Содержание
Сварка меди и ее сплавов Статьи
Медь отличается от стали и других цветных металлов цветом, высокой плотностью – много выше чем у стали. Именно из-за высокой этого имеются многочисленные особенности сварки меди.
Бронза — это сплав меди с оловом, алюминием, марганцем, железом. Основным легирующим элементом бронзы является олово, называются оловянными. Бронзы есть ещё алюминиевые, кадмиевые. Сплав меди с никелем — мельхиор, сплав с никелем и цинком – нейзильбер. Мельхиор и бронза устойчивы к активному воздействию воды и, поэтому, применяются в основном судовой промышленностью.
Перечислим основные трудности при сварке меди и ее сплавов:
- повышенная окисляемость при нагреве до расплавленного состояния
- высокая чувствительность к вредному влиянию водорода
- склонность к росту зернистости и охрупчиванию свариваемых изделий вследствие нагрева в зоне термической обработки
- влияние примесей, которые приводят к трещинообразованию и охрупчиванию сварочного шва
- сварку меди затрудняют высокая теплоемкость, жидкотекучесть.


При сварке основная задача не допустить растворение газов в меди и ее сплавах. С этой целью используют защитные инертные газы, флюсы и разные покрытия с содержанием борных соединений. Кроме того, при сварке меди и сплавов используют сварочную проволоку с активными раскислителями — кремнием и марганцем.
Дуговая сварка в защитных газах (аргонодуговая сварка) может быть выполнена в среде аргона, гелия и их смесей вольфрамовым неплавящимся электродом и плавящейся присадочной проволокой.
При сварке в качестве присадочного материала используют медную сварочную проволоку с добавкой фосфора и кремния. Фосфор и кремний хорошо раскисляют сварочную ванну, снижают пористость и обеспечивают высокие физико-механические свойства сварных швов.
При сварке в небольших объемах медь можно варить газовой сваркой — ацетиленовой газовой горелкой. Ацетиленовые горелки используют в связи с тем, что температура нагрева ацетиленовой горелки выше, чем пропановой. Газовую сварку можно применять как для чистой меди, так и для ее сплавов. Легирование металла производится присадочной проволокой для меди и ее сплавов. Во время сварки тяжелых конструкций (более 10 мм толщиной) используется две горелки: одна для прогрева металла, вторая для самой сварки.
Легирование металла производится присадочной проволокой для меди и ее сплавов. Во время сварки тяжелых конструкций (более 10 мм толщиной) используется две горелки: одна для прогрева металла, вторая для самой сварки.
Кроме того, медь и ее сплавы можно варить ручной дуговой сваркой покрытыми электродами. Для этого применяются специальные электроды. Для ручной дуговой сварки и наплавки изделий из технически чистой меди марок М1, М2, МЗ предназначены электроды марки ЛЭЗ Комсомолец-100 со специальным покрытием. Дуговую сварку покрытыми электродами выполняют на постоянном токе обратной полярности, стремясь поддерживать короткую дугу без колебаний электрода. Силу тока на сварочном аппарате выбирают в зависимости от диаметра электрода.
Физические и механические свойства швов обеспечивают подбором химического состава присадочной проволоки для меди и ее сплавов.
Сварку проводит в основном в нижнем положении. При сварке в среде аргона присадочная проволока соответствует составу сплавов или чистой меди. Обычно присадочная проволока от 2 до 7 миллиметров в диаметре. Состав присадочной проволоки должен быть аналогичным свариваемому металлу. При этом получают наилучшее качество шва все виды латуни хорошо свариваются аргонодуговыми сварочными аппаратами. Кроме того при сварке меди и латуни используется автоматическая сварка под флюсом который выполняется на постоянном токе обратной полярности. Специфика сварки латунных изделий заключается в возможном выпаривании цинка в процессе сварки — температура испарения цинка близка к температуре плавления латуни. Снижение содержания цинка в металле шва ухудшает механические свойства соединения. Для предотвращения выгорания цинка необходима сварка на пониженной мощности и применение кремниевых присадочных материалов, которые препятствуют испарения цинка.
