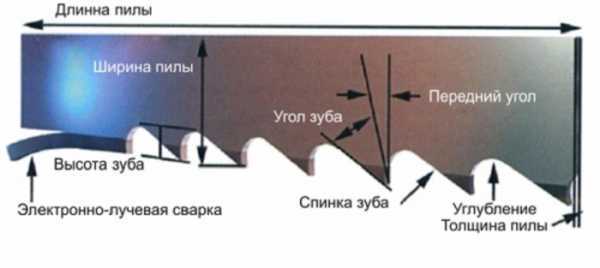
Точильно-шлифовальный ленточно-шлифовальный станок S-150. Точильный ленточный станок
Как выбрать электрическое точило (заточной станок)?
Настольные заточные станки (электрические точило) - полезное как в быту, так и на производстве, в различных мастерских оборудование. Оно отличается компактными размерами и служит для правки оснастки (сверл, резцов, фрез, цепи) и режущего ручного инструмента.
Использование заточного станка не требует владения какими-либо специальными навыками, достаточно ознакомиться с инструкцией. Это долговечное устройство - при соблюдении правил эксплуатации срок его службы достигает 10 лет. А благодаря невысокой цене покупку может позволить себе практически каждый мастер, в том числе многие выбирают станок и для домашнего использования – заточки ножей, топоров, стамесок, лопат и прочего.
Под понятием «заточной станок» подразумевают сразу несколько видов устройств, в зависимости от назначения. Рассмотрим основные из них подробнее.

Заточка цепей
Этот станок служит для правки оснастки электро- и бензопил. С его помощью делается перезаточка цепи при ее износе или повреждении. Наиболее востребованы такие устройства в ремонтных мастерских и специализированных магазинах, а также на заготовительных производствах. Любители также могут использовать их при оснащении домашних мастерских.
По своей конструкции станок напоминает отрезную пилу, только вместо отрезного диска устанавливается шлифовальный. Конструкция его состоит из основания с крепежной частью под цепь и подвижной рабочей головки. Принцип использования прост: оснастка закрепляется в нужном положении, диск подается на зубья вручную, каждый зуб затачивается по отдельности, но благодаря удобной системе регулировки это происходит очень быстро.
Чтобы сделать верный выбор заточного станка для цепей, важно обратить внимание на частоту вращения его шпинделя. Она определяет скорость и качество заточки. Также советуем обратить внимание на дополнительные возможности, например, если шлифовальная головка может поворачиваться, то понадобится выполнить меньше действий для настройки станка перед работой.
Заточка сверл

- Бытовые – компактные устройства для использования дома или в небольших столярных и слесарных мастерских;
- Профессиональные – более производительные станки для обработки сверл диаметром более 20 мм из быстрорежущей и инструментальной стали, а также фрез по металлу. Такая техника применяется в машиностроении и на производстве.
Для того чтобы правильно выбрать заточной станок для сверл, необходимо обратить внимание на указанный максимальный диаметр затачиваемых сверл. У бытовых моделей значение этой характеристики составляет 2 – 13 мм, у профессиональных свыше 20 мм. Полезным будет наличие регулировки частоты вращения шпинделя, так как это позволит выставить наиболее оптимальное значение для работ со сверлами разного диаметра.
Заточка инструментов
 Данный станок будет полезен в быту, в столярном и слесарном деле. С его помощью можно править и затачивать ножи, топоры, ножницы, резцы, стамески, сверла, фрезы и прочий режущий инструмент.
Данный станок будет полезен в быту, в столярном и слесарном деле. С его помощью можно править и затачивать ножи, топоры, ножницы, резцы, стамески, сверла, фрезы и прочий режущий инструмент.
Состоит оборудование из электрического двигателя с длинным валом, на котором с двух сторон закреплены абразивные круги. Удобна такая конструкция тем, что одновременно можно использовать круги разной зернистости для грубой и чистовой обработки или заточки разных видов оснастки.
Встречаются как стандартные, так и специализированные станки для заточки инструментов. А именно:
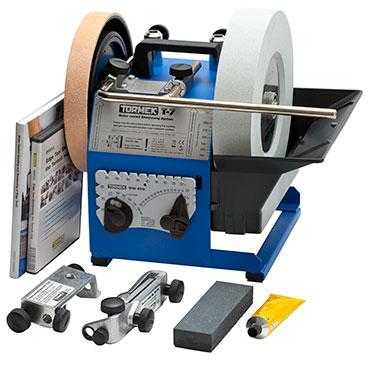
- Угловое точило, предназначенное для мокрой шлифовки. Оно имеет внутри редуктор, благодаря которому диски вращаются с разной скоростью и диск большего диаметра, который находится в водяной ванночке, вращается медленнее. Такой способ обработки удобен для правки резцов или ножей рубанка, так как снижает трение, не дает перегреваться кругу и оснастке, что увеличивает их срок службы;
- Устройства, использующие как абразивный круг, так и шлифовальную ленту. Они предназначены для обработки не только металлических, но деревянных заготовок, то есть такой станок универсален (кругом – обрабатывает металл, лентой - дерево).
Выбирают станки для заточки инструментов по допустимому размеру кругов. К примеру, для ножей и сверл подходящими являются круги 20 мм толщиной. Учитываются и мощность, а также скорость вращения шпинделя. Чем выше эти параметры, тем более точную правку и заточку можно выполнять на данном станке.
Заточка и гравировка
 Точила-граверы специализированный инструмент, совмещающий в себе гравер на гибком валу и заточной станок для инструмента с двумя абразивными кругами. Предназначен для работ с режущим инструментом. С помощью такого точила выполняется заточка, чистка, шлифование, а также гравировка с помощью борфрез, установленных на гибком валу.
Точила-граверы специализированный инструмент, совмещающий в себе гравер на гибком валу и заточной станок для инструмента с двумя абразивными кругами. Предназначен для работ с режущим инструментом. С помощью такого точила выполняется заточка, чистка, шлифование, а также гравировка с помощью борфрез, установленных на гибком валу.
Данные станки предназначены для использования в небольших мастерских или в быту, так как допустимая продолжительность их эксплуатации – не более 30 минут, после чего оборудование нуждается в «отдыхе» во избежание перегрева двигателя. Все точила-граверы имеют плавную регулировку частоты вращения, благодаря этому можно точно подобрать соответствующий режим шлифовки.
Подводя итоги, заметим, что на вопрос - как выбрать заточной станок - можно ответить, только определившись с его видом. Что же касается общих технических характеристик, то кроме назначения важны габариты и мощность. Первые влияют на мобильность станка и то, сколько ему потребуется места в мастерской, а вторая будет определять общую продолжительность работы и энергопотребление. Мощные станки можно использовать дольше без остановок, но и энергии они потребляют куда больше.
Важен ли производитель?
Это волнует многих. Здесь стоит отметить, что станки зарубежного производства (Bosch, Makita, Metabo) хорошо показали себя в плане производительности и наличия дополнительных функций. А отечественная техника (Elitech, Интерскол, Калибр, Зубр) известна устойчивостью к нагрузкам и российским условиями работы, а также доступностью по цене.
Отзывы тех, кто уже успел купить и попробовать заточной станок в деле, Вы можете найти в карточках товаров. Там же описаны основные особенности устройства. Выбор сделан? Позвоните, не откладывая, нашим менеджерам и они предложат лучшие условия доставки вашего заказа.
www.vseinstrumenti.ru
Заточные станки для ленточных пил
Станок для заточки ленточных пил
Разделка и распиловка массивов древесины и рядовых пиломатериалов выполняется двумя типами станков – циркулярной дисковой пилой и ленточными бесконечными пилами. Технология разрезки с помощью тонкой ленточной пилы, сваренной в кольцо, дает меньше отходов, выше качество обрабатываемой поверхности, и признается наиболее прогрессивной технологией обработки древесины. Высокая скорость пореза и давление на режущую кромку ленты требуют периодически восстанавливать остроту полотна, используя заточной станок для ленточных пил. Сегодня, кроме плотных древесных массивов, лентой режут и отдельные марки сталей и сплавов.

