Содержание
Сварка нержавейки аргоном: как правильно варить нержавеющие трубы из стали
12Ноя
Содержание статьи
- Общая информация
- Особенности сварки нержавеющей стали аргоном
- Оборудование и расходные материалы для аргоновой сварки нержавейки
- Подготовка материала
- Соединение тонкого металла
- Соединение труб
- Pulse
- Как правильно варить нержавейку аргоном
- Аргонно-дуговая сварка нержавейки с инородным металлом
- Сварка нержавейки полуавтоматом (MIG)
- TIG
- Сварка аргоном нержавеющих труб
- Технология
- Сварка нержавейки в среде аргона при помощи проводника из вольфрама
- Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности. Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.


В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 МПа Удлинение 37% KSV +20° C 110 Дж -60° C 80 Дж |
OK Autrod 308LSi (OK Autrod 16. 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: 06X19H9T 01X18h20 01X19H9 | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 МПа Удлинение 36% KSV+20° C 110 Дж -60° C 80 Дж -196° C 60 Дж |
OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование: Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. Ток = (+). | G 1912 3 Nb Si / EN 12072 Аналог проволок: 08X19h20M3Б06X20h211M3TB | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 МПа Удлинение 35% KSV +20° C 100 Дж -60° C 70 Дж |
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.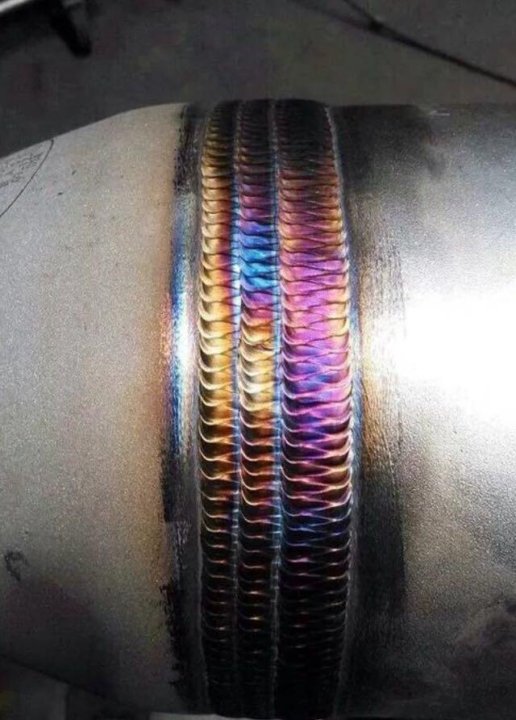
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1. 6-2.4 6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2. 4-3.2 4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их. Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.

Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Аргонодуговая сварка нержавейки: технологии и основные правила
Неразъемное соединение нержавеющих деталей чаще всего осуществляют с применением недорогой, однако эффективной технологии сварки в аргоновой среде. Этот инертный газ позволяет обеспечивать низкий уровень разбрызгивания и создавать фактически идеальную атмосферу сварочного процесса. При этом необходимо учитывать, что на готовых изделиях из нержавейки проблематично зачистить места соединения. А применение метода TIG дает возможность получать швы с высоким качеством поверхности.
1 / 1
Грамотно осуществляемая аргонодуговая сварка нержавейки позволяет предусмотреть все негативные нюансы процесса сваривания изделий из высоколегированной стали:
-
операция неразъемного соединения деталей из нержавеющих сплавов осуществляется при низком токе, это дает возможность максимально исключить вероятность их перегрева; -
создание среды инертного газа позволяет обеспечить быстрое охлаждение свариваемых заготовок.
Сфера применения
Изделия из нержавеющих сплавов отличаются высокой антикоррозионной устойчивостью. В связи с этим они применяются во многих областях, где требуется строгое соблюдение санитарных норм. Технология аргонодуговой сварки занимает главенствующие позиции при неразъемном соединении труб и тонких листовых деталей. Метод TIG используют для соединения деталей не только из нержавейки, но и при сваривании их с заготовками из латунных, бронзовых, алюминиевых, титановых, никелевых, медных сплавов. Данная технология пользуется большим спросом во многих производственных сферах. Это касается:
Данная технология пользуется большим спросом во многих производственных сферах. Это касается:
Преимущества данного метода
Технология ТИГ-сварки гарантирует массу признанных достоинств перед способом MIG, MMA и MAG:
-
позволяет зрительно контролировать сварочный процесс и рабочую дугу -
предоставляет возможность получать высококачественные швы; -
практически исключается разбрызгивание металла в ходе выполнения операции сварки; -
сваривание деталей можно осуществлять в любом пространственном положении; -
обеспечивается равномерный проплав шва по глубине, за счет проведения процесса сварки в среде инертного газа позволяет исключить воздействие на расплавленный металл воздуха, оказывающего негативное действие на место соединения деталей.

Несмотря на такое количество положительных факторов, TIG-сварка нержавейки имеет и один существенный минус. По сравнению с методами MMA и MIG на сваривание в аргоновой среде требуется значительно больше времени.
