Как варить нержавейку электродом в домашних условиях. Сварка нержавейки электродом в домашних условиях инвертором
Как варить нержавейку электродом в домашних условиях — Elfterra.ru
Содержание статьи:
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

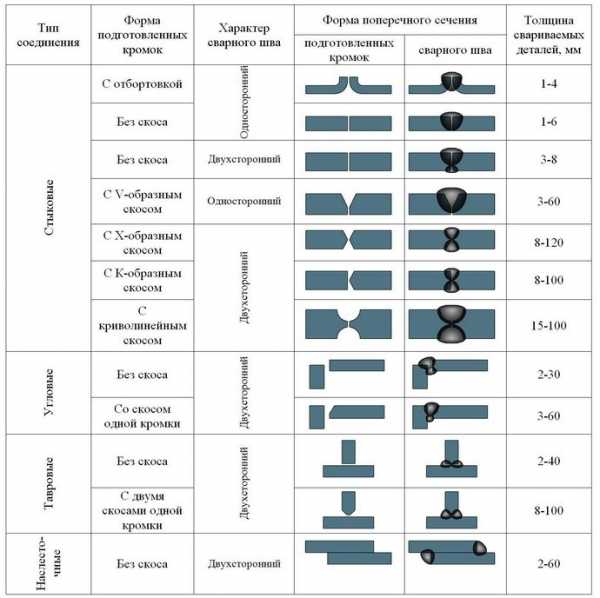
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
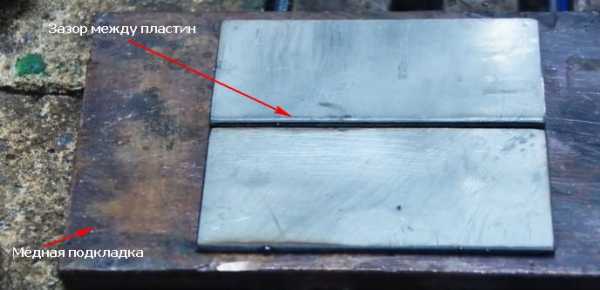
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
Сверка нержавейки – это достаточно трудоемкая, но вполне выполнимая в домашних условиях процедура. Сплавы, содержащие до 25% никеля и аналогичное количество хрома, достаточно легко взаимодействуют друг с другом. Подобные сплавы отлично соединяются и с другими металлами, за исключением магниевых и алюминиевых сплавов.