Как затачивают ленточные пилы
Чтобы добиться высокой производительности, пильное полотно изготавливается из хром-ванадиевых сталей, обладающих высокой стойкостью к истиранию и твердостью поверхности. Дорогие модели ленточных пил делают в виде двух сваренных лент, разной ширины и разного металла.
Для широкой части используются пружинные марки стали, обладающие высокой стойкостью к переменным нагрузкам. Для тонкой полоски полотна используют сплавы, содержащие кобальт и вольфрам. Заточка ленточных пил по дереву такой конструкции требует использования специальных материалов. Для обычной пилы из стали 9ХФ применяются заточные круги на основе нитридов бора или титана. Кобальтовые или вольфрамовые сплавы приходится резать алмазными материалами.
Чтобы правильно подготовить режущую кромку ленточной пилы к работе на заточном оборудовании, потребуется:
- Выполнить разводку ленточного полотна, последовательно отгибая половину или 2/3 высоты каждого зубья в разные стороны от линии реза. Оптимальная величина отгиба 0,5-0,7 мм. Операцию выполняют с помощью специального приспособления до момента установки пилы на заточной станок;
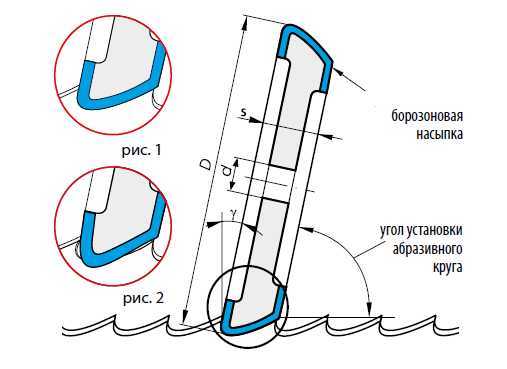
- Правильно настроить на заточном станке высоту и грань затачиваемого профиля. Инструкция по заточке ленточных пил требует обработки передней грани профиля зуба, но допускается также переточка пилы по задней грани. Ленточные пилы по металлу имеют наименьшую высоту и шаг профиля;
- Точно настроить движение заточного круга станка по профилю впадины зуба. В этом случае достигается полнопрофильная заточка. Если толщина полотна маленькая, заточное устройство для ленточных пил настраивают для обработки верхних режущих кромок профиля, чтобы избежать утончения основания зуба.
Параметры профиля и угла наклона задаются при производстве ленточной пилы, и на протяжении всего периода эксплуатации не меняются. При неправильной настройке наклона заточного камня станка оптимальный угол может быть искусственно увеличен. В результате пила, установленная на распиловочный станок, будет работать с перегрузкой и быстро выйдет из строя.
Состояние ленточной пилы и необходимость выполнения заточки зачастую определяют по усилию реза и визуально по режущей кромке профиля. Для режущих полотен маломощных станков можно даже не использовать станок для заточки ленточных пил, подправить кромку с помощью надфиля. Малая величина удаляемого металла практически не влияет на геометрию, но способна существенно повысить режущую способность полотна.

