Технология сварки латуни с использованием аргона, видео. Сварка латуни аргоном видео
Сварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
ismith.ru
Сварка латуни – основные технологии, особенности, видео
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.

Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
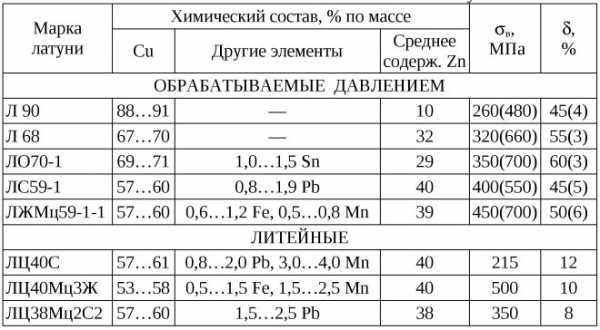
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Особенности сварки латунных изделий в среде аргона
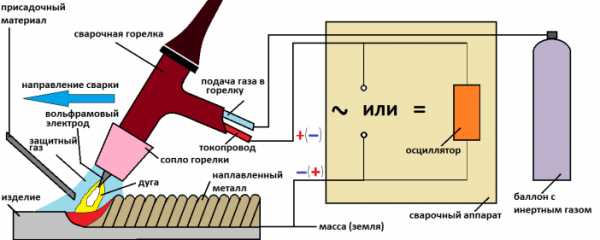
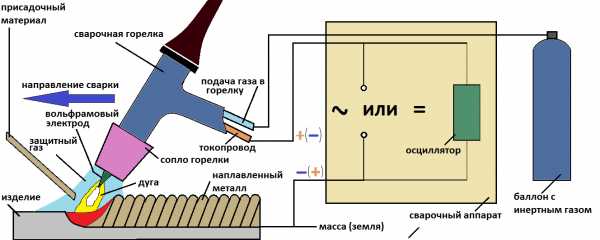
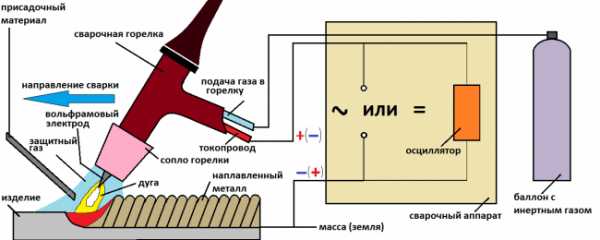
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.

Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
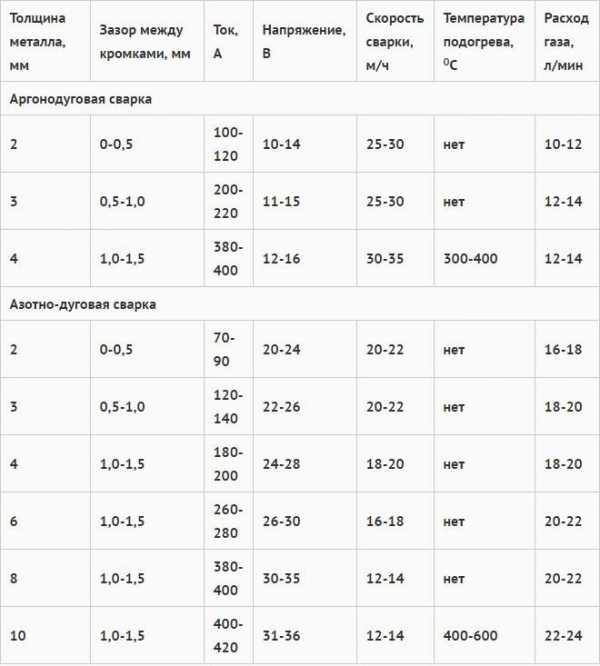
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.
Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
сварка латуни аргоном видео видео YouTube
...
6 меc назад
Найти меня также можно ЗДЕСЬ: Одноклассники: http://ok.ru/profile/135734836738 Группа ВК: http://vk.com/public102238724 Мой ВК: http://vk.co...
...
4 лет назад
Жми на ссылку для поддержки канала- https://money.yandex.ru/to/410013998403116 ссылка - www.facebook.com/biketime.chisinau адрес - Щусева / Петру.
...
1 лет назад
И прошу прощения, что не показал сам процесс сварки В то время, когда снималось видео не было особой возможн...
...
6 меc назад
Всем привет!) Сегодня будем проводить эксперимент, будем варить латунь, посмотрим как аппарат справится...
...
2 лет назад
Показан пример пайки при помощи ТИГа (ручной аргонно-дуговой сварки) латуни. Паять можно медь, нержавейку.
...
3 лет назад
Импульсно-дуговая сварка латунных листов толщиной 1.0мм и 1.5мм.
...
2 лет назад
В этом видео я покажу как сваривать латунь газосваркой с флюсом-бурой и латунной присадкой.
...
3 меc назад
Купить инвертор FUBAG https://clck.ru/DcodK Всем привет, в этом видео я расскажу и покажу на какой полярности сваривать...
2 лет назад
Аргонодуговая сварка чугуна в домашних условиях."Холодная сварка"чугуна. Мастерская сварки. ...
...
6 лет назад
Микросварка. Сварка латуни. Используется импульсно-дуговой микросварочный аппарат Orion PA230. http://microsvarka.com.
...
5 лет назад
Сварка алюминия, фольги, наплавка. Сварочные работы: [email protected] - Виктор Саундтрек: Kraftwerk -- Popcorn.
...
2 нед назад
Маленький помощник сварщику аргонщику. Дремель,стол. Ссылка на группу вк https://vk.com/svarkaargonomvtule Подписывайтесь,...
...
5 лет назад
Видео о том как я варю медь аргоновой сваркой.
...
1 лет назад
Как варить аргоном или аргонодуговая сварка без сварки, в видео показывается как вести горелку в процессе...
...
3 лет назад
Сварка аргоном или же аргонодуговая сварка может быть настоящим искусством, особенно наблюдая за ней под...
...
1 лет назад
Сварка латуни, цветок из гильз, аргон. Welding of brass.
...
3 лет назад
Электрод из чистой меди ZELLER 390 предназначен для сварки и наплавки всех промышленных сортов меди по DIN 1787,...
...
1 лет назад
Расплачивайтесь картой и получайте бонусы на AliExpress за каждую покупку http://ali.pub/1gfzom.
...
6 лет назад
Микросварка. Сварка латуни и бронзы. Используется импульсно-дуговой микросварочный аппарат Orion PA230. http://microsv...
...
2 лет назад
Обучение аргонодуговой сварке.
syoutube.ru
Сварка латуни аргоном: технология для домашней мастерской
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления 880 — 950° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.

Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Аргонодуговая технология
Чтобы соединить латунное изделие, нужно выполнить, при необходимости — разделку кромок. Фаски снимают под углом 20-35 градусов, избегая остроты кромок.
Далее материал защищается и обезжиривается от окислов (например, азотной кислотой). Сварка латуни в домашних условиях требует наличия респиратора для защиты от паров цинка. Потому что будет много дыма, вони — нужна хорошая вытяжка и изоляция дыхания.
Реставрация изделия производится с помощью TIG аппарата с вольфрамовым электродом и присадочного прута, который подается рукой сварщика.
Присадки:
- латунная кремнистая проволока в составе 0,5% кремния;
- медная проволока;
- прутки из бронзы БрКМц-3-1;
- офлюсованный латунный пруток фирмы Radnor (цвет получается интендичный изделию).
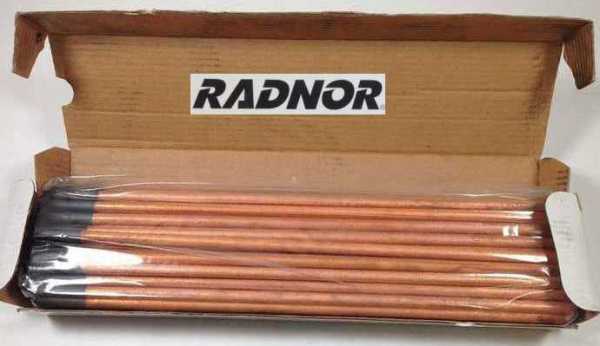
Если для присадки берется аналогичный по составу кусок материала, то после сварки требуется тщательная очистка нагара и шлифовка шва для придания одинакового цвета всему изделию.
Сварочный шов выполняется в один слой. Соединение лучше производить отдельными точками (валиками), с перехлестом.
Настройки аппарата зависят от инструкции каждой модели и подбираются опытным путем. Ток нужно выставлять небольшой для хорошего проплавления.
Лучше сначала потренироваться на подходящем ненужном куске материала. И только потом, набив руку и выставив правильные настройки аппарата браться за изделие предназначенное для сварки.
Может случится так, что все попытки пристыковать детали окажутся тщетными. Расстраиваться не стоит, просто вам достался самый дешевый металл, с большим содержанием цинка.
Видео: соединение латуни аргоном.
P.S. После сварки, изделие можно покрыть дорогим лаком, чтобы латунь не окислялась.
Загрузка...plavitmetall.ru
Сварка латуни аргоном, полуавтоматом: технологии и особенности
Оглавление:
- Особенности сварки латуни
- Особенности подготовки деталей к сварке
- Сварка аргоном
- Электродуговой метод
- Газовая сварка
- Техника сварки латуни на автоматах и полуавтоматах
- Интересное видео
Контактная сварка латуни представляет собой один из самых технологически сложных процессов, поэтому процедура чаще всего проводится только опытными мастерами при помощи профессионального оборудования. Это объясняется наличием в состав латуни цинка. Данный элемент при нагревании активно испарятся. Из-за этого в шве могут образоваться поры, значительно ухудшающие его качество.
Сложность сварки латуни заключается еще и в том, что при этом выделяется значительное количество опасных для организма паров цинка. В домашних или промышленных условиях может использоваться любая технология сварки латуни. Выбор наиболее эффективного метода производится на основе анализа количества компонента в сплаве.
Особенности сварки латуни
Латунь - это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.

Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели. Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
Сварка аргоном
Для сварки бронзы и латуни рекомендуется использовать постоянной ток прямой полярности. Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.

Первым этапом сварки является подготовка поверхностей свариваемых деталей. Для этого они защищаются при помощи железной щетки, после чего обрабатываются растворителем. Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Технология сварки аргоном латуни заключается в соединении деталей не цельным швом, а небольшими участками. Чтобы избежать прожога деталей, рекомендуется проводить сварку на длинной дуге, чтобы снизить силу тока в той зоне, которая в данный момент сваривается. На финальном этапе горелку необходимо отводить в сторону.
Этот метод оптимально подходит для изделий, где требуется высокая прочность. Однако сварка латуни в домашних условиях чаще всего не проводится. Это связано с тем, что в процессе выделяются опасные химические вещества, поэтому он должен проводиться на открытых площадках с хорошей вентиляцией. К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
Электродуговой метод
Сварку латуни можно выполнять и с помощью электродугового способа. Она производится при помощи стержня марки ЛК 80-3. Процесс сварки выполняется с помощью постоянного тока обратной полярности. Для снижения вероятности возгорания цинка используется короткая дуга.
Перед сваркой деталей требуется предварительный разогрев заготовок до температуры 300 градусов. Еще одним важным подготовительным этапом является проковка сварочного шва. Сварка латуни, содержание меди в которой невысоко, выполняется так, чтобы детали были в горячем виде. Поэтому предварительно нуждается в отжиге. Это позволит изменить структуру шва, снизив ее зернистость, что позволит сделать соединение крепким и долговечным.

Газовая сварка
Если другие методы сварки не способны гарантировать высокое качество шва, рекомендуется использовать газовую сварку. Этот метод обеспечивает высокий результат, однако испарения оксида цинка в данном случае составляют около 25%.
В данном случае рекомендуется использование окислительного пламени в горелке. Она способствует формированию оксидной пленки, которая препятствует поступлению цинка в воздух. Выделение цинка можно снизить и при использовании флюса БМ-1.
Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.

Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.
Интересное видео
osvarka.com
Сварка латуни аргоном – решаем трудности вместе
 Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Проблематика
Латунь — металл, представляющий собой бинарный или многокомпонентный сплав на основе меди, в котором главным легирующим компонентом служит цинк, частично могут добавляться свинец, олово, марганец, никель, железо.Из-за своих свойств латунь трудно сваривается, так как она меняет свои физические свойства при быстром нагреве и последующем охлаждении. К примеру, на прочность сварного соединения сильно влияют такие факторы как— наличие цинка;— присутствие в оксидной пленке водорода.В первом случае Zn испаряется под воздействием высоких температур (известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни), из-за чего выделяются опасные пары, а латунь приобретает плохую пластичность. Во втором из-за водорода происходит насыщение пузырьками сварочного шва и как последствие – его слабая прочность.

Сварка латуни аргоном — технология
Сразу нужно обозначить важный момент. Сварке подлежат латунные изделия толщиной более 3 мм. Все что тоньше нужно паять.
Итак, вам все–таки приходиться делать сварку. Сначала нужно подготовить кромки свариваемого изделия. При толщине латуни до 4 мм сварку проводит без разделывания кромок, при толщине 4—10 мм необходимо сделать одностороннюю разделку с углом 60—70°. Если толщина металла большая, фаски снимают с двух краев (20 -35°). Для латуни толщиной от 15 до 25 миллиметров делают Х-образную разделку. Не забывайте также притупить кромки.
После этого можно приступать к обезжириванию и зачистке, предварительно одев респиратор. Чаще всего латунные окислы, жирные следы удаляют посредством азотной кислоты. Также возможно применения специальных флюсов для снижения испарений цинка- буры.
Следующий этап – сварка латуни аргоном. Включите вытяжку, оденьте респиратор для защиты от испарений цинка.