Перед тем как приступить непосредственно к сварке деталей необходимо стальной щеткой зачистить поверхность кромок.
Однако при выполнении этой работы необходимо обращать свое внимание на тот факт, что при нагреве до 500-700 градусов некоторые никелированные сплавы способны выделять карбиды. Степень их выделения напрямую зависит от продолжительности обработки. Поэтому время работы должно быть как можно меньшим.
При самостоятельном выполнении сварки нержавейки следует учитывать отличия ее физических параметров от соответствующих свойств углеродистого проката. Так, к примеру, удельное электрическое сопротивление нержавейки выше примерно в 6 раз, а точка плавления на 100 градусов меньше. Теплопроводность этого металла составляет порядка 1/3 от соответствующего значения углеродистого проката. А показатель теплового расширения по длине больше примерно на 50%.
Самостоятельная сварка нержавейки может быть выполнена в соответствии с одним из нескольких методов. В случае если толщина металла превышает 1,5 мм, то, как правило, применяется ручная дуговая сварка вольфрамовыми электродами. Для сварки тонких листов и труб используется метод дуговой сварки, выполняющийся при помощи плавящихся электродов в инертном газе.
Наиболее распространенными являются такие методы сварки:
Схема аргонной сварки фольфрамовыми электродами.
- вольфрамовыми электродами в аргоне;
- покрытыми электродами;
- полуавтоматическая аргонная сварка проволокой из нержавейки.
Кромки деталей нужно соответствующим образом подготовить к обработке. Подготовка почти такая же, как и в случае с низкоуглеродистой сталью, за одним лишь исключением – сварочный стык должен иметь зазор, благодаря которому будет обеспечена свободная усадка швов.
Перед началом работы поверхности кромок следует зачистить до блеска при помощи стальной щетки. Рекомендуется промыть их растворителем. Хорошо подходят ацетон и авиационный бензин. Растворитель удалит жир. Это исключит образование пор в шве и предотвратит снижение устойчивости дуги.
Если объем предстоящих работ сравнительно небольшой, то для сварки нержавейки можно использовать паяльник. При этом вам понадобится:
Схема сварки паяльником.
- электрический паяльник на 100 Вт;
- трубка;
- напильник или наждачка;
- паяльная кислота;
- трос из стали;
- оловянный припой для работы со сталями.
Подготовьте паяльник на 100 Вт и флюс. Приобретать для работы с нержавейкой паяльник более высокой мощности не имеет смысла. В качестве флюса хорошо подойдет паяльная кислота. Позаботьтесь и о том, чтобы у вас под рукой был оловянно-свинцовый припой.
Зачистите место соединения. Для этого вам понадобится наждачка или напильник. После завершения очистки нужно будет нанести паяльную кислоту с дальнейшим обслуживанием. В том случае, если обслуживание не выходит (т.е. если припой не пристает к поверхности нержавейки), разогрейте поверхность, повторно нанесите паяльную кислоту и повторите попытку обслуживания.
Если и повторная попытка не дала ожидаемого результата, рабочую поверхность следует обработать при помощи специальной щетки. Ее можно сделать своими руками. Для этого вам понадобится кусок трубки диаметром порядка 0,5 см. Поместите в него тонкие жилы от стального троса. Нанесите кислоту на участок пайки, а затем одновременно поднесите к нему паяльник и щетку. Начинайте водить сразу двумя инструментами.
После того как с нержавейки будет удалена оксидная пленка, приступайте к соединению деталей при помощи паяльника и флюса.
Для такой работы лучше всего использовать жидкотекучий флюсованный припой с высокими капиллярными свойствами и невысокой рабочей температурой поверхности. Подобный припой отличается достаточно высокой пластичностью и раскислительными параметрами, которые очень кстати при сварке нержавейки.
Пошаговая инструкция по сварке покрытыми электродами
Схема покрытого электрода.
Эта методика сварки нержавейки обеспечивает нормальное качество швов даже без особого опыта со стороны исполнителя. Если у вас нет высоких требований к качеству соединения, то можете использовать именно этот способ сварки.
Покрытыми металлическими электродами, которые могут использоваться для такой работы, являются электроды ЦЛ-11, ОЗЛ-8 и НИАТ-1. Рекомендуется использовать такие электроды, которые смогли бы обеспечить главные эксплуатационные качества сварного шва – значительную жаростойкость, устойчивость к коррозии и хорошие механические показатели.
Сварка выполняется при помощи постоянного тока обратной полярности. Нужно стараться обеспечить меньшее проплавление шва. В этом случае используются электроды небольшого диаметра, имеет место очень низкая тепловая энергия. Сила тока – приблизительно на 20% ниже, чем для сварки обычной стали.
Большой ток использовать не рекомендуется. Электроды имеют высокое электрическое сопротивление и довольно низкую теплопроводность. Из-за этого их покрытие может перегреться. Такие электроды плавятся гораздо быстрее, чем обыкновенные стальные. Будьте готовы к этому, если вы впервые будете заниматься сваркой нержавейки.
В целях сохранения коррозионных характеристик шва важно обеспечить его быстрое охлаждение.
Для этого применяется обдувание воздухом или медные прокладки. В случае применения хромоникелевой стали аустенитного класса охлаждение может быть выполнено при помощи воды.
Схема сварки полуавтоматической горелкой.
Этот способ обычно применяется при сваривании очень тонкого металла, а также в тех случаях, когда нужно получить высококачественный сварной шов. Сварка вольфрамовыми электродами отлично подходит для работы с трубами из нержавейки, используемыми для перемещения газов и разнообразных жидкостей под давлением.
Сварка выполняется в инертной среде переменным либо постоянным током прямой полярности. В качестве присадочного вещества лучше всего использовать проволоку с более высоким показателем легирования, чем основной металл. Работа выполняется без колебательных движений, т.к. они могут нарушить защиту области варки, в результате чего металл шва окислится, а стоимость сварки увеличится.
Зачистка обратной стороны шва выполняется поддувом аргона от воздуха. Важно не допустить того, чтобы вольфрам попадал в сварочные ванны. Лучше всего зажигать дугу на угольной либо графитовой пластинке или использовать бесконтактный поджог.
Чтобы снизить расход материалов для сварки, не выключайте подачу защитного газа сразу же после завершения процедуры. Сделайте это примерно через 15 секунд. Благодаря этому интенсивное окисление нагретых электродов будет исключено, а срок их службы увеличится.
Сварка нержавейки имеет ряд особенностей. Если вы не учтете их во время работы, то могут появиться определенные дефекты швов. Например, спустя некоторое время после завершения работы в зоне сварных швов может образоваться «ножевая» коррозия.
Под воздействием высокой температуры из-за аустенитной структуры швов могут появиться горячие трещины. Главной причиной хрупкости шва является высокая температура и стигматации. Для предотвращения образования таких трещин следует применять присадочные материалы, которые позволяли бы создавать высокопрочные швы. Содержание феррита в составе не должно быть менее 2%. Не нужно выводить кратеры на основной металл.
При автоматической сварке работа обычно выполняется на уменьшенных скоростях. Рекомендуется делать меньше подходов. Использование короткой дуги и повышение скорости существенно снижают вероятность появления деформаций и делают сварку менее дорогой. На устойчивость нержавейки к воздействию коррозии хорошо влияет сварка, выполняемая на максимальной скорости.
Таким образом, при выполнении сварки нержавеющей стали в домашних условиях нужно учитывать состав и свойства материала и знать, какой способ лучше всего использовать в каждом конкретном случае. От этого напрямую зависит результат. Удачной работы!
Как варить сварочным инвертором: нюансы процесса
Роскошные кованые перегородки в интерьере
Как произвести ремонт инверторного сварочного аппарата своими руками?
Мангал своими руками из металла: стационарная и мобильная конструкции
Как сделать кованый нож своими руками?
Вопрос безопасности остается открытым
Немогу подобрать диодный мост на входе
Интересная конструкция. Главное что все просто.
С таким ножом я бы только на тихую охоту ходил) На другую не рискну)
Какая красота! К кому можно обратиться с подобным заказом в Казани?