В связи с этим данная технология применяется в ситуациях, когда приоритет отдается получению изделия, сваренному на высоком качественном уровне, а время, затраченное на эту операцию, не играет основной роли.
Нужно понимать, что аргонодуговая сварка нержавеющих полуфабрикатов характеризуется рядом сложностей, требующих от сварщика определенных практических навыков.
Особенности сварочного процесса
Планируя сварку изделий из нержавеющих сплавов аргоном, стоит особо следить за положением горелки. Ее нужно держать так, чтобы во время процесса сваривания ось горелки имела наклон к плоскости соединяемых заготовок в 75…800. А мундштук должен быть наклонен в обратную сторону по отношению к направлению сварки.
Осуществляя сварочную операцию, требуется исключить различные колебания электрода. Потому что это может спровоцировать нарушение защитной «оболочки» сварки, создавая условия нежелательного окисления металла в шве.
Выполняя операцию сварки, необходимо присадочную проволоку располагать с наклоном в 900 к оси горелки. К тому же их наклон к горизонтальной плоскости соединяемых полуфабрикатов должен составлять 15-200.
Наибольшей эффективности можно достичь, если присадочный стержень расположить непосредственно над соединяемыми полуфабрикатами. Это даст возможность минимизировать перенос в зону сварки капель с присадочного металла.
Вольфрамовый электрод требуется перемещать перед дугой, обеспечивая равномерное его введение в свариваемое пространство. Рекомендуется исключить при создании неразъемного соединения по методу ТИГ поперечное перемещение присадочного стержня. Это не позволит спокойно подавать из горелки струю защитного газа, создавая предпосылки поступления воздуха в район сваривания.
По завершению сварочного процесса рекомендуется производить резкое отключение подачи аргона. Задержка на 10…15 секунд прекращения поступления защитного газа, позволит снизить расход вольфрамового присадочного прутка. В результате такого действия нагретый электрод будет менее интенсивно окисляться, значительно увеличивая срок его службы.
Качественные и прочностные параметры сваренного шва позволят обеспечить лишь строгое выдерживание определенных нюансов осуществления процесса сварки ТИГ.
Придать сваренному изделию из нержавейки законченный товарный вид дадут возможность лишь проведенные дополнительные работы. На поверхности соединительного шва в ходе выполнения операции образуется оксидная пленка. Она становится причиной уменьшения показателя коррозионной устойчивости металла. Для повышения этого параметра требуется осуществлять обработку готового изделия из нержавеющих сплавов.
Необходимое оборудование
Качественная сварка нержавейки аргоном осуществляется с помощью современных аргонодуговых установок. В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
-
КЕДР TIG-200PN DC. Несмотря на доступную цену, предлагаемая установка аргонодуговой сварки является представителем прогрессивного сварочного оборудования. Сварочный процесс TIG можно осуществлять как в линейном, так и импульсном режиме. При этом есть возможность легко задавать баланс импульса и настройку частоты. -
КЕДР UltraTIG-200P AC/DC. За счет хорошей универсальности станет незаменимой в любой ремонтной бригаде либо мастерской. С помощью данной модели можно осуществлять качественное неразъемное соединение деталей из нержавеющих сплавов, из-за возможности гарантировать постоянную глубину проплавления. При этом обеспечивается красивый внешний вид и стабильные геометрические параметры. -
КЕДР MultiTIG-2000P DC. Отличается широким функционалом, небольшим весом и компактностью. Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
 Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Читайте также
Аргонодуговая сварка: принцип, технология, применение и особенности
Инвертор постоянного или переменного тока – какой выбрать
Виды и назначение средств индивидуальной защиты сварщиков
Сварка в мостостроении
Насадки для сварки TIG нержавеющей стали
Carlos Plaza 10 комментариев
Кевин Стоун — старший изготовитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс дуговой сварки вольфрамовым электродом (GTAW/AKA TIG) для создания впечатляющей коллекции. орлов, драконов, динозавров и многого другого. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как деформация, охрупчивание и ржавчина. На самом деле, всего пять ампер могут отличить идеальный сварной шов от вороненой или прогоревшей детали. К счастью для нас, есть ряд проверенных и верных советов, которые все мы можем использовать для контроля тепловложения и овладения искусством сварки TIG на нержавеющей стали.
С тех пор он использовал процесс дуговой сварки вольфрамовым электродом (GTAW/AKA TIG) для создания впечатляющей коллекции. орлов, драконов, динозавров и многого другого. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как деформация, охрупчивание и ржавчина. На самом деле, всего пять ампер могут отличить идеальный сварной шов от вороненой или прогоревшей детали. К счастью для нас, есть ряд проверенных и верных советов, которые все мы можем использовать для контроля тепловложения и овладения искусством сварки TIG на нержавеющей стали.
Надлежащая установка – Надлежащая установка гарантирует использование только необходимого количества присадочного металла. Вы не можете добавить присадочный металл без добавления тепла, поэтому вы не хотите заполнять промежутки.
Присадочный металл – Чем толще стержень или проволока, тем больше тепла требуется для их плавления. Поэтому диаметр присадочного металла должен быть тоньше основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимы и иметь одинаковые механические свойства.