Заточные механизмы и станки для ленточной пилы
Полотно небольшой длины с малоразмерными зубами можно заточить надфилем или насадкой к граверному станку. Это тяжело и долго, но вполне возможно. Главная проблема ручного затачивания заключается в том, что каждый зуб имеет едва уловимое отклонение от оптимальных параметров. Установленная на распиловочный станок лента испытывает нерасчетные нагрузки и сильно нагревается.
Заточной электрический станок позволяет сделать кромки всех зубьев ленточной пилы более-менее одинаковыми. Необходимо только правильно настроить систему подачи полотна и величину захода заточного эльборового круга в профиль.
Конструктивно станки для заточки и восстановления кромок ленточных пил делятся на несколько категорий:
- Полуавтоматические с ручным приводом полотна и консоли абразивного инструмента;
- Станки с настраиваемым шагом перемещения и подачи пилы с автоматической заточкой профиля по регулируемым параметрам полотна. Помимо геометрии зуба, датчик станка отслеживает количество заточенных в ленте зубов и автоматически останавливается после выполнения полного цикла;
- Обрабатывающие центры с программируемой установкой необходимых параметров подачи и заточки. Такие конструкции используются для затачивания сложных и массивных лент с применением охлаждающих жидкостей и контролем рабочей температуры и качества обработки.
Первые модели заточных станков были практически полностью ручными. В отличие от современных моделей, подачу полотна, настройку углов и затачивание необходимо было выполнять встроенными приводами ленты и абразивного круга. Для работы на таком станке требовался очень серьезный опыт, и подготовка специалиста по заточке ленточной пилы занимала достаточно большой период времени.

С появлением автоматизированных станков человеческий фактор стал уменьшаться. Теперь было достаточно правильно отрегулировать движение кулачка подачи и угол заточки зуба. Все остальные операции выполнялись дублированием настроек.
Заточные центры позволили в разы увеличить качество и производительность работы. Самые сложные разнопрофильные пилы затачивались с максимальной точностью.
Устройство и работа заточного станка
В качестве типичного представителя парка полуавтоматов для заточки пил можно привести станок ПСЗЛ.
Настройка параметров работы выполняется регулировочными винтами:
- Винтом 1 регулируется положение под абразивным инструментом и определяется глубина врезания по передней кромке;
- Точкой 2 настраивается глубина опускания диска, фиксатор позиции 3 используется для установки максимального предела для заглубления;
- Поворотным регулятором 4 определяется шаг зуба, с которым кулачок будет проталкивать ленту вдоль прижимных планок.
Чтобы станок мог определить точку, с которой началась заточка зубьев, на полотно с внутренней стороны устанавливается магнит.
В процессе выполнения обработки стального полотна материал охлаждается маслом. Жидкость стекает с поверхности ленточной пилы, собирается и перекачивается масляным насосом через фильтр и магнит. Первый задерживает немагнитные включения и абразивную пыль, второй – металлическую стружку.
Автомат ПЗСЛ 30/60 способен обрабатывать любой профиль зуба для наиболее распространенных размеров лент, длиной от 30 до 60 мм до 10 м. В качестве рабочих дисков применяются эльборовые и алмазные круги. Чтобы освоить работу на заточном станке, даже неопытному человеку потребуется практика в течение 1-2 часов, как на видео:
Наиболее удачные станочные заточные системы
Среди наиболее известных станочных автоматов можно отметить продукцию компании Wood-Mizer, специализирующуюся на изготовлении пилорам и распиловочных линий. Например, станок BMS500, оснащенный электрическим приводом в 500 Вт, способен в полностью автоматическом режиме затачивать полотно ленточной пилы любой сложности за 4-5 мин работы.

Кроме полных автоматов,фирма выпускает целую линейку полуавтоматических и ручных станков, позволяющих заточить зубья ленточной пилы с максимальной точностью и тем самым обеспечить увеличение ресурса на 30-50%.
Одним из лучших производителей станочного заточного оборудования для пил является компания Vollmer, специализирующаяся на выпуске точной программируемой механики.
Третью строчку в рейтинге производителей заточных систем можно отдать компании Lenker, специализирующейся на выпуске режущего инструмента для станков.
Заключение
Средний срок окупаемости наиболее простых моделей при 50% нагрузке составляет 4-5 месяцев эксплуатации. При ресурсе основных механических частей в 24-36 месяцев станок способен снизить затраты на покупку дорогостоящих ленточных пил для столярной мастерской примерно на 45-50%. Приведенные данные не учитывают расходов на эльборовые материалы.
bouw.ru
Станки для заточки ленточных пил
В этой статье мы расскажем о станках, которые используются для заточки ленточных пил. Эти станки разнообразны и с каждым годом они совершенствуются заводами изготовителями, но принцип работы данных станков остается таким же. Как и прежде, их задача производить качественную заточку ленточных пил.