Кузница досталась нашему специалисту в наследство от прадеда, и самое интересное все мужчины в семье.
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Делимся секретами или сварка нержавейки штатным инвертором — видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов — видео
Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
elfterra.ru
как варить нержавеющую сталь инвертором в домашних условиях
Нержавеющая сталь — один из самых популярных материалов в современном строительстве и производстве. Для работ с ней в больших цехах используют аргоновую сварку и дорогостоящие вольфрамовые электроды. В домашних условиях сталь варят электродами с помощью аппаратов инверторного типа, которые обеспечивают отличное качество и надежность соединений. Такие устройства мобильны, компактны и долговечны при правильной их эксплуатации.
1
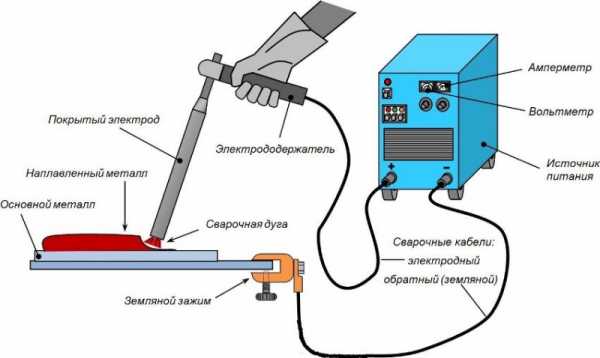
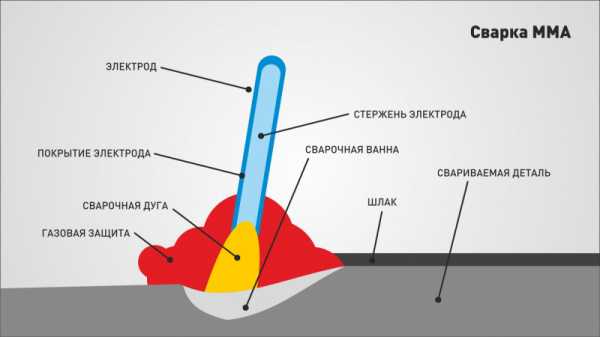
Метод ручной сварки инверторным аппаратомВо время сварочных работ по нержавеющей стали с электродом его покрытие плавится, создавая на поверхности шва специальный газошлаковый слой, который разделяет место сварки и электрическую дугу. Надежность соединения обеспечивает взаимодействие расплавленного металла электродов и основного обрабатываемого элемента. Такая технология имеет международное название MMA (Manual Metal Arc) и именно эта аббревиатура указана на большинстве инверторных сварочных аппаратов.
Подобные устройства получили широкое распространение в бытовых условиях, когда необходимо выполнить качественное соединение нержавейки и различных цветных и черных металлов при минимальных затратах и небольшом объеме работ. Они питаются от обычной электросети со стандартным напряжением 220В, имеют небольшой вес и компактные размеры, что позволяет использовать их на высоте и легко транспортировать.

Внутри аппарата происходит качественное преобразование тока, которое протекает за счет трансформаторов и других электрических элементов схемы в несколько этапов. На выходе образуется высокочастотное переменное напряжение, что обеспечивает качественную дугу для плавления и способствует ровному и надежному финишному металлическому шву.

Контактная и точечная сварка нержавейки и различных металлов ручным методом производится любыми типами инверторных моделей, включая самодельные полуавтоматы с подходящими параметрами. При выборе устройства обращают внимание на такие его особенности, как:
- Диапазон рабочих температур. Инверторные сварочники практически не используются для работ при температуре ниже 5 градусов, при этом некоторые изделия не рассчитаны на «жаркие» условия и не могут обеспечить нормальное качество сварки даже при 0 градусов.
- Мощность, сила тока и продолжительность работы. Чтобы обеспечить нормальное сваривание нержавеющей стали различных типов и марок, выбирают аппараты с выходной силой не менее 180–200 Ампер. При меньших значениях качественно сварить такой материал будет проблематично, даже с учетом дорогостоящих электродов.
- Присутствие в устройстве дополнительных функций. Это не так важно для простой сварки, но иногда эти опции влияют на скорость работы и позволяют существенно улучшить качество шва. Регуляторы напряжения, вольтметр присутствуют на любом заводском аппарате в качестве базовой «начинки». К таким полезным кнопкам относят: «горячий пуск», усилители напряжения, возможность контроля равномерности на дуге, переключатель TIG/MMA и другие полезные дополнения.

Чтобы процесс работы с высоколегированной сталью протекал эффективно, аппарат необходимо правильно настроить и выбрать качественные электроды. Последние выбирают в зависимости от показателя силы тока, который используется тем или иным устройством и типа самой стали, которую предполагается варить. Соответствующие соотношения и рекомендации указаны на упаковках с электродами, а также в технической документации к инверторным аппаратам и в специальных таблицах.
Латунь – состав и свойства сплава, как отличить от бронзы в домашних условиях
2
Свойства нержавейки, которые необходимо знатьПроцесс сварки по нержавейке ручным инвертором достаточно прост, если выполнить подготовку материалов, настроить аппарат на необходимые параметры и знать особенности «поведения» высоколегированных сталей. Специалисты отмечают три основных рабочих параметра этого материала при проведении работ.

