Инверторная сварка по нержавейке — особенности работы с материалом. Сварка нержавеющей стали электродами
Сварка нержавейки: аргоном, инвертором - в домашних условиях и на производстве
В каждом доме есть изделия из нержавеющего металла – детали бытовой техники, посуда, ведра, проволока для технических и садовых нужд, и когда в них образуются дефекты, то для их устранения понадобится сварка нержавейки.
Нержавейка применяется как материал для внешних водопроводных труб и частей водогрейной техники.
Сварка дефектов в нержавейке позволит снизить расход средств на приобретение и монтаж новых.
В этой статье мы рассмотрим состав изделий из нержавеющего металла, виды сварки в промышленных и домашних условиях, пройдем обучение на видео, узнаем что такое лазерная сварка.
Свойства нержавейки
По ГОСТ в состав нержавеющей стали включены хром (от 11% до 20%), ниобий и молибден, которые улучшают стойкость к коррозии.
После контакта атомов хрома с кислородом, содержащимся в воздухе, на поверхности контакта возникает защитное покрытие.
Толщина оксида хрома минимальна, но из-за одинакового размера атомы самого хрома и оксида хрома находятся в скученном состоянии, чем и обеспечена стабильность слоя.
Если защитное покрытие подвергается незначительному механическому воздействию, то оно разрушается, но после воздействия кислорода происходит реакция окисления атомов хрома и покрытие восстанавливается.
Эти свойства стали с высоким содержанием хрома были выявлены в процессе работы над улучшением качества оружейных стволов, когда одной из задач было создание сплава с содержанием присадки, успешно противостоящего агрессивному воздействию окружающей среды.
Видео:
Эта задача была решена путем добавления хрома в сталь, после чего покрытие стало очень устойчиво к окислительным процессам, что сделало нержавейки не только идеальным металлом военной промышленности того времени, но и актуальным материалом для бытовых емкостей с различным содержанием, труб и иного использования в быту.
Используются сплавы ГОСТ с добавлением меди, азота, латуни и титана. Применение нержавеющего металла не ограничивается кухней, нержавейка активно применяется в промышленности.
Свариваемость нержавейки
Самым главным показателем процесса сварки является особенность образования шва.
Сплав, которым образовано место соединения двух разнородных металлов или двух частей одного и того же металла, после остывания должен иметь структуру, близкую по химическим и физическим свойствам к основе.
Именно это обеспечивает качество шва и общую свариваемость металлов.
Технология свариваемости нержавейки обладает следующими свойствами:
- Значительная литейная усадка. Это приводит к существенному изменению формы в местах нагрева. При сваривании небольших деталей (например, тонкостенных труб) это компенсируется шириной шва. При сваривании больших по ширине заготовок (промышленных емкостей, труб с толстыми стенами) нужно обеспечить пропорциональный зазор для линейного расширения при нагреве. Его отсутствие приведет к появлению сколов и разломов. Расход материала проводится с допуском на плавление;
- Склонность к коррозии между кристаллами. Это качество присуще материалу с высоким содержанием хрома. При температуре 550 градусов по Цельсию и выше высвобождаются карбиды хрома и железа. Для предотвращения этого процесса после сваривания аргоном прибегают к быстрому охлаждению любым способом. Допускается заливка охлажденной жидкостью.
Для свариваемости нержавейки применяется лазерная и контактная точечная сварка с применением аргона.
Сформулированные требования к качественной свариваемости нержавейки – наличие зазора, низкий ток, быстрое охлаждение и только после него полировка.
В бытовых условиях используется сварка инвертором. Инверторной сваркой вполне можно обойтись и она не требует особенных навыков.
Сварка нержавейки
Для устранения отверстий, появившихся в ходе эксплуатации, а также для соединения поверхностей двух деталей между собой используют сварку.
Рассмотрим, как происходит сварка нержавейки, технология, ее особенности и видео уроки.
Видео:
Качественное сваривание нержавейки требует создания условий с учетом высокой электропроводности структуры (в 5-7 раз больше, чем у низкоуглеродистой стали), низкой точки плавления (на 90-110 градусов меньше) и высокого коэффициента расширения при нагреве.
Промышленная сварка нержавеющей стали выполняется при помощи плавящихся электродов в инертном газе с примесями аргона.