Станок для заточки ленточных пил.
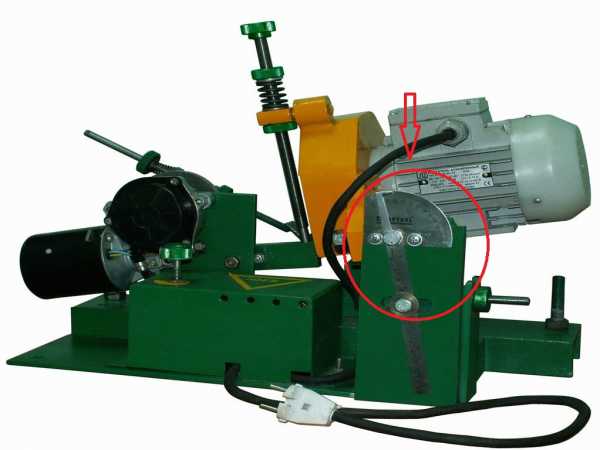
Сам станок производит всю работу в автоматическом порядке. На нём расположены два электродвигателя. Стоит заметить, что оба эти двигатели могут иметь питание как от сети 220 В, через выпрямитель, так и от аккумулятора 12 В, что очень удобно в полевых условиях.
Электродвигатель, приводящий в движение заточной камень, расположен на подвижной основе, с помощью которой специальным винтом регулируется глубина заточки, а так же и угол заточки.
Второй двигатель закреплён жёстко на самой станине. Благодаря специальным регуляторам, он имеет различный скоростной режим, что очень помогает при регулировке подачи. С помощью кулачка, который приводится в движение этим двигателем, приводится в движение весь станок.
Толкатель, с помощью которого производится подача, закреплён непосредственно на самом кулачке и толкает саму пилу. От него же, зависит и шаг пилы. Сразу поясним, что шагом пилы считается расстояние между зубьями. И именно этот шаг и регулируется с помощью этого толкателя. И им же регулируют подачу под камень для заточки.
Далее кулачок своей выпуклой стороной давит на специальную штангу, которая в свою очередь, через регулировочный винт, приводит в действие подвижную основу с заточным камнем, заставляя его двигаться вверх-вниз.
В этом заключается основная работа всех станков такого типа. Далее мы перечислим основные наиболее часто используемые заточные станки для ленточных пил.
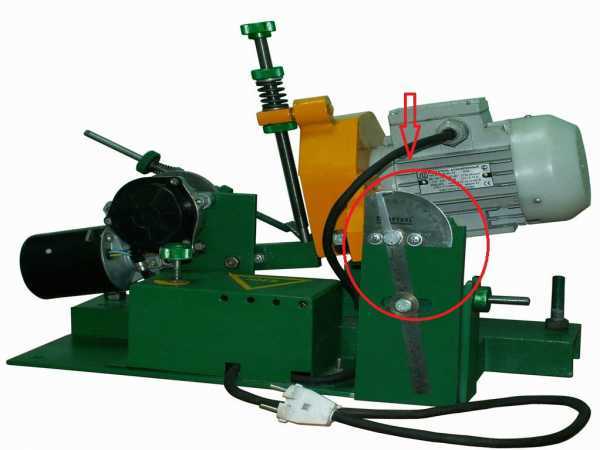
Заточной станок «Тайга»

Наверно эта марка станка самая распространённая. Возможно, такое распространение он получил за счёт своей простоты в обращении. Почти каждый рамщик узнает станки этого бренда по зелено-желтой окраске.
Регулировка его достаточно проста. Да Вы и сами посмотрите.
Кулачок, приводимый в движение двигателем, приводит в действие толкатель. С помощью этого толкателя регулируется подача пилы. И этим же кулачком давит на штангу, которая приводит в действие подвижную станину. На эту штангу опирается винт для регулировки высоты зуба.
Именно этот винт, опирающийся на штангу, приводит в движение подвижную основу с находящимся на ней заточным камнем. Сама подвижная основа с тыльной стороны имеет специальную разметку для установки угла заточки.
Угол устанавливается довольно просто. Ослабляются два болта, которые находятся на тыльной стороне станины и винтом находящимся внизу подвижного основания, устанавливается необходимый угол. Для точного ориентира разметка на тыльной стороне имеет деления.
На станине расположены упорные винты и зажим, с помощью винтов регулируется установка высоты пилы, так как пилы бывают различной ширины, а зажимом, фиксируется сама пила, для того чтобы предотвратить её движение в противоположную подаче сторону.
Для первоначальной подстройки имеется регулятор скорости подачи, с помощью которого можно убавлять подачу до минимума и настроить её точно по профилю пилы. После такой точной настройки, поворотом регулятора увеличивается скорость подачи, на которой осуществляется дальнейшая работа станка.
Станок заточной «Кедр».

Заточной станок «Кедр» мало чем отличается от «Тайги». Та же скорость подачи, та же установка угла и регулировка высоты зуба. Разница лишь в подключении к источнику питания. Ну и как «Тайга», «Кедр» имеет свои брендовые цвета — синий и красный.
Конечно, нужно отметить более современные модификации этого станка, к которым помимо всего добавляется подача охлаждающей жидкости на место соприкосновения заточного камня и пилы, а так же использование алмазных кругов. Все эти новшества очень повышают качество заточки и срок службы ленточной пилы.

Станок заточной АЗУ-02.