Прежде всего, нержавейка имеет высокий показатель взаимодействия с внешней средой. Это приводит к образованию крупных пор и неровностей на линии шва. Поэтому для получения качественного соединения используют электроды с защитной обмазкой, которые во время работы создают искусственное облако газа (особенно для защиты при получении высокой точности шва).
Кроме того, долгое заваривание и удержание дуги на одном и том же участке ведет к быстрому его перегреву и, как следствие, выгоранию легирующих элементов в составе сплава (межкристальная коррозия). Этот фактор повышает подверженность ржавчине, что со временем ухудшает общие свойства и надежность соединения. Чтобы этого избежать, необходимо вести работы по шахматному принципу, а подаваемый ток уменьшить на 25% по сравнению с той величиной, которая рекомендована для сварки обычных сталей.
И наконец, высокое линейное напряжение материала. В отличие от черных металлов, нержавейка под действием сварочной дуги активно расширяется, а в процессе остывания «сужается» до начальных параметров. Такой внутренний процесс ведет к нарушению герметичности за счет образования невидимых микротрещин. Поэтому кроме качественно подобранных настроек сварочника необходимо максимально точно выбрать электроды, с покрытием, которое будет органично сочетаться с основным металлом при плавлении.
Сварка полуавтоматом своими руками и его устройство
3
Подготовка металлической поверхностиДля проведения качественных сварочных работ по легированной стали, кроме надежного инверторного аппарата, необходимо также иметь в наличии подходящие электроды, растворители, детали и материалы для начальной и финишной очистки поверхностей и средства личной защиты (маска, перчатки, специальная обувь и роба).

Электросварка изделий проводится только после предварительной подготовки всех элементов. Этот процесс состоит из нескольких обязательных этапов.
Сначала удаляют пыль, грязь и иные отложения на стыке (пятен масла, краски и др.). Зачистку проводят металлической щеткой, болгаркой с нужной насадкой или стандартной наждачкой.

Далее идет обработка кромок и поверхностей специальными растворителями, которые удаляют жировые отложения на металле. Это улучшает стабильность электрической дуги и повышает качество работ.

После этого проводят предварительную прокалку электродов для повышения обмазочных свойств. Это также способствует плавному рабочему процессу и повышает качество используемых материалов.
Если толщина краев соединения толще 4–5 мм, то выполняют разделывание кромок под углом 45 градусов для обеспечения лучшего наплавления и максимального заполнения зоны контакта с присадочным металлом. Сделать это возможно с помощью болгарки или ручным способом (напильником). Для получения высокоточного отреза (для особо «ответственных» изделий и труб) его делают на фрезерном станке.
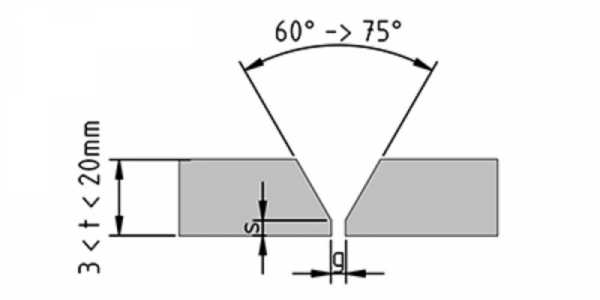
Для получения оптимальной усадки сварной стык обязательно должен иметь небольшой зазор. Это правило актуально для всех сплавов толщиной от 3 до 25 миллиметров. Но если необходимо заваривать тонкий листовой металл (1–2 мм), то обе его части, наоборот, плотно соединяют между собой и выполняют специальные прихватки.
Аргоновая сварка – простая и эффективная
4
Сварка нержавеющей стали простым инверторомПосле проведения подготовительных работ приступают к сварочному процессу. Для этого используют качественный инвертор с правильными настройками под конкретный материал и ток обратной полярности. Однако в зависимости от типа сплава и его толщины показатели инвертора могут менять.

Например, для самых тонких листов (1–2 мм) рекомендуется постоянное напряжение при силе тока 30–60 ампер и диаметре стержня электрода 2-2,5 мм. Тогда как для 4-миллиметровой стали показатели увеличивают в 2 раза и используют переменный ток.

Для листов или изделий с толщиной более 8 мм рекомендуется предварительно подогреть рабочую поверхность паяльной лампой до температуры 100–150 градусов. Это позволит избежать резкого перепада температур и обеспечит более ровный и крепкий сварной шов.
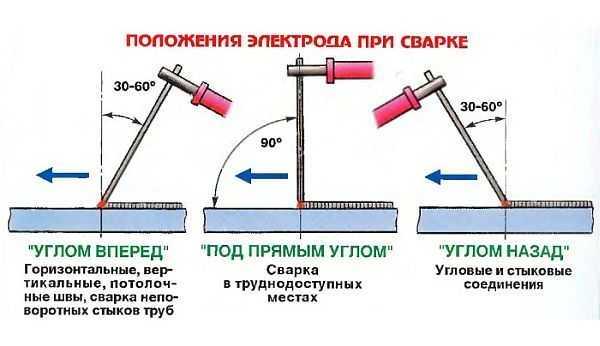
При работе с высоколегированными и жаропрочными сталями различных марок шов выполняют короткой дугой и ведут его намного быстрее, чем при работе с обычными черными металлами. Чтобы повысить скорость проварки, колебательные движения держателя с электродами во время процесса полностью исключают. Материал удерживают в положении 50–60 градусов относительно земли, повернув его в удобную для руки сторону.
На концах выполненного шва дополнительно оставляют «замок», который предотвращает появление микротрещин и увеличивает общую долговечность шва. Для этого дугу прерывают, оставляя электрод на одном месте, и отводят сварочный держатель в другую сторону.
По окончании процесса материал должен как следует остыть в естественной среде. Иногда для ускорения используют воду или специальные медные прокладки, однако делать это в случае с нержавейкой нежелательно, так как качество полученного стыка может пострадать из-за высокого показателя линейного расширения, что приведет к последующей коррозии сваренного участка.