Сварка труб или листов незначительной толщины производится дуговым методом в аргоне.
В бытовых условиях или на небольшом непрофильном производстве выполняется сваривание нержавейки инвертором без применения аргона.
Проволока, используемая для сварного шва инвертором, позволяет не только снизить расход электродов, но и обеспечить повышенную прочность соединения.
Для сварки труб из нержавейки проволока применяется по всему контуру сваривания.
Развивая традиционный аргонно-дуговой метод сваривания, установили, что аргон можно заменить использованием азота в качестве газа для защиты шва.
Происходит абсорбировка азота хромом, измельчает литую структуру и не ухудшает свойства шва. Этот способ сварки рекомендуется для деталей из нержавейки, имеющих широкий край.
Вначале сварка при помощи азота применялась только для определенных видов нержавеющей стали, потом после усовершенствования технологии сварки при помощи азота, предложили использовать ее для сварки нержавейки с серебром и его сплавами, медью и ее сплавами, а также для ряда других металлов и сплавов.
Холодная сварка нержавейки
Единственная из всех видов сварки, исключающая использование специального оборудования и нагрева соединяемых плоскостей — это холодная сварка.
В отличие от обычной, она представляет собой двухкомпонентный клей с присадками, который используется для заделки протеканий труб и исправления прочих мелких дефектов.
Видео:
Холодная сварка выпускается в виде трубочек и проста в применении: наносится после очистки детали от налета, масляного слоя, ржавчины или крошки на достаточно глубокие царапины, для улучшения сцепления раствора с поверхностью их надо обезжирить.
Холодная сварка нержавейки чаще всего используется при ремонте емкостей или труб, ее допустимо применять как на поверхности пустых емкостей, так и на заполненные жидкостью сосуды.
Технология применения состоит в следующем: от трубочки отрезается кусочек, пропорциональный трещине, которую необходимо устранить, разогревается и разминается в руках, наносится на дыру или трещину в достаточном количестве (важно понимать, что холодная сварка на тонкой основе бесполезна – при высыхании она выкрошится).
После полного затвердевания (время указано в инструкции), проводится полировка.
Холодная сварка имеет некоторые особенности:
- Временное применение. Холодная сварка применяется как временный метод экстренного устранения дефектов. Через некоторое время будет происходить вымывание или выкрашивание состава и трещины проступят вновь;
- Не применяется для разнородных материалов;
- Не используется для соединения двух частей металла. Нагрузка на шов холодной сварки даже от веса самого металлического предмета является критической и разрушает его;
- Низкая цена, малый расход и простая технология делают этот способ удобным. На видео показаны особенности этого метода.
Сварка разнородных металлов и нержавейки
В промышленности используются детали из разнородных материалов.
При сваривании разнородных металлов требуется учесть особенности каждого из них и подобрать соответствующие электроды и режим.
Разогревание разнородных материалов приводит к тому, что в зоне плавления появляется состав из двух металлов.
Видео:
Химические и физические свойства разнородных материалов передаются сварному шву, а в случае выгорания какой-либо из составляющих, свойства будут переданы неравномерно.
Рассмотрим варианты сваривания поверхностей из латуни, меди и титана в домашних условиях.
Особенность титана – это высокая прочность, стойкость к агрессивным средам, пластичность, жаростойкость при температуре 650-700 градусов по Цельсию.
В сварном шве титана и разнородных металлов присутствует водород, что сказывается на склонности шва к растрескиванию, особенно при включении азота.
Сварка титана с любым из разнородных материалов производится по следующей технологии:
- По ГОСТ требуется защита места сваривания титана от насыщения газом и снижение азота до 0,05%;
- Применяется точечная контактная сварка или дуговая в инертных газах (смесях с аргоном). В промышленности может быть применена лазерная сварка. Точечная и лазерная сварка требуют, чтобы после остывания была проведена полировка. Для аргоновой сварки полировка не требуется;
- Как присадка используется проволока для сварки титана из любого черного металла. Проволока обживается в вакууме;
- По ГОСТ сваривание титана с рядом разнородных материалов и нержавейкой путем взрыва требует прокладок из меди. Проволока допустима к применению;
- Сварка труб из титана и нержавейки требует, чтобы проволока располагалась по сварному шву.
При соединении меди и нержавейки технические сложности появляются из-за родства меди с кислородом, низкой температуры плавления меди и способности меди к поглощению веществ в газообразном состоянии.