Поэтому диаметр присадочного металла должен быть тоньше основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимы и иметь одинаковые механические свойства.
Размер электрода – Стандартные размеры вольфрамовых электродов варьируются от 3/32 до 1-1/4 дюйма. Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для правильного размера.
Геометрия электрода – Конусность, не превышающая диаметр электрода более чем в 2,5 раза, создает сфокусированную дугу, способную образовывать глубокие тонкие валики и узкую зону термического влияния. Если электрод имеет конусность, превышающую его диаметр более чем в 2,5 раза, дуга может раздуваться веером. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Управление кончиками пальцев и ногой – Ножное управление позволяет более точно контролировать силу тока и не мешает руке с горелкой. Однако при сварке на лестницах или в неудобных положениях управление кончиками пальцев может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварочный аппарат относительно точен, вам нужно будет только немного отрегулировать управление кончиком пальца или ногой, чтобы управлять подачей тепла. Начните с низкой силы тока и дайте луже сформировать . Затем оттяните два-три ампера и добавьте наполнитель.
Однако при сварке на лестницах или в неудобных положениях управление кончиками пальцев может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварочный аппарат относительно точен, вам нужно будет только немного отрегулировать управление кончиком пальца или ногой, чтобы управлять подачей тепла. Начните с низкой силы тока и дайте луже сформировать . Затем оттяните два-три ампера и добавьте наполнитель.
Размер ванны – Толщина сварочной ванны должна быть равна толщине основного металла. Если лужа становится слишком большой, используйте управление кончиками пальцев или ножной педалью, чтобы уменьшить тепловложение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавляя присадочный металл, пока лужа не затвердеет.
Поток газа и скорость движения – Продолжайте подавать газ и направляйте его на лужу, пока оранжевый цвет не исчезнет. Постпоток также охлаждает ванну и электрод. Не перемещайте горелку слишком быстро. Это может сдуть газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Постпоток также охлаждает ванну и электрод. Не перемещайте горелку слишком быстро. Это может сдуть газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Нажмите, чтобы посмотреть учебное пособие по импульсной сварке ВИГ для начинающих
Полярность и импульсная сварка – Используйте импульсную дуговую сварку вольфрамовым электродом (GTAW-P) с отрицательным током электрода постоянного тока. При пульсации ток чередуется между высокой пиковой силой тока и низкой фоновой силой тока. Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет зоне сварки охлаждаться, предотвращая коробление, охрупчивание и выделение карбида. Чем выше частота импульсов (измеряемая в импульсах в секунду или PPS), тем более узким и концентрированным является конус дуги. Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Кроме того, скорость импульсов ограничивает поступление тепла. Высокоскоростная пульсация (обычно выше 100 импульсов в секунду) помогает взбалтывать сварочную ванну и высвобождать любую пористость или газ, оставшиеся в сварном шве.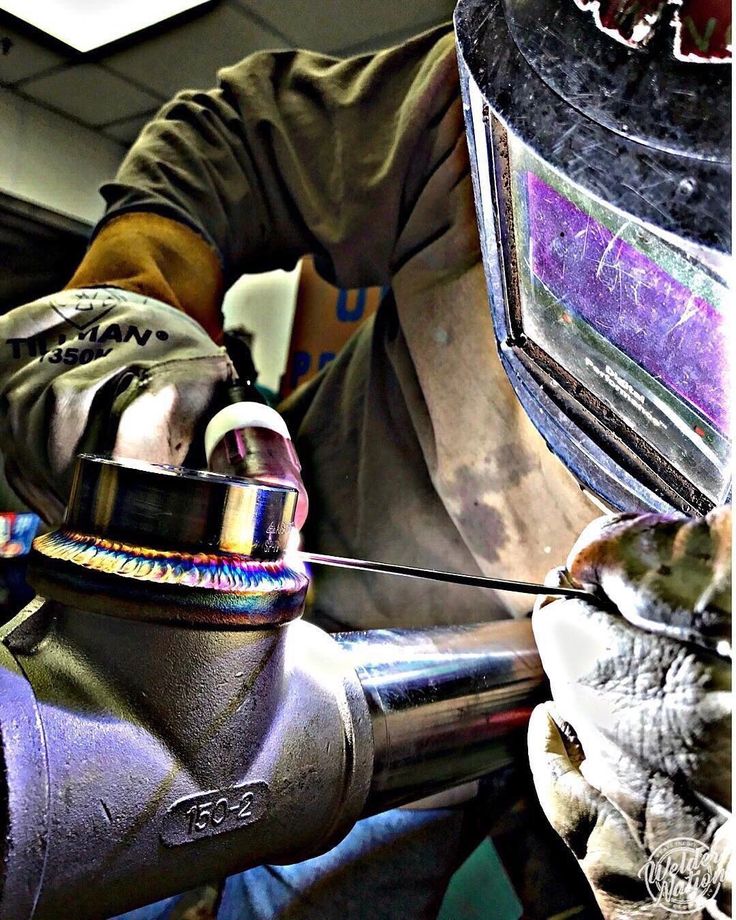