По истечении 5–10 минут (не раньше и не позже) обязательно отбивают образованный на поверхности шлак с помощью специального молоточка с острой гранью. Это также необходимо для улучшения антикоррозийных свойств. Во время этого одевают защитные очки, чтобы отскакивающие частицы не попали в глаза. После зачистки внимательно проводят визуальный осмотр рабочего шва для выявления возможных дефектов.

Если металл в дальнейшем будет эксплуатироваться под большим давлением, дополнительно проводят его опрессовку. При необходимости скрыть видимость сварного шва и придать металлу более эстетичный вид поверхность шлифуют, а затем по желанию полируют для придания дополнительного блеска.
5
Выбор качественных электродов для дуговой сваркиНа больших производствах, когда необходимо выполнить высокоточную газовую сварку с помощью аргона, используют преимущественно вольфрамовые электроды. Такие стержни особенно незаменимы, если необходимо приварить два разных по природе материала (черный металл+высоколегированная сталь или другие возможные сочетания). Однако для бытовых условий их стоимость довольно высока, в сравнении с большим количеством неплохих по качеству аналогов.

Так как любой сварочный аппарат инверторного типа работает преимущественно с переменным током, использование электродов с обмазкой и покрытием из карбоната кальция или магния, среди которых можно выделить такие, как СЭЗ ЦТ-15, СЭЗ Зио-8, FilArc 88S и др., не всегда целесообразно. Эти варианты надежны, но предназначены исключительно для сварки на постоянном токе в порядке обратной полярности.

Специалисты рекомендуют использовать варианты универсального типа, которые рассчитаны на несколько режимов сварки. Среди них лучше всего зарекомендовали себя электроды с рутиловым слоем, для обмазки которых применяют двуокись титана. Особенно хороши такие стержни при сварке стальных нержавеющих труб стандартных диаметров. Они надежно защищают сварочную ванну, дают возможность работать в любом положении и предотвращают излишнее разбрызгивание металла на поверхность, хорошо поддерживая комфортную стабильность дуги.
Из наиболее востребованных деталей, которые характеризуются высокими эксплуатационными свойствами, выделяют: Electric Omnia-46, ОЗЛ-6, ОЗЛ-8, МР-3, ОК-46, ESAB OK-45, АНО-27, ЦТ-28, АНЖР-1,2, Elex 3,0 и другие.
Чтобы выбрать те варианты, которые максимально эффективно подойдут для дуговой сварки ММА способом, обязательно учитывают тип и класс нержавеющей стали (простые, жаропрочные, жаростойкие, высоколегированные и др.). Например, электроды вида АНО-27 применяют как для работы с обычными материалами, так и с теми конструкциями, которые в процессе эксплуатации подвергаются высоким динамическим и статическим нагрузкам.

Надежный и функциональный инвертор с правильными настройками и подходящими электродами позволит проводить целый комплекс сварочных работ по нержавейке, черным и некоторым цветным металлам на даче, в загородном доме, гараже и т. д. Главное, четко следовать технологическому процессу, провести необходимую подготовку и обязательно учитывать физико-химические свойства различных по типу материалов.
metallkin.com
Сварка нержавейки инвертором в домашних условиях |СВАРОЧНОЕ ДЕЛО
Сварка нержавейки в домашних условиях
Сварка нержавейки инвертором
Сварка нержавейки – сегодня это несложная проблема в домашних обстоятельствах, зависящая от большого количества возможностей. По утвержденной систематизации нержавеющая сталь причисляться к разновидности высоколегированных сталей. В роли легирующего компонента применяется хром с содержанием примерно двадцать процентов. Помимо этого в нержавейке смогут применяться молибден, никель, марганец, титан а также другие металлы. Вспомогательные металлы и сплавы повышают противокоррозионные характеристики нержавеющей стали, и дополнительно придают ей некоторые физико-механические достоинства. Если вдруг вам требуется выполнять сварные работы по нержавейке, следует принимать во внимание, что сваривание нержавеющей стали инвертором – это на сегодня испытанный и по этой причине подходящий каждому, метод соединения конструкций из нержавеющей стали.
Сварочные агрегаты и электроды