Это серьезно усложняет сваривание толстых поверхностей меди с применением аргона обычными электродами.
Самый удачный способ – это дуга с аргоном с применением вольфрамового электрода. Медная проволока используется при сваривании меди и нержавейки как присадка, улучшающая качество сварного шва.
В некоторых случаях можно провести замену аргона на азот. Но при этом расход вольфрамового электрода существенно увеличится, что делает не всегда выгодным использование азота.
Оптимальный расход будет при использовании графитового электрода в сварке при помощи азота, а вольфрамового – в смеси с аргоном.
Сварка латуни и нержавейки крайне затруднена. В латуни содержится значительное количество цинка, который снижает прочность соединения латуни с любым из разнородных металлов.
Сварной шов латуни и разнородных металлов не проходит испытание на прочность. Правильней говорить в этом случае о пайке латуни.
Соединение поверхности из латуни с нержавеющим металлом производят с помощью легкоплавкого припоя, расход которого будет в этом случае значительным.
Образованное соединение не принимает физико-химических свойств латуни, поэтому имеет достаточную прочность.
Предотвращаем дефекты
Сварка нержавеющей стали обладает определенными свойствами.
Игнорирование их приведет к появлению нежелательных изъянов, а через некоторое время место соединения придет в негодность из-за ножевого разрушения.
Разломы от нагрева происходят по причине аустенитного состава шва. Ломкость возникает из-за чрезмерно долгого нагрева и стигматации.
Видео:
Проволока, как присадка, позволяет избежать разломов от нагрева и обеспечивает твердый сварной шов. Требуемое включение феррита в присадках – не менее 2-3%.
Использование дугового метода сваривания с короткой дугой также предотвращает горячие трещины.
Кратеры сварочного шва не поднимайте на основную поверхность заготовки.
Сварка автоматом должна производиться на небольшой скорости.
В статье мы рассмотрели виды и составы нержавейки, домашние и промышленные способы ее сварки.
Несмотря на то, что на видео нет сложностей со сваркой нержавейки, следует получить и отточить начальные навыки сварки на более простых металлах.
Сварка нержавейки инвертором - электроды для тонкого металла

Все мы пользуемся в обиходе изделиями из нержавеющей стали.
Бытовая техника, посуда, ведра, приспособления для сада и технических надобностей – все это сделано из нержавейки.
Так же из этого материала изготавливают трубы для нужд внешнего водопровода. К сожалению, со временем, вещи имеют свойство ломаться, в них образуются дефекты. А для того чтобы их устранить понадобится сварочный аппарат.
Применение нержавеющего металла не ограничивается только кухонной утварью, он активно используется для нужд промышленности.
Нержавеющая сталь уже на протяжении ста лет считается самым популярным материалом.
Из нее изготавливают различные конструкции, например, тепловой насос «воздух-вода» для отопления дома.
В случае необходимости произвести ремонт изделий из данного металла, как правило, используют ручную дуговую сварку электродами с помощью специального аппарата, который называется – инвертор.
Метод сваривания нержавейки инвертором РСД
Ручная дуговая сварка (РСД) — это своеобразная процедура, характерной чертой которой является следующее:
- благодаря имеющемуся у электрода покрытию, в период плавления сердцевины образуется газошлаковая защита.
Она представляет собой тоненькую корку, разделяющую часть сварного шва и зону дуги от находящего вблизи воздуха.
Сварное соединение образуется благодаря расплавленному металлу и ингредиентам электродного штифта. В мировой практике эту технологию принято называть – сварка ММА.
При каких обстоятельствах применяют
Сваривание нержавейки при помощи инвертора имеет свои особенности. В чем они заключаются?
А знаете ли вы, как делаются соединение металлических труб без сварки и резьбы? Технологии и способы стыковки отдельных составляющих водопроводной сети описаны в полезной статье.
Как установить столешницу из гипсокартона в ванной, своими руками, написано на этой странице.
Самая главная отличительная черта процедуры – возможность ее использования в различной ситуации, независимо от того, что создается. Это может быть ливневая система водоотведения с крыши здания или прокладка канализации к септику.
При этом, следует знать, что даже опытные сварщики не застрахованы от ошибок. Многим специалистам (не говоря о новичках) не всегда удается сделать качественный вертикальный рубец.
