Тиг сварка что это такое. Сварка tig алюминия
сварка алюминия tig видео Видео
...
3 лет назад
Завершающая часть учебного курса по ТИГ сварке металлов. В данной главе расскажем как сваривать алюминий....
...
7 меc назад
TIG сварка алюминия для новичков (в конце описания реквизиты для поддержки проекта - не поленись :) ) Как извес...
...
6 лет назад
Сайт http://www.smart2tech.ru/ Группа в контакте: http://www.vk.com/smart.welding Канал в твиттере: http://www.twitter.com/CloosWelding Видеоканал...
...
8 меc назад
Для развития канала и благодарностей: Сбербанк 5469 7200 1275 5266 Яндекс кошелек 410013677765477 Спасибо за вашу подлержк...
...
6 меc назад
Тиг сварка алюминия на постоянном токе на обратной полярности. Постарался простым языком объяснить.
...
4 меc назад
...
5 лет назад
00:00-4:50 Подготовка к работе. Общие принципы. (Газ, Очистка металла, подготовка электрода) 04:50-08:25 Настройка...
...
3 лет назад
Сварка в среде инертных газов.Также рекомендуем Вам дополнительно прочитать статью по этой теме: http://weldering....
...
1 лет назад
https://www.youtube.com/watch?v=uYZnvyO5cYw&t=995s Аргонодуговой сварочный аппарат JASIC TIG PRO 200P AC/DC ...
...
5 меc назад
Аргонодуговая сварка алюминия. Основные настраиваемые параметры и циклограмма.
...
2 лет назад
Горелки здесь - http://alipromo.com/redirect/cpa/o/or7ejumgwb5h41290qejeuojuuk2fd5s/ Как сварить алюминий простым инвертором? Всё просто!
...
11 меc назад
В этом видио вы увидите с чего начать новичку,что бы на учится варить аргоно дуговой сваркой!!! Помощь в разв...
...
1 лет назад
Баланс полярности при настройке сварочного аппарата tig на алюминий.
...
5 лет назад
http://www.220-volt.ru/catalog-148750/?ref=yb Инвертор сварочный AURORA INTER TIG 200 AC/DC PULSE Mosfet 6.2кВт 220В TIG/MMA 10-200А ...
...
2 лет назад
познавательное видео о сварке алюминия.
...
3 лет назад
Переходим к 4 индикатору на циклограмме регулировки сварочных параметров. При включении сварочного аппара...
...
3 лет назад
Описание процесса сварки тонкого алюминия методом аргонодуговой сварки TIG. Купить всё для аргонодуговой...
...
9 меc назад
Сайт http://www.smart2tech.ru ВК: http://www.vk.com/smart.welding Твиттер: http://www.twitter.com/CloosWelding Видеоканал "Время сварки" Эпизод 13 ...