Обычные сварочные аппараты TIG ограничены примерно 10 PPS. Для повышения квалификации неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и доведите до 500 PPS. Не забывайте нормально дышать. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун. «Кроме того, мягкий хват делает руку более устойчивой. Держите факел крепко, но не слишком крепко, иначе наступит усталость и дрожь». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКУЙТЕСЬ, ПРАКТИЧЕСКИ, ПРАКТИЧЕСКИ! Сварка нержавеющей стали TIG может быть сложной задачей, но результаты стоят затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует усовершенствованный сварочный аппарат TIG для создания произведения искусства «Шок и трепет»
Справочник по сварке; Издание 9, том 2
Как сварить нержавеющую сталь методом TIG
перейти к содержанию
Сварка нержавеющей стали
TIG во многих отношениях проще, чем сварка низкоуглеродистой стали, если вы будете следовать правильным шагам.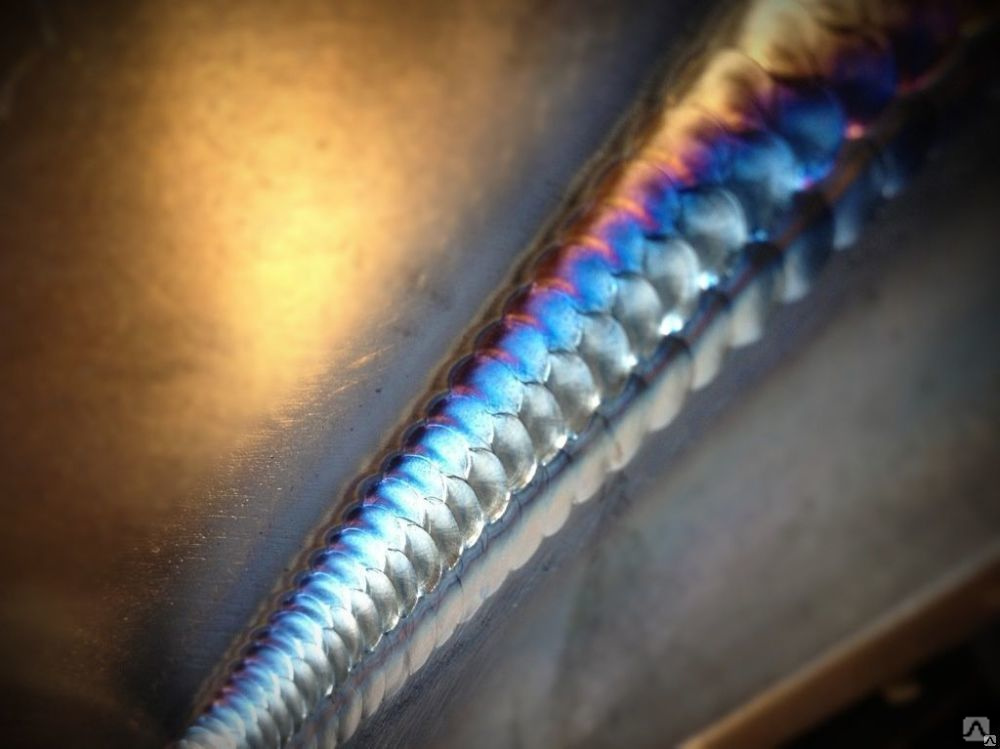 Лужа немного более заметна и управляема, плюс этот материал обеспечивает приятную обратную связь по цветокоррекции, чтобы вы знали, хорошо ли вы поработали.
Лужа немного более заметна и управляема, плюс этот материал обеспечивает приятную обратную связь по цветокоррекции, чтобы вы знали, хорошо ли вы поработали.
В этой статье вы узнаете весь процесс сварки нержавеющей стали методом TIG. Вы узнаете о проблемах, типах нержавеющей стали, о том, как настроить все, от газа до вашего аппарата TIG, и, наконец, как применить все на практике для получения высококачественных сварных швов TIG на этом прекрасном металле.
Источник изображения: @mfurick
Что сложного в сварке нержавеющей стали
Нержавеющая сталь представляет собой сплав железа, углерода, никеля и хрома. Так, в отличие от мягкой стали (сплав железа и углерода), нержавеющая сталь не подвержена коррозии благодаря содержанию хрома.
Но эта разница в химической структуре создает определенные проблемы со свариваемостью.
Во-первых, нержавеющая сталь удерживает тепло. Расплавленный шов и зона термического влияния («ЗТВ») не рассеивают тепло в остальную часть свариваемой детали и воздух так же эффективно, как мягкая сталь.
Но вот здесь все принимает худший оборот. Если нержавеющая сталь нагреется достаточно, чтобы пройти процесс осаждения карбида, она потеряет коррозионную стойкость. Это делает материал бесполезным и серьезно влияет на его несущую способность.
Источник изображения: https://www.ssina.com/education/corrosion/intergranular-corrosion/
Выпадение карбида выглядит следующим образом: хром и углерод имеют сильное сродство друг к другу, но расположены равномерно в материале при нормальных условиях. Однако хром и углерод образуют карбид хрома при хранении нержавеющей стали при температурах от 800 до 1400°F (от 426 до 760°C).