Выполнять РДС составными электродами присадочного металла имеет смысл только в том случае, когда нужно сделать короткий шов, а это необходимо при производстве мелких деталей.
Даная методика сопряжения изделий используется при установке металлических конструкций при запланированном небольшом объеме работ.
Чаще всего, ручная дуговая сварка нержавеющей стали покрытыми электродами применяется в случае необходимости выполнить прихватку в процессе монтажа детали под сварку.
Кроме всего прочего данный вариант может быть использован для устранения дефектов на незначительных участках сварного рубца и для наплавки.
Исходя из всего вышесказанного, следует, что эта тактика (как показывает практика), наиболее успешна в тех случаях, когда предстоит иметь дело с незначительным объемом работ.
Такая техника сварки применяется, в бытовых целях. В этом случае соединяемыми элементами, как правило, выступают различные емкости, резервуары из нержавейки, трубы и другие изделия из металла.
Достоинства и недостатки
 Если сравнивать с другими тактиками сварочных работ, эта, имеет целый ряд значимых «плюсов»:
Если сравнивать с другими тактиками сварочных работ, эта, имеет целый ряд значимых «плюсов»:
Отрицательные моменты.
- При создании шва (как сделать тепловой насос своими руками из старого холодильника) образуется много шлака и его нужно регулярно удалять.
- Принимая во внимание то, что сварной поток электричества подается в непрерывном режиме по всей поверхности электрода, необходимо устанавливать для него предельные показатели.
Если этого не сделать, электрод перегреется и в конечном итоге все закончится тем, что покрытие полностью разрушится.
- Сварка подобной техникой требует много времени.
Можно ли варить домашних условиях
А известно ли вам, как установить акриловую ванну на кирпичи? Пошаговая инструкция размешена на странице под ссылкой.
Про отвод воды от дома дедовским способом написано здесь.
На странице: http://ru-canalizator.com/septiki/otstojnik/avtonomnyj.html прочитайте, как выбрать и купить автономную канализацию для частного дома.
Обыватели, которые раньше никогда не слышали и не сталкивались с таким подходом к сварочным работам, интересуются вопросом:
- насколько этот метод применим для соединения нержавейки в быту.
Так же многих интересует, на какие моменты нужно обращать особенно пристальное внимание.
Важно знать! Перед началом выполнения работ, необходимо основательно обработать и подготовить поверхности к соединению.
Подобное очищение в технологическом плане мало чем отличается от обработки низкоуглеродистых сталей.
Для того, чтобы создать, максимально, благоприятную обстановку для усадки, необходимо все сделать так, чтобы сварной стык имел небольшой зазор.
Нержавеющую сталь соединяют с помощью тока обратной полярности. Во время сварочных работ очень важно контролировать состояние шва – он должен проплавляться по минимуму.
Для этих целей, как правило, не пользуются электродами большого диаметра. С ними работают только в случае сваривания толстостенных поверхностей.
Выбирать электроды нужно со знанием дела. Если вы сами не разбираетесь во всех тонкостях вопроса, то лучше это доверить специалисту.
Неправильно подобранное изделие – это гарантия нарушения герметичности шва, что приведет к образованию микротрещин, пор и раковин. Подоплекой появления дефектов считается вскипание металла.
Для достижения качественной сварки нержавеющей стали, значения показателей тока должны быть, как минимум, на 20 % меньше того, которые используются для сваривания низколегированных сталей.
Если вы собираетесь пользоваться инвертором, который предназначен для работы в индивидуальном строительстве или в бытовых условиях, то диапазон может быть выставлен в пределах – 60 – 160А.
 На аппарате имеется регулятор, с его помощью, максимально, точно устанавливают необходимый ток сварки.
На аппарате имеется регулятор, с его помощью, максимально, точно устанавливают необходимый ток сварки.
Это положительно сказывается на качестве сварочного рубца (устройство септика Топас описано на этой странице).
После того, как шов будет создан, нужно предоставить ему время для остывания, что даст возможность металлу впоследствии не поддаваться коррозионным процессам.
Быстрее охладить шов помогут медные прокладки (про соединение стальной трубы с полипропиленовой написано здесь).
А если речь идет об аустенитной стали, решить проблему можно с помощью обычной воды.