Сварочный инвертор
Сварочные агрегаты инверторного вида считаются одними из особенно востребованных и никак не удивительно, что конечно у множества хозяев автогаражей и дач, они есть в наличии. Однако у всех них появляется довольно логический вопрос – возможно ли при помощи инвертора сварить детали из данного своенравного вида материала, каким является нержавеющая сталь? Ответ лежит на поверхности возможно, в случае, если выполнять абсолютно все нужные условия. Cварка нержавеющей стали инвертором сможет производиться с применением специфических сварных электродов, к примеру, ОЗЛ-8, с маркировками 08X18Н10Т, 08X18h20 и 12X18H9. Применение особых электродов даёт возможность избегнуть явления межкристаллической коррозии или простым языком образованию ржавчины на швах. К тому же сварочный шов, достигнутый при использовании специфических электродов, в силах спокойно выдерживать влияние не только природных проявлений, но и кислотную, а так же щелочную среду. Кроме того, сваривание нержавеющей стали инвертором может проводиться при источнике постоянного электрического тока с обратной полярностью короткой дугой. То есть на электроде обязана существовать плюсовая полярность, а на свариваемой компонента минусовая. Для того чтобы в течение время сварки исключить излишнего окисления либо обеззараживания надежнее совершать сварные работы в среде защитных газов, аргонный сваркой. Предварительно ее началом свариваемую плоскость исходного материала нужно, как можно аккуратнее отчистить от загрязнений и пыли. Направление сварного шва сможет быть в всяком пространственном положении. Пристальное внимание концентрируйте на мощность агрегата. Ради применения в домашних целях (сварка нержавеющей стали или алюминия и его сплавов), будет довольно инвертора, подающего на выходе 160 ампер. Выше 200 ампер выдают высокопрофессиональные модификации.
Качества нержавеющей стали, которые надо учитывать
Дополнительно на электросварку нержавейки выказывают воздействие несколько различающихся качеств, какими снабжен высоколегированный металл: 1.Теплопроводимость. У высоколегированных сталей теплопроводимость ниже в два раза, чем, например, у низкоуглеродистых металлов и сплавов. Из-за подобного электросварка нержавейки проходит при сниженной силе электрического тока на двадцать%. 2.Коэффициент прямолинейного расширения выше, нежели у остальных металлов и сплавов. По этой причине важен довольный зазор промеж толстыми деталями, для того чтобы избежать деформаций. Если вдруг снять производственный процесс сварки на видеоролик, в таком случае заметно как неравномерно расширяются детали из нержавеющей стали. 3.Высокохромистые стали имеют возможность утрачивать свои противокоррозионные характеристики. Это событие назвали межкристаллической коррозией. Суть в том, что при температуре сварных процессов, по кромкам металлических зерен возникает карбид хрома а также железа, с помощью какого в глубь металлов пробивается ржавчина. С этим фактом явлением ведут борьбу разнообразными технологиями. В основном стремительно остужают то место сварки, для того чтобы не допустить утраты коррозийной стойкости. До началом сварки нержавейки инвертором в домашних обстановках плоскость нетолстой либо толстой части обрабатывается подобным же способом, как и пред сваркой низкоуглеродистых сталей. За случаем единственного эпизода – сварочный стык обязан быть с зазором, для того чтобы протекала свободная термоусадка. Плоскость деталей и края зачищают железной щеточкой а также промывают растворителями (бензином либо ацетоном). С помощью растворителя снимают жир, какие понижает устойчивость электродуги. Ручная сварка нержавейки в личных ситуациях с профессиональной помощью инвертора а также покрытых электродов даёт возможность спаять детали с сносным свойством сварного шва, а если нет особенных условий к соединению, тогда не нужно заморачиваться с прочими методами электросварки. Сварка нержавейки проводится токами противоположной полярности. В течение деятельности необходимо добиваться слабее проплавлять соединение и применять сварочные электроды малого диаметра. Однако перечисленное объективно для нетолстой детали из легированной стали. Чем по сущности толще обрабатываемая плоскость, тем больше по диаметру выбирается электрод. Мощь электрического тока в инверторе может быть снижена на 20% по сопоставлению со электросваркой низколегированных сталей. Относительно низкая теплопроводимость электродов и большое сопротивление в случае применении электрического тока большого номинала возможно приведёт к отваливанию кусочков напыления электродов. Ровно по тем же самым факторам сварочные электроды расплавляются скорее в течение времени сварки нержавейки. Перечисленное необходимо принимать во внимание, в случае, если вы лично самый первый раз свариваете нержавеющую сталь. Для того чтобы сберечь коррозийную устойчивость тоненькой либо толстой детали нержавеющей стали, необходимо выполнять охлаждение. Ради вышеуказанного применяют медные подкладки, однако в случае, если нержавейка представляет из себя хромоникелевую аустенитовую сталь, тогда возможно применять воду. Сварка нержавейки предполагает особенного умения. Иногда нужные видеоролики с техникой работы никак не сумеют оказать помощь, если вдруг вы вовсе не обладаете некоторыми способностями. Известно, проблема упрощается при применении сварки аргоном, однако и обычным инвертором с прямым электротоком возможно достичь хорошего качества сварного шва. Наиболее важнейший результат сварного шва нержавеющей стали – это конечно его герметичность. Из-за низкой теплопроводимости сплава, в сварном шве выходят раковины и поры. Все они результат плод вскипания стали. Для того чтобы избегнуть подобного явления, необходимо применять специализированные сварочные электроды для нержавейки.
Применение нержавейки
Сварные изделия из нержавейки
Множество изделий из нержавеющей стали используются в фармацевтической, продовольственной индустрии либо в личных условиях. Перечисленное обязывает к конкретной обработке сварного шва. Для того чтобы продукция смотрелось привлекательно в жизни и на видео, сварочный стык зачищают а также шлифуют при помощи абразивов на базе окисла циркония либо алюминия и его сплавов. Впоследствии подобной обработки нержавеющее изделие совершенно не предполагает вспомогательного санитарного обслуживания. При использовании личного сварного аппарата, абсолютно всю работу возможно осуществить самостоятельно, именно поэтому себестоимость этих выполненных работ получится напрямую пропорциональна цены электродов. В среднем стоимость электродов для сварки нержавейки, бывает самое большее 700 руб за упаковку, однако существует и наиболее доступные по стоимости предложения. В случае, если использовать услуги сварщика, тогда сумма вырастет как минимум двукратно, так как надлежит проплачивать его работу.
svaro4ka.ru
Сварка нержавейки инвертором
Сварка нержавейки инвертором производиться при помощи специальных электродов. Данные сварочные электроды, в основном, производятся на крупных промышленных предприятиях, таких, к примеру, как «СпецЭлектрод». Далее, представлены наиболее часто используемые сварочные электроды, применяемые для сваривания нержавейки: ЦЛ-11, ОЗЛ-8, ЦТ-28, ЦТ-15, ЭА-400/10У и т.д.
Сваривание при помощи электросварки производиться таким образом, что дуга возбуждается на расстоянии от плоскости детали, которую следует сварить, до электрода. Чтобы результат сварки был успешным, достаточно соблюдать простые правила, благодаря которым сварка нержавеющих деталей будет очень качественной и быстрой.

