Содержание
Как варить потолочный шов электросваркой, видео
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
СОДЕРЖАНИЕ
- В чем состоят сложности сварки потолочного шва
- Техника сварки потолочного шва электродами
- Электроды и аппаратура
- Меры предосторожности
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное.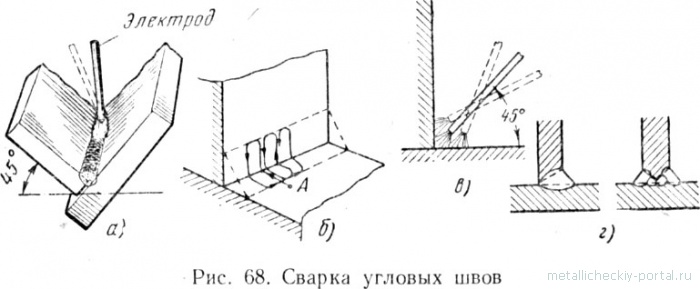 их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
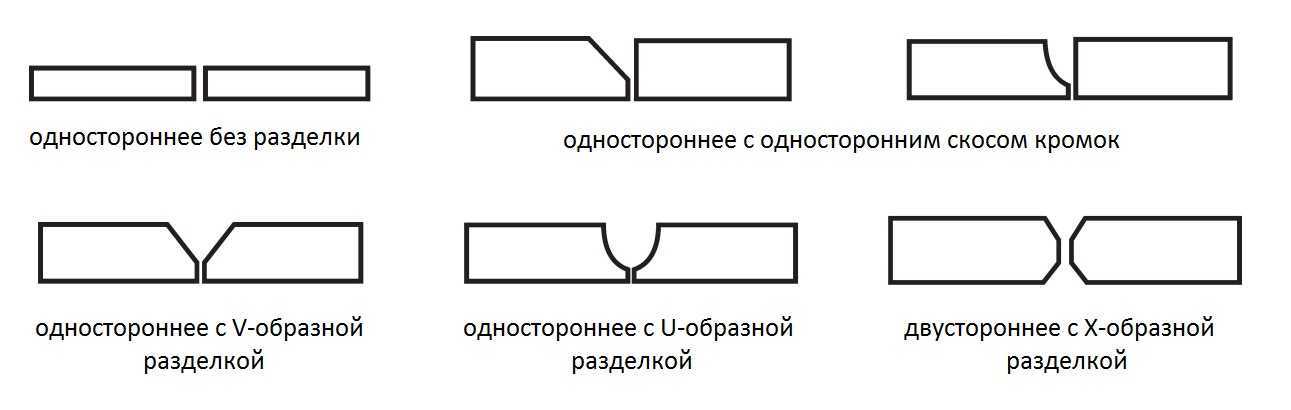
- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой «лайфхак» для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее.
 А вот на трубах рекомендуется уже со старта варить широким швом.
А вот на трубах рекомендуется уже со старта варить широким швом. - Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка. В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
- Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно «пригладить» болгаркой.
 А вот на трубах рекомендуется уже со старта варить широким швом.
А вот на трубах рекомендуется уже со старта варить широким швом.
Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Читайте также: Как правильно варить трубы электросваркой
Как правильно варить потолочный шов электросваркой
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 2
Как варить потолочный шов электросваркой
Опубликовано:
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Содержание
- Особенности техники формирования швов
- Подготовка соединения встык
- Безопасность сварочных работ
- Видео
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.

При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
 При необходимости этот слой также может быть выполнен в несколько проходов.
При необходимости этот слой также может быть выполнен в несколько проходов.В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.

Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Помогла ли вам статья?
Положения сварки: 4 основных типа
Вертикальное положение (3F или 3G)
При сварке в вертикальном положении ось сварного шва приблизительно вертикальна.
При сварке на вертикальной поверхности расплавленный металл имеет тенденцию стекать вниз и накапливаться.
Угловой шов внахлестку в вертикальном положении
Поток металла можно контролировать, направляя пламя вверх под углом 45 градусов к пластине и удерживая стержень между пламенем и расплавленной ванной (см. выше).
Манипулирование горелкой и присадочным стержнем предотвращает провисание или падение металла и обеспечивает хорошее проплавление и сплавление в месте соединения.
И горелку, и сварочный стержень следует колебать, чтобы наплавить равномерный валик. Сварочный стержень следует держать немного выше центральной линии стыка, а сварочное пламя должно проносить расплавленный металл по стыку, чтобы распределить его равномерно.