При сварке в среде аргона присадочная проволока соответствует составу сплавов или чистой меди. Обычно присадочная проволока от 2 до 7 миллиметров в диаметре. Состав присадочной проволоки должен быть аналогичным свариваемому металлу. При этом получают наилучшее качество шва все виды латуни хорошо свариваются аргонодуговыми сварочными аппаратами. Кроме того при сварке меди и латуни используется автоматическая сварка под флюсом который выполняется на постоянном токе обратной полярности. Специфика сварки латунных изделий заключается в возможном выпаривании цинка в процессе сварки — температура испарения цинка близка к температуре плавления латуни. Снижение содержания цинка в металле шва ухудшает механические свойства соединения. Для предотвращения выгорания цинка необходима сварка на пониженной мощности и применение кремниевых присадочных материалов, которые препятствуют испарения цинка.
При сварке бронз мешает их повышенная жидкотекучесть. При сварке бронз, содержащих алюминий, возникают трудности, вызванные образованием вследствие взаимодействия с атмосферным кислородом оксида алюминия, поэтому способы и технологию выполнения сварки выбирают такие же, как и при сварке алюминия, а режимы —характерные для сварки медных сплавов.
Есть еще много трудностей при сварке цветных металлов, которые рассмотрим в последующих статьях.
Сварка меди в домашних условиях, как варить медь инвертором?
Опубликовано: 18.04.2017
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.
Оглавление:
- Технология газовой сварки меди
- Некоторые советы опытных сварщиков
- Рекомендации
- Аргонно-дуговая сварка медных образцов
- Сварка меди: область применение технологии
- Что необходимо знать об электродах, используемых для сваривания медных деталей
- Сваривание латунных конструкций
- Основные требования, предъявляемые при сварке латуни
Технология газовой сварки меди
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.
- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
 Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.
- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.

На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.
При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.

При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
 youtube.com/embed/actkzTbYYZY?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/actkzTbYYZY?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Сергей Одинцов
tweet
Руководство по сварке меди — Weld Guru
Резюме
Сварка меди несложная.
Тепло, необходимое для этого типа сварки, примерно в два раза больше, чем для стали аналогичной толщины.
Медь обладает высокой теплопроводностью. Чтобы компенсировать эту потерю тепла, рекомендуется использовать наконечник на один или два размера больше, чем требуется для стали.
При сварке больших участков большой толщины рекомендуется дополнительный подогрев. Этот процесс позволяет получить менее пористый сварной шов.
Медь можно сваривать в слабоокислительном пламени, поскольку расплавленный металл защищен оксидом, образующимся в пламени. Если для защиты расплавленного металла используется флюс, пламя должно быть нейтральным.
Если для защиты расплавленного металла используется флюс, пламя должно быть нейтральным.
Для газосварных узлов следует использовать бескислородную медь (раскисленную медную катанку), а не кислородсодержащую медь.
Стержень должен быть того же состава, что и основной металл.
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления.
Часто бывает необходимо повысить уровень температуры листа на расстоянии от 6,0 до 12,0 дюймов (от 152,4 до 304,8 мм) от сварного шва.
Сварку следует начинать в некотором отдалении от конца соединения и приваривать до конца с добавлением присадочного металла.
После возвращения в исходную точку сварку следует начинать и выполнять в направлении, противоположном другому концу шва.
Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется подкрепить шов с нижней стороны угольными блоками или тонким листовым металлом, чтобы предотвратить неравномерное проникновение.
Эти материалы должны быть направлены или подрезаны, чтобы обеспечить полное слияние с основанием сустава.
Металл с каждой стороны сварного шва должен быть покрыт для предотвращения излучения тепла в атмосферу.
Это позволит расплавленному металлу в сварном шве затвердеть и медленно остыть.
Совет : 100% гелий будет газом, обеспечивающим уровни тепла, необходимые для сварки меди.
Видеосварка меди
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления. Часто бывает необходимо повысить уровень температуры листа на расстоянии от 6,0 до 12,0 дюймов (от 152,4 до 304,8 мм) от сварного шва. Сварку следует начинать в некотором отдалении от конца соединения и приваривать обратно к концу с добавлением присадочного металла. После возвращения в исходную точку сварку следует начинать и производить в направлении, противоположном другому концу шва. Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
После возвращения в исходную точку сварку следует начинать и производить в направлении, противоположном другому концу шва. Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется подкрепить шов с нижней стороны угольными блоками или тонким листовым металлом, чтобы предотвратить неравномерное проникновение. Эти материалы должны быть направлены или подрезаны, чтобы обеспечить полное слияние с основанием сустава. Металл с каждой стороны сварного шва должен быть покрыт для предотвращения излучения тепла в атмосферу. Это позволит расплавленному металлу в сварном шве затвердеть и медленно остыть.