Пошаговая инструкция
Хотите варить детали из нержавеющей стали с помощью инвертора собственноручно?
Для этого вам нужно иметь под рукой такие материалы и инструментарий:
- сварочный агрегат инверторного типа,
- электроды (для сварки чугуна),
- стальную щетку,
- растворитель,
- защитные средства: перчатки, маску и рабочий костюм;
- зажимы и силовой кабель для заземления (он обычно входит в комплектацию сварочного аппарата).
 Если производитель не предусмотрел сетевой шнур, придется потратиться на его приобретение.
Если производитель не предусмотрел сетевой шнур, придется потратиться на его приобретение. Его нужно купить около 2-х – 2,5 метров,
- электрододержатели.
Качество сварки, например, трубы и сгона (размеры), во многом, зависит от правильно подобранных электродов.
РДС нержавейки с помощью инвертора – это многофункциональный производственный метод, посредством которого соединяют не только цветные и черные металлы, но и их сплавы разной толщины, обычно эта величина достигает значений – 3 – 20 мм.
В большинстве случаев, сварочные работы могут быть произведены с разными типами нержавеющей стали.
Но это возможно только при соблюдении следующих условий:
- сварка должна осуществляться электродами определенной марки и конструкция будет эксплуатироваться при конкретных обстоятельствах.
Какой аппарат купить
Во время выбора инвертора надо обратить внимание на:
Для того, чтобы справиться с работой по свариванию изделий из нержавеющей стали, необходимо иметь некоторый опыт и навыки.
Если их нет, то не стоит надеяться на хороший результат. Но потренировавшись какое-то время, вы сумеете добиться соединения высокого качества.
Сварной шов нержавейки должен обладать хорошей герметичностью – это его главная характеристика.
Так как изделия из данного металла имеют широкую сферу применения (в том числе их используют в пищевой и фармацевтической промышленности), особое внимание уделяют финишной обработке сварного рубца.
Для того, чтобы придать ему привлекательный внешний вид, выполняют зачистку и полировку абразивными средствами.
Во избежание появления дефектов при выполнении сварочных работ, нужно принимать во внимание особенности материала, с которым приходится иметь дело.
Предотвратить образование разломов от перегрева, поможет проволока, используемая в качестве присадки.
Полезный совет
Важно уделить особое внимание выбору инверторного аппарата, предназначенного для сварки нержавеющей стали.
Если вы воспользуетесь плохим агрегатом, это существенным образом снизит качество стыковочного шва.
Данный параметр не единственный, который следует учитывать. Большое значение имеет и тип применяемых электродов.
При их выборе нужно принять к сведению наличие или отсутствие навыков работы с конкретным расходным материалом. Все это в целом будет влиять на износостойкость созданного соединения.
Если вы не обладаете определенными навыками работы в области сваривания нержавеющей стали с помощью инвертора, возможно, есть смысл отточить свое мастерство на более простых материалах.
Как происходит сварка нержавеющей стали инвертором, посмотрите в видеосюжете.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
Подписывайтесь на обновления по E-Mail:
Расскажите друзьям!
ru-canalizator.com
Инверторная сварка нержавейки возможна в домашних условиях
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами. Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
Какие факторы осложняют сварочный процесс:
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
- При высоком содержании титана (в качестве легирующего материала), нержавейку лучше варить рутиловыми электродами. В состав обмазки входит двуокись титана, снижающая разбрызгивание металла.

Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Делимся секретами или сварка нержавейки штатным инвертором — видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
- Сварка производится малыми токами, короткой дугой и без колебательных движений
- Если вы работаете с материалом большой толщины, с разделкой шва – необходимо варить в несколько непродолжительных проходов
- Тщательная зачистка заготовок стальной щеткой перед началом работ
- Электроды обязательно прокаливаются, в соответствии с инструкцией
- Сразу после зачистки шва, его необходимо обработать травильной пастой. Иначе межкристальная коррозия неизбежна.

Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Шлифовка после сварки
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя. Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Полировка нержавейки после сварки
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва. Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов — видео
Вывод:Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
obinstrumente.ru
Cварка нержавейки электродом

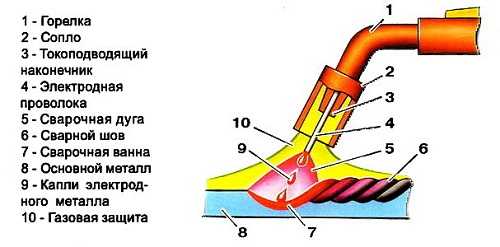
Сваривание деталей из нержавеющей стали — это сложный и трудоемкий высокотехнологичный процесс, который потребует от исполнителей соответствующей квалификации, применения специального оборудования и правильного выбора электродов. В расплавленном состоянии нержавеющая сталь становится жидкой, словно вода, что существенно усложняет формирование правильного валика шва. Используемые для подобной сварки электроды должны иметь состав сплава, максимально приближенный к составу основных металлов. Одной из особенностей такой сварки нержавеющей стали является невозможность выполнения данных работ в вертикальном и потолочном положении.

Электроды по нержавейке
Сложность выполнения сварки нержавейки состоит также в том, что после температурной обработки металл теряет антикоррозийные свойства, а это приводит к появлению ржавчины в соединительном шве. Чтобы исключить подобное электроды для нержавейки содержат многочисленные легирующие материалы, которые повышают антикоррозийные свойства соединения. Если же использовать дешевые электроды, которые не содержат в своем составе легирующих материалов, это приводит к ухудшению качества выполняемых работ. Наибольшую популярность при работе с нержавейкой получили сварочные аппараты, которые работают с постоянным током, тогда как при использовании переменного тока существенно страдает качество соединения.

В особенности сложно работать с тонкими элементами из нержавеющей стали, где требуется правильно подбирать используемые электроды и грамотно выполнять всю работу. В данном случае существует опасность прожига металлических элементов, что в последующем потребуется сложной наплавки.
Следует сказать, что, несмотря на сложность работы с нержавеющей сталью, этот материал нашел широкое применение в промышленности и быту. Объясняется подобная распространенность нержавейки ее отличными эксплуатационными характеристиками и прочностью. Сварочные работы могут выполняться при ремонте трубопроводов, сваривании металлокаркаса, соединении металлоконструкции и при различных ремонтных работах. Все требования к электродам для нержавеющей стали оговариваются в ГОСТе, что позволяет несколько упростить выбор.
Электроды по нержавейке маркировка
Наибольшей популярностью на рынке пользуются электроды от шведской компании ESAB, представленные в широком ассортименте и отличающиеся великолепным качеством исполнения.
- ОК61.30. Универсальные стержни для сварки нержавейки, которые отлично подходят для сплавов с добавками никеля и хрома. Полученный наплавленный сплав отличается устойчивостью к коррозии.
- ОК6135. Эта марка предназначена для сварки деталей из нержавейки, которые имеют повышенные требования к качеству материала. Наплавка получается особенно прочной, что позволяет выдерживать повышенные нагрузки. Можно использовать такие электроды для соединения различных нагруженных конструкций и ответственных сооружений.
- ОК67.45. Эта разновидность электродов отличается повышенными свойствами сваривания, поэтому их можно порекомендовать для использования в сложных условиях работы.
- ОК63.30. Стержни этой марки содержат минимум углерода, что позволяет использовать их для низкоуглеродистых стальных нержавеющих сплавов. Обеспечивают отличную прочность соединения.
- Из отечественных разновидностей электродов для сварки нержавеющей стали можно выделить следующие:
- ЦТ15. Обладают повышенной температурной устойчивостью, стойкостью к агрессивной химической среде и позволяют получить соединение отличного качества.
- ОЗЛ8. Данная разновидность стержней отличается длительным сроком эксплуатации, что позволяет сваривать детали с высокой прочностью. Соединение обладает отличными показателями антикоррозийной стойкости.
- ОЗЛ6. Универсальная разновидность, которая отлично подходит для чистой нержавеющей стали. Возможно также соединение нержавейки с черным металлом.
Химический состав стержней
Химический состав таких электродов включает различные металлы, углерод и водород с фосфором. Необходимо сказать, что выбирая такой наплавочный материал для сварки, необходимо учитывать химический состав самого стержня и соединяемого металла.

Свойства сварочные электроды по нержавейке напрямую зависят от их состава. Отметим повышенную прочность, пластичность и температурную устойчивость. При этом большинство таких стержней в расплавленном состоянии обладает повышенной текучестью, что следует учитывать при выполнении сварочных работ.