Автоматическое заточное устройство 02 — это наиболее современный прототип станка для заточки ленточных пил. Его отличие в том, что этот станок оснащён специальным устройством для подачи охлаждающей жидкости.
На панели управления находятся пять переключателей.
Два верхних отвечают за скорость подачи:
- первый — самой пилы
- второй — охлаждающей жидкости
Три нижних отвечают за включение отдельных узлов станка:
- первый — включает двигатель привода заточного камня
- второй — двигатель привода кулачка подачи
- третий — включает насос подачи жидкости.
Благодаря четырёх скоростному режиму подачи, данный станок производит свою работу значительно быстрее, чем станки описанные выше. А тот же станок АЗУ-02/09 оборудован алмазным камнем, которого в свою очередь хватает на довольно продолжительное время работы по сравнению с обычными заточными камнями.
Конечно, это не все станки, которые выпускаются на сегодняшний день, но на данный момент они составляют основу остальных моделей станков такого типа. И как Вы уже наверно заметили, в регулировке всех этих станков, практически нет различий.
Самым главным в этих автоматически работающих станках для заточки ленточных пил является контроль. Особенно контроль фаски на заточном камне. Согласно инструкции рабочая фаска должна быть 45 градусов, а противоположная сторона заточного камня должна поддерживаться с ровной поверхностью.
При недостаточном контроле и своевременной правке заточного камня, теряется профиль ленточной пилы, а соответственно и качество заточки. Качество заточки в свою очередь влияет на качество получаемого пиломатериала.
moyapodsobka.ru
Особенности заточки ленточных пил
Если вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.

Полотно ленточной пилы
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.

Aвтоматическая ленточная пила BOMAR
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки.
Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.
Биметаллическая ленточная пила
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.

Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм. Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты.
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.

Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Способы заточки и оборудование для нее
Решать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса.
Заточка по полнопрофильной схемеДля выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Заточка только граней режущих зубьевТаким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.