В результате хром (предотвращающий коррозию) в определенных зонах истощается, потому что он мигрировал, чтобы соединиться с углеродом. Обычно это происходит между двумя границами зерен, создавая идеальное место для межкристаллитной коррозии. Поскольку на границах зерен отсутствует хром, легко возникает коррозия, создавая слабое место в структуре материала.
Межкристаллитная коррозия, разрушение границ зерен и выпадение зерен.
Источник изображения: TMR Consulting
Считывание сварных швов из нержавеющей стали и предотвращение осаждения карбида
К счастью для нас, сварщиков, нержавеющая сталь обеспечивает столь необходимую обратную связь. Судя по цвету сварного шва, вы можете быстро определить, подверглись ли сварной шов и ЗТВ осаждению карбида.
- Ярко-желтые сварные швы соломенного цвета безопасны и высокого качества
- Сварные швы голубого цвета, скорее всего, безопасны
- Темно-синие и фиолетовые сварные швы имеют более высокую вероятность выделения карбида
- Черные сварные швы и ЗТВ подверглись выделению карбида и должны быть обработаны заново
Источник изображения: @ss_custom_welding
Чтобы предотвратить осаждение карбида, вам «просто» нужно поддерживать температуру соединения нержавеющей стали при экстремальных температурах, выполнять сварку быстро и обеспечивать соответствующее покрытие защитным газом. Это легче сказать, чем сделать, и мы объясним необходимые стратегии в оставшейся части статьи, но давайте сначала быстро коснемся типов нержавеющей стали.
Это легче сказать, чем сделать, и мы объясним необходимые стратегии в оставшейся части статьи, но давайте сначала быстро коснемся типов нержавеющей стали.
Различные типы нержавеющей стали
В нашей статье обсуждается наиболее распространенная и свариваемая нержавеющая сталь серии 300 аустенитного типа.
Нержавеющая сталь серии 300 немагнитна. Так вы всегда можете определить, является ли материал аустенитной нержавеющей сталью. Только будьте осторожны, не перепутайте его с алюминием, который тоже немагнитен. Алюминий намного легче, но если вы не уверены, немного отшлифуйте его. Нержавеющая сталь создаст поток искр, а алюминий искр не создаст.
Что касается магнитного испытания, вы также должны знать, что некоторые аустенитные нержавеющие стали, такие как марка 304, могут стать магнитными после холодной обработки давлением, в то время как марки 310 и 316 с большей вероятностью останутся немагнитными даже после холодной обработки давлением (прессование, резка, гибка). , так далее.).
, так далее.).
304 стержень для медицинского устройства
-обработка стали
Типы нержавеющей стали:
- Аустенитная сталь — серия 300, в основном 304 и 316. Обладает отличной свариваемостью и является наиболее широко используемым типом нержавеющей стали.
- Ферритный — серия 400, в основном 430 и 434. Он магнитный и имеет более низкое содержание никеля. Ферритная нержавеющая сталь сваривается немного сложнее, чем аустенитная.
- Мартенситный — Тоже 400-й серии, в основном 420. Обладает высокой прочностью на растяжение, но используется реже.
- Дуплекс — семейство нержавеющих сталей, изготовленных путем смешивания аустенитной и ферритной нержавеющей стали. Он часто используется в трубопроводах, потому что он очень прочен и устойчив к коррозии.
Источник изображения: https://www.britannica.com/technology/stainless-steel
Установка TIG для сварки нержавеющей стали
Теперь, когда мы обсудили наиболее важные вопросы сварки нержавеющей стали и ее типов давайте объясним, как настроить все для сварки TIG этого материала.
Защитный газ
Использование 100% аргона в качестве защитного газа лучше всего подходит практически во всех ситуациях. Однако иногда требуется добавление гелия к аргону для улучшения проплавления сварного шва и текучести ванны. Чем больше гелия вы добавляете, тем выше тепловложение. Так что, если вы точно не знаете, что делаете, лучше всего придерживаться прямого аргона для сварки нержавеющей стали TIG.
Полярность
Для сварки TIG нержавеющей стали используйте аппарат постоянного тока с отрицательной полярностью электрода (DCEN). Это означает, что вы должны подключить горелку TIG к отрицательной полярности сварочного аппарата, а заземляющий зажим — к положительной полярности.
Источник изображения: https://www.britannica.com/technology/stainless-steel
Вольфрамовый электрод
Вы можете использовать любой тип вольфрама для нержавеющей стали, кроме чистого вольфрама, который предназначен для алюминия. Красный торированный вольфрам — очень популярный выбор, но он радиоактивен. Если вы предпочитаете большую безопасность, обратите внимание на синие вольфрамовые электроды с лантановым покрытием.
Красный торированный вольфрам — очень популярный выбор, но он радиоактивен. Если вы предпочитаете большую безопасность, обратите внимание на синие вольфрамовые электроды с лантановым покрытием.