inlove.kz
Алюминий – это цветной металл, который обладает уникальными свойствами, а также имеет небольшую удельную плотность. Все эти качества позволяют использовать данный материал в тех отраслях, где особое значение имеет то, какой будет вес у металлической конструкции. Более того, несмотря на свои показатели, в отличие от стали, алюминий является очень легким, что положительно скажется при непосредственной работе. Для чего используют и что собой представляет? Не удивительно получается, что алюминий используют даже при кораблестроении и в авиационной промышленности. Интересно будет знать и то, что чистый алюминий – он не настолько прочный, как его рисуют в книжках. Для того, чтобы достичь необходимого коэффициента прочности, необходимо создать специальный сплав со сталью, при котором прочность значительно увеличится, а конструкция по прежнему будет оставаться достаточно легкой. Сварка tig – особенности и методы работы Более того, интересным фактором будет и тот, что алюминий обладает стойкостью к воздействию коррозии. Это происходит оттого, что на поверхности металла есть специальная оксидная пленка. Но, не все так просто, как хотелось бы – эта же пленка и будет первым препятствием при сварке алюминия. Именно по этой причине разработчики и ознакомили мир со сваркой tig. Она производится в среде защитных газов, которые не будут позволять металлу быстро окисляться. Сварочному процессу будет препятствовать, в первую очередь, слой оксида. Для того, чтобы алюминий удалось успешно сварить, необходимо с деталей убрать этот самый слой – для этой процедуры понадобится тщательная зачистка деталей. Если же говорить про аппарат для tig сварки, то в нем содержится специальный элекрод, известный как вольфрамовый. Вокруг него выпускается инертный газ. Если использовать такой аппарат, то дополнительная зачистка не понадобится, ведь когда будет выпускаться струя газа, она будет ионизированной. А, положительно заряженные ионы, как известно, способны разрушить пленку оксидов. Плавка же в этом случае будет производиться при помощи специальных присадочных материалов, а также благодаря плавлению электрода. Tig сварка – сложный процесс Как вы уже сумели понять из того, что описано выше, сварка при помощи tig- технологий, по своей сути не представляет сложности в плане выполнения работ, а вот процесс со стороны технологической – достаточно сложный. Не зря ведь считается, что нужный шов, который вы ставите перед собой получить на выходе, будет исполнен благодаря многочисленным параметрам tig – процесса. Но, для того, чтобы приступить к работе, обязательно нужно уточнить все тонкости и нюансы самого процесса. Как правило, такие работы доверяют исключительно профессионалам, ведь работа эта очень трудоемкая и достаточно медленная. Зато в результате ваш шов будет выглядеть замечательно визуально и останется прочным длительное время. Tig- сварка - наиболее эффективна для достижения качественных швов. |






www.samsvar.ru
Дуговая сварка алюминия
Сварка алюминия плавлением
Сварка алюминия и алюминиевых сплавов, как, впрочем, и других металлов – это соединение двух металлических компонентов путем создания металлургических связей на поверхности контакта между ними. Это физическое явление называют коалесценцией [1]. Эти металлургические связи могут достигаться путем расплавления обоих поверхностей, и тогда это называется сваркой плавлением. Другой способ – этот создание высокого давления между этими двумя частями, иногда – с применением нагрева, чтобы образовать металлические связи вдоль границы между ними. Это называется сваркой в твердой фазе. Примером такой сварки является сварка алюминия трением.
Основными видами сварки плавлением, которые применяют для соединения алюминиевых компонентов, являются следующие [1]:
- неплавящимся электродом в среде инертного газа;
- плавящимся электродом в среде инертного газа;
- кислородно-газовая;
- электронным лучом;
- лазерная;
- электро-газовая;
- электро-шлаковая;
- погруженной дугой.
Ниже представлен краткий ознакомительный обзор дуговой сварки алюминия и алюминиевых сплавов неплавящимся электродом в среде инертного газа по материалам известного руководства [1], а также европейского стандарта по дуговой сварке алюминия и алюминиевых сплавов [2]. Для уточнения практических деталей этого метода необходимо обращаться к специализированным руководствам по этому методу сварки.
Дуговая сварка алюминия методом TIG
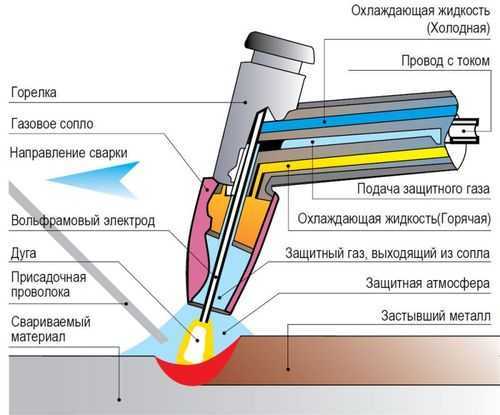
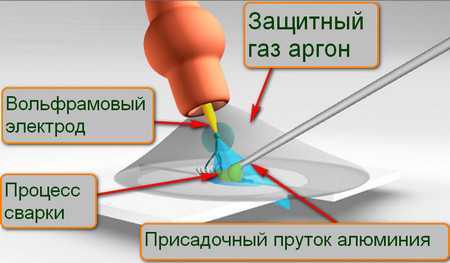
Этот вид сварки имеет следующее определение: дуговая сварка, которая применяет неплавящийся вольфрамовый электрод и инертный газ для защиты электрода, дуги и сварочной ванны (рисунок 1).