Стыковое соединение в вертикальном положении
Стыковые соединения, сваренные в вертикальном положении, должны быть подготовлены к сварке таким же образом, как и для сварки в плоском положении.
Потолочное положение (4F или 4G)
Потолочная сварка выполняется с нижней стороны соединения.
При потолочной сварке наплавленный металл имеет тенденцию падать или провисать на листе, в результате чего валик имеет высокую выпуклость.
Ванну расплава следует поддерживать небольшой, чтобы преодолеть эту трудность, и следует добавить достаточное количество присадочного металла, чтобы получить хороший сплав с некоторым усилением на валике. Если лужа становится слишком большой, пламя следует на мгновение убрать, чтобы металл сварного шва застыл.
При сварке легких листов размер ванны можно регулировать путем подачи тепла в равной степени к основному металлу и присадочному стержню.
Угловой шов соединения внахлестку в потолочном положении
Пламя должно быть направлено на расплавление обоих краев соединения. Необходимо добавить достаточное количество присадочного металла, чтобы поддерживать адекватную ванну с достаточным армированием.
Сварочное пламя должно поддерживать расплавленный металл, а мелкая сварка во избежание горения производится от одного распределения его по стыку.
Требуется только небольшая лужа, поэтому следует использовать стержень. Следует позаботиться о контроле тепла через пластины.
Это особенно важно при сварке только сбоку.
Потолочное стыковое соединение
Позиции для сварки труб
Сварные швы труб выполняются в соответствии со многими различными требованиями и в различных условиях сварки. Работа диктует положение сварки.
Обычно положение фиксированное, но в некоторых случаях его можно свернуть для работы в горизонтальном положении. Позиции и порядок сварки труб описаны ниже.
Позиции и порядок сварки труб описаны ниже.
Труба наклонена, зафиксирована (45 градусов + 5 градусов) и не повернута во время сварки
Горизонтальный сварной шов трубы
Выровняйте стык и прихваточный шов или закрепите в этом положении с помощью стальных мостовых зажимов с трубой, установленной на подходящих роликах. Начните сварку в точке C (рисунок ниже), продвигаясь вверх к точке B. Когда точка B будет достигнута, поверните трубу по часовой стрелке, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B. Когда труба вращается, горелка должна удерживаться между точками B и C, а труба должна вращаться мимо него.
Схема сварки труб тактильной сваркой на роликах
Положение горелки в точке А аналогично положению при вертикальном сварном шве. По мере приближения к точке В сварной шов принимает почти плоское положение, и углы приложения горелки и стержня слегка изменяются, чтобы компенсировать это изменение.
Сварку следует останавливать непосредственно перед корнем начальной точки, чтобы оставалось небольшое отверстие. Затем начальную точку повторно нагревают, чтобы область точки соединения имела однородную температуру. Это обеспечит полное сплавление продвигающегося шва с начальной точкой.
Затем начальную точку повторно нагревают, чтобы область точки соединения имела однородную температуру. Это обеспечит полное сплавление продвигающегося шва с начальной точкой.
Если боковая стенка трубы имеет толщину более 1/4 дюйма (0,64 см), необходимо выполнить многопроходный сварной шов.
Горизонтальный сварной шов в фиксированном положении
После прихватки труба устанавливается таким образом, чтобы прихваточные швы были ориентированы приблизительно, как показано ниже. После начала сварки трубу нельзя перемещать в любом направлении.
Схема горизонтальной сварки труб методом вверх
При сварке в горизонтальном фиксированном положении труба сваривается в четыре этапа, как описано ниже.
- Начиная с нижнего положения или положения на 6 часов, сваривайте вверх до положения на 3 часа.
- Начиная снизу, приварите вверх до положения «9 часов».
- Начиная с положения «3 часа», приварите вверх.
- Начиная с положения «9 часов», приварите вверх к верху, перекрывая валик.

При сварке снизу сварка производится в два этапа. Начните сверху (см. ниже) и двигайтесь вниз по одной стороне к низу, затем вернитесь наверх и двигайтесь вниз по другой стороне, чтобы соединиться с предыдущим сварным швом внизу. Метод нисходящей сварки особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки. При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Горизонтальная сварка труб методом «вниз»
Сварка «вниз» применяется для соединений трубопроводов из низкоуглеродистой или низколегированной стали, которые могут быть прокатаны или находятся в горизонтальном положении. Один проход используется для толщины стенок, не превышающих 3/8 дюйма (0,95 см), два прохода для стенок толщиной от 3/8 до 5/8 дюймов (0,95 до 1,59 см), три прохода для стенок толщиной от 5/8 до 7 /8 дюйма (от 1,59 до 2,22 см) и четыре прохода для стенок толщиной от 7/8 до 1-1/8 дюйма (от 2,22 до 2,87 см).