Подготовка вольфрамового наконечника
Не делайте конус более чем в 2,5 раза больше диаметра электрода. Вы добьетесь хорошего проникновения, тонкого валика и узкой ЗТВ, оставаясь ниже этого конуса.
Источник изображения: https://yeswelder.com/products/tungsten-electrode-wl20
Присадочный металл
В таблице ниже показано, какую присадочную проволоку TIG можно купить для сплавов из нержавеющей стали. Наиболее распространенной присадочной проволокой TIG является E308/E308L, но вы всегда должны стремиться использовать соответствующий присадочный материал в качестве свариваемого нержавеющего сплава.
Присадочная проволока TIG, тип | Сварные сплавы нержавеющей стали |
Э308 | 301, 302, 304л, 321 |
Э309 | 304, 304L, 309, 309L, также используется для сварки нержавеющей стали с углеродистой |
Э316 | 316, 316л |
Присадочная проволока должна быть тоньше свариваемого материала. Если он толще, вам потребуется больше тепла, чтобы расплавить проволоку, чем основной металл. В результате вы перегреете нержавеющую сталь до расплавления присадочного материала.
Если он толще, вам потребуется больше тепла, чтобы расплавить проволоку, чем основной металл. В результате вы перегреете нержавеющую сталь до расплавления присадочного материала.
Источник изображения: @marylandmoonshinerswelding
Сила тока
Поскольку нержавеющая сталь хорошо удерживает тепло, для нее требуется примерно на 10–20 % меньше тепла, чем для мягкой стали. Общее эмпирическое правило для низкоуглеродистой стали заключается в том, что мощность в 1 ампер сваривает сталь толщиной около 0,001 дюйма. Таким образом, 200 А может сваривать от 3/16” до 1/4”. Но эти правила недооценивают большинство сварочных аппаратов; тем не менее, это хорошая отправная точка. Какой бы ни была толщина соединения из нержавеющей стали, преобразуйте ее в ампер и снизьте выходную силу тока. примерно на 10-20%.
Это может занять некоторое время методом проб и ошибок в зависимости от вашей скорости движения, техники и возможностей машины.
Предварительная очистка Нержавеющая сталь
Нержавеющая сталь должна быть абсолютно чистой. Поэтому, если вы возьмете что-то из этого руководства и примените его, убедитесь, что это именно оно.
Поэтому, если вы возьмете что-то из этого руководства и примените его, убедитесь, что это именно оно.
Перед сваркой сварочное соединение должно быть очищено от масел, жиров, красок, грязи и других загрязнений. Нержавеющая сталь не прощающий металл. Вы должны тщательно очистить соединение, если хотите получить качественный сварной шов.
Использование напильника для подготовки и очистки трубы из нержавеющей стали для сварки TIG
Источник изображения: https://welderslab.com/what-are-the-5-basic-types-of-welding соединения
Если вы покупаете новый лист из нержавеющей стали, он может поставляться с пластиковым кожухом. Это гарантирует, что материал готов к сварке, как только вы снимите слой и очистите его салфеткой с растворителем.
Вам также следует очистить присадочную проволоку, которую вы планируете использовать. На всякий случай очистите несколько дополнительных проводов, если только вы не можете точно оценить, сколько проводов вам понадобится для заполнения соединения.
Кроме того, следите за чистотой рабочей среды от частиц пыли из углеродистой стали и никогда не допускайте перекрестного загрязнения нержавеющей стали мягкой сталью. Используйте проволочную щетку из нержавеющей стали и шлифовальные круги только для нержавеющей стали. В противном случае углерод из мягкой стали загрязнит нержавеющую сталь.
Механическая очистка сварных швов обеспечивает низкие затраты на приобретение, но требует много времени и усилий.
Источник изображения: https://blog.perfectwelding.fronius.com/en/cleaning-stainless-steel-welds/
Методы сварки ВИГ нержавеющей стали
Теперь, когда ваше оборудование для сварки ВИГ подготовлено и вы очистили материал, пришло время обсудить, как на самом деле сваривать соединение. Есть много аспектов, которые нужно учитывать, поэтому давайте разберем все по одному.
Продувка газом
Вы, должно быть, уже слышали о продувке газом. Но вопрос в том, нужно ли продувать газом соединение из нержавейки?
Если вы свариваете трубы из нержавеющей стали и вам требуется отличное качество сварки изнутри трубы, вы должны продуть трубу. В большинстве случаев сварка нержавеющих труб требует продувки. Но часто также необходимо очистить заднюю сторону соединения при сварке двух пластин из нержавеющей стали рядом друг с другом с конфигурацией сварки встык.
В большинстве случаев сварка нержавеющих труб требует продувки. Но часто также необходимо очистить заднюю сторону соединения при сварке двух пластин из нержавеющей стали рядом друг с другом с конфигурацией сварки встык.
На рисунке показана разница между качеством сварки изнутри трубы при продувке трубы (слева) и при сварке трубы без продувочного газа (справа).