К свариваемой поверхности, прикрепляют кабель, выходящий из сварочного аппарата. Второй кабель, с электродом, следует приблизить к свариваемой поверхности, вследствие чего, произойдет образование сварочной дуги.
Чтобы сварка нержавейки инвертором получалась надежной, следует пользоваться правилами сварки при помощи электродов. Оптимальное расстояние между кончиком электрода и свариваемой деталью лежит в пределах от 2 до 6 мм. Вследствие влияния высоких температур происходит оплавление металла и заполнение канавки, образуемой во время воздействия дуги на поверхность свариваемого металла. При правильном перемещении электрода, произойдет заполнение всей канавки, и качество сварки будет высоким.

Чтобы результат сварочных работ был хорошим, следует обратить внимание на выбор электродов для сварки. У сварочных электродов, используемых для сваривания нержавейки, должна быть хорошая ударная вязкость и вязкость сварного шва, а кроме этого. Кроме этого, немаловажный фактор в таком деле как выбор электродов для сварки – это то, что диаметр электрода и толщина детали, которую требует сварить, должны находиться в правильном соотношении.
Чтобы сваривание было удачным, положение электрода во время сварки должно иметь правильный угол. Это важно для осуществления полного контроля за сварочным процессом. Значение угла наклона должно равняться примерно 80-ти градусам. Наклон должен производиться к дуге. Дуга зажигается за счет того, что электрод черкает поверхность свариваемой детали или же за счет ударов со средней силой по свариваемой поверхности.
Сварка нержавейки инвертором видео
Помимо всего сказанного, стоит помнить, что сварка нержавейки инвертором предполагает то, что сила тока имеет требуемое значение. Если значение силы тока будет слабым – будет происходить постоянное затухание электрода, и сварка будет плохой. Если значение силы тока будет больше чем необходимо, то будет происходить прожигание металла, а это тоже отрицательно скажется на качестве сварки.
sdelaj-sam.com
| При принятии решения о сваривания нержавеющей стали, и изделий из нее в домашних условиях следует учитывать все особенности материала и подобрать оптимальный способ для выполнения этих работ. Нужно учитывать, что процесс по свариванию изделий из нержавеющих сталей требует очень большого труда. Затрудняется процесс выполнения сварных работ образованием в процессе тугоплавких карбидов, а также повышению хрупкости металла, особенно на месте шва. Также не стоит забывать о возможности развития межкристаллитной коррозии.В принципе по большому счету можно сваривать нержавейку любым из существующих способов сварки, будь то: аргоновая, аргоново-дуговая, точечная, холодная, импульсно дуговая и другие. Но на практике, конечно же, существует наиболее оптимальный и действенный способ не требующих через, чур, огромного затрачивания времени и сил при выполнении сварных работ. Лучше всего осуществлять, наплавку нержавейки применяя метод пайки металлов. В любом случае какой-бы метод не был выбран необходимо обработать получившийся сварной шов на изделии или конструкции из нержавеющей стали. На поверхности сварного шва зачастую появляется пористый слой, образованный воздействием оксида хрома. Его легко укрепить при помощи травления и последующей обработки сварного шва. При профессиональном выполнении травления шва практически в 100% удается убрать вредный оксидный слой и устранить зону с низким содержанием хрома. Для выполнения травления рекомендуется использовать смешение двух кислот: азотистой и фтористоводородной. Для достижения наиболее хорошего результата перед выполнением сварных работ необходимо предварительно подготовиться к процессу сварных работ и учесть ряд требований: - для избежание охрупчивания металла необходимо ограничить содержание ферритной кислоты в окружающем пространстве; - для не допускания коробления конструкций нужно увеличить длину прихватов и уменьшить расстояние между ними; - желательно сочетать в конструкции металлы с аустеничной структурой, это будет залогом выдерживания негативного влияния низких температур
|



www.samsvar.ru
Сварка нержавейки инвертором

Нержавеющая сталь является наиболее предпочтительным из всех материалов, применяемых для изготовления разнообразных конструкций: болтов, крепежных систем, баков, консервных банок, арматуры и т.д. При необходимости производства или ремонта каких-либо изделий, применяется сварка электродом с помощью инвертора. Это достаточно трудная работа, которая требует определенного опыта и знаний необходимых параметров, влияющих на сварочный процесс. Для того, чтобы получить в итоге качественную работу, стоит изучить все нюансы метода сварки нержавеющей стали инвертором.
Данный аппарат для сварки стали играет роль основного источника питания для электрической дуги. Он обеспечивает качество работы, горение дуги и легкий поджиг. Главным фактором является достижение устойчивости к различным помехам. Источниками питания для сварочной дуги также могут служить трансформатор и выпрямитель. Инверторный тип аппарата для сварки был изобретен в прошлом веке и стал особенно популярным из-за своей высокой эффективности.
Особенности сварки нержавеющей стали