Рисунок 1 – Схема процесса дуговой сварки в среде инертного газас вольфрамовым электродом [1]
За рубежом для этого процесса сварки применяют три обозначения: TIG, TAGS и GTAW. Первые два применяются в основном в Европе, третий – в США. Эти обозначения являются сокращениями различных наименований процесса, которые представляют собой различные комбинации первых букв следующих ключевых слов:
- T: Tungsten – вольфрам
- I: Inert – интертный
- G: Gas – газ
- S: Shielding – защитный
- W: Welding – сварка
- A: Arc – дуга.
Ниже будем для краткости и удобства называть этот процесс: метод TIG или сварка TIG.
Особенности сварки алюминия методом TIG
- Сварочная дуга действует только как источник тепла и сварщик сам решает применять или нет присадочную проволоку.
- Сварочная ванна хорошо контролируется, поэтому могут выполняться сварочные швы без применения подкладок.
- Дуга является устойчивой при очень низких сварочных токах, что дает возможность сварки тонкостенных компонентов.
- Процесс обеспечивает очень хорошее качество сварочного шва, но для достижения максимального качества требуется опытный сварщик.
- Процесс имеет более низкую скорость выполнения сварочного шва и более низкую скорость подачи присадочной проволоки, чем при сварке методом MIG, что в некоторых ситуациях делает его менее производительным.
- Метод TIG склонен ограничиваться сваркой алюминия небольшой толщины, обычно до 6 мм.
- Метод TIG дает менее глубокое проникновение в основной металл, чем метод MIG, то есть аналогичный метод сварки плавящимся электродом. Поэтому при сварке методом TIG иногда сталкиваются с трудностями выполнения шва в угловых и тавровых швах. Рекомендуемые виды подготовки компонентов к сварке методом TIG представлены на рисунке 2.
Оборудование для сварки алюминия методом TIG
Основное оборудование для сварки методом TIG включает:
- источник электрического тока;
- сварочную горелку;
- источник инертного газа;
- устройство подачи присадочной проволоки и
- систему водяного охлаждения (при необходимости).
Типичное рабочее место для сварки алюминия методом TIG показано на рисунке 2.
 Рисунок 2 – Ремонт алюминиевых отливок с помощью ручной сварки методом TIGпри постоянном токе с гелием в качестве защитного газа [1]
Рисунок 2 – Ремонт алюминиевых отливок с помощью ручной сварки методом TIGпри постоянном токе с гелием в качестве защитного газа [1]
Метод TIG: постоянный или переменный ток
Для сварки большинства алюминиевых сплавов применяется классический метод сварки TIG с применением источника постоянного электрического тока. При этом электрод подсоединяется к его отрицательному полюсу. Известно, что сварка на этой полярности не обеспечивает эффективного удаления оксидной пленки с поверхности алюминия. Кроме того, при таком методе дуговой сварки в среде инертного газа на положительном полюсе выделяется большое количество тепла. Сварка методом TIG с электродом, подсоединенным к положительному полюсу, приводит к перегреву и расплавлению электрода.
Поэтому ручная сварка методом TIG обычно производится с применением переменного тока. В этом случае удаление оксидной пленки происходит, когда электрод находится в положительном полуцикле переменного тока. На отрицательном полуцикле происходит охлаждение электрода и проникновение сварочного шва. Дуга затухает и зажигается на каждом полуцикле, когда ток дуги проходит через ноль. При частоте источника тока 50 Гц это происходит 100 раз в секунду, то есть дважды на каждом цикле.