Источник изображения: https://www.penflex.com/weld-purging-with-argon-gas/
Если не продуть трубы, кислород изнутри ослабит сварной шов. Сварной шов защищен от защитного газа аргона, поступающего из чаши горелки TIG, но нижняя сторона сварного шва не защищена от кислорода, находящегося внутри трубы.
Таким образом, удаление кислорода путем выпуска газообразного аргона внутри трубы вытесняет кислород наружу и оставляет внутри трубы защитную атмосферу аргона. Таким образом, вы защищаете сварной шов снаружи и изнутри.
Чтобы продуть трубу, все, что вам нужно сделать, это заклеить оба конца трубы лентой, проткнуть отверстие в одном конце и воткнуть внутрь аргоновый шланг с диффузором, ткнуть в другое место на противоположном конце для удаления кислорода и отпустить. газ аргон. Это элементарный метод очистки своими руками. Существуют более совершенные системы продувки газа, которые не рассматриваются в этой статье.
газ аргон. Это элементарный метод очистки своими руками. Существуют более совершенные системы продувки газа, которые не рассматриваются в этой статье.
Источник изображения: https://www.engineerlive.com/content/rapid-purge-pipes
Важное примечание. Для закрытия концов труб используйте термостойкую алюминиевую ленту, не содержащую галогенов! Большинство обычных лент содержат галогены, такие как хлор. Если эти соединения нагреваются, они могут впитаться в сварной шов и вызвать слабые, ломкие сварные швы.
Медно-алюминиевая подложка
Если вы не хотите добиться максимального качества сварного шва из нержавеющей стали, но хотите создать прочное, достаточно хорошее соединение, вы можете заменить продувку подложкой. Это особенно полезно при сварке пластин из нержавеющей стали.
Иногда просто не нужно добиваться идеального сварного шва снизу стыка. Продувка шва снизу требует времени, усилий и защитного газа, который стоит дорого.
Вместо этого вы можете поместить медную или алюминиевую подложку под линию стыка и надежно зажать ее, чтобы между подложкой и соединением из нержавеющей стали оставался минимальный зазор. Это не идеально, поэтому вы не получите чистый серебристый шов из-под стыка. Но, в большинстве случаев, этого будет достаточно.
Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-welding
Медь и алюминий не расплавятся при сварке, поскольку они быстро отводят тепло, в отличие от нержавеющей стали. стали. В результате эти материалы требуют большей силы тока для плавления, чем нержавеющая сталь. Но, чтобы быть уверенным, используйте более толстые опорные детали, чем приваренная нержавеющая сталь.
Поток защитного газа до и после сварки
Рекомендуется обеспечить подачу защитного газа перед сваркой, чтобы тщательно пропитать соединение до того, как дуга начнет плавить основной металл. Предварительный поток предотвращает загрязнение, выталкивая атмосферные загрязняющие вещества из соединения, и создает безопасную среду с высоким содержанием аргона. Около одной секунды должно быть достаточно для большинства работ по сварке нержавеющей стали. Просто убедитесь, что чашка TIG находится прямо над соединением.
Около одной секунды должно быть достаточно для большинства работ по сварке нержавеющей стали. Просто убедитесь, что чашка TIG находится прямо над соединением.
Расход защитного газа после сварки еще более важен. Он предотвращает повреждение сварного шва кислородом на заключительном этапе. Вы не можете просто завершить сварку и убрать горелку TIG. Сверхгорячая нержавеющая сталь будет окисляться при контакте с воздухом. Необходимо удерживать защитный газ над конечной точкой сварного шва в течение примерно одной секунды на каждые 10 А сварочного тока.
На этом изображении показано увеличение расхода газа (слева направо). По мере увеличения расхода защитного газа столб ламинарного потока становится более турбулентным, что повышает вероятность загрязнения сварного шва и/или вольфрама. По мере уменьшения расхода столб защитного газа становится более ламинарным и менее турбулентным.
Источник изображения: https://www. canadianmetalworking.com/canadianfabricatingandwelding/article/welding/cover-me-proper-shielding-gas-coverage-is-key-to-gtaw-success
canadianmetalworking.com/canadianfabricatingandwelding/article/welding/cover-me-proper-shielding-gas-coverage-is-key-to-gtaw-success
Управление теплом
Управление теплом при сварке нержавеющей стали имеет решающее значение. Итак, давайте обсудим все методы, которые вы можете использовать, чтобы предотвратить перегрев нержавеющей стали от осаждения карбида.
Пусковой ток
Пусковой ток с малым током удобен при сварке нержавеющей стали, поскольку вы даете материалу больше времени для медленного нагрева. Если вы подадите слишком много тепла сразу после зажигания дуги, высока вероятность того, что вы деформируете материал. Кроме того, поскольку нержавеющая сталь слишком хорошо удерживает тепло, вы можете избежать концентрации тепла в течение первых двух секунд, пока вы не начнете двигаться по линии стыка.
Высокий коэффициент теплового расширения нержавеющей стали и низкая теплопроводность делают ее легко деформируемой при сварке.
Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-welding
Начальный ток следует устанавливать в зависимости от толщины материала. Но где-то между 5А и 20А это хорошая отправная точка. Вы быстро научитесь устанавливать этот параметр, имея некоторый опыт. Так что потренироваться на куске нержавеющей стали — хорошая идея.