Нержавеющая сталь классифицируется как высоколегированный металл, так как она на 20% состоит из хрома. В ее состав могут входить никель, титан и другие элементы, благодаря которым повышается устойчивой стали к коррозии. Отличительными свойствами нержавеющей стали являются:
1. Любая высоколегированная сталь обладает более низкой теплопроводостью, по сравнению низкоуглеродистыми металлами. В связи с этим, сварка нержавейки должна происходить на пониженном токе (примерно на 20%).
2. Нержавеющая сталь обладает высоким коэффициентом линейного расширения. Поэтому, во избежание деформации, между плотными деталями материала необходимо предусматривать необходимый зазор. Также, следует учитывать момент, что в момент сварки расширение деталей происходит неравномерно.
3. Отличительной характеристикой высокохромистых материалов является межкристаллическая коррозия, что означает возможное понижение устойчивости к коррозии. Сложность состоит в том, что во время сварки края стали начинают покрываться хромом и карбидом железа. Чтобы исключить эту проблему, используется быстрое охлаждение.

Методы сварки нержавеющей стали

- Ручная дуговая сварка. Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе. Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.
- В случае необходимости соединения тонкой нержавеющей стали обычноприменяется метод аргонодуговой сварки с использованием чистого аргона или аргонно-гелиевой смеси. В этом случае сварка производится с помощью присадочной проволоки либо без нее.
- Полуавтоматическая сварка применяется, когда нужно соединить толстые детали. Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.
 Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Для самостоятельной сварки нержавейки инвертором вам необходимо приготовить:
- Инвертор.

- Зажимы для заземления.
- Электроды.
- Силовой кабель (не меньше 2 м.).
- Растворитель.
- Защитную одежду, маску и перчатки.
- Проволоку.Зажимы для заземления.
- Электродержатели.
- Стальную щетку.
- Силовой кабель (не меньше 2 м.)

Сварка нержавеющей стали инвертором. Инструкция
Перед сваркой необходимо тщательно подготовить и обработать поверхности к работе. Обработка нержавеющей стали практически не отличается от обработки низкоуглеродистых металлов, дополнительно следует предусмотреть зазор сварного стыка для обеспечения правильной усадки. Рабочую поверхность и кромки необходимо обработать стальной щеткой, после чего тщательно обработать растворителем (бензином или ацетоном) для удаления жира, который мешает устойчивости дуги.

Самостоятельная сварка инвертором и электродами дает возможность получения качественных сварных соединений. В случае предъявления дополнительных требований, следует приобрести инвертор, имеющий специальный режим для сварки нержавеющей стали: электроды должны соответствовать ГОСТу, поэтому вы должны разбираться в марках стали.
Для сварки нержавейки применяется ток обратной полярности. В процессе работы следует стараться меньше проплавлять швы, поэтому лучше не брать электроды с большим диаметром (они пригодятся для работы с толстыми поверхностями).
Как мы уже отмечали, ток для сварки нержавейки должен быть ниже, чем для работы с низколегированными металлами. В противном случае, покрытие электродов начнет отваливаться из-за высокого сопротивления и недостаточной теплопроводности. Для новичков это часто становится неожиданностью. После полной готовности шва нужно провести процесс охлаждения для улучшения устойчивости металла к коррозии. Для этого используются медные прокладки.
Таким образом, процесс сварки нержавеющей стали инвертором предусматривает наличие необходимых знаний и опыта. Если этого нет, не следует сразу надеяться на идеальный результат. Естественно, при сварке аргоном процесс будет происходить намного быстрее и проще, однако сварка инвертором тоже может дать неплохой результат.
Отличительной особенностью сварки нержавеющей стали инвертором является возможность ее использования независимо от пространства и ситуации. Необходимо учитывать и то, что даже опыт не дает гарантию на получение качественного результата.
Выбор инвертора и электродов
Для того, чтобы выбрать нужный инвертор, следует учесть ряд моментов:
1. Рабочий температурный диапазон. Это важный момент, так как некоторые модели инверторов рассчитаны для работы в низких температурных условиях.
2. Сила и мощность тока. Если вам нужен инвертор для сварки нержавеющей стали для работы в домашних условиях, лучше делать выбор в пользу аппарата, имеющего показатель 180 А. Показатель 200 А и выше — это уже профессиональные модели.
Выбор инвертора для сварки нержавейки — очень важный момент, так как именно он оказывает большое влияние на качество сварки.
Для правильного выбора электрода, в зависимости от толщины металла, следует воспользоваться специальными таблицами. Ошибка в выборе электрода может повлечь за собой ухудшение герметичности шва, возникновение пор, трещин и раковин (из-за вскипания металла). Только использование подходящего электрода (в зависимости от работы) дает возможность получения прочного и надежного шва. Чаще всего применяются электроды ОЗЛ-6 и ОЗЛ-8, которые можно приобрести в каждом магазине за невысокую стоимость. Использование электродов ОК 46.00, МР-3 позволяет добиться качественного и комфортного сварочного процесса и получить красивый шов.
Нужно учитывать и то, что подобные электроды не только удобные — они представляют собой определенную опасность. После завершения сварки шов остывает и от него начинает отскакивать раскаленный шлак. Поэтому, нужно быть предельно осторожным и не находиться в непосредственной близости от изделия в момент его самоочищения. Выполняя сварку, соблюдайте необходимые меры безопасности, чтобы исключить возникновение травмы глаз и сильные ожоги: обязательно надевайте маску сварщика; используйте для работы только качественный держатель электродов для защиты рук; защитная одежда должна быть из плотного и прочного материала. Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
svarkagid.com