Защитный газ
Аргон
Предпочитаемым защитным газом для сварки TIG с переменным током (AC-TIG) является аргон. Гелий, а также смеси аргона с гелием также могут применяться. Аргон дает широкое и не глубокое проникновение сварного шва и при этом делает сварной шов блестящим и серебристым. Самое легкое зажигание дуги и самая стабильная дуга также достигаются при применении аргона.
Гелий
Гелий увеличивает вольтаж дуги, повышает глубину проникновения сварного шва, но делает зажигание дуги более трудным, а также отрицательно влияет на стабильность дуги. Некоторые современные сварочные аппараты имеют возможность начинать сварку с аргоном и затем, когда дуга установилась, автоматически происходит переход на гелий.
Аргон + гелий
Добавление аргона к гелию улучшает зажигание дуги и ее стабильность. Скорость сварки и проникновение сварочного шва будет меньше, чем при сварке с чистым гелием, но лучше, чем при сварке только с аргоном. Поэтому можно регулировать ширину шва и глубину его проникновения путем изменения доли аргона в защитном газе. Часто применяют смесь с 25 % гелия в аргоне [1].
Сварочная горелка и сварочные кабели
Существует большое количество различных типов горелок для сварочного тока от нескольких десятков ампер до 450 ампер. Выбор горелки зависит от толщины свариваемого материала. Большинство современных горелок (рисунок 3) имеют регулятор тока, который встроен в рукоятку горелки. Все горелки, кроме тех, которые работают при токе ниже 200 ампер, являются водоохлаждаемыми. Та же вода может применяться и для охлаждения силовых кабелей, что делает их более легкими и гибкими.
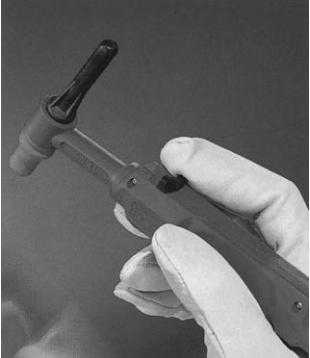 Рисунок 3 – Современная горелка для сварки методом TIG
Рисунок 3 – Современная горелка для сварки методом TIG
Перегрев горелки может привести к расплавлению паяных соединений внутри нее или пластиковой трубы, которая изолирует силовой кабель. Поэтому важно правильно выбрать горелку в соответствии с силой тока, который будет применяться при производстве сварки, в том числе с учетом того, какой ток будет применяться, постоянный или переменный.
Большинство горелок снабжено металлическим или керамическим соплом для формирования струи газа. Керамические сопла являются более популярными, но они более легко повреждаются, чем металлические. Диаметр сопла может меняться от 9,5 до 25 мм в зависимости количества требуемого для сварки защитного газа, а также вида газа. Рекомендуется применять в горелках так называемые газовые линзы. Газовая линза представляет собой сетчатый диск, который вставляют в горелку для того, чтобы сделать поток газа более ламинарным (рисунок 4). Это помогает газу обеспечивать более эффективную защиту области формирования сварного шва.
Вольфрамовые электроды
Существует несколько типов электродов для сварки методов TIG. Они включают:
- чистый вольфрам
- вольфрам, легированный торием (ThO2)
- вольфрам, легированный цирконием (ZrO2)
Эти соединения добавляют, чтобы улучшить стартовые характеристики дуги, стабилизировать дугу и увеличить срок службы электрода. Электроды с цирконием считаются предпочтительными для сварки TIG переменным током, так как они имеют более высокую температуру плавления, чем электроды из чистого вольфрама и вольфрама с добавками тория. Поэтому они могут нести более высокие сварочные токи, являются более стойкими к загрязнению и повреждениям.
Торец электрода должен иметь при сварке полусферическую форму. Такая его форма способствует стабильности дуги. Конец электрода должен быть слегка заостренным, чтобы помогать формированию его скругленного торца (рисунок 4).