Какими электродами варить нержавейку?
Необходимо сказать, что от правильности выбора зависит качество соединения, его долговечность и отличные показатели антикоррозийной стойкости. Любое даже незначительное отклонение в химическом составе электродов и основного металла приведет к существенному ухудшению прочности соединения. Именно поэтому вопросам выбора следует уделить максимум внимания.
Одним из важнейших параметров является диаметр стержня, который зависит от толщины основного металла. Специалисты рекомендуют выбирать диаметр стержня равный толщине свариваемого металла. В то же время следует помнить, что при сваривании нержавейки толщиной в 3 миллиметра и менее следует соблюдать максимальную аккуратность, так как существует опасность проварить материалы даже при низких показателях рабочего потока.
Предпочтительно выбирать длинные электроды, которые позволят выполнить шов без прерывания сварки, а, следственно, такое соединение будет максимально прочным и долговечным. У распространенных в настоящее время марок стержней длина может колебаться от 5 до 10 сантиметров. В отдельных случаях для выполнения длинных швов можно использовать специальные электроды, размером в 45 сантиметров и более.
Как варить нержавейку электродом?
Одной из особенностей работы с нержавейкой является высокая температура плавления и повышенная скорость выполнения работ. Именно поэтому следует действовать предельно аккуратно и в то же время быстро. Для формирования правильного валика шва необходимо выработать специальную технику, в противном случае можно будет получить бесформенную массу из наплавленного металла. Для предупреждения появления холодных трещин рекомендуется до окончания сварки швов обязательно подогревать и поддерживать его высокую температуру. Для сварки необходимо использовать горелки и инверторы с возможностью регулировки температуры.

svarkagid.com
Сварка нержавеющей стали - технологии и особенности
Почему нержавеющая сталь не ржавеет?
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии. Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Типы нержавеющей стали
Существуют три основных типа нержавеющей стали - аустенитного, ферритного и мартенситного класса. Эти три типа стали определяются их микроструктурой, преобладающей кристаллической фазой.
- Аустенитные стали:Аустенитные стали имеют аустенит в качестве основной фазы. Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
- Ферритные стали:Ферритные стали имеют феррит в качестве основной фазы. Эти стали содержат железо и хром. Основной тип стали – сталь 430 с содержанием хрома 17%. Ферритные стали менее пластичны, чем аустенитные стали. Не закаляются путем термической обработки и используются, как правило, в агрессивных средах.
- Мартенситные стали:Характерную микроструктуру мартенсита впервые наблюдал немецкий микроскопист Адольф Мартенс в 1890 году. Мартенситные стали - низкоуглеродистые стали основным типом которых является 410 сталь с содержанием 12% хрома и 0,12% углерода. Мартенсит придает стали высокую твердость, но и снижает ее жесткость и делает металл хрупким. Поэтому эти типы стали используют в слабоагрессивной среде, например при изготовлении столовых приборов и режущего инструмента.
Сварка нержавеющей стали
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
- - Низкая температура плавления
- - Низкий коэффициент теплопроводности
- - Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде). В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении. Покрытые электроды для дуговой сварки должны храниться при нормальной комнатной температуре в сухом месте.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ - смесь аргона и углекислоты в соотношении 98%Ar / 2%CO2. Вместо углекислоты может использоваться кислород. Содержание кислорода увеличивает смачиваемость по краям сварочного шва.
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки является то, что он является наиболее управляемым процессом. Металл сварочной проволоки переходит в сварочную ванну благодаря подаваемым импульсам. Каждый импульс – одна сварочная капля. Благодаря этому снижается средний ток горения дуги, следовательно, и тепловложение, что очень важно при сварке нержавейки. Уменьшается зона термического влияния. Подробнее про сварочный полуавтомат для сварки нержавеющей стали можно посмотреть здесь.
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы (сварочная проволока для нержавейки - дорогой продукт) и увеличивает производительность, сокращая время на зачистку сварочного шва.
Надеемся, что данная статья будет полезна для вас.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки нержавеющей стали
Видео по сварке нержавеющей стали:
Время сварки@6 - TIG сварка нержавеющей стали для начинающих
Время сварки@8 - Сварка выхлопных систем из нержавеющей стали
www.smart2tech.ru
варим нержавеющую сталь правильно. Выбор электродов
Варить нержавеющую сталь совсем непросто. Для этого нужны определенные знания и навыки. При таких работах необходимы особые электроды.

