что и свободная швеллерная полка.
После изготовления устройства для сгибания листов рекомендуется осуществить пробные манипуляции с какой-либо заготовкой (можно взять лист до 1,5 мм из мягкой стали).
В заключение
Несмотря на то, что подобный станок является простым в эксплуатации, крайне важно не забывать правила техники безопасности и соблюдать их неукоснительно. В противном случае можно получить травмы.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru
Самодельный листогибочный станок
Главная > Статьи > Электрика и не только > Инструмент
Не так мало людей делали свои крыши самостоятельно и приходилось пользоваться листогибочным станком, если крыша из металла конечно. Ремонт кровли из металла на даче очень часто многим доставлял не мало хлопот. И стает вопрос выбора перед покупкой нового листогибочного станка или соорудить самостоятельно. Цены на новые станки, как правило очень высоки и поэтому сделать самому станок будет и дешевле и качественнее.
В сети интернета существует много готовых решений создании листогиба. По всем найденным чертежам получаются листогибочные станки со слабой поворотной балкой. По этой причине гнуть листы, длина которых более одного метра, будет неудобно. Поэтому было принято решение заменить балку на более мощную – двутавровая балка № 80.
Сверху на балку крепим болтами уголок, такого же размера. Уголок, таким образом, является прижимной балкой. К нижней части нашего двутавра привариваем металлические петли (первые половинки петель). А вторые половинки петель привариваем к уголку, разместив его таким образом, чтобы лицевая сторона уголка была повернута к двутавру. Таким образом уголок выполняет функцию плеча, благодаря которому происходит изгиб металлического листа.
Для удобства в работе, к уголки привариваем куски толстостенной трубы по 800 мм. Листогиб монтируем на рабочий стол, закрепляя большими струбцинами. Итак, приподнимаем или отвинчиваем уголок и в промежуток между двутавровой балкой и уголком вставляем лист. Для более точного изгиба одну из прижимных сторон уголка стоит заточить, но не более чем на половину толщины полки, чтобы избежать быстрого затупления. С большим усилием закручиваем болты, которыми крепится уголок и выставляем траверсу под тем углом, который нам необходим.
Минусы такой конструкции только в том, что работа происходит медленно и не очень удобно крепить заготовки металлических листов. Также невозможным будет использование этого станка для гибки толстого листового металла, т.е. толщиной более 0,5 мм.
expertsamostroy.ru
Самодельный листогиб. Листогибочный станок своими руками
В практике самодельщиков листогиб является пока малораспространенным приспособлением. А ведь этот инструмент очень полезен, так как позволяет даже неквалифицированному мастеру качественно исполнять работы, связанные с гибкой листового металла. Изогнуть заготовку с помощью листогиба под заданным углом и обеспечить плоскостность и отсутствие деформаций в отгибаемой части листа удается без проблем.
В умелых руках листогиб обеспечивает исключительно высокое качество изготовления таких изделии, как корпусы, шасси, кожухи, листогиб также понадобится при соединении листов в фальц, во всех случаях гарантируя надлежащий товарный вид изделий.
Листогиб состоит из основания, прижима, обжимного пуансона с ручкой-рычагом и двух струбцин для крепления приспособления к столешнице верстака (рис. 1). При наличии электросварки смастерить листогиб не так уж и сложно. Необходимы лишь отрезок швеллера и недеформированные уголки №5 и №3.
Рис. 1. Листогиб (сборка): 1 - основание; 2 - гайка-маховичок; 3 - прижим; 4 - изгибаемый лист; 5 - струбцина; 6 - обжимной пуансон
Основание изготавливают из швеллера №6,5 (годится и №8) длиной до 500 мм (размер выбираем по своему усмотрению).
Прижим, сделанный из уголка, обеспечивает гибку листа на угол, более 90°, что, например, необходимо для соединения листов в фальц. Прижим листогиба имеет сварную конструкцию; основной уголок №5 усиливается дополнительным профилем из уголка №3. Чтобы прижим был жестким, желательно использовать уголки с толщиной полок 5 мм. Прижим делают на 70 мм короче основания, к торцам его приваривают кронштейны из отрезков уголков №3 со стенкой толщиной 5 мм (рис. 2).