Ножная педаль управления
Ножная педаль TIG станет вашим лучшим другом при сварке нержавеющей стали. Поскольку этот материал сохраняет тепло, он будет нагреваться во время сварки. Это означает, что вам, возможно, придется снизить силу тока по мере прохождения соединения.
Ножная педаль управления позволяет установить минимальную и максимальную выходную силу тока. Самая высокая сила тока — это когда вы нажимаете педаль до упора, как будто даете машине полный газ. Но когда вы отпустите педаль, сварочный аппарат TIG будет выдавать меньшую силу тока. В результате вы можете изменять подачу тепла в режиме реального времени по мере необходимости.
Использование импульсной сварки TIG подходит для сварки нержавеющей стали
Источник изображения: https://vietmfg.com/tig-stainless
Но педаль управления в целом усложняет сварку TIG. При выполнении этого метода сварки вы будете управлять горелкой TIG одной рукой, а присадочной проволокой — другой. Таким образом, управление педалью одновременно усложняет задачу.
Импульсная сварка TIG
Импульсная сварка TIG — еще один отличный способ контроля подводимого тепла. Импульсную сварку можно использовать как с ножной педалью, так и без нее. Таким образом, вы можете удвоить контроль нагрева или просто использовать импульсную сварку TIG отдельно, если ваш сварочный аппарат поддерживает эту функцию.
Эта функция также имеет низкий и высокий выходной ток, как и при использовании ножной педали. Но машина автоматически переключается между высокой и низкой силой тока много раз в секунду. Вы можете пульсировать с частотой от 1 импульса в секунду («PPS») до 200 PPS.
Импульсный режим также позволяет настроить глубину провара, ширину сварного шва и внешний вид валика.
Источник изображения: @stainless_bros
YesWelder предлагает следующие аппараты с поддержкой импульсной сварки TIG:
- YesWelder TIG 250P AC/DC
- YesWelder TIG-225P TIG постоянного тока и TIG холодной точки
- YesWelder CT2050 — сварочный аппарат «7 в 1»
- YesWelder TIG 250P DC Только
Размер ванны
Старайтесь, чтобы размер ванны был равен толщине основного металла. Если лужа становится больше, вы без необходимости плавите материал и подводите слишком много тепла. Отпустите педаль и увеличьте скорость движения, чтобы решить эту проблему.
В конце сварки вам нужно будет отпустить педаль TIG и добавить присадочный металл, чтобы охладить сварочную ванну и избежать растрескивания кратера. После выключения дуги не забудьте оставить активным пост-поток, поэтому не удаляйте присадку TIG подальше от сварного шва.
Скорость перемещения
При сварке нержавеющей стали методом TIG необходимо двигаться быстро. В противном случае вы сконцентрируете слишком много тепла. В результате сварной шов и ЗТВ будут подвергаться выделению карбидов, что приведет к межкристаллитной коррозии и растрескиванию.
Если вас не устраивают высокие скорости движения, вы можете использовать подкладные охлаждающие стержни из алюминия или меди, как мы обсуждали ранее. Эти два металла быстро отводят тепло, поэтому они возьмут на себя часть тепла, которое вы вводите в нержавеющую сталь. Тем не менее, это только поможет вам так много. Вы должны быстро перемещать горелку для сварки нержавеющей стали методом TIG.
Источник изображения: https://www.researchgate.net/figure/e-Effect-of-travel-speed-on-welding-formation-of-the-butt-joint-a-125-mm- s-b-15_fig4_346872535
Угол горелки
Держите горелку под углом около 70 градусов к сварному шву, а присадочный металл под углом примерно от 10 до 25 градусов к стыку. Это типичная установка. Но вам, возможно, придется отрегулировать углы в зависимости от типа соединения и доступности.
Это типичная установка. Но вам, возможно, придется отрегулировать углы в зависимости от типа соединения и доступности.
Источник изображения: https://www.hobartwelders.com/projects-and-advice/welding-how-to/tig-welding-how-to/how-to-tig-weld
Заключение
Сварка ВИГ нержавеющей стали относительно проста, если вы освоите все, что обсуждается в этой статье. Очень важно предварительно очистить материал, избежать чрезмерного накопления тепла и обеспечить достаточное покрытие защитным газом.
Чтобы научиться сваривать нержавеющую сталь, может потребоваться некоторое количество проб и ошибок. Этот материал легко сгорает, деформируется и разрушает его коррозионную стойкость. Поэтому мы советуем собрать как можно больше кусков металлолома и практиковать всю настройку, пока не обретете уверенность в сварке ценных элементов, таких как выхлопные трубы из нержавеющей стали, вентиляционные отверстия, рамы, крылья или детали интерьера.
Крупный план сварочной дуги TIG и защитного зонта аргонового сварочного газа
Источник изображения:
6 комментариев
Назад к YesWelder
Как получить самый прочный сварной шов с флюсовой проволокой
Сравнение сварочных электродов
: какой из них труднее всего использовать?
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.