Почему есть необходимость в применении особых электродов
С тех пор, как рынок стал наполняться нержавейкой, ее стали использовать при выполнении определенных инструментов и конструкций. Это является неслучайным. Прежде всего, такие сплавы обладают высокой антикоррозийной устойчивостью. Но не только это объясняет их большую популярность. Изделия из них твердые, прочные, долговечные, да и вид у них весьма презентабельный. Но серьезным недостатком нержавеющей стали является то, что она плохо варится. Это вносит определенные неудобства при проведении работ монтажного плана. Причина этого не единичная, их несколько:
- У таких сталей низкая теплопроводность в сравнении с различными другими сплавами. Она плохо отводит тепло и способна сильно перегреваться. При сварке аппарат надо выставлять на параметры меньшие, чем при работах с другими сплавами.
- Если свариваются массивные изделия из нержавеющей стали, надо оставлять широкий зазор между деталями. Если это требование не выполнять, то будет наблюдаться образование микротрещин. При этом происходит снижение надежности и качества соединения.
- Сильное электрическое сопротивление при сварке ведет к нагреву электродов. Поэтому для сварки подобных сплавов пользуются особыми электродами для нержавеющей стали. Каждый такой электрод имеет соответствующую маркировку.
Допустимо использование плавящихся электродов. Они могут быть представлены металлическим стержнем со специальным покрытием либо проволокой.
Различают следующие методы:
- использование импульсно-дуговой сварки. Она применяется при работах, предусматривающих соединение деталей, толщина которых не превышает восемь десятых миллиметра;
- применение коротко дуговой сварки. Она проводится в условиях среды с инертным газом. Толщина свариваемых деталей не должна превышать три миллиметра;
- использование дуговой струйной сварки возможно для сварки листов с толщиной более трех миллиметров;
- ведение дуговой сварки с флюсом. Она предназначена для изделия с толщиной свыше десяти миллиметров;
- применение плазменной сварки. Она отличается универсальностью и предназначена для соединения деталей с любой толщиной.
Для получения качественных и надежных сварных нержавеющих деталей необходимо соблюдение следующих моментов:
- При использовании вольфрамовых электродов запрещается при работе делать резкие движения. Это может привести к тому, что защитная пленка основного металла разрушится. Это приведет к тому, что антикоррозийные свойства станут хуже.
- В сварной шов не должен попадать вольфрам. Для этого сварочная дуга зажигается не на шве, а на отдельной графитовой пластине.
- Обратная сторона шва требует подачи струи аргона. Это позволит осуществить защиту разогретого основного металла и шва от окислительных процессов.
Бывает, что сварка нержавеющих сплавов выполняется штучными плавящимися электродами. Их необходимо выбирать грамотно и правильно. Они изготавливаются из металла, который должен отвечать ряду требований:
- быть устойчивым к термической ползучести;
- должен обладать небольшим тепловым расширением;
- должен быть упругим;
- для него должна быть характерна высокая теплопроводность и износостойкость.
Правильно подобрав расходный материал, сварка нержавеющих сплавов пройдет без проблем, а шов будет ровным и качественным.
Еще интересные посты для вас...
Вконтакте
Google+
santeh777.ru
Сварка нержавеющей стали электродом - Все о сварке

Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является – сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Содержание статьи
- Отличительные особенности материалов из нержавейки
- Способы сварки
- Выбор электродов
- Область применения
- Технология сварки
- Сварка нержавеющей стали в домашних условиях
- Защита сварочного шва
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.

Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
– Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом – инвертором.

– Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
 Вольфрамовые прутки для сварки
Вольфрамовые прутки для сварки
– Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
Толщина металла, ммРод тока Сила тока,АДиаметр электрода или проволоки, ммСкорость прохождения, см/минНапряжение, ВРасход аргона, л/мин
1Постоянный30..602 или 1,612 – 2811…152,5…3
1Переменный35…752 или 1,615 – 3312…162,5…3
1,5Постоянный40..752 или 1,69 – 1911…152,5…3
1,5Переменный45…852 или 1,61 – 1412…162,5…3
4Постоянный85…1304 или 2,5–11…1510
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения  процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
home.nov.ru