Рисунок 4 – Типичный электрод для сварки методом TIG
Слишком малый диаметр электрода будет приводить к его перегреву и, возможно, плавлению. Это приведет к загрязнение сварочной ванны вольфрамом. Электроды бывают диаметром от 0,3 до 6,4 мм. Электрод не должен выступать из сопла горелки более, чем на 6 мм. Эта величина может быть увеличена до 10 мм, если в горелке применяется газовые линзы.
Ручная сварка методом TIG
Обращение с горелкой
Необходимо держать длину дуги как можно более короткой. На практике длина дуги равна примерно его диаметру (рисунок 5). Если дуга является слишком длинной, то снижается проникновение шва и увеличивается риск возникновения дефектов из-за недостаточного проплавления, низкого качества сварочного шва и чрезмерной его ширины. Кроме того, в облако газовой защиты области формирования сварочного шва может попадать воздух. Это приведет к попаданию в сварочный шов оксидных включений.
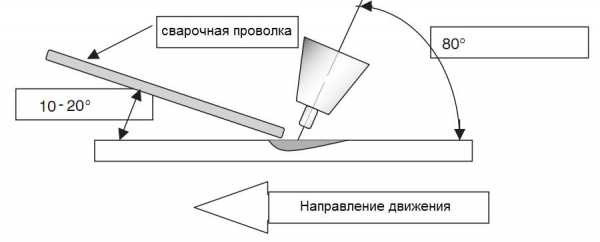 Рисунок 5 – Угол наклона горелки и сварочного прутка при сварке алюминия методом TIG
Рисунок 5 – Угол наклона горелки и сварочного прутка при сварке алюминия методом TIG
Горелку нужно держать так, как показано на рисунке 5 – с наклоном 80º к затвердевшему сварному шву. В случае стыковой сварки элементов различной толщины дугу направляют больше в сторону более толстого элемента. Для угловых швов горелку направляют посередине угла между двумя плоскостями.
Присадочная проволока
Если применяется присадочная проволока (присадочный пруток), то она должна подаваться равномерно и поступательно под углом 10-20 градусов, как показано на рисунке 5. Проволока не должна подаваться прямо в дугу, так как это может привести к образованию брызг и загрязнению электрода. Пруток под углом более 10-20 градусов мешает визуальному контролю сварочной ванны. Кончик присадочной проволоки должен быть внутри газового защитного облака до тех пор, пока он остается горячим, чтобы избежать его окисления. При увеличении толщина свариваемого компонента диаметр присадочной проволоки также увеличивают, что обуславливает также и увеличение длины дуги. Нужно всегда помнить, что слишком длинная дуга может вызывать проблемы с попаданием в сварочный шов оксидов. Пруток большого диаметра может также заслонять материал перед сварочной ванной и мешать очищающему действию дуги, а это может приводить к захвату сварочным швом оксидов.
Завершение сварки
Очень важным является контролируемое завершение сварки. Резкое выключение сварочного тока может привести к образованию кратеров, утяжин (удлиненных пор) и трещин в последней части сварочной ванны. При завершении сварки необходимо постепенно снижать сварочный ток и уменьшать длину дуги по мере ее затухания, добавляя присадочную проволоку то тех пор, пока дуга не исчезнет.
Механизация и автоматизация сварки TIG
Механизация и автоматизация сварки методом TIG может иметь несколько преимуществ:
- возможность применять более высокие скорости сварки, что дает уменьшение коробления и более узкие зоны термического влияния сварки;
- более плотный контроль сварочных параметров, что позволяет сваривать более тонкие материалы;
- более тщательный контроль качества сварки;
- возможность выполнения сварки персоналом с меньшей степенью квалификации, чем это обычно требуется при ручной сварке.
Вместе с тем, применение механизации и автоматизации имеет и некоторые недостатки, в том числе, значительно более трудоемкую подготовку свариваемых компонентов к сварке.