Рис. 2. Листогиб (деталировка): 1 - струбцина; 2 - щечка; 3 - основание; 4 - кронштейн; 5 - сварной прижим; 6 - ось; 7 - уголок пуансона
Края полок уголка прижима, контактирующие с изгибаемым листом, фрезеруют или обрабатывают напильником, делая их параллельными основанию. Посередине полки в каждом уголке-кронштейне сверлят отверстие диаметром 8 мм.
Обжимной пуансон выполняют из уголка №5, он на 10 мм короче, чем прижим. Ручку-рычаг выгибают из арматурного стального прутка диаметром 15 мм в виде скобы и приваривают к пуансону. Из стального листа толщиной 5 мм выпиливают щечки и в них сверлят по отверстию диаметром 10 мм.
У торцов уголка-пуансона с его ребра снимают фаски длиной 30 мм и глубиной 5 мм, необходимые для установки и крепления стальных осей из прутка диаметром 10 мм. Оси приваривают так, чтобы направление осевой линии прутка совпадало бы с ребром уголка. Фаски глубиной 6 мм, а длиной 32 мм снимают и на ребре основания (у торцов).
Для предварительной сборки основание и пуансон крепят в слесарных тисках так, чтобы полка швеллера и полка уголка располагались в единой горизонтальной плоскости. На оси пуансона надевают щечки и прихватывают их к основанию в нескольких точках электросваркой или крепят иным способом.
Для пробной гибки на эту поверхность кладут лист из мягкого металла толщиной около 1 мм и фиксируют сверху прижимом, временно притягивая его к основанию струбцинами или шпильками с накладками. Положение щечек относительно основания проверяют путем пробных гибок и, при необходимости, корректируют. Убедившись в оптимальности положения щечек, их приваривают к основанию окончательно.
Используя отверстия в кронштейнах прижима как кондуктор, сверлят отверстия диаметром 8 мм в основании и в них нарезают резьбу М10. Отверстия в прижиме рассверливают до диаметра 10 мм. В резьбовые отверстия в основании снизу завинчивают болты, головки которых фиксируют на основании сваркой.
Притягивают прижим к основанию гайками М10, под головки которых подкладывают шайбы. Предпочтительнее использовать гайки-маховички, которые можно снять с водопроводной арматуры. Отжатие прижима при отвинчивании затяжных гаек обеспечивают пружины, надетые на болты. Можно использовать и резиновые амортизаторы.
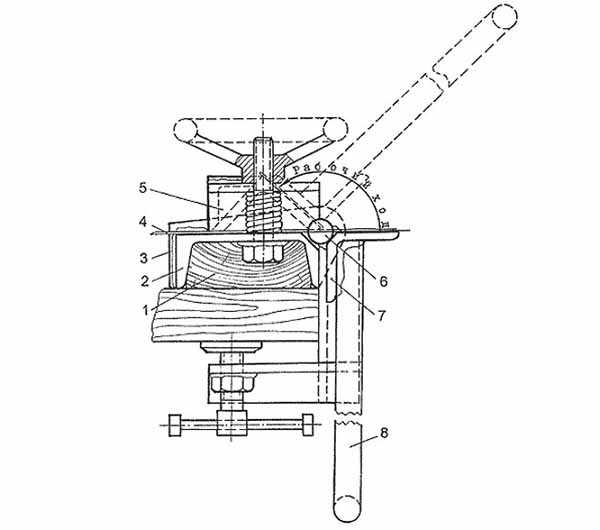
Струбцины для крепления листогиба к основанию самодельные, сварены из уголка №3. Конструкция струбцин понятна из чертежа (рис. 3). Зажимные винты М10 снабжены опорными накладками. Струбцины приваривают к полке основания рядом со щечками.
Рис. 3. Листогиб (левая щёчка условно снята): 1 - вкладыш из дерева; 2 - основание; 3 - щечка правая; 4 - изгибаемый лист; 5 - прижим; 5 - ось пуансона; 7 - пуансон; 8 - рычаг пуансона
homemade-product.ru