Устройство для заточки ленточных пил АЗУ-02/6.
Конструкция стандартного заточного станка включает в себя следующие элементы:
- основание;
- приводы для обеспечения подачи полотна пилы, вращения и качания точильного круга;
- устройство для закрепления обрабатываемого инструмента.
Управление всеми движениями заточного круга и ленты пилы осуществляется при помощи специального электронного блока.
При выполнении заточки зубьев пилы своими руками (особенно если у человека, который этим занимается, нет соответствующего опыта) могут возникать следующие проблемы: появление неправильной формы пазух между зубьями и несоблюдение угла их наклона. Причины таких недостатков заключаются, как правило, в следующем: для точения используется круг несоответствующего профиля, выбран неправильный угол его наклона, смещен эксцентрик заточного станка.
met-all.org
Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Заточной станок для ленточных пил
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.
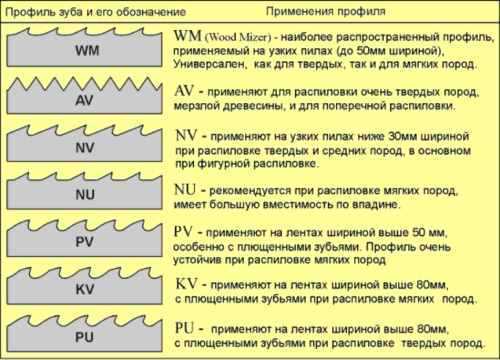
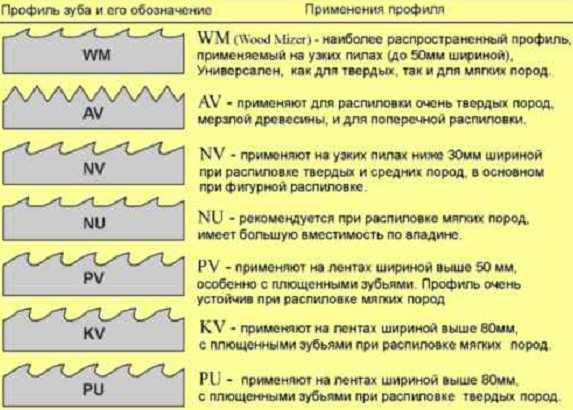
Профили зубьев
Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
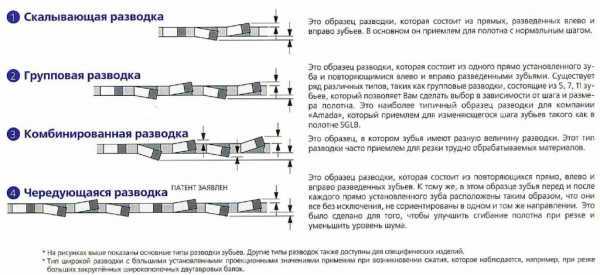
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух полотен. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Заточка пилы
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
i-perf.ru
Станок заточной ленточный. Заточной станок для ленточных пил ПЗСЛ 30/60. заточные станки
Станок заточный ленточный предназначен для резки всех обычно используемых материалов, начиная с алюминия и его сплавов, цветных металлов и, заканчивая высокотвердой сталью.
Заточной станок OWM-4M (Польша) предназначен для заточки ленточных пил шириной от 15 до 80 мм, используемых на горизонтальных и вертикальных ленточных пилорамах и ленточно-делительных станках. Заточка производится прямым шлифовальным кругом.
Особенности заточки на Заточном станке OWM-4M для ленточных пил:
Автоматический режим заточки Два режима заточки: ручной (настройка профиля зубьев ленточной пилы) и автоматический (заточка) Подача охлаждающей жидкости в зону заточки Скорость подачи пилы (30–60 зуб/мин) Высокая точность настройки параметров заточки ленточных пил Станок оснащен контролером, который задает количество зубьев затачиваемой ленточной пилы Станок позволяет затачивать ленточные пилы с двумя наиболее распространенными профилями: Wood-Mizer и Hakensson
Технические характеристики Заточного станка OWM-4M для ленточных пил:Наибольшая длина ленточных пил (при использовании направляющих), мм 5500 (7000)Ширина ленточных пил, мм 15–80Передний угол заточки зубьев пилы, град. 0–15Высота затачиваемых зубьев ленточных пил, мм 3–12Шаг затачиваемых зубьев ленточных пил, мм 5–35Размеры шлифовального круга, мм 150х20х8Частота вращения шлифовального круга, об/мин 2760Мощность эл. двигателя шлифовального круга, кВт 0,18Мощность эл. двигателя привода подачи, кВт 0,25Габаритные размеры, мм 700х1000х1300Масса, кг 130
Заточные станки для ленточных пил AM-128M-1
Станки для автоматической заточки ленточных пил профильными эльборовыми (боразоновыми) дисками модель TL-30/60
Полуавтоматическое устройство для разведения зубьев ленточных пил
Прибор для измерения натяжения ленточных пил TL 10 Любая каленая или биметаллическая пила может и должна распиливать более 60м³ круглого леса до разрыва пилы – заявляемая производительность различных марок ленточных пил практически одинакова. Однако достижению таких показателей мешает ряд проблем, которые не связаны с качеством ленточного полотна. Актуальной проблемой практически любого деревообрабатывающего производства является человеческий фактор. Однако даже квалифицированный заточник ленточных пил без хорошего заточного оборудования не может обеспечить качество производимой продукции.
Если пила плохо пилит и на ней быстро появляется «волна» – это сигналы, говорящие о несоблюдении необходимых углов в профиле зуба. Пила быстро рвется? Обратите внимание на профиль каждого зуба, скорее всего он не протачивается полностью и в неснятых точках напряжения образуются микротрещины. Около 90% разрыва ленты происходит из-за плохой заточки.
Использование станка мод. TL-30/60 на вашем производстве гарантирует:
заточку пил с высоким качеством за один «проход» вне зависимости от уровня квалификации заточника; полное исключение пережога, микронеровностей и рисок, снятие напряжения пилы. проточку и получение абсолютно одинакового профиля каждого зуба, c его передним и задним углами.
В результате ленточные пилы служат в 2-3 раза дольше, и Ваша пилорама может работать с максимальной производительностью.Станок TL-30/60 может обслуживать пилы любых производителей.
Особенности комплектации и принципы работы станка.Система управления TL-30/60 проста и удобна. На блоке управления расположены:
кнопка управления скоростью подачи пилы кнопка управления скоростью подачи охлаждающей жидкости кнопки разделенного включения/выключения механизма подачи и электродвигателя заточного круга кнопка аварийной остановки
Профильный эльборовый кругЗаточка производится профильным эльборовым шлифовальным кругом, повторяющим профиль зуба, что гарантирует неизменность профиля пилы после перезаточки.
Система подачиСистема подачи пилы спроектирована с учетом исключения люфтов и позволяет подводить зуб пилы в зону взаимодействия с камнем с точностью до 0.1 мм
Конструктивные особенности системы подачи:Кулачок регулирует шаг зуба, не влияя на профиль затачиваемой пилы
Лучевые направляющие позволяют легко и быстро настроить станок под длину и ширину пилы
Механизм крепления пилы имеет пружинно-винтовые фиксаторы и позволяет быстро снять/установить пилу на станок.
Дополнительные роликовые направляющие выполняют базирующую функцию, протачивая каждый зуб пилы на заданную глубину. Технические и временные характеристики: Время заточки пилы длиной 4026 мм ≈ 7минДиапазон ширины ленточной пилы 30-60ммМаксимальная длина ленточной пилы до 10мПараметры электросети, потребляемая мощность ~380В 50Гц, ≈ 350 ВтГабаритные размеры 1000х370х430ммМасло для охлаждения - любое индустриальное (рекомендуемое - И20, И40), 6лМасса станка 50кг
Расчетная окупаемость станка - 1-4 месяца в зависимости от количества обслуживаемых ленточных пил.
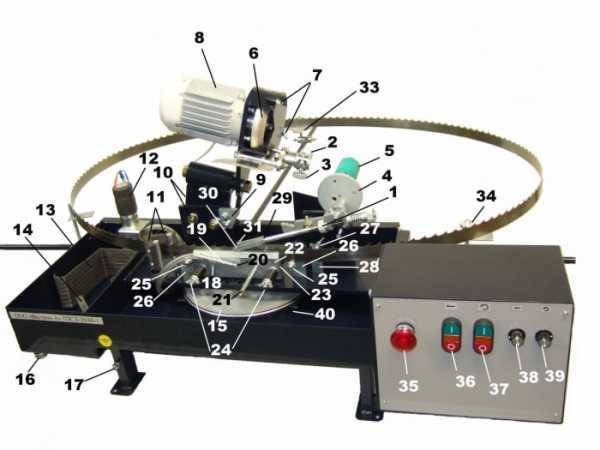
Устройство станка:1. Винт регулировки глубины опускания заточного диска.2. Гайка толкателя зуба пилы – предназначена для регулировки положения профиля зуба пилы под заточным диском и глубины врезания по передней кромке.3. Болты регулировки угла заточного диска относительно плоскости пилы (устанавливаются изготовителем, при необходимости угол изменяется по специальному шаблону).4. Масляный насос.5. Двигатель заточного диска.6. Двигатель толкателя пилы.7. Форсунки масляного насоса.8. Первичный фильтр масляного насоса – предназначен для сбора крупных частиц мусора (метал, опилки, смола и т.д.).9. Рычаг установки ленты.10. Регуляторы зажима ленты.11. Нижние опорные ролики.12. Масляный фильтр тонкой очистки - состоит из мелкой сетки и квадратного магнита, которые устанавливаются в отсеке масляного насоса. Магнит устанавливается вертикально на расстоянии ≈ 2-3см от выхода переливного отверстия, а сетка непосредственно перед масляным насосом.13. Боковые опорные лучи пилы.14. Крепление защитной крышки заточного диска.15. Заточной диск.16. Пила.17. Корпус станка.18. Резиновые маслосъемники – предназначены для снятия излишков масла с тела пилы.19. Датчик движения пилы – срабатывает от магнита.20. Кнопка полной остановки станка.21. Двойная кнопка включения (зеленая) и выключения (красная) толкателя зуба пилы.22. Двойная кнопка одновременного включения (зеленая) и одновременного выключения (красная) двигателя заточного диска и масляного насоса.23. Регулятор скорости движения толкателя пилы.24. Регулятор напора масляного насоса.25. Фиксатор винта регулировки глубины опускания заточного диска.
Заточной станок для ленточных пил ПЗСЛ 30/60
ПЗСЛ30/60 — автоматический станок для заточки ленточных пил шириной 30-60мм профильным эльборовым (боразоновым) заточным диском, с масляным охлаждением, без присутствия опытного заточника.Всегда гарантирована быстрая и точная заточка зубьев пилы.
Основные преимущества и отличительные особенности станка:Для работы не требуется квалифицированный персонал. Необходимо только поставить пилу в станок, подвести диск к пиле и через 5-7 минут снять идеально заточенную пилу.Всю работу по качественной заточке пилы выполнит профильный эльборовый диск. Пила по всей длине получается с полностью проточенным и абсолютно одинаковым профилем каждого зуба без прижогов, микронеровностей и рисок, то есть без точек напряжения.Ресурс пил заточенных профильным диском увеличивается в 2-3раза.Эльборовый заточной диск за счет своей твердости практически не стачивается. За ним не надо следить, его не надо править. Ресурса одного диска хватает для заточки минимум 10км пилы или на год работы одной пилорамы.В станке может быть поставлен эльборовый диск любого профиля и шага пилы.За работой станка не надо следить. Он остановится после протачивания всей пилы.Протачивание зубьев пилы ведется при масляном охлаждении.Обучение работе на станке занимает не более 20минут.В зависимости от объемов работы срок окупаемости станка составляет 1-4месяца.Пилорама с пилами, заточенными на ПЗСЛ30/60, работает на максимуме своей производительности с получением пиломатериала без волны и точно в размер.
Заточной станок АЗУ-07 для ленточных пил (8-51мм)
Заточной станок АЗУ-07 предназначен для заточки ленточных пил шириной от 8 до 51 мм, используемых на горизонтальных и вертикальных ленточных пилорамах и ленточно-делительных станках. Заточка производится тонким шлифовальным кругом.
Заточка ленточной пилы производится по всей поверхности зуба с разделённой регулировкой величины снимаемого припуска по передней и задней граням в автоматическом режиме. Особенности заточки на Заточном станке АЗУ-07 для ленточных пил: Подача охлаждающей жидкости в зону заточки. Скорость подачи ленточной пилы в зону заточки плавно регулируется.
Станок позволяет затачивать ленточные пилы ведущих производителей, таких как: Hakensson, Wood-Mizer, Uddeholm, Simonds, Pilana, Sandvik. Профиль затачиваемых зубьев ленточных пил зависит от кулачка, установленного на станке.
Станок поставляется с кулачком, позволяющим затачивать ленточные пилы с профилем Wood-Mizer. Кулачки с другими профилями зубьев поставляются по отдельному заказу.
Технические характеристики Заточного станка АЗУ-07 для ленточных пил:
Наибольшая длина ленточных пил,мм 5200Ширина ленточных пил, мм 8-51
Толщина ленточных пил, мм 0,9-1,2
Шаг зубьев ленточных пил, мм 16-30
Диаметр шлифовального круга, мм 125х32
Частота вращения шлифовального круга, об/мин 2750
Угол заточки,град 0-30
Мощность эл. двигателя шлифовального круга, кВт 0,25
Напряжение питающей сети, В 380
Габаритные размеры, мм без опорных штанг 420х450х500
Вес, кг 34
sawwood.ru
Точильно-шлифовальный ленточно-шлифовальный станок S-150 - Станкофф.RU
Ленточно-шлифовальные станки предназначены для зачистки сварных швов, удаления облоя, ржавчины, заусенцев и мелких дефектов на поверхности различных металлических деталей, их шлифовки и полировки. Применяемые высокие скорости обработки (до 37 м/с) позволяют использовать ленты из современных шлифовальных материалов для обработки нержавеющей стали, цветных металлов, хрома, кобальта, никелевых сплавов, алюминия и титана. Используя шлифленты со специальным составом типа Scotch-Brite®, Trizact® можно выполнить матирование поверхности металла, создание направленной риски и другие отделочные операции.
| Техническая характеристика | |
Мощность двигателя, кВт |
4 |
Зона контакта, мм |
250х150 |
Размер ленты, мм |
2000х150 |
Рабочая скорость, м/с |
18; 37 |
Масса станка, кг |
105 |
Отзывы о Точильно-шлифовальном ленточно-шлифовальном станке S-150
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:Использовать нецензурные выражения, оскорбления и угрозы;Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Станки для заточки ленточных пил
В этой статье мы расскажем о станках, которые используются для заточки ленточных пил. Эти станки разнообразны и с каждым годом они совершенствуются заводами изготовителями, но принцип работы данных станков остается таким же. Как и прежде, их задача производить качественную заточку ленточных пил.
Станок для заточки ленточных пил.
Сам станок производит всю работу в автоматическом порядке. На нём расположены два электродвигателя. Стоит заметить, что оба эти двигатели могут иметь питание как от сети 220 В, через выпрямитель, так и от аккумулятора 12 В, что очень удобно в полевых условиях.
Электродвигатель, приводящий в движение заточной камень, расположен на подвижной основе, с помощью которой специальным винтом регулируется глубина заточки, а так же и угол заточки.
Второй двигатель закреплён жёстко на самой станине. Благодаря специальным регуляторам, он имеет различный скоростной режим, что очень помогает при регулировке подачи. С помощью кулачка, который приводится в движение этим двигателем, приводится в движение весь станок.
Толкатель, с помощью которого производится подача, закреплён непосредственно на самом кулачке и толкает саму пилу. От него же, зависит и шаг пилы. Сразу поясним, что шагом пилы считается расстояние между зубьями. И именно этот шаг и регулируется с помощью этого толкателя. И им же регулируют подачу под камень для заточки.
Далее кулачок своей выпуклой стороной давит на специальную штангу, которая в свою очередь, через регулировочный винт, приводит в действие подвижную основу с заточным камнем, заставляя его двигаться вверх-вниз.
В этом заключается основная работа всех станков такого типа. Далее мы перечислим основные наиболее часто используемые заточные станки для ленточных пил.
Заточной станок «Тайга»