Источники:
- The welding of aluminium and its alloys / Gene Mathers — Woodhead Publishing, 2002
- Европейский стандарт EN 1011-4:2000 Welding – Recommendation for welding of metallic materials – Part 4: Arc welding of aluminium and aluminium alloys
aluminium-guide.ru
Сварка алюминия - особенности и технологиии полуавтоматической MIG и аронодуговой TIG сварки
Сегодня существует множество сварочных процессов для сварки различных металлов. Эти процессы всё время дорабатываются, появляются всё новые и новые. Чтобы быть в курсе применяемых процессов и их особенностей, предлагаю Вам прочитать эту статью, в ней мы расскажем о сварке алюминия.
Каждая отрасль промышленности использует различные типы металлов в зависимости от характера их работы. Первое, что приходит в голову о применении сварки алюминия, будет сварка алюминиевых судов. От небольших лодок и катеров до корпусов огромных судов и военных кораблей.
Почему же именно алюминий используется для их изготовления? Ответ прост и заключается в том, что алюминий легче, чем сталь, и поэтому уменьшается вес корабля, экономится топливо и увеличивается его скорость.
Легкость алюминия совместно с относительно высокой прочностью делает его применимым во многих других отраслях промышленности. Таких как автомобилестроение, пищевое оборудование, изготовление алюминиевых лестниц и многих других.
В чем же заключается сложность сварки алюминия?
Многие профессиональные сварщики говорят, что алюминий является самым сложным металлом для сварки. Он обладает физическими и химическими свойствами, которые необходимо знать, чтобы сварочные работы были наиболее эффективными.
Некоторые из свойств, которые делают алюминий сложным для сварки, необходимо принять как факт. Алюминий не меняет цвета, когда он нагревается и имеет более широкий диапазон температур плавления, чем у других металлов. Так же он является немагнитным.
Это означает, что человек, работающий с алюминием должен знать, что ожидать от этого металла.
Некоторые из вещей, которые должен знать сварщик:
- Расплавление окисной пленки алюминияОбразующаяся на поверхности алюминия оксидная пленка имеет более высокую температуру плавления, чем основной сплав. Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления).
- Необходимость большого количества энергииАлюминий имеет теплопроводность намного больше, чем другие металлы (в 5-6 раз больше чем у обычной стали). Поэтому при дуговой сварке алюминия должно быть большое внесение тепла за счет мощности дуги. При сварке массивных изделий рекомендуется использовать предварительный подогрев.
- Низкая температура плавления алюминияИз за высокой теплопроводности и низкой температуры плавления существует высокая вероятность прожога алюминия
- Заварка кратера в конце сварочного шваПочти всегда при сварке алюминия при окончании сварочного шва появляется кратер, так как алюминий быстро затвердевает. Заварка кратера требует специальной техники. На многих сварочных аппаратах существует специальная программа для сварки алюминия. Она представляет собой увеличенный стартовый ток в начале сварки (для пробивки оксидной пленки) и уменьшенный ток в конце сварки (для заварки кратера).
- Зачистка поверхности алюминия перед сваркойПодготовка металла является ключевым моментом в сварке алюминия. Средства для травления поверхности должны быть использованы по мере возможности. Кроме того, рекомендуется зачищать поверхность перед сваркой металлической щеткой. Использование щетки помогает разбить слой оксидную пленки, уменьшая потребность в раскислении и увеличивая проплавление. Зачистка также помогает увеличить скорость сварки, снижая коробление.
Процессы сварки алюминия
Есть несколько процессов, которые используются для сварки алюминия. Наиболее популярны такие процессы, как аргонодуговая TIG сварка и импульсная полуавтоматическая MIG сварка.
Аргонодуговая TIG сварка алюминия
Аргонодуговую TIG сварку многие сварщики называют по-разному - аргонной, аргоновой или сваркой аргоном. Во всех случаях имеется в виду один процесс – сварка неплавящимся вольфрамовым электродом в среде аргона.
Важной частью сварки алюминия является понимание того, что она требует наличия в аппарате для аргонной TIG сварки - переменного тока и высокочастотного HF зажигания дуги.