Сварка вертикальной трубы в фиксированном положении
Труба в таком положении, при котором стык горизонтальный, чаще всего сваривается обратным способом. Сварку начинают с прихватки и непрерывно проводят вокруг трубы.
Сварка в фиксированном положении вертикальной трубы обратным способом
Многопроходная дуговая сварка
Корневой валик
Если используется выравнивающий зажим, корневой валик (см. ниже) начинается в нижней части канавки, пока зажим находится в нужном положении. Если опорное кольцо не используется, следует позаботиться о создании небольшого валика на внутренней стороне трубы. Если используется опорное кольцо, корневой валик следует тщательно наплавить на него. Перед снятием зажима необходимо наложить столько корневого валика, сколько позволяют стержни выравнивающего зажима. Завершите бусину после снятия зажима.
Нанесение корневого, присадочного и чистового валиков сварного шва
Присадочные валики
Необходимо следить за тем, чтобы присадочные валики (см. рисунок, вид B выше) вплавлялись в корневой валик, чтобы удалить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
рисунок, вид B выше) вплавлялись в корневой валик, чтобы удалить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
Накладные швы
Накладные швы (см. рисунок C выше) накладываются поверх накладных швов для завершения шва. Обычно это плетеная бусина около 5/8 дюйма (1,59 дюйма).см) в ширину и примерно на 1/16 дюйма (0,16 см) над внешней поверхностью трубы после завершения. Готовый сварной шов показан на виде D выше.
Сварка алюминиевых труб
Для алюминиевых труб были разработаны специальные детали соединения, которые обычно связаны с процедурами комбинированного типа. Опорное кольцо в большинстве случаев не используется. Прямоугольное опорное кольцо редко используется, когда жидкости передаются по системе трубопроводов. Его можно использовать для структурных применений, в которых трубы и трубчатые элементы используются для передачи нагрузок, а не материалов.
Аппарат для высокочастотной сварки натяжных потолков
Ресурсы
видео
Часто задаваемые вопросы
Техническая помощь
Товары
- ВЧ сварщики
- Сварщики для внутренней отделки автомобилей
- Сварщики медицинских сумок
- Сварочный аппарат для надувных изделий
- ВЧ мембранные сварочные аппараты
- ВЧ промышленные ленточные сварочные аппараты
- Сварочные аппараты для блистерной упаковки HF
- Сварочные аппараты для высокочастотной тиснения
- Гибкий сварочный аппарат для защиты органов
- Высокочастотный сварочный аппарат для дверных занавесок из ПВХ
- Машины для сушки изоляционного картона
- Высокочастотная сушилка для изоляционного картона
- Высокочастотная сушилка для картона изоляции углового кольца
- Машина для сварки нетканых материалов
- Тепловой сварочный аппарат с водяной направляющей
Новости
- Навыки ежедневного технического обслуживания двухголовочного высокочастотного сварочного аппарата с воздушным давлением
- Метод использования и меры предосторожности двухголовочного высокочастотного сварочного аппарата для пластмасс
- Что делать, если в аппарате для высокочастотной сварки пластика внезапно пропал ток?
- Главная
- Ресурсы
- Видео
- ВЧ сварочный аппарат для натяжных потолков
Связаться сейчас
+86 24 72698866
 youtube.com/embed/r-hE8AgDbdY» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/r-hE8AgDbdY» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Связанные новости
- 11 октября 2021 г. В процессе производства и обработки высокочастотной машины для сварки пластмасс определение тока холостого хода высокочастотной машины для сварки пластмасс очень важно при ремонте высокочастотных пресс-форм. Просмотр
- 24 мая 2019 г. I. Принцип работы высокочастотного сварочного аппарата: В высокочастотном сварочном аппарате используется метод высокочастотного нагрева. Высокочастотный нагрев можно разделить на высокочастотный индукционный нагрев, высокочастотный нагрев среды, высокочастотный нагрев…view
- October 23, 2017Высокочастотное оборудование не нагревается за счет теплопроводности. Его принцип нагрева нетрудно понять, он находится под действием высокочастотного электрического поля и молекул т…view
- 5 января 2021 г. Самая большая причина того, что машина для высокочастотной сварки пластика не работает, заключается в том, что оборудование был остановлен в течение длительного времени и не использовался в течение длительного времени, или из-за того, что оборудование не .