Наверно эта марка станка самая распространённая. Возможно, такое распространение он получил за счёт своей простоты в обращении. Почти каждый рамщик узнает станки этого бренда по зелено-желтой окраске.
Регулировка его достаточно проста. Да Вы и сами посмотрите.
Кулачок, приводимый в движение двигателем, приводит в действие толкатель. С помощью этого толкателя регулируется подача пилы. И этим же кулачком давит на штангу, которая приводит в действие подвижную станину. На эту штангу опирается винт для регулировки высоты зуба.
Именно этот винт, опирающийся на штангу, приводит в движение подвижную основу с находящимся на ней заточным камнем. Сама подвижная основа с тыльной стороны имеет специальную разметку для установки угла заточки.
Угол устанавливается довольно просто. Ослабляются два болта, которые находятся на тыльной стороне станины и винтом находящимся внизу подвижного основания, устанавливается необходимый угол. Для точного ориентира разметка на тыльной стороне имеет деления.
На станине расположены упорные винты и зажим, с помощью винтов регулируется установка высоты пилы, так как пилы бывают различной ширины, а зажимом, фиксируется сама пила, для того чтобы предотвратить её движение в противоположную подаче сторону.
Для первоначальной подстройки имеется регулятор скорости подачи, с помощью которого можно убавлять подачу до минимума и настроить её точно по профилю пилы. После такой точной настройки, поворотом регулятора увеличивается скорость подачи, на которой осуществляется дальнейшая работа станка.
Станок заточной «Кедр».