Пара полезных функций, которые предлагаются во многих аргонодуговых аппаратах для сварки алюминия, является возможность регулировать частоту переменного тока и баланс.
- - Частота переменного тока может быть увеличена или уменьшена в допустимых пределах. Эта настройка позволяет сварщику обеспечивать больший контроль над дугой, путем фокусирования дуги по ширине так, чтобы иметь возможность сварки в труднодоступных углах. А также для сварки тонких материалов.
- - Другая особенность, баланс переменного тока, на самом деле управляет процессом раскисления алюминия, также называемый «чисткой». При изменении переменного тока в положительную полярность, оксид алюминия на поверхности металла расплавляется, и металл подвергается сварке. Количество необходимой «чистки» может варьироваться в зависимости от чистоты металла, и от скорости сварки. Настройка слишком высокого баланса уменьшает стабильность дуги. Слишком низкий процент не разобьет достаточно оксидную пленку.
MIG сварка алюминия полуавтоматом
Полуавтоматическая MIG сварка алюминия аналогична MIG сварке стали, так как при ней также используется подача сварочной проволоки и защитного газа через сварочную горелку. Однако сварка алюминия полуавтоматом требует некоторых изменений для сварщиков, которые привыкли к сварке стали.
Из-за большей теплопроводности алюминия, его сварка требует большего контроля над мощностью дуги и скоростью подачи проволоки. Так как алюминий очень мягкий металл, подача проволоки при сварке должна быть больше.
Ранее считалось, что качественно сварить алюминий можно только при помощи аргонодуговой сварки. Однако при использовании правильного оборудования и соответствующих технологий полуавтоматической MIG сварки можно добиться качественного шва при значительном увеличении производительности.
Несколько правил при MIG сварке алюминия
- Выбор оборудованияОптимальный сварочный полуавтомат для MIG сварки алюминия должен иметь режим импульсной сварки. Благодаря импульсам происходит пробивка окисной пленки, а также уменьшение перегрева алюминия при сварке и вероятность прожога. Режим двойного импульса Duo Pulse обеспечивает равномерную чешуйчатость и отличные визуальные характеристики сварочного шва.
- Выбор сварочного газаПри сварке алюминия в качестве защитного газа необходим чистый аргон. В отличие от сварки стали, при которой обычно используется смесь аргона и углекислого газа (CO2).
- Выбор сварочной проволокиОчень важен выбор правильного диаметра сварочной проволоки. Из-за того, что алюминий металл мягкий, то применение проволоки с малым диаметром (0,8 мм) затруднено сложностью её протяжки и подачи через сварочную горелку. Поэтому лучше использовать сварочные горелки небольшой длины, либо горелки с дополнительным механизмом подачи в корпусе горелки - сварочные горелки Push Pull (пуш пул). Для расплавления сварочной проволоки большего диаметра (1,2-1,6 мм) требуется больший сварочный ток.
- Набор расходных частей для сварочной горелки1. Специальные контактные наконечники - так как алюминий во время нагрева расширяется значительно больше, чем сталь, то существуют отличия в сварочных контактных наконечниках, используемых в полуавтоматических горелках для сварки алюминия. Отверстие в наконечниках для алюминия должно быть больше, чем в обычных наконечниках для стали, но не настолько большим, чтобы был хороший электрический контакт.
2. U-образные ролики подающего механизма. Ролики в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась.
3. Тефлоновый канал. Для уменьшения трения проволоки в горелке, необходимо использовать неметаллический кабель канал для алюминиевой проволоки. Обычно он исполнен из тефлона или графита.
Соблюдение указанных в этой статье правил, технологий подготовки и техники сделает ваш процесс сварки алюминия намного проще и позволит добиться превосходных результатов.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки алюминия
Видео по сварке алюминия:
Время сварки@1 - TIG cварка литой детали из алюминия
Время сварки@2 - Импульсная TIG сварка
Время сварки@3 - Сварка алюминия для начинающих
www.smart2tech.ru