Совет : 100% гелий будет газом, обеспечивающим уровни тепла, необходимые для сварки меди.
Подготовка к сварке меди с использованием гелиевой горелки и присадочного материала.
Скорость сварки меди
Скорость сварки должна быть одинаковой. Конец присадочного стержня должен оставаться в расплавленной ванне.
В течение всей операции сварки расплавленный металл должен быть защищен внешней оболочкой пламени.
Если в процессе работы металл не течет свободно, стержень следует поднять и нагреть основной металл до красного каления по шву.
Сварку следует начать снова и продолжать до тех пор, пока шов не будет завершен.
Сварка тонких листов
При сварке тонких листов предпочтительным является метод сварки спереди.
Для толщин 1/4 дюйма (6,4 мм) и более предпочтителен метод обратной руки.
Для листов толщиной до 1/8 дюйма (3,2 мм) предпочтительным является простое стыковое соединение с квадратными краями.
Для толщин более 1/8 дюйма (3,2 мм) края должны быть скошены под углом от 60 до 90 градусов. Это обеспечит проникновение с растеканием расплава на большую площадь.
Стыковые, нахлестные и косые соединения используются при пайке, независимо от того, являются ли соединительные элементы плоскими, круглыми, трубчатыми или имеют неправильное поперечное сечение.
Зазоры для проникновения присадочного металла, за исключением соединений труб большого диаметра, не должны превышать 0,002–0,003 дюйма (0,051–0,076 мм).
Зазоры в соединениях труб большого диаметра могут составлять от 0,008 до 0,100 дюйма (от 0,203 до 2,540 мм). Соединение может быть выполнено со вставками из присадочного металла или присадочный металл может подаваться снаружи после того, как соединение будет доведено до надлежащей температуры.
Косой стык используется при соединении ленточных пил и для соединений, где нежелательна двойная толщина нахлеста.
Сварочный медно-никелевый сплав
Медно-никелевые сплавы используются там, где требуется высокая чистота, устойчивость к биообрастанию и бактериям, а также исключительная коррозионная стойкость. Они имеют хорошую прочность и формуемость. Сваривать несложно, если используются надлежащие процедуры и меры предосторожности для окружающей среды.
Двумя основными марками медно-никелевых сплавов являются 90/10 меди к никелю и 70/30 (70% меди и 30% никеля). Их также называют растворными сплавами. Это означает, что любое количество меди растворимо в никеле, а любое количество никеля растворимо в меди.
При работе с медно-никелевыми сплавами предварительный подогрев и послесварочная термообработка не требуются. Ни сварной шов, ни околошовная зона не упрочняются теплом сварки.
Введение в сварку медно-никелевого сплава
Ниже представлены все пять видеороликов Медной ассоциации.
TIG сварки из медного никелевого сплава:
Сварка труба из медного никелевого сплава:
 youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
. Медь и медные сплавы
Медь и ее сплавы, включая латунь и бронзу, являются важными металлами из-за их электро- и теплопроводности и коррозионной стойкости. В данной статье будут рассмотрены специфические требования, методы, оборудование и приемы сварки этих металлов с сохранением их характеристик материала.
Традиционная сварка меди может быть сложной, поскольку из-за ее высокой теплопроводности тепло излучается от сварного шва намного быстрее, чем, например, сталь. В результате требуются высокие уровни энергии и тепла, чтобы полностью расплавить две заготовки и создать прочный сварной шов.
Методы сварки меди
Высокая теплопроводность и скорость расширения меди и сплавов, таких как латунь, также могут вызвать коробление и деформацию сварных швов легче, чем стали. Чтобы предотвратить это, заготовки могут нуждаться в предварительном подогреве. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и более близкое расположение прихваточных швов.
Чтобы предотвратить это, заготовки могут нуждаться в предварительном подогреве. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и более близкое расположение прихваточных швов.
Некоторые металлы, легирующие медь, такие как алюминий, реагируют с кислородом с образованием оксидных пленок на поверхности. Они должны быть удалены перед сваркой вместе с любой заводской грязью или другими загрязнениями с поверхностей, чтобы они не попали в сварной шов. Эти частицы имеют тенденцию испаряться при высокой температуре сварки, оставляя пустоты и вызывая пористость.