Под свариваемым стыком подлаживается прокаленная асбестовая подкладка. Настройки параметров вашего аппарата (инвертора) напрямую зависят от рекомендуемых инструкций для каждой отдельной модели и подбираются путем тестирования. Ток необходимо ставить небольшой чтобы обеспечить хорошее проплавление.Если есть возможность предварительно протестируйте весь процесс на опытном образце или сделайте несколько пробных швов чтобы посмотреть что получается. Важный момент, при толщине свариваемого металла более 10 мм может применяться предварительный подогрев до 750 (±50)С°.
Саму сварку производят короткой дугой без колебаний конца электрода постоянным током обратной полярности. Для сварки используется технология с «перехлестом» или отдельными валиками.
 Сварной шов налаживается посредством вольфрамового электрода в один слой. Для присадки можно использовать аналогичный кусок металла, но потом нужно будет провести хорошую зачистку шва и шлифовку всего изделия. В другом случае в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также можно использовать кремнистую (0,5% кремния) латунную проволоку.
Сварной шов налаживается посредством вольфрамового электрода в один слой. Для присадки можно использовать аналогичный кусок металла, но потом нужно будет провести хорошую зачистку шва и шлифовку всего изделия. В другом случае в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также можно использовать кремнистую (0,5% кремния) латунную проволоку.
Во время сварочных операций нужно быть внимательным и аккуратным, не только в связи с испарениями цинка, но и ввиду высокой вероятности к трещинообразованию латунного шва при температурах от 300 до 600 градусов по Цельсию.

Итог
Сварка латуни аргоном позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Главное при этом не забывайте про меры безопасности, соблюдайте технологию и вы сможете получить требуемый результат.
blog.svarcom.net
Сварка латуни аргоном — технология
Июнь 27, 2017
Сварка латуни с помощью аргона — достаточно сложная процедура. Главная проблема в том, что в состав данного материала входит цинк, который при нагревании плавится, далее испаряется. Данное явление значительно сказывается на прочности будущей конструкции. Кроме этого, цинковые пары очень вредны для человеческого здоровья. Выход из данной ситуации специалисты нашли относительно недавно, придумав новую технологию сварки образцов из латуни с применением аргона. Это стало огромным прорывом в сварочной деятельности.
Большинство молодых сварщиков при необходимости соединения двух деталей из латуни, конечно же, выберут традиционную технику сваривания данного материала, предполагая, что так намного эффективнее и проще. Но это абсолютно не так. В итоге они только испортят заготовку, добьются занижения самооценки.
Особенности технологии
Сущность процесса — в образовании шва в один слой. После его завершения соединение проковывается.Повторное прохождение по шву не допускается, так как при выполнении сварочных работ на соединительном участке откладываются шлаки, образуя корочку, которую просто невозможно пробить.
- Если толщина металла свариваемых элементов конструкции более 5 мм, тогда данную технологию применять не рекомендуется.
- Края соединяемых заготовок лучше обрабатывать перед сваркой специализированным флюсом, который предотвратит испарение цинка.
- Сварные работы рекомендуется осуществлять при помощи латунной многокомпонентной проволоки.
- Рекомендуемые режимы температур при отжиге: 750 градусов — предварительный нагрев соединяемых частей изделия; 625 градусов — температура самого отжига; 100 град./час — скорость смены нагрева охлаждением.
- Рекомендуемая мощность горелки — 120 л/ч горючего состава на 1 мм материала.
Чтобы отличить латунь от прочих сплавов, нужно в процессе сваривания обратить внимание на поведение расплавляемого материала. При аргонодуговой сварке латунь будет плеваться, шипеть.
Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Преимущества методики
Сварка латуни аргоном выполняется с применением неплавящихся электродов и является достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединения образцов из латуни считается наиболее экологически безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также производить наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющих специализированное покрытие, флюсов.
- Данная технология характеризуется высокой производительностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.
- Благодаря применению инертного газа края свариваемых латунных заготовок надежно защищаются от возможного формирования нитридных, оксидных слоев.
Важно помнить!Выполнять аргоновую сварку в бытовых условиях при необходимости соединения конструкций из отдельных латунных деталей необходимо со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Поэтому рабочее место обязательно должно быть оборудовано эффективной вентиляционной системой, вытяжкой или стоит проводить сварочные работы исключительно под открытым небом. Но в любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.
electrod.biz