Заточной станок «Кедр» мало чем отличается от «Тайги». Та же скорость подачи, та же установка угла и регулировка высоты зуба. Разница лишь в подключении к источнику питания. Ну и как «Тайга», «Кедр» имеет свои брендовые цвета — синий и красный.
Конечно, нужно отметить более современные модификации этого станка, к которым помимо всего добавляется подача охлаждающей жидкости на место соприкосновения заточного камня и пилы, а так же использование алмазных кругов. Все эти новшества очень повышают качество заточки и срок службы ленточной пилы.

Станок заточной АЗУ-02.

Автоматическое заточное устройство 02 — это наиболее современный прототип станка для заточки ленточных пил. Его отличие в том, что этот станок оснащён специальным устройством для подачи охлаждающей жидкости.
На панели управления находятся пять переключателей.
Два верхних отвечают за скорость подачи:
- первый — самой пилы
- второй — охлаждающей жидкости
Три нижних отвечают за включение отдельных узлов станка:
- первый — включает двигатель привода заточного камня
- второй — двигатель привода кулачка подачи
- третий — включает насос подачи жидкости.
Благодаря четырёх скоростному режиму подачи, данный станок производит свою работу значительно быстрее, чем станки описанные выше. А тот же станок АЗУ-02/09 оборудован алмазным камнем, которого в свою очередь хватает на довольно продолжительное время работы по сравнению с обычными заточными камнями.
Конечно, это не все станки, которые выпускаются на сегодняшний день, но на данный момент они составляют основу остальных моделей станков такого типа. И как Вы уже наверно заметили, в регулировке всех этих станков, практически нет различий.
Самым главным в этих автоматически работающих станках для заточки ленточных пил является контроль. Особенно контроль фаски на заточном камне. Согласно инструкции рабочая фаска должна быть 45 градусов, а противоположная сторона заточного камня должна поддерживаться с ровной поверхностью.
При недостаточном контроле и своевременной правке заточного камня, теряется профиль ленточной пилы, а соответственно и качество заточки. Качество заточки в свою очередь влияет на качество получаемого пиломатериала.
moyapodsobka.ru