Во избежание этого осматривайте и очищайте заготовки и сварные соединения до и после каждого этапа прихватки и сварки. Используйте только шлифовальные круги и проволочные щетки, которые использовались для обработки нержавеющей стали или меди/медно-никелевого сплава, но никогда не применяйте их для обработки углеродистой стали, чтобы предотвратить загрязнение частицами углерода.
Ниже приведены основные варианты материала решетки гриля:
Медь в основном сплавляется с оловом, цинком, алюминием, кремнием и никелем, а также с небольшим количеством других элементов. Латунь — это сплав меди с цинком, а бронза — сплав меди с оловом, алюминием или кремнием.
Медно-никелевые сплавы — еще одна распространенная комбинация: либо 90/10 (90% меди до 10% никеля), либо 70/30 (70% меди до 30% никеля). Для этого материала можно не беспокоиться о создании зон термического влияния, которые могут изменить характеристики металла.
Точный состав каждого медного сплава определяет его физические свойства, такие как температура плавления, которые, в свою очередь, влияют на его сварочные характеристики. Например, сварка медно-никелевого сплава на самом деле проще, чем сварка меди, потому что его более низкая теплопроводность не требует предварительного нагрева.
Процесс сварки
По данным Ассоциации развития меди, как MIG, так и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и TIG или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) являются хорошим выбором для сварки всех типов меди и медных сплавов.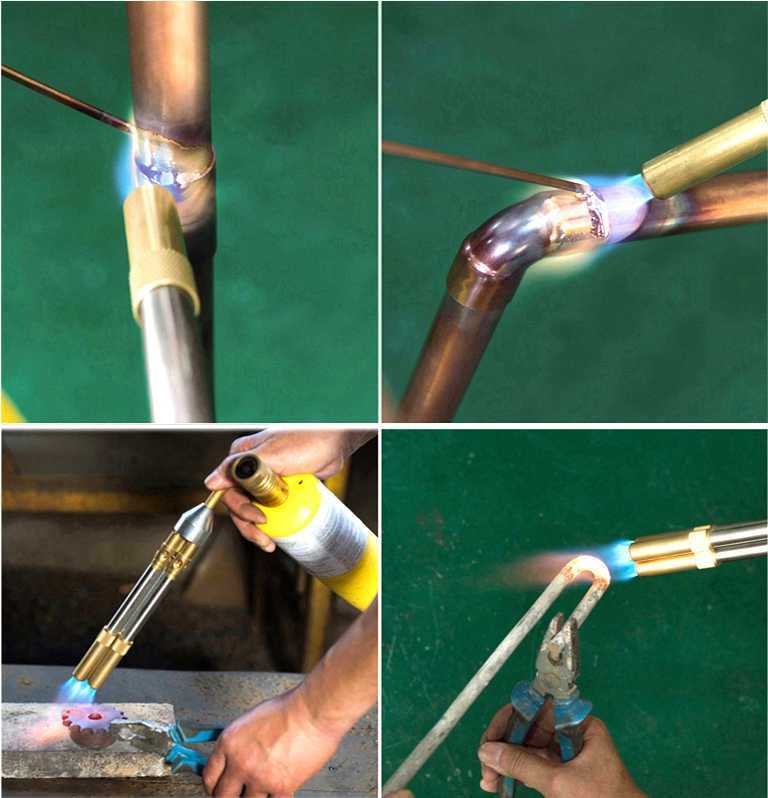
Дуговая сварка в защитном металле (SMAW) или электродуговая сварка может использоваться с некоторыми медными сплавами, такими как алюминиевая бронза, кремниевая бронза и медно-никелевый сплав.
Газовая защита важна для предотвращения образования оксидов в процессе сварки, что может привести к пористости. Обязательно держите присадочный металл в пределах защиты газового щита, чтобы предотвратить окисление.
Для меди используются те же вольфрамовые электроды, которые используются для сварки стали методом TIG.
Предотвращение эффектов сварки
Неполное проплавление сварного шва может произойти из-за высокой теплопроводности металлов. Эти сплавы, включая латунь, содержащую менее 20% цинка, предварительно нагревают перед сваркой.
Некоторые медные сплавы, включая медно-никелевый сплав, подвержены горячему растрескиванию после охлаждения сварного шва. Чтобы этого не произошло, тщательно очищайте поверхность заготовок от даже небольшого